
Enhancing the Techno-Functionality of Pea Flour by Air Injection-Assisted Extrusion at Different Temperatures and Flour Particle Sizes

Abstract
:1. Introduction
2. Materials and Methods
2.1. Raw Material
2.2. Proximate Composition Analyses
2.3. Extrusion Process
2.4. Techno-Functional Properties
2.5. Thermal Properties
2.6. Statistical Analysis
3. Results and Discussion
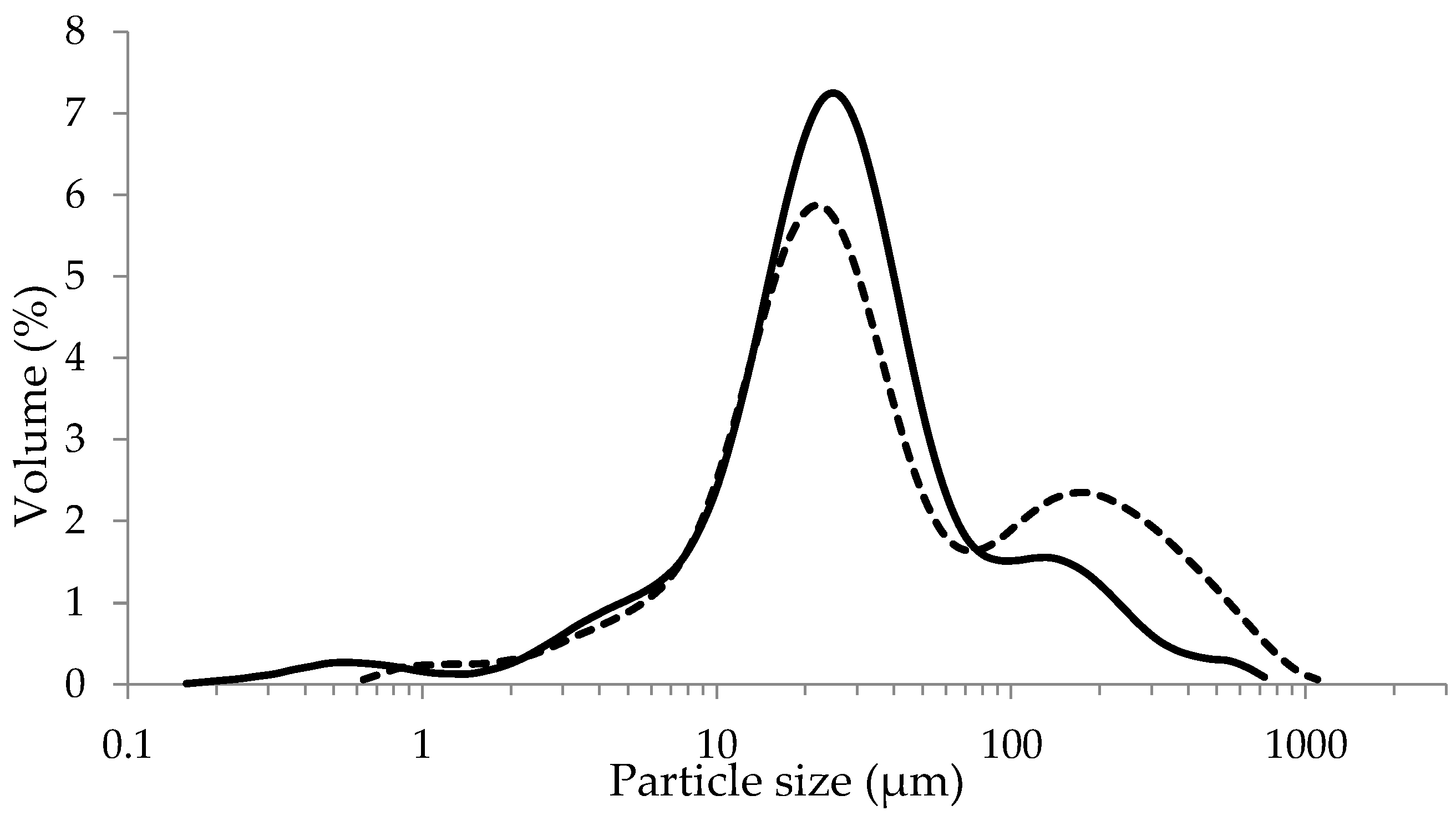
3.1. Particle Size and Proximate Composition
3.2. Extrusion Process Variables
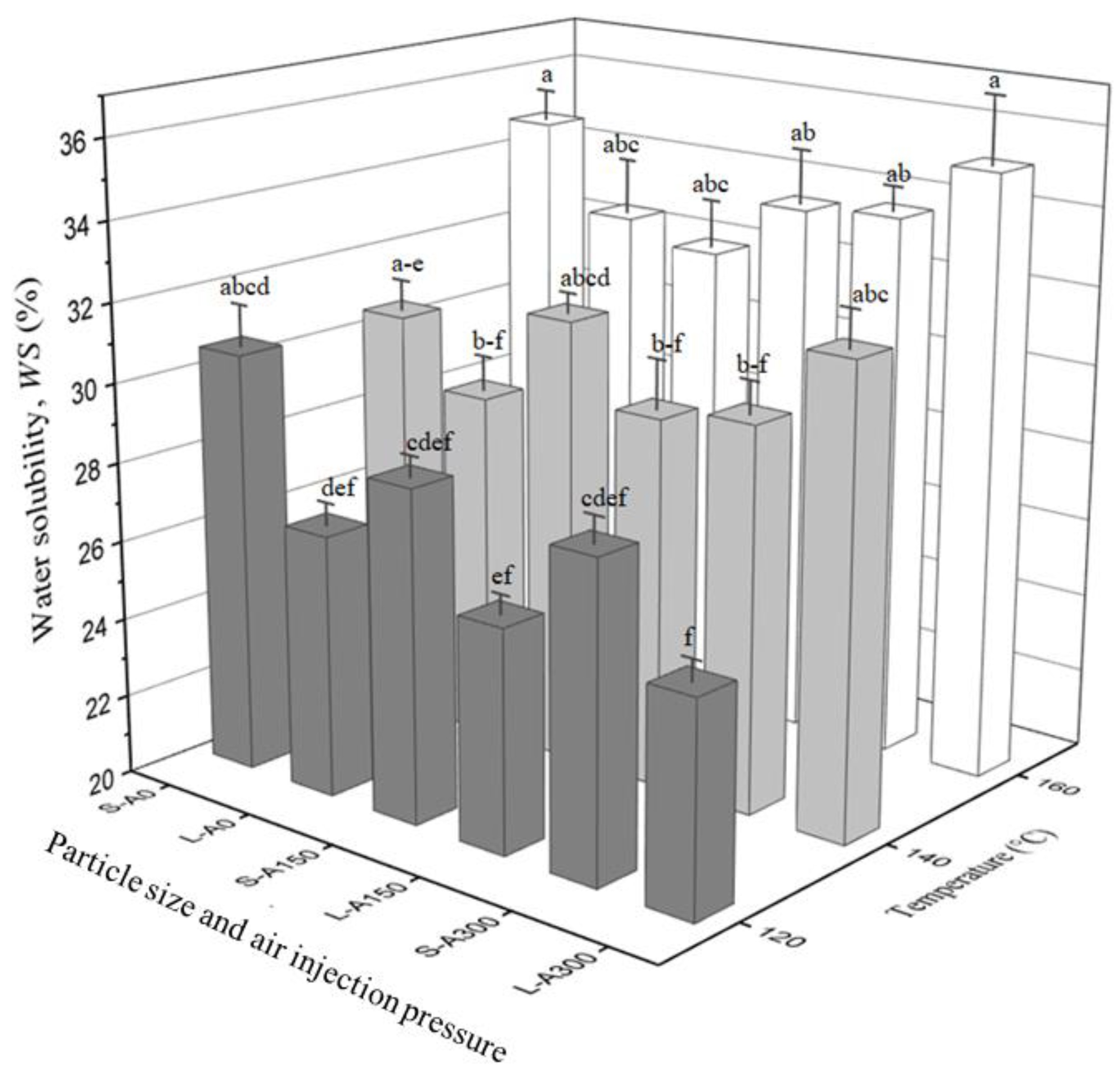
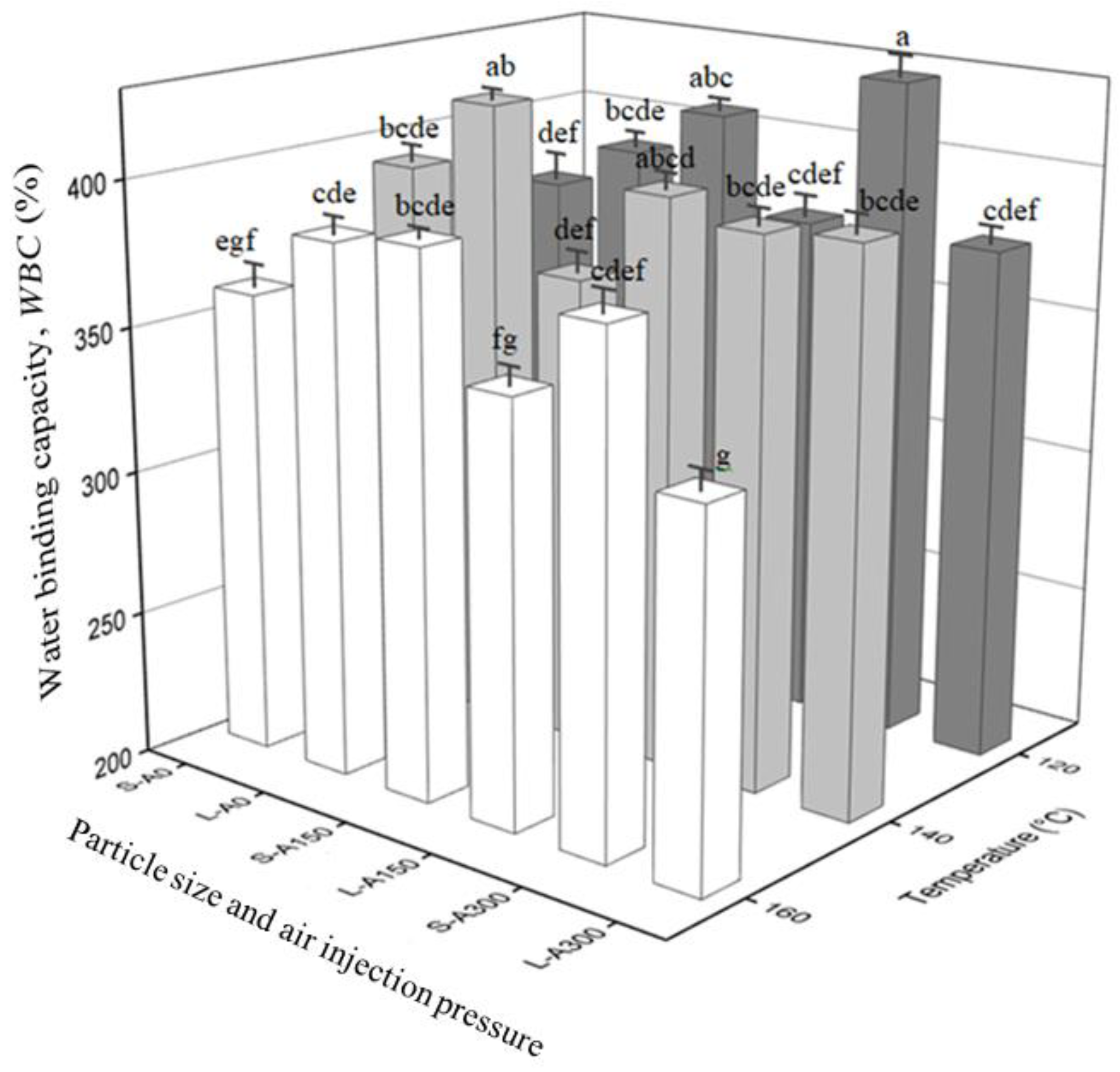
3.3. Water Solubility (WS) and Water Binding Capacity (WBC)
3.4. Emulsion Capacity (EC) and Emulsion Stability (ES)
3.5. Pasting Properties
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Boye, J.; Zare, F.; Pletch, A. Pulse proteins: Processing, characterization, functional properties and applications in food and feed. Food Res. Int. 2010, 43, 414–431. [Google Scholar] [CrossRef]
- Mshayisa, V.V.; Van Wyk, J.; Zozo, B. Nutritional, techno-functional and structural properties of black soldier fly (Hermetia illucens) larvae flours and protein concentrates. Foods 2022, 11, 724. [Google Scholar] [CrossRef] [PubMed]
- Kostić, A.T.; Barać, M.B.; Stanojević, S.P.; Milojković-Opsenica, D.M.; Tešić, Ž.L.; Šikoparija, B.; Radišić, P.; Prentović, M.; Pešić, M.B. Physicochemical composition and techno-functional properties of bee pollen collected in Serbia. LWT-Food Sci. Technol. 2015, 62, 301–309. [Google Scholar] [CrossRef]
