

Influence of Raw Materials and Technological Factors on the Sorption Properties of Blast-Fuel Coke

 ,
,  , and
, and
Abstract
:1. Introduction
2. Materials and Methods
- -
- State standard of Ukraine 4096–2002 “Brown coal, hard coal, anthracite, combustible shale and coal briquettes. Methods of sample selection and preparation for laboratory tests” [29];
- -
- ISO 1171-97 “Solid mineral fuels. Methods for determination of ash” [30];
- -
- ISO 589-81 “Hard coal—Determination of total moisture” [31];
- -
- ISO 7404-3-84 “Methods for the petrographic analysis of bituminous coal and anthracite—Part 3: Method of determining maceral group composition” [32];
- -
- ISO 7404-5-85 “Methods for the petrographic analysis of coals—Part 5: Method of determining microscopically the reflectance of vitrinite” [33];
- -
- State standard of Ukraine 7722:2015 “Hard coal. Method of Determining Plastometric Characteristics” [34].
- -
- State standard of Ukraine ISO 579-2002 “Coke-Determination of total moisture” [35];
- -
- ISO 556-80 “Coke (greater than 20 mm in size)-Determination of mechanical strength” [36];
- -
- ISO 18894:2006 “Coke-Determination of coke reactivity index (CRI) and coke strength after reaction (CSR)” [37];
- -
- ISO 728-81 “Coke (nominal top size greater than 20 mm)-Size analysis” [38].
3. Results
4. Discussion
5. Conclusions
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Ali, I.; Asim, M.; Khan, T.A. Low-cost adsorbents for the removal of organic pollutants from wastewater. J. Environ. Manag. 2012, 113, 170–183. [Google Scholar] [CrossRef]
- Pyshyev, S.; Miroshnichenko, D.; Malik, I.; Bautista Contreras, A.; Hassan, N.; Abd Elrasoul, A. State of the art in the production of charcoal: A review. Chem. Chem. Technol. 2021, 15, 61–73. [Google Scholar] [CrossRef]
- Gołub, A.; Piekutin, J. The use of sorbents in removal of selected cations from wastewater after soda ash production. Proceedings 2019, 16, 31. [Google Scholar] [CrossRef]
- Ordabaeva, A.T.; Muldakhmetov, Z.M.; Gazaliev, A.M.; Kim, S.V.; Shaikenova, Z.S.; Meiramov, M.G. Production of activated carbon from sifted coke and determination of its physicochemical characteristics. Molecules 2023, 28, 5661. [Google Scholar] [CrossRef]
- Milicevic, S.; Boljanac, T.; Martinovic, S.; Vlahovic, M.; Milosevic, V.; Babic, B. Removal of copper from aqueous solutions by low-cost adsorbent-Kolubara lignite. Fuel Process. Technol. 2012, 95, 1–7. [Google Scholar] [CrossRef]
- Qi, Y.; Hoadley, A.F.A.; Chaffee, A.L.; Garnier, G. Characterization of lignite as an industrial adsorbent. Fuel 2011, 90, 1567–1574. [Google Scholar] [CrossRef]
- Lartey-Young, G.; Ma, L. Remediation with semicoke-preparation, characterization, and adsorption application. Materials 2020, 13, 4334. [Google Scholar] [CrossRef]
- Droznik, I.D. Prospects for organizing domestic production of activated carbons based on poorly metamorphosed hard coals and anthracites. J. Coal Chem. 2008, 3–4, 3–7. [Google Scholar]
- Simonova, V.V.; Shendrick, T.G. Adsorption of phenol from aqueous solutions by modified salt coals. Solid Fuel Chem. 2002, 5, 52–64. [Google Scholar]
- Zhilina, M.V.; Karnozhitsky, P.V. Carbonization process in the production of activated carbon: Raw material base, influencing factors (review). J. Coal Chem. 2011, 5–6, 50–55. [Google Scholar]
- Shmeltser, E.O.; Lyalyuk, V.P.; Sokolova, V.P.; Miroshnichenko, D.V. The using of coal blends with an increased content of coals of the middle stage of metamorphism for the production of the blast-furnace coke. Message 1. Preparation of coal blends. Pet. Coal 2018, 60, 605–611. [Google Scholar]
- Shmeltser, E.O.; Kormer, M.V.; Miroshnichenko, D.V.; Chuprinov, E.V. Influence of the degree of mixing on the quality of preparation of coal batches. Rep. Priazovskyi State Tech. Univ. 2022, 45, 48–57. [Google Scholar] [CrossRef]
- Drozdnik, I.D.; Miroshnichenko, D.V.; Shmeltser, E.O.; Kormer, M.V.; Pyshyev, S.V. Investigation of possible losses of coal raw materials during its technological preparation for coking. Message 1. The actual mass variation of coal in the process of its defrosting. Pet. Coal 2019, 61, 537–545. [Google Scholar]
- Miroshnichenko, D.; Shmeltser, K.; Kormer, M. Factors Affecting the Formation the Carbon Structure of Coke and the Method of Stabilizing Its Physical and Mechanical Properties. C 2023, 9, 66. [Google Scholar] [CrossRef]
- Xing, X.; Rogers, H.; Paul Zulli, P.; Hockings, K.; Ostrovski, O. Effect of coal properties on the strength of coke under simulated blast furnace conditions. Fuel 2019, 237, 775–785. [Google Scholar] [CrossRef]
- Shmeltser, E.O.; Lyalyuk, V.P.; Sokolova, V.P.; Miroshnichenko, D.V. The using of coal blends with an increased content of coals of the middle stage of metamorphism for the production of the blast-furnace coke. Message 2. Assessment of coke quality. Pet. Coal 2019, 61, 52–57. [Google Scholar]
- Miroshnichenko, D.; Saienko, L.; Demidov, D.; Pyshyev, S. Predicting the yield of coke and its byproducts on the basis of ultimate and petrographic analysis. Pet. Coal 2018, 60, 402–415. [Google Scholar]
- Prysiazhnyi, Y.; Pyshyev, S.; Kochubey, V.; Miroshnichenko, D. Desulphurization and usage of medium-metamorphized black coal. 2. Desulphurized coal used as an additive for the production of special types of coke. Chem. Chem. Technol. 2014, 8, 467–474. [Google Scholar] [CrossRef]
- Grigore, M.; Sakurovs, R.; French, D.; Sahajwalla, V. Properties and CO2 reactivity of the inert and reactive maceral derived components in cokes International. J. Coal Geol. 2012, 98, 1–9. [Google Scholar] [CrossRef]
- Almujaybil, M.J.; Abunaser, D.F.M.; Gouda, M.; Khalaf, M.M.; Mohamed, I.M.A.; Abd El-Lateef, H.M. Facile synthesis of Fe(0) activated carbon material as an active adsorbent towards the removal of Cr (VI) from aqueous media. Catalysts 2022, 12, 515. [Google Scholar] [CrossRef]
- Acha, E.; Agirre, I.; Barrio, V.L. Development of high temperature water sorbents based on zeolites, dolomite, lanthanum oxide and coke. Materials 2023, 16, 2933. [Google Scholar] [CrossRef]
- Bruni, P.; Avino, P.; Ferrone, V.; Pilato, S.; Barbacane, N.; Canale, V.; Carlucci, G.; Ferrari, S. Preparation of Fe3O4-reduced graphene activated carbon from wastepaper in the dispersive solid-phase extraction and UHPLC-PDA determination of antibiotics in human plasma. Separations 2023, 10, 115. [Google Scholar] [CrossRef]
- Zhang, X.; Li, Y.; He, Y.; Kong, D.; Klein, B.; Yin, S.; Zhao, H. Preparation of magnetic activated carbon by activation and modification of char derived from co-pyrolysis of lignite and biomass and its adsorption of heavy-metal-containing wastewater. Minerals 2022, 12, 665. [Google Scholar] [CrossRef]
- Khudayberganova, N.; Rizaev, A.; Abduraxmonov, E. Adsorption properties of benzene vapors on activated carbon from coke and asphalt. E3S Web Conf. 2021, 264, 01022. [Google Scholar] [CrossRef]
- Kubo, S.; White, R.J.; Yoshizawa, N.; Antonietti, M.; Titirici, M.-M. Ordered carbohydrate-derived porous carbons. Chem. Mater. 2011, 23, 4882–4885. [Google Scholar] [CrossRef]
- Yefremova, S.; Terlikbayeva, A.; Zharmenov, A.; Kablanbekov, A.; Bunchuk, L.; Kushakova, L.; Shumskiy, V.; Sukharnikov, Y.; Yermishin, S. Coke-Based Carbon Sorbent: Results of Gold Extraction in Laboratory and Pilot Tests. Minerals 2020, 10, 508. [Google Scholar] [CrossRef]
- Kozin, L.F. Chemistry and Technology of Noble Metals—Gold, Silver. Problems and Prospects; K. TOV «NPP «Interservice»: Kyiv, Ukraine, 2014; p. 744. [Google Scholar]
- Dupre, K.; Ryan, E.M.; Suleimenov, A.; Jillian, L. Goldfarb Experimental and Computational Demonstration of a Low-Temperature Waste to By-Product Conversion of U.S. Oil Shale Semi-Coke to a Flue Gas Sorbent. Energies 2018, 11, 3195. [Google Scholar] [CrossRef]
- State Standard of Ukraine 4096-2002; Brown Coal, Hard Coal, Anthracite, Combustible Shale and Coal Briquettes. Methods of Sample Selection and Preparation for Laboratory Tests. Technical Committee of Ukraine on Standardization TK-92: Kyiv, Ukraine, 2002.