- Vaclavik, V.A.; Christian, E.W. Essentials of Food Science, 4th ed.; Springer Science & Business Media: New York, NY, USA, 2014. [Google Scholar]
- Thakur, S.; Scanlon, M.G.; Tyler, R.T.; Milani, A.; Paliwal, J. Pulse Flour Characteristics from a Wheat Flour Miller’ s Perspective: A Comprehensive Review. Compr. Rev. Food Sci. Food Saf. 2019, 18, 775–797. [Google Scholar] [CrossRef] [Green Version]
- Scanlon, M.G.; Thakur, S.; Tyler, R.T.; Milani, A.; Der, T.; Paliwal, J. The critical role of milling in pulse ingredient functionality. Cereal Foods World 2018, 63, 201–206. [Google Scholar]
- Carvalho, C.W.P.; Takeiti, C.Y.; Onwulata, C.I.; Pordesimo, L.O. Relative effect of particle size on the physical properties of corn meal extrudates: Effect of particle size on the extrusion of corn meal. J. Food Eng. 2010, 98, 103–109. [Google Scholar] [CrossRef]
- Singh, R.; Koksel, F. Effects of particle size distribution and processing conditions on the techno-functional properties of extruded soybean meal. LWT-Food Sci. Technol. 2021, 152, 112321. [Google Scholar] [CrossRef]
- Alonso, R.; Orue, E.; Zabalza, M.J.; Grant, G.; Marzo, F. Effect of extrusion cooking on structure and functional properties of pea and kidney bean proteins. J. Sci. Food Agric. 2000, 80, 397–403. [Google Scholar] [CrossRef]
- Luo, S.; Koksel, F. Physical and technofunctional properties of yellow pea flour and bread crumb mixtures processed with low moisture extrusion cooking. J. Food Sci. 2020, 85, 2688–2698. [Google Scholar] [CrossRef]
- Rocha-Guzman, N.E.; Gallegos-Infante, J.A.; Gonzalez-Laredo, R.F.; Bello-Perez, A.; Delgado-Licon, E.; Ochoa-Martinez, A.; Prado-Ortiz, M.J. Physical properties of extruded products from three Mexican common beans (Phaseolus vulgaris L.) cultivars. Plant Foods Hum. Nutr. 2008, 63, 99–104. [Google Scholar] [CrossRef] [PubMed]
- Bueno, A.S.; Pereira, C.M.; Menegassi, B.; Arêas, J.A.G.; Castro, I.A. Effect of extrusion on the emulsifying properties of soybean proteins and pectin mixtures modelled by response surface methodology. J. Food Eng. 2009, 90, 504–510. [Google Scholar] [CrossRef]
- Mozafarpour, R.; Koocheki, A.; Milani, E.; Varidi, M. Extruded soy protein as a novel emulsifier: Structure, interfacial activity and emulsifying property. Food Hydrocoll. 2019, 93, 361–373. [Google Scholar] [CrossRef]
- Lee, E.Y.; Ryu, G.H.; Lim, S.T. Effects of processing parameters on physical properties of corn starch extrudates expanded using supercritical CO2 injection. Cereal Chem. 1999, 76, 63–69. [Google Scholar] [CrossRef]
- Singkhornart, S.; Edou-Ondo, S.; Ryu, G.H. Influence of germination and extrusion with CO2 injection on physicochemical properties of wheat extrudates. Food Chem. 2014, 143, 122–131. [Google Scholar] [CrossRef]
- Li, X.; Masatcioglu, M.T.; Koksel, F. Physical and functional properties of wheat flour extrudates produced by nitrogen injection assisted extrusion cooking. J Cereal Sci. 2019, 89. [Google Scholar] [CrossRef]