- ISO 1171-97; Solid Mineral Fuels. Methods for Determination of Ash. International Organization for Standardization: Geneva, Switzerland, 1997.
- ISO 589-81; Hard Coal—Determination of Total Moisture. International Organization for Standardization: Geneva, Switzerland, 1981.
- ISO 7404-3-84; Methods for the Petrographic Analysis of Bituminous Coal and Anthracite—Part 3: Method of Determining Maceral Group Composition. International Organization for Standardization: Geneva, Switzerland, 1984.
- ISO 7404-5-85; Methods for the Petrographic Analysis of Coal—Part 5: Method of Determining Microscopically the Reflectance of Vitrinite. International Organization for Standardization: Geneva, Switzerland, 1985.
- State Standard of Ukraine 7722:2015; Hard Coal. Method of Determining Plastometric Characteristics. State Enterprise “Ukrainian Scientific Research and Training Center for Problems of Standardization, Certification and Quality”: Kyiv, Ukraine, 2015.
- State Standard of Ukraine ISO 579-2015; Coke-Determination of Total Moisture. State Enterprise “Ukrainian Scientific Research and Training Center for Problems of Standardization, Certification and Quality”: Kyiv, Ukraine, 2015.
- ISO 556-80; Coke (Greater than 20 mm in Size)-Determination of Mechanical Strength. International Organization for Standardization: Geneva, Switzerland, 1980.