- Sinaki, N.Y.; Tulbek, M.; Koksel, F. Oxidizing agent assisted extrusion cooking of yellow peas and the techno-functionality of the resulting extrudate flours. J. Food Process. Preserv. 2021, 1–11. [Google Scholar] [CrossRef]
- Luo, S.; Chan, E.; Masatcioglu, M.T.; Erkinbaev, C.; Paliwal, J.; Koksel, F. Effects of extrusion conditions and nitrogen injection on physical, mechanical, and microstructural properties of red lentil puffed snacks. Food Bioprod Process. 2020, 121, 143–153. [Google Scholar] [CrossRef]
- Ooms, N.; Delcour, J.A. How to impact gluten protein network formation during wheat flour dough making. Curr Opin Food Sci. 2019, 25, 88–97. [Google Scholar] [CrossRef]
- Joye, I.J.; Lagrain, B.; Delcour, J.A. Use of chemical redox agents and exogenous enzymes to modify the protein network during breadmaking-A review. J Cereal Sci. 2009, 50, 11–21. [Google Scholar] [CrossRef]
- Chaudhary, A.; Marinangeli, C.P.F.; Tremorin, D.; Mathys, A. Nutritional combined greenhouse gas life cycle analysis for incorporating canadian yellow pea into cereal-based food products. Nutrients 2018, 10, 490. [Google Scholar] [CrossRef] [Green Version]
- Donihee, L.; McDougall, T. Canada: Outlook for principal field crops. Agric. Agri-Food Can. 2022, 1–11. Available online: https://agriculture.canada.ca/sites/default/files/documents/2022-08/Canada%20Outlook%20for%20Principal%20Field%20Crops_202208.pdf (accessed on 25 January 2023).