- ISO 18894:2006; Coke-Determination of Coke Reactivity Index (CRI) and Coke Strength after Reaction (CSR). International Organization for Standardization: Geneva, Switzerland, 2006.
- ISO 728-81; Coke (Nominal Top Size Greater than 20 mm)—Size Analysis. International Organization for Standardization: Geneva, Switzerland, 1981.














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Blend | Batch Component (Coal Ranks), % | |||||||
|---|---|---|---|---|---|---|---|---|
| G1 | G2 | GZhP | GZh | Zh | K | PS | KS | |
| 1 | - | - | 6 | 44 | 6 | 16 | 13 | 15 |
| 2 | - | 10 | 3 | 33 | 15 | 2 | 14 | 23 |
| 3 | - | - | 20 | 43 | 10 | 9 | 9 | 9 |
| 4 | 30 | 25 | 4 | 10 | 4 | 27 | - | - |
| 5 | 34 | 23 | 5 | - | 10 | 28 | - | - |
| 6 | 24 | 29 | 10 | - | 7 | 30 | - | - |
| 7 | 35 | 8 | 5 | 23 | - | 29 | - | - |
| 8 | 35 | 8 | 5 | 23 | - | 29 | - | - |
| 9 | - | 35 | - | 35 | - | 30 | - | - |
| 10 | - | 31 | - | 12 | - | 57 | - | - |
| 11 | - | 31 | - | 12 | - | 57 | - | - |
| 12 | - | 72 | - | - | - | 28 | - | - |
| 13 | - | 45 | - | - | - | 55 | - | - |
| 14 | - | 43 | - | - | - | 57 | - | - |
| 15 | 26 | 46 | - | - | - | 28 | - | - |
| Blend | Proximate Analysis, % | Plastometric Parameters, mm | Petrographic Characteristics, % | ||||||
|---|---|---|---|---|---|---|---|---|---|
| Wrt | Adt | Sdt | Vd | Vdaf | x | y | Mean Vitrinite Reflection Coefficient, Ro, % | Contents of Vitrinite, Vt, % | |
| 1 | 9.9 ± 0.5 | 8.5 ± 0.2 | 0.51 ± 0.05 | 27.2 ± 0.3 | 29.7 ± 0.3 | 39 ± 3 | 14 ± 1 | 1 ± 0.02 | 71.6 ± 5 |
| 2 | 8.6 ± 0.5 | 8.7 ± 0.2 | 0.96 ± 0.05 | 27.4 ± 0.3 | 30 ± 0.3 | 36 ± 3 | 17 ± 1 | 1.01 ± 0.03 | 74.9 ± 5 |
| 3 | 9.1 ± 0.5 | 9.7 ± 0.2 | 0.56 ± 0.05 | 29 ± 0.3 | 31.9 ± 0.3 | 35 ± 3 | 18 ± 1 | 0.95 ± 0.02 | 71.6 ± 5 |
| 4 | 10 ± 0.5 | 11.3 ± 0.2 | 1.59 ± 0.05 | 31.1 ± 0.3 | 35.1 ± 0.3 | 43 ± 3 | 12 ± 1 | 0.86 ± 0.02 | 77 ± 5 |
| 5 | 10 ± 0.5 | 12 ± 0.2 | 1.54 ± 0.05 | 30.8 ± 0.3 | 35 ± 0.3 | 41 ± 3 | 13 ± 1 | 0.91 ± 0.02 | 86.8 ± 4 |
| 6 | 7.8 ± 0.5 | 11.1 ± 0.2 | 1.47 ± 0.05 | 30.3 ± 0.3 | 34.1 ± 0.3 | 40 ± 3 | 15 ± 1 | 0.85 ± 0.02 | 81.7 ± 4 |
| 7 | 8.2 ± 0.5 | 12 ± 0.2 | 1.82 ± 0.05 | 31.5 ± 0.3 | 35.8 ± 0.3 | 42 ± 3 | 14 ± 1 | 0.83 ± 0.02 | 84.6 ± 4 |
| 8 | 8.5 ± 0.5 | 10.3 ± 0.2 | 1.62 ± 0.05 | 31.3 ± 0.3 | 34.9 ± 0.3 | 41 ± 3 | 15 ± 1 | 0.83 ± 0.02 | 78.7 ± 5 |
| 9 | 9.1 ± 0.5 | 10.2 ± 0.2 | 1.9 ± 0.05 | 31 ± 0.3 | 34.5 ± 0.3 | 36 ± 3 | 18 ± 1 | 0.87 ± 0.02 | 77.2 ± 5 |
| 10 | 8.8 ± 0.5 | 7.8 ± 0.2 | 1.17 ± 0.05 | 30.2 ± 0.3 | 32.8 ± 0.3 | 35 ± 3 | 16 ± 1 | 1 ± 0.02 | 87 ± 4 |
| 11 | 8.6 ± 0.5 | 7.4 ± 0.2 | 1.24 ± 0.05 | 30.5 ± 0.3 | 32.9 ± 0.3 | 32 ± 3 | 16 ± 1 | 0.97 ± 0.02 | 86.1 ± 4 |
| 12 | 8 ± 0.5 | 9.7 ± 0.2 | 1.6 ± 0.05 | 31.8 ± 0.3 | 35.3 ± 0.3 | 38 ± 3 | 13 ± 1 | 0.88 ± 0.02 | 79 ± 5 |
| 13 | 9.2 ± 0.5 | 8.1 ± 0.2 | 1.16 ± 0.05 | 28.6 ± 0.3 | 31.1 ± 0.3 | 39 ± 3 | 18 ± 1 | 0.95 ± 0.02 | 73.1 ± 5 |
| 14 | 8.2 ± 0.5 | 8.4 ± 0.2 | 1 ± 0.05 | 28.1 ± 0.3 | 30.7 ± 0.3 | 35 ± 3 | 14 ± 1 | 1 ± 0.02 | 82 ± 4 |