- Wang, C.; Alavi, S.; Li, Y.; Dogan, H. Influence of chickpea flour and yellow pea concentrate additive amount and in-barrel moisture content on the physiochemical properties of extruded extrudates. J. Food Process. Preserv. 2022, 46, e16233. [Google Scholar] [CrossRef]
- AACC International, Approved Methods of American Association of Cereal Chemists (AACC) Methods 44-01, 08-01, 30-25, and 46-30, 10th ed.; AACC International: St. Paul, MN, USA, 2000.
- Koksel, F.; Masatcioglu, M.T. Physical properties of puffed yellow pea snacks produced by nitrogen gas assisted extrusion cooking. LWT-Food Sci. Technol. 2018, 93, 592–598. [Google Scholar] [CrossRef]
- Masatcioglu, T.; Koksel, F.; Masatcioglu, M.T.; Koksel, F.; Masatcioglu, T.; Koksel, F. Functional and thermal properties of yellow pea and red lentil extrudates produced by nitrogen gas injection assisted extrusion cooking. J. Sci. Food Agric. 2019, 99, 6796–6805. [Google Scholar] [CrossRef] [PubMed]
- Ahmedna, M.; Prinyawiwatkul, W.; Rao, R.M. Solubilized wheat protein isolate: Functional properties and potential food applications. J. Agric. Food Chem. 1999, 47, 1340–1345. [Google Scholar] [CrossRef] [PubMed]
- Pulivarthi, M.K.; Nkurikiye, E.; Watt, J.; Li, Y.; Siliveru, K. Comprehensive understanding of roller milling on the physicochemical properties of red lentil and yellow pea flours. Processes 2021, 9, 1836. [Google Scholar] [CrossRef]
- Maskus, H.; Bourré, L.; Fraser, S.; Sarkar, A.; Malcolmson, L. Effects of grinding method on the compositional, physical, and functional properties of whole and split yellow pea flours. Cereal Foods World 2016, 61, 59–64. [Google Scholar] [CrossRef]
- Onwulata, C.I.; Konstance, R.P. Extruded corn meal and whey protein concentrate: Effect of particle size. J. Food Process. Preserv. 2006, 30, 475–487. [Google Scholar] [CrossRef]
- Desrumaux, A.; Bouvier, J.M.; Burri, J. Corn grits particle size and distribution effects on the characteristics of expanded extrudates. J. Food Sci. 1998, 63, 857–863. [Google Scholar] [CrossRef]
- Al-Rabadi, G.J.; Torley, P.J.; Williams, B.A.; Bryden, W.L.; Gidley, M.J. Particle size of milled barley and sorghum and physico-chemical properties of grain following extrusion. J. Food Eng. 2011, 103, 464–472. [Google Scholar] [CrossRef]
- Mathew, J.M.; Hoseney, R.C.; Faubion, J.M. Effects of corn sample, mill type, and particle size on corn curl and pet food extrudates. Cereal Chem. 1999, 76, 621–624. [Google Scholar] [CrossRef]
- Meng, X.; Threinen, D.; Hansen, M.; Driedger, D. Effects of extrusion conditions on system parameters and physical properties of a chickpea flour-based snack. Food Res. Int. 2010, 43, 650–658. [Google Scholar] [CrossRef]
- Nwabueze, T.U. Water/oil absorption and solubility indices of extruded African breadfruit (Treculia africana) blends. J. Food Technol. 2006, 4, 64–69. [Google Scholar]
- Bhattacharya, M.; Milford, M.A. Extrusion processing to improve nutritional and functional-properties of corn gluten. LWT-Food Sci. Technol. 1988, 21, 20–24. [Google Scholar]
- Protonotariou, S.; Drakos, A.; Evageliou, V.; Ritzoulis, C.; Mandala, I. Sieving fractionation and jet mill micronization affect the functional properties of wheat flour. J. Food Eng. 2014, 134, 24–29. [Google Scholar] [CrossRef]