| 15 | 9.4 ± 0.5 | 9.2 ± 0.2 | 1.48 ± 0.05 | 34.2 ± 0.3 | 37 ± 0.3 | 44 ± 3 | 14 ± 1 | 0.83 ± 0.02 | 80.1 ± 5 |
| Blend | Granulometric Composition (%) by Class (mm) | ||||||
|---|---|---|---|---|---|---|---|
| 10 | 10–6 | 6–3 | 3–1 | 1–0.5 | 0–0.5 | 0–3 | |
| 1 | 1.6 | 7.1 | 10.4 | 29.9 | 17.3 | 33.7 | 80.9 |
| 2 | 1.5 | 6.9 | 11 | 29.7 | 16.4 | 34.5 | 80.6 |
| 3 | 2 | 7.6 | 11.7 | 28.9 | 17.8 | 32 | 78.7 |
| 4 | 1.9 | 6.7 | 10.8 | 29.8 | 17.4 | 33.4 | 80.6 |
| 5 | 1.6 | 7.1 | 11.4 | 29.6 | 17.7 | 32.6 | 79.9 |
| 6 | 1.5 | 7.1 | 10.4 | 29.5 | 18.6 | 32.9 | 81 |
| 7 | 1.7 | 7.3 | 11.9 | 29.8 | 16.8 | 32.5 | 79.1 |
| 8 | 1.7 | 7.6 | 12 | 30.1 | 16.8 | 31.8 | 78.7 |
| 9 | 1.6 | 7.6 | 11.4 | 29 | 16.9 | 33.5 | 79.4 |
| 10 | 1.1 | 6.2 | 9.5 | 30.2 | 17.9 | 35.1 | 83.2 |
| 11 | 1.4 | 7.3 | 8.1 | 29.9 | 19.2 | 34.1 | 83.2 |
| 12 | 1.9 | 8.4 | 11.3 | 30 | 17.8 | 30.6 | 78.4 |
| 13 | 0.9 | 6.9 | 9.1 | 28.6 | 20 | 34.5 | 83.1 |
| 14 | 2.1 | 7.1 | 9.2 | 29.9 | 18.9 | 32.8 | 81.6 |
| 15 | 1.9 | 8.4 | 11.3 | 30.4 | 17.2 | 30.8 | 78.4 |
| Blend | Coking Period, Hours | Temperatures in Control Verticals, °C | |
|---|---|---|---|
| Machine Side | Coke Side | ||
| 1 | 23.46 | 1230 | 1265 |
| 2 | 19.69 | 1220 | 1260 |
| 3 | 58.74 | 1100 | 1160 |
| 4 | 28.11 | 1160 | 1180 |
| 5 | 21.05 | 1200 | 1240 |
| 6 | 17.56 | 1200 | 1230 |
| 7 | 36.8 | 1150 | 1170 |
| 8 | 37.06 | 1150 | 1170 |
| 9 | 20.3 | 1210 | 1250 |
| 10 | 18.41 | 1250 | 1270 |
| 11 | 18.9 | 1240 | 1275 |
| 12 | 30.68 | 1150 | 1170 |
| 13 | 24.58 | 1200 | 1240 |
| 14 | 22.55 | 1230 | 1265 |
| 15 | 31.14 | 1150 | 1170 |
| Blend | Proximate Analysis, % | |||
|---|---|---|---|---|
| Wrt | Ad | Sdt | Vdaf | |
| 1 | 2.7 ± 0.5 | 11.8 ± 0.2 | 0.51 ± 0.05 | 0.2 ± 0.2 |
| 2 | 4 ± 0.5 | 11.7 ± 0.2 | 0.86 ± 0.05 | 0.29 ± 0.2 |
| 3 | 4.5 ± 0.5 | 14 ± 0.2 | 0.62 ± 0.05 | 0.19 ± 0.2 |
| 4 | 5.4 ± 0.5 | 17.1 ± 0.2 | 1.5 ± 0.05 | 0.45 ± 0.2 |
| 5 | 4.4 ± 0.5 | 13.7 ± 0.2 | 1.32 ± 0.05 | 0.24 ± 0.2 |
| 6 | 4.3 ± 0.5 | 15.5 ± 0.2 | 1.46 ± 0.05 | 0.32 ± 0.2 |
| 7 | 4.9 ± 0.5 | 14.8 ± 0.2 | 1.51 ± 0.05 | 0.29 ± 0.2 |
| 8 | 5.8 ± 0.5 | 15 ± 0.2 | 1.45 ± 0.05 | 0.2 ± 0.2 |
| 9 | 4.7 ± 0.5 | 14.8 ± 0.2 | 1.97 ± 0.05 | 0.46 ± 0.2 |
| 10 | 3.7 ± 0.5 | 11.3 ± 0.2 | 1.2 ± 0.05 | 0.26 ± 0.2 |
| 11 | 2.5 ± 0.5 | 10.7 ± 0.2 | 1.24 ± 0.05 | 0.65 ± 0.2 |
| 12 | 5.1 ± 0.5 | 13.2 ± 0.2 | 1.56 ± 0.05 | 0.35 ± 0.2 |
| 13 | 3.3 ± 0.5 | 11.4 ± 0.2 | 1.1 ± 0.05 | 0.12 ± 0.2 |
| 14 | 3 ± 0.5 | 11.2 ± 0.2 | 1.01 ± 0.05 | 0.12 ± 0.2 |
| 15 | 7.7 ± 0.5 | 14.3 ± 0.2 | 1.4 ± 0.05 | 0.36 ± 0.2 |
| Blend | Granulometric Composition (%) by Class (mm) | Thermochemical Properties, % | Mechanical Strength, % | ||||||
|---|---|---|---|---|---|---|---|---|---|
| >80 | 80–60 | 60–40 | 40–25 | <25 | CRI | CSR | M25 | M10 | |
| 1 | 6.5 | 31.2 | 38.3 | 18.8 | 5.2 | 34.3 ± 3 | 49.5 ± 3.5 | 87.4 ± 3 | 8 ± 1 |
| 2 | 10.9 | 33.5 | 35.7 | 11.7 | 8.2 | 41.7 ± 3.5 | 34.4 ± 3.5 | 85.4 ± 3 | 9.5 ± 1 |