- Chauhan, G.S.; Bains, G.S. Effect of granularity on the characteristics of extruded rice snack. Int. J. Food Sci. Technol. 1985, 20, 305–309. [Google Scholar] [CrossRef]
- Zheng, J.; Mao, S. A thermodynamic model for the solubility of N2, O2 and Ar in pure water and aqueous electrolyte solutions and its applications. Appl Geochem. 2019, 107, 58–79. [Google Scholar] [CrossRef]
- Campbell, G.M. Bread aeration. In Bread Making: Improving Quality; Cauvain, S.P., Ed.; Woodhead Publishing Ltd.: Cambridge, UK, 2003; pp. 352–374. [Google Scholar]
- Decamps, K.; Joye, I.J.; De Vos, D.E.; Courtin, C.M.; Delcour, J.A. Molecular oxygen and reactive oxygen species in bread-making processes: Scarce, but nevertheless important. Crit. Rev. Food Sci. Nutr. 2016, 56, 722–736. [Google Scholar] [CrossRef]
- Wieser, H. The use of redox agents in breadmaking. In Bread Making: Improving Quality; Cauvain, S.P., Ed.; Woodhead Publishing Limited: Cambridge, UK, 2003; pp. 424–446. [Google Scholar]
- Huang, Y.; Hua, Y.; Qiu, A. Soybean protein aggregation induced by lipoxygenase catalyzed linoleic acid oxidation. Food Res Int. 2006, 39, 240–249. [Google Scholar] [CrossRef]
- Wu, W.; Zhang, C.; Kong, X.; Hua, Y. Oxidative modification of soy protein by peroxyl radicals. Food Chem. 2009, 116, 295–301. [Google Scholar] [CrossRef]
- Xiong, Y.L.; Guo, A. Animal and plant protein oxidation: Chemical and functional property significance. Foods 2021, 10, 40. [Google Scholar] [CrossRef]
- Aluko, R.E.; Mofolasayo, O.A.; Watts, B.M. Emulsifying and foaming properties of commercial yellow pea (Pisum sativum L.) seed flours. J. Agric. Food Chem. 2009, 57, 9793–9800. [Google Scholar] [CrossRef] [PubMed]
- Beck, S.M.; Knoerzer, K.; Sellahewa, J.; Emin, M.A.; Arcot, J. Effect of different heat-treatment times and applied shear on secondary structure, molecular weight distribution, solubility and rheological properties of pea protein isolate as investigated by capillary rheometry. J. Food Eng. 2017, 208, 66–67. [Google Scholar] [CrossRef]
- Wang, S.; Nosworthy, M.G.; House, J.D.; Ai, Y.; Hood-Niefer, S.; Nickerson, M.T. Effect of barrel temperature and feed moisture on the physical properties of chickpea–sorghum and chickpea–maize extrudates, and the functionality and nutritional value of their resultant flours—Part II. Cereal Chem. 2019, 96, 621–633. [Google Scholar] [CrossRef]
- Wang, S.; Ai, Y.; Hood-Niefer, S.; Nickerson, M.T. Effect of barrel temperature and feed moisture on the physical properties of chickpea, sorghum, and maize extrudates and the functionality of their resultant flours—Part 1. Cereal Chem. 2019, 96, 609–620. [Google Scholar] [CrossRef]
- Martínez, M.M.; Calviño, A.; Rosell, C.M.; Gómez, M. Effect of different extrusion treatments and particle size distribution on the physicochemical properties of rice flour. Food Bioprocess Technol. 2014, 7, 2657–2665. [Google Scholar] [CrossRef] [Green Version]
- Tang, C.H.; Shen, L. Role of conformational flexibility in the emulsifying properties of bovine serum albumin. J. Agric. Food Chem. 2013, 61, 3097–3110. [Google Scholar] [CrossRef]
- Karaca, A.C.; Low, N.; Nickerson, M. Emulsifying properties of chickpea, faba bean, lentil and pea proteins produced by isoelectric precipitation and salt extraction. Food Res. Int. 2011, 44, 2742–2750. [Google Scholar] [CrossRef]
- Foschia, M.; Horstmann, S.W.; Arendt, E.K.; Zannini, E. Legumes as functional ingredients in gluten-free bakery and pasta products. Annu. Rev. Food Sci. Technol. 2017, 8, 75–96. [Google Scholar] [CrossRef]
- Afizah, M.N.; Rizvi, S.S.H. Functional properties of whey protein concentrate texturized at acidic pH: Effect of extrusion temperature. LWT-Food Sci. Technol. 2014, 57, 290–298. [Google Scholar] [CrossRef]
- Ma, Z.; Boye, J.I.; Simpson, B.K.; Prasher, S.O.; Monpetit, D.; Malcolmson, L. Thermal processing effects on the functional properties and microstructure of lentil, chickpea, and pea flours. Food Res. Int. 2011, 44, 2534–2544. [Google Scholar] [CrossRef]
- Sikorski, Z.E. Functional properties of proteins in food systems. In Chemical and Functional Properties of Food Proteins; Sikorski, Z.E., Strauss, S., Eds.; Taylor & Francis Group: Boca Raton, FL, USA, 2001; pp. 113–135. [Google Scholar]
- Zeng, J.; Gao, H.; Li, G.; Liang, X. Extruded Corn Flour Changed the Functionality Behaviour of Blends. Czech J. Food Sci. 2011, 29, 520–527. [Google Scholar] [CrossRef] [Green Version]
- Wani, S.A.; Kumar, P. Influence on the antioxidant, structural and pasting properties of snacks with fenugreek, oats and green pea. J. Saudi Soc. Agric. Sci. 2019, 18, 389–395. [Google Scholar] [CrossRef]
- Tananuwong, K.; Malila, Y. Changes in physicochemical properties of organic hulled rice during storage under different conditions. Food Chem. 2011, 125, 179–185. [Google Scholar] [CrossRef]




{kind=link}
{kind=link}
{kind=link}
| Flour Particle Size | Die Temperature (°C) | Air Injection Pressure (kPa) | Torque (%) | Die Pressure (kPa) | SME * (Wh kg−1) |
|---|---|---|---|---|---|
| Small | 120 | 0 | 35 ± 0 a | 6500 ± 100 cd | 319 ± 2 a |
| 150 | 31 ± 0 b | 6950 ± 250 bc | 285 ± 2 b | ||
| 300 | 29 ± 1 c | 7650 ± 150 a | 263 ± 12 c | ||
| 140 | 0 | 29 ± 0 c | 5250 ± 150 e | 263 ± 4 c | |
| 150 | 23 ± 0 ef | 6000 ± 0 d | 215 ± 2 ef | ||
| 300 | 23 ± 0 ef | 6600 ± 0 bc | 213 ± 0 ef | ||
| 160 | 0 | 25 ± 0 de | 5150 ± 50 e | 227 ± 2 de | |
| 150 | 24 ± 0 de | 4600 ± 0 fg | 221 ± 0 de | ||
| 300 | 24 ± 0 de | 4850 ± 50 ef | 223 ± 2 de | ||
| Large | 120 | 0 | 25 ± 0 de | 6700 ± 100 bc | 230 ± 2 de |
| 150 | 25 ± 0 de | 6450 ± 50 cd | 230 ± 2 de | ||
| 300 | 26 ± 0 d | 7100 ± 0 b | 236 ± 0 d | ||
| 140 | 0 | 21 ± 0 f | 5100 ± 0 ef | 196 ± 6 f | |
| 150 | 17 ± 0 gh | 5000 ± 0 ef | 155 ± 0 gh | ||
| 300 | 14 ± 0 i | 4150 ± 50 gh | 126 ± 2 i | ||
| 160 | 0 | 18 ± 0 g | 3100 ± 0 i | 165 ± 2 g | |
| 150 | 15 ± 0 hi | 3950 ± 50 h | 138 ± 2 hi | ||
| 300 | 18 ± 0 g | 4250 ± 50 gh | 165 ± 2 g |
| Air Injection Pressure (kPa) | To (°C) | Tp (°C) | ∆H (J/g) |
|---|---|---|---|
| 0 | 80.08 ± 0.21 a | 85.06 ± 0.28 a | 0.41 ± 0.01 a |
| 150 | 80.08 ± 0.11 a | 85.17 ± 0.04 a | 0.40 ± 0.01 ab |
| 300 | 80.12 ± 0.18 a | 85.08 ± 0.14 a | 0.34 ± 0.02 b |
| Flour Particle Size | DT (°C) | Air Injection Pressure (kPa) | EC (%) | ES (%) |
|---|---|---|---|---|
| Small-Raw | - | - | 33.9 ± 0.7 a | 36.8 ± 0.5 a |
| Small-Extruded | 120 | 0 | 31.2 ± 0.2 b | 25.9 ± 0.2 hi |
| 150 | 27.3 ± 0.3 ghi | 26.8 ± 0.3 ghi | ||
| 300 | 26.2 ± 0.3 hi | 25.8 ± 0.5 i | ||