| 3 | 11.5 | 35.7 | 33.7 | 11 | 8.1 | 41.9 ± 3.5 | 37 ± 3.5 | 84.6 ± 3 | 9.6 ± 1 |
| 4 | 15.1 | 35.9 | 29.5 | 10.7 | 8.8 | 51.5 ± 3.5 | 23.8 ± 3.5 | 83 ± 3 | 9.9 ± 1 |
| 5 | 11 | 35.1 | 34 | 11.5 | 8.4 | 54.9 ± 3.5 | 20.2 ± 3.5 | 83.3 ± 3 | 9.8 ± 1 |
| 6 | 10 | 33.3 | 36.1 | 11.7 | 8.9 | 53.9 ± 3.5 | 20.2 ± 3.5 | 83.2 ± 3 | 9.8 ± 1 |
| 7 | 10.9 | 29.6 | 33.8 | 16.7 | 9 | 56 ± 3.5 | 21 ± 3.5 | 78.8 ± 3 | 9.9 ± 1 |
| 8 | 11.2 | 29.5 | 32.8 | 17.5 | 9 | 52 ± 3.5 | 24 ± 3.5 | 78.8 ± 3 | 10 ± 1 |
| 9 | 10.9 | 30.2 | 32.6 | 17.4 | 8.9 | 49.3 ± 3.5 | 31.1 ± 3.5 | 81.3 ± 3 | 9.4 ± 1 |
| 10 | 9.7 | 33.5 | 33 | 18.1 | 5.7 | 41.3 ± 3.5 | 42.6 ± 3.5 | 86.6 ± 3 | 8 ± 1 |
| 11 | 8.8 | 32.7 | 33.8 | 19 | 5.7 | 43 ± 3.5 | 40.7 ± 3.5 | 86 ± 3 | 8.2 ± 1 |
| 12 | 14.8 | 31.2 | 31.6 | 13.4 | 9 | 54.4 ± 3.5 | 28.5 ± 3.5 | 81.3 ± 3 | 9.6 ± 1 |
| 13 | 12.8 | 37 | 33.9 | 10.6 | 5.7 | 43.8 ± 3.5 | 40.4 ± 3.5 | 86.2 ± 3 | 8.2 ± 1 |
| 14 | 12.5 | 37.3 | 33.7 | 10.7 | 5.8 | 43.4 ± 3.5 | 40.8 ± 3.5 | 86.5 ± 3 | 8.2 ± 1 |
| 15 | 13.5 | 31.7 | 32.5 | 13.6 | 8.7 | 53.3 ± 3.5 | 27.9 ± 3.5 | 82 ± 3 | 9.6 ± 1 |
| Blend | Sorption Capacity A, mg-eq/g | Adsorption Activity F | ||
|---|---|---|---|---|
| By Acid | By Alkali | By Iodine, % | By Methylene Blue, mg/g | |
| 1 | 1.07 ± 0.5 | 1.94 ± 0.5 | 12.1 ± 0.5 | 30.8 ± 0.5 |
| 2 | 0.94 ± 0.5 | 3.15 ± 0.5 | 12.1 ± 0.5 | 33.8 ± 0.5 |
| 3 | 1.07 ± 0.5 | 2.2 ± 0.5 | 12.34 ± 0.5 | 32.2 ± 0.5 |