| 140 | 0 | 28.3 ± 0.2 d–h | 26.8 ± 0.2 ghi | |
| 150 | 29.3 ± 0.5 b–g | 26.5 ± 0.2 ghi | ||
| 300 | 30.2 ± 0.3 bcde | 27.6 ± 0.2 fgh | ||
| 160 | 0 | 29.5 ± 0.3 b–g | 30.5 ± 0.3 cd | |
| 150 | 30.6 ± 0.5 bc | 29.5 ± 0.3 de | ||
| 300 | 30.1 ± 0.4 b–f | 30.1 ± 0.3 cd | ||
| Large-Raw | - | - | 31.1 ± 0.8 b | 34.4 ± 0.3 b |
| Large-Extruded | 120 | 0 | 25.9 ± 0.2 i | 27.9 ± 0.1 efg |
| 150 | 27.9 ± 0.3 fghi | 29.3 ± 0.1 def | ||
| 300 | 26.9 ± 0.3 hi | 29.9 ± 0.1 d | ||
| 140 | 0 | 28.1 ± 0.1 e–i | 28.9 ± 0.3 def | |
| 150 | 28.4 ± 0.2 c–h | 29.3 ± 0.2 def | ||
| 300 | 29.7 ± 0.7 b–f | 31.6 ± 0.5 c | ||
| 160 | 0 | 28.4 ± 0.4 c–h | 28.9 ± 0.6 def | |
| 150 | 28.5 ± 0.4 c–h | 30.4 ± 0.2 cd | ||
| 300 | 30.5 ± 0.5 bcd | 31.7 ± 0.1 c |
| Flour Particle Size | DT | Air Pressure | Cold Viscosity | Peak Viscosity | Trough Viscosity | Final Viscosity |
|---|---|---|---|---|---|---|
| (°C) | (kPa) | (cP) | (cP) | (cP) | (cP) | |
| Small-Raw | - | - | 36.0 1.0 | 937.0 14.0 | 888.5 6.5 | 2093.0 55.0 |
| Small-Extruded | 120 | 0 | 172.0 2.4 ghi | - | 91.5 1.7 ef | 259.0 6.9 h |
| 150 | 186.8 4.3 e-i | - | 103.0 3.3 def | 287.0 1.5 gh | ||
| 300 | 201.8 7.6 defg | - | 105.3 4.2 cdef | 300.3 3.3 fgh | ||
| 140 | 0 | 195.3 1.6 d-h | - | 103.3 2.6 def | 301.0 2.9 fgh | |
| 150 | 223.3 4.9 cd | - | 92.8 4.2 ef | 304.3 4.4 fgh | ||
| 300 | 236.8 10.5 c | - | 99.3 4.8 ef | 346.5 12.5 ef | ||
| 160 | 0 | 208.5 4.1 cdef | - | 111.0 4.9 cde | 336.3 13.2 efg | |
| 150 | 176.3 6.6 ghi | - | 84.5 2.4 fg | 331.8 7.7 efg | ||
| 300 | 166.0 5.1 hi | - | 68.8 1.9 g | 272.5 12.1 h | ||
| Large-Raw | - | - | 32.0 1.0 | 857.0 2.0 | 836.0 0.0 | 1707.5 8.5 |
| Large-Extruded | 120 | 0 | 182.0 6.2 fghi | - | 127.3 9.3 bc | 373.8 18.7 e |
| 150 | 168.3 7.4 hi | - | 112.5 3.4 cde | 436.8 7.8 cd | ||
| 300 | 161.0 4.1 i | - | 124.3 2.8 bcd | 456.3 7.9 c | ||
| 140 | 0 | 221.3 6.7 cd | - | 168.5 5.6 a | 383.8 4.6 de | |
| 150 | 217.5 7.7 cde | - | 106.8 2.7 cdef | 433.0 13.4 cd | ||
| 300 | 296.8 7.5 b | - | 142.5 7.2 b | 666.5 25.0 a | ||
| 160 | 0 | 336.0 1.8 a | - | 184.3 1.9 a | 474.0 4.9 c | |
| 150 | 274.3 7.1 b | - | 145.0 3.1 b | 668.5 9.6 a | ||
| 300 | 271.5 7.5 b | - | 138.0 4.2 b | 592.8 13.1 b |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Sinaki, N.Y.; Paliwal, J.; Koksel, F. Enhancing the Techno-Functionality of Pea Flour by Air Injection-Assisted Extrusion at Different Temperatures and Flour Particle Sizes. Foods 2023, 12, 889. https://doi.org/10.3390/foods12040889
Sinaki NY, Paliwal J, Koksel F. Enhancing the Techno-Functionality of Pea Flour by Air Injection-Assisted Extrusion at Different Temperatures and Flour Particle Sizes. Foods. 2023; 12(4):889. https://doi.org/10.3390/foods12040889
Chicago/Turabian StyleSinaki, Nasibeh Y., Jitendra Paliwal, and Filiz Koksel. 2023. "Enhancing the Techno-Functionality of Pea Flour by Air Injection-Assisted Extrusion at Different Temperatures and Flour Particle Sizes" Foods 12, no. 4: 889. https://doi.org/10.3390/foods12040889
APA StyleSinaki, N. Y., Paliwal, J., & Koksel, F. (2023). Enhancing the Techno-Functionality of Pea Flour by Air Injection-Assisted Extrusion at Different Temperatures and Flour Particle Sizes. Foods, 12(4), 889. https://doi.org/10.3390/foods12040889