| 4 | 1.24 ± 0.5 | 3.9 ± 0.5 | 14.73 ± 0.5 | 33 ± 0.5 |
| 5 | 1.2 ± 0.5 | 3.44 ± 0.5 | 13.53 ± 0.5 | 32.6 ± 0.5 |
| 6 | 1.18 ± 0.5 | 3.29 ± 0.5 | 13.54 ± 0.5 | 32.5 ± 0.5 |
| 7 | 1.27 ± 0.5 | 3.38 ± 0.5 | 13.78 ± 0.5 | 32.8 ± 0.5 |
| 8 | 1.2 ± 0.5 | 2.9 ± 0.5 | 13.11 ± 0.5 | 31.8 ± 0.5 |
| 9 | 1.22 ± 0.5 | 3.6 ± 0.5 | 13.38 ± 0.5 | 32.8 ± 0.5 |
| 10 | 1.2 ± 0.5 | 3.69 ± 0.5 | 13.55 ± 0.5 | 32.5 ± 0.5 |
| 11 | 0.27 ± 0.5 | 0.34 ± 0.5 | 14.53 ± 0.5 | 33.6 ± 0.5 |
| 12 | 1.17 ± 0.5 | 3.59 ± 0.5 | 13.56 ± 0.5 | 32.5 ± 0.5 |
| 13 | 1.04 ± 0.5 | 1.79 ± 0.5 | 11.94 ± 0.5 | 31.9 ± 0.5 |
| 14 | 1.48 ± 0.5 | 1.16 ± 0.5 | 4.49 ± 0.5 | 32 ± 0.5 |
| 15 | 1.24 ± 0.5 | 3.73 ± 0.5 | 13.66 ± 0.5 | 33.8 ± 0.5 |
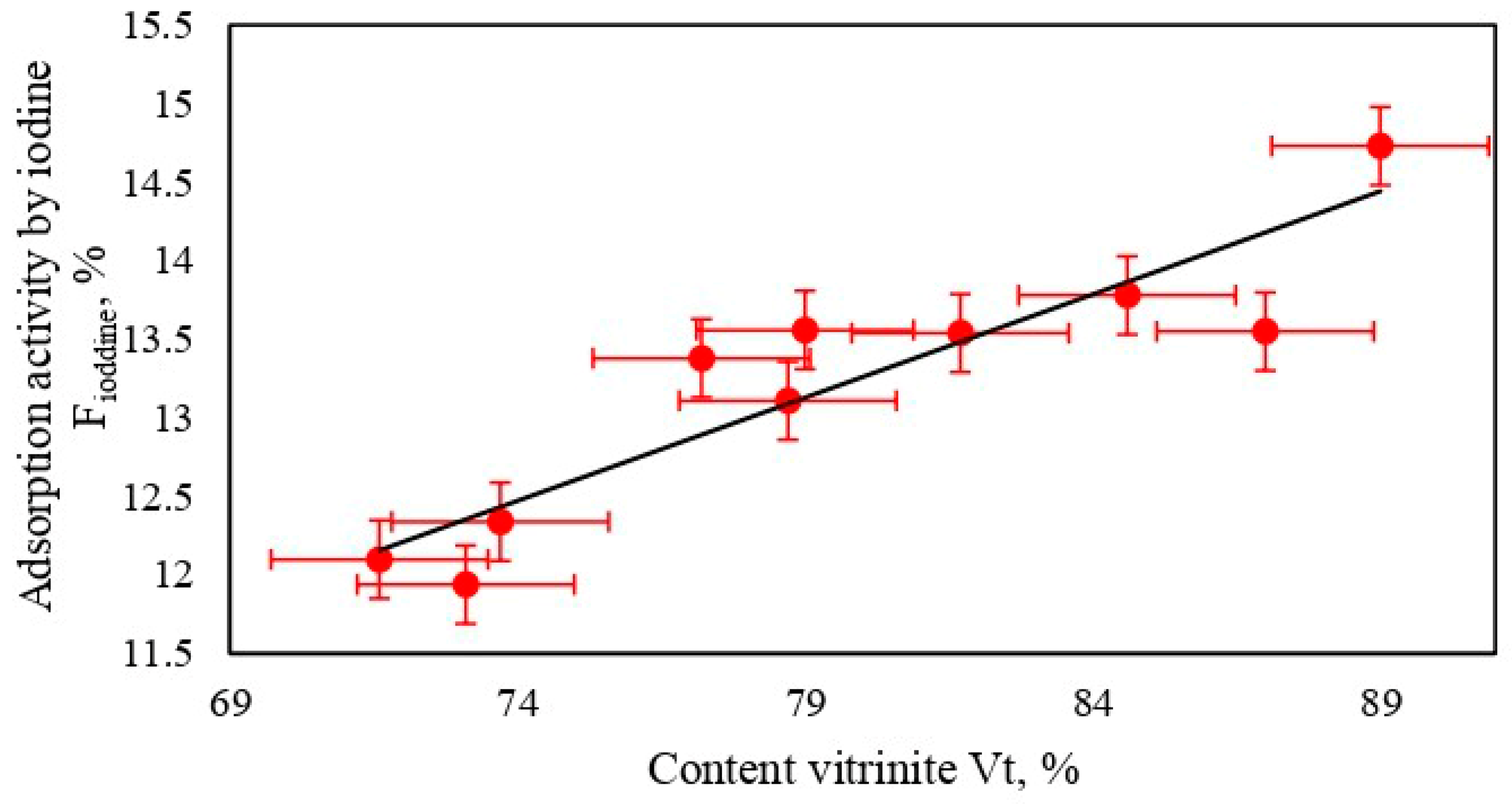
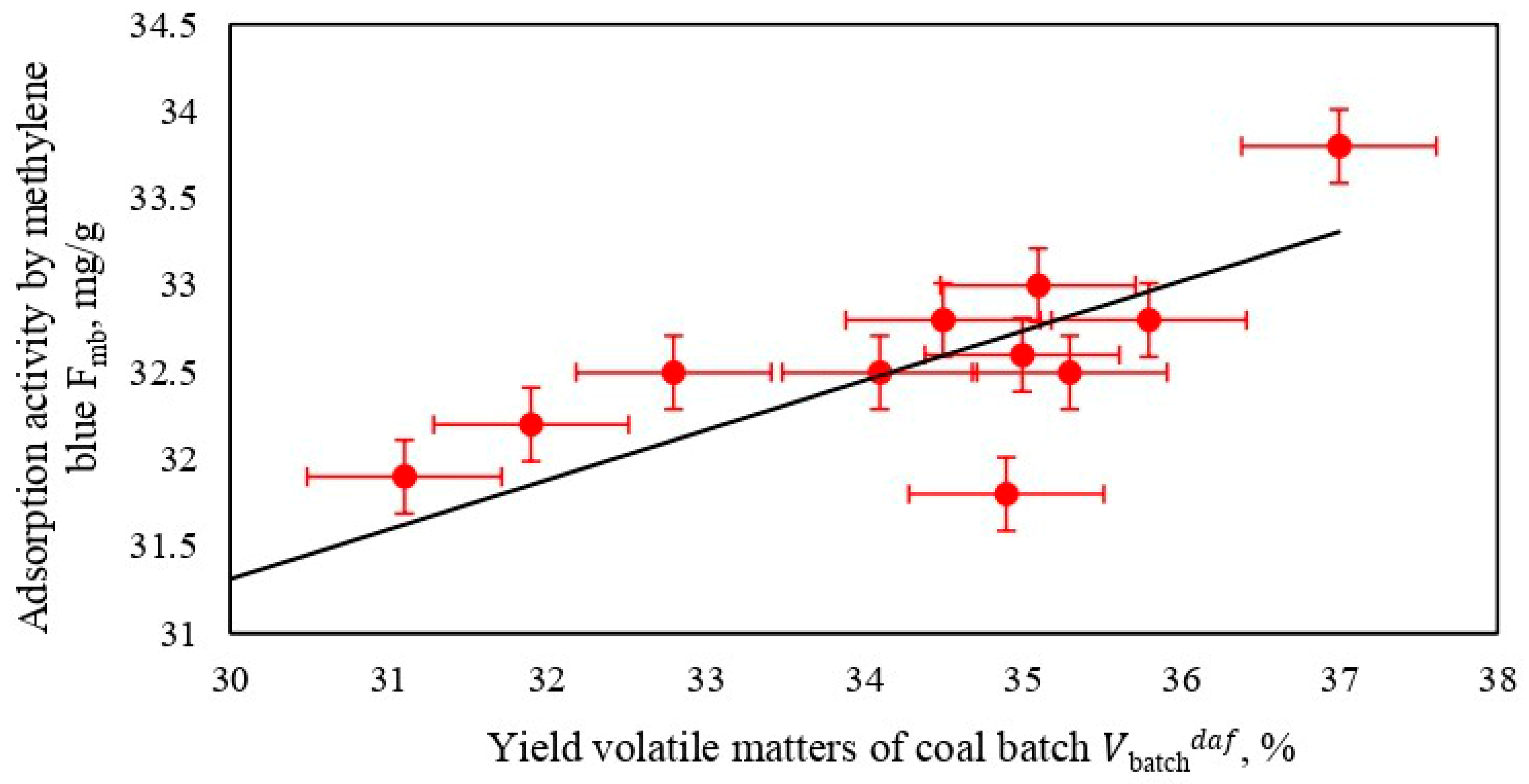
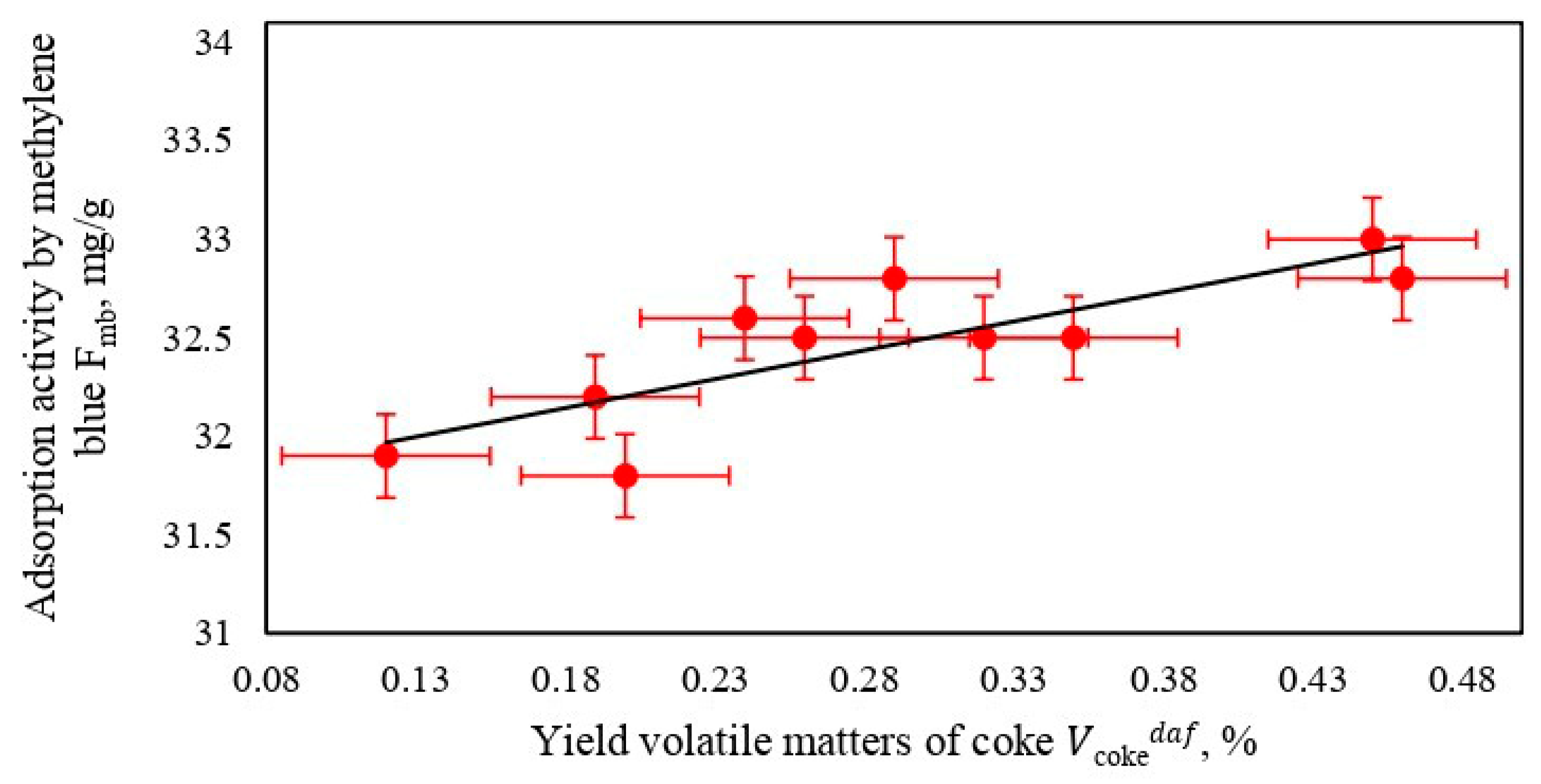
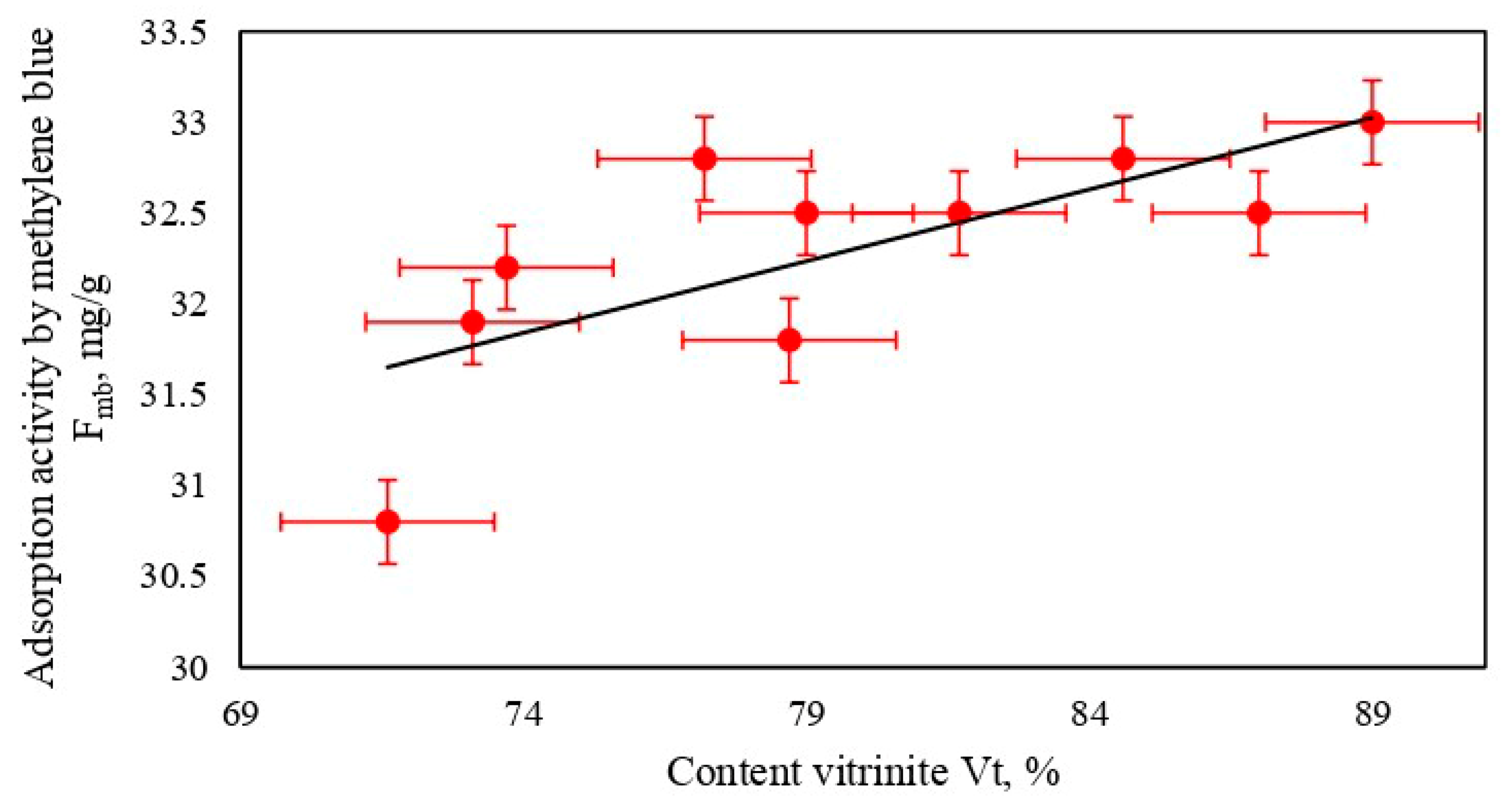
| № | Mathematical Equations | Figure | Statistical Assessment |
|---|---|---|---|
| Coefficient of Determination R2 | |||
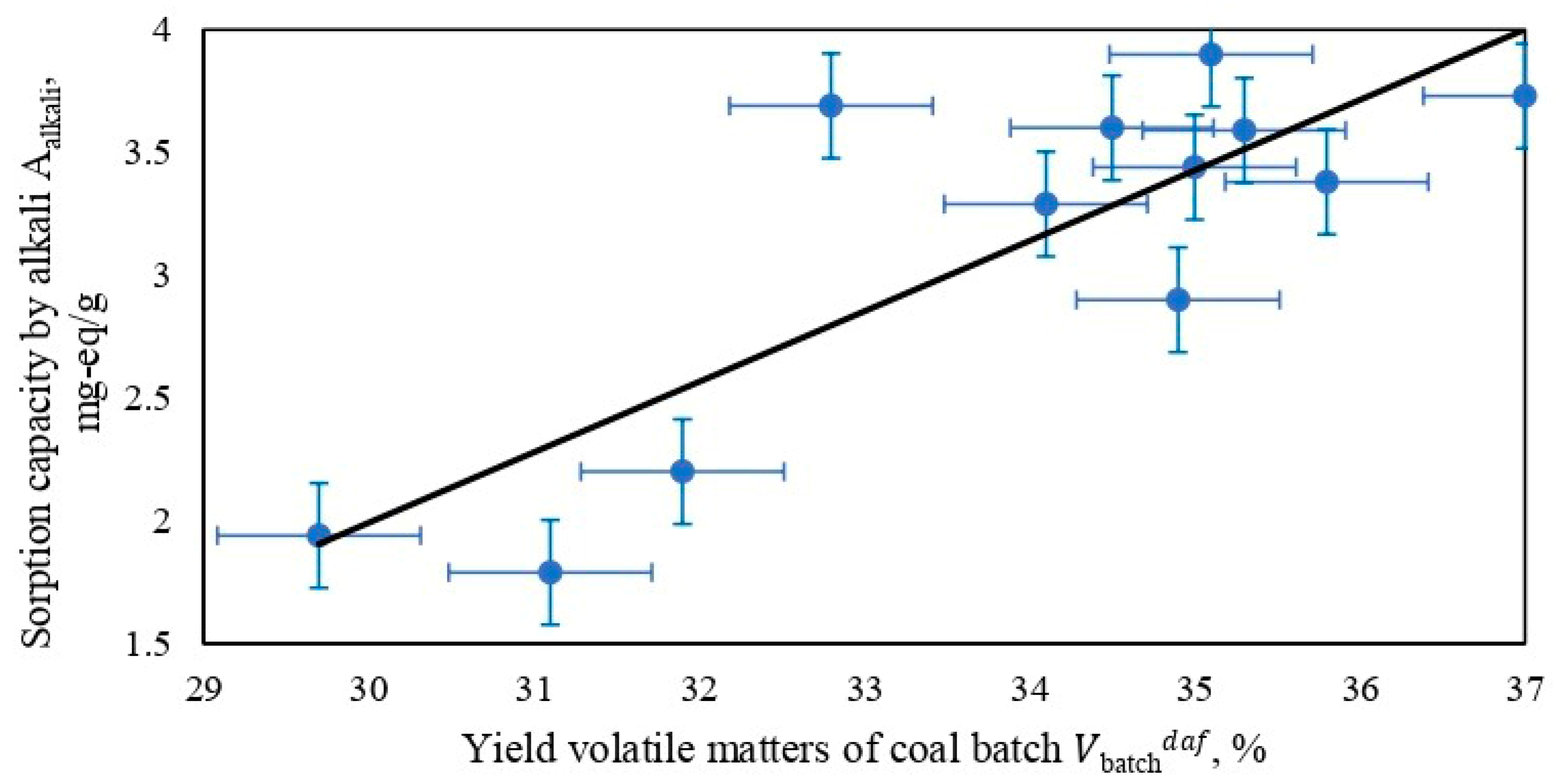
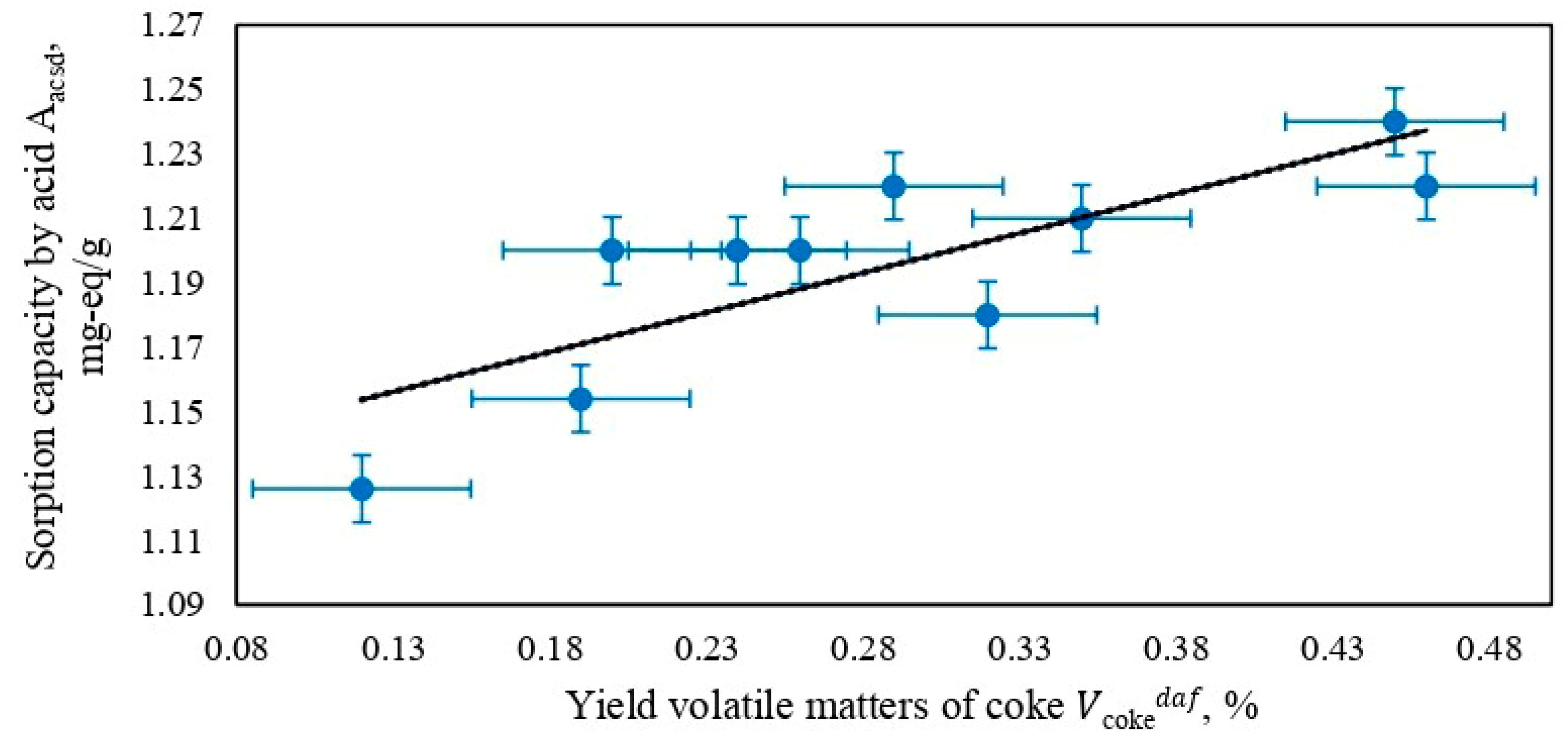
| (6) | Figure 2 | 0.684 | |
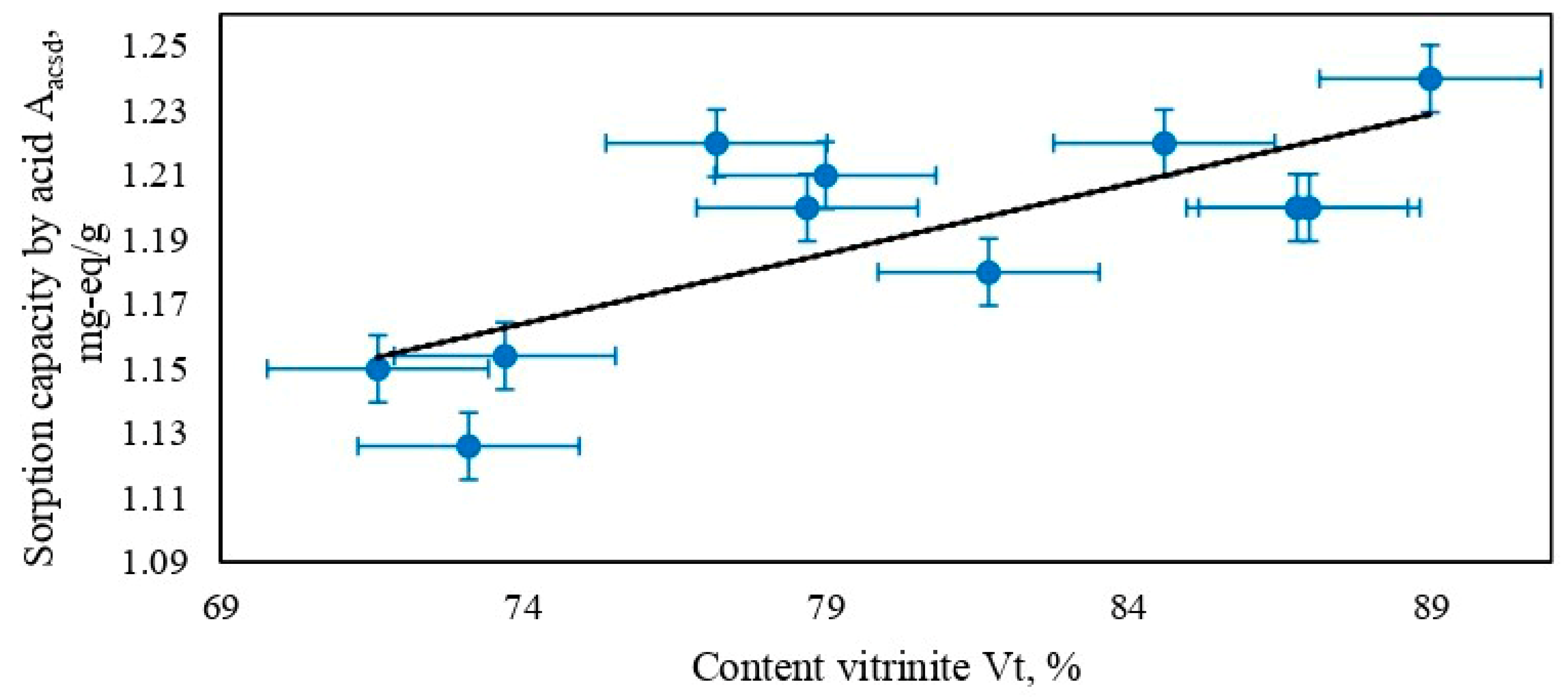
| (7) | Figure 3 | 0.6462 | |
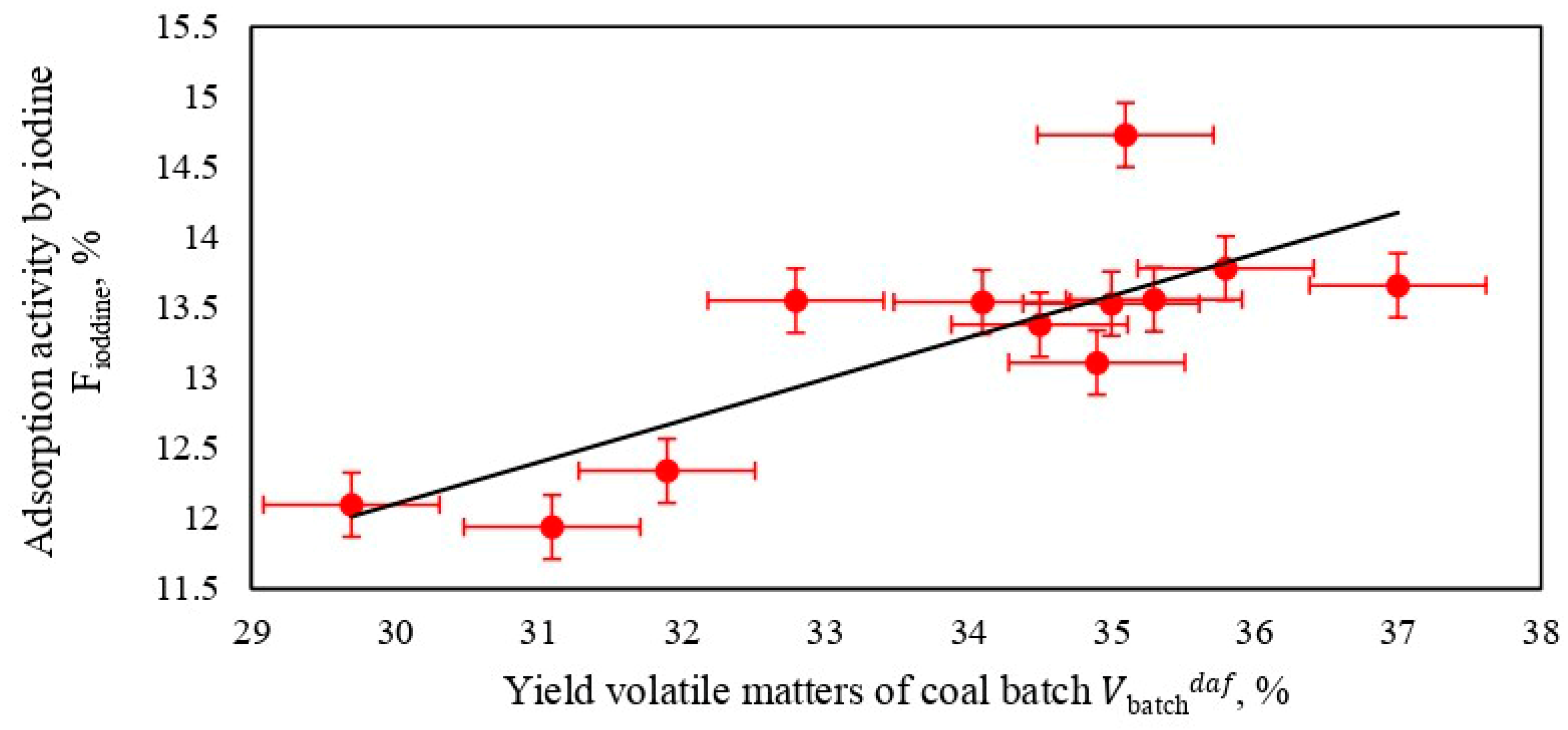
| (8) | Figure 4 | 0.7054 | |
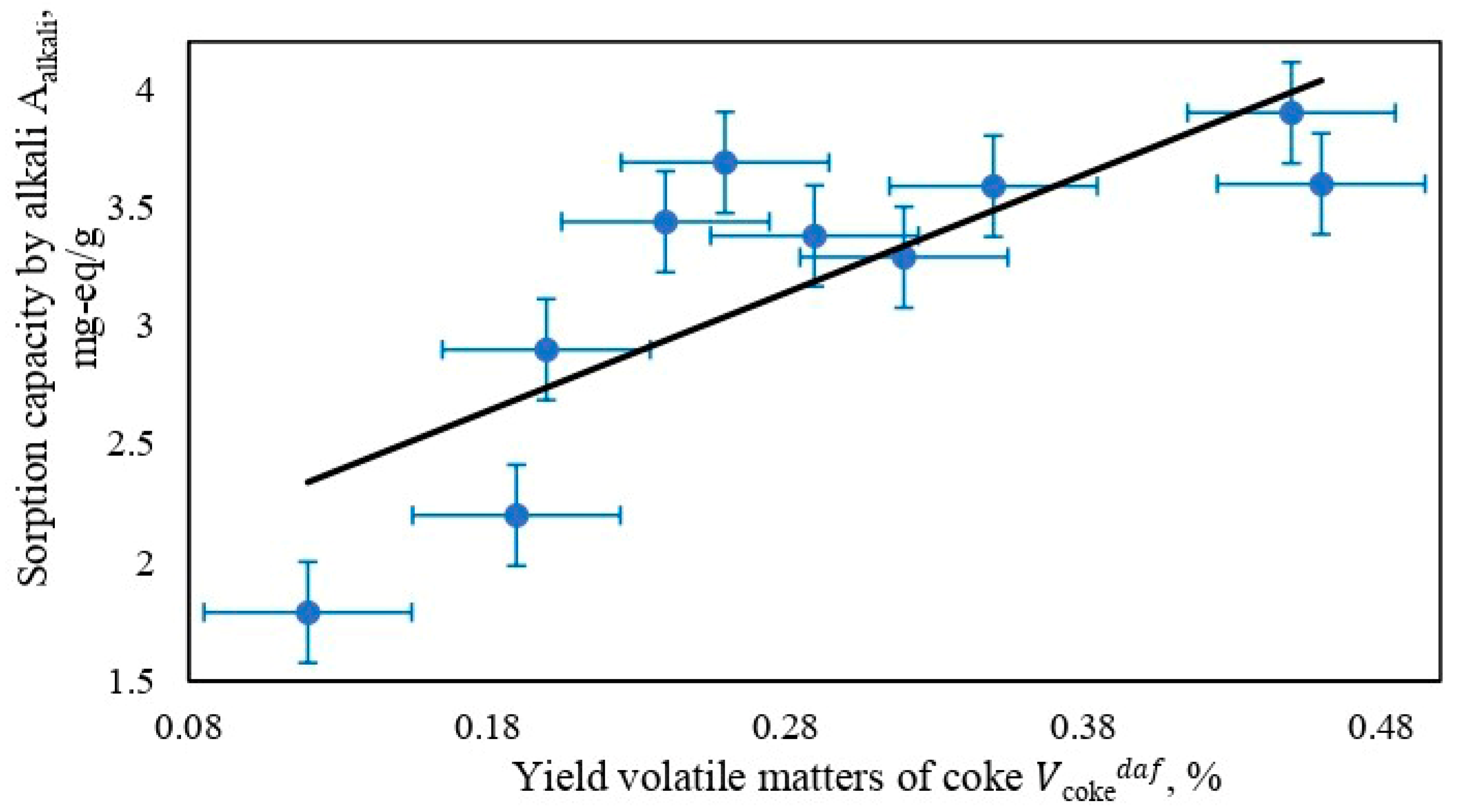
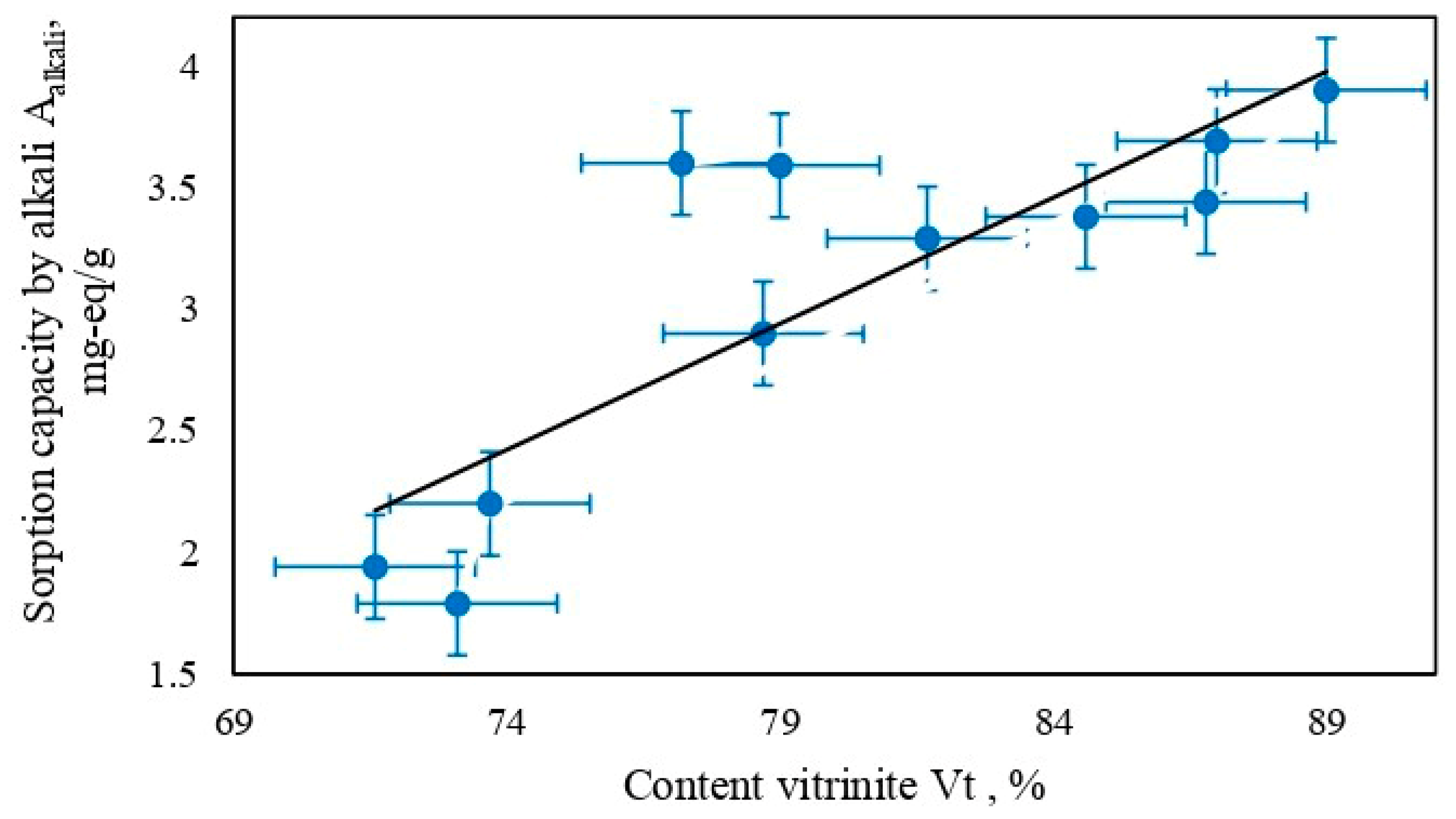
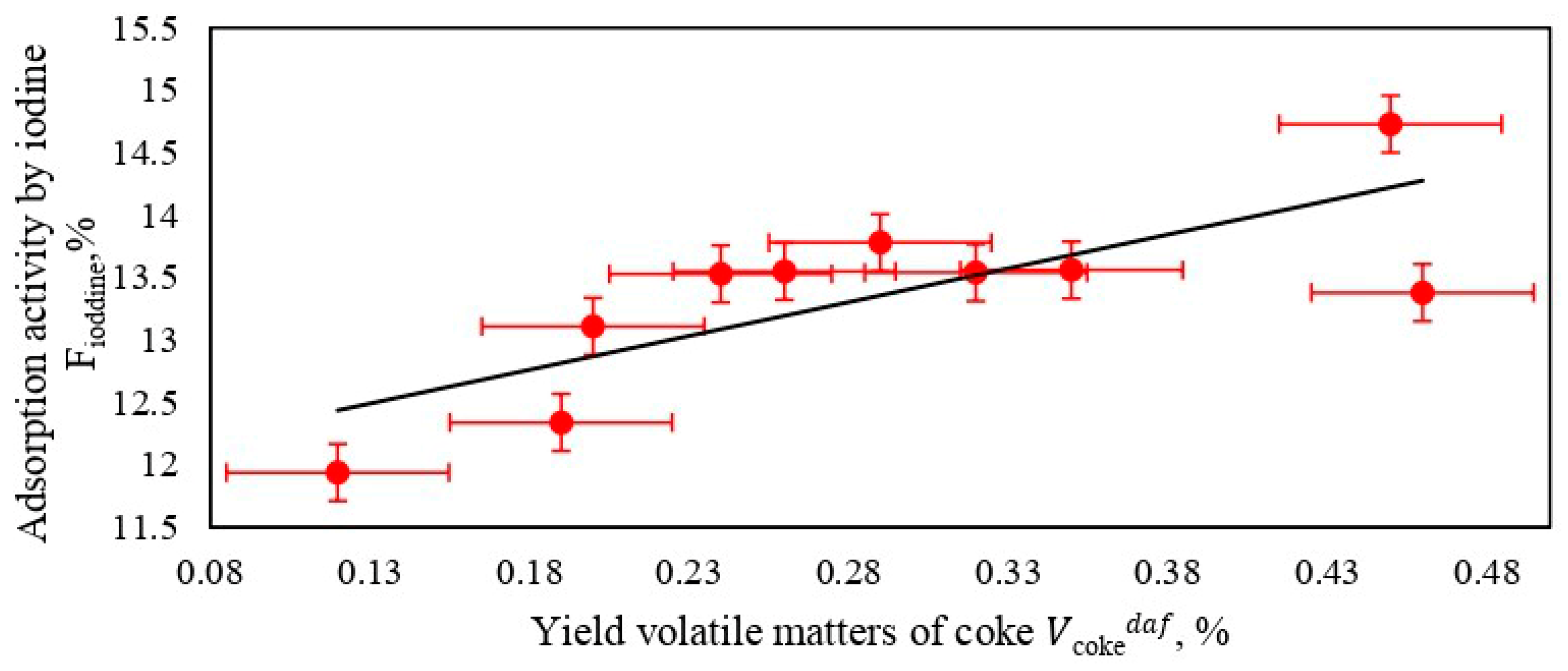
| (9) | Figure 5 | 0.7744 | |
| (10) | Figure 6 | 0.6451 | |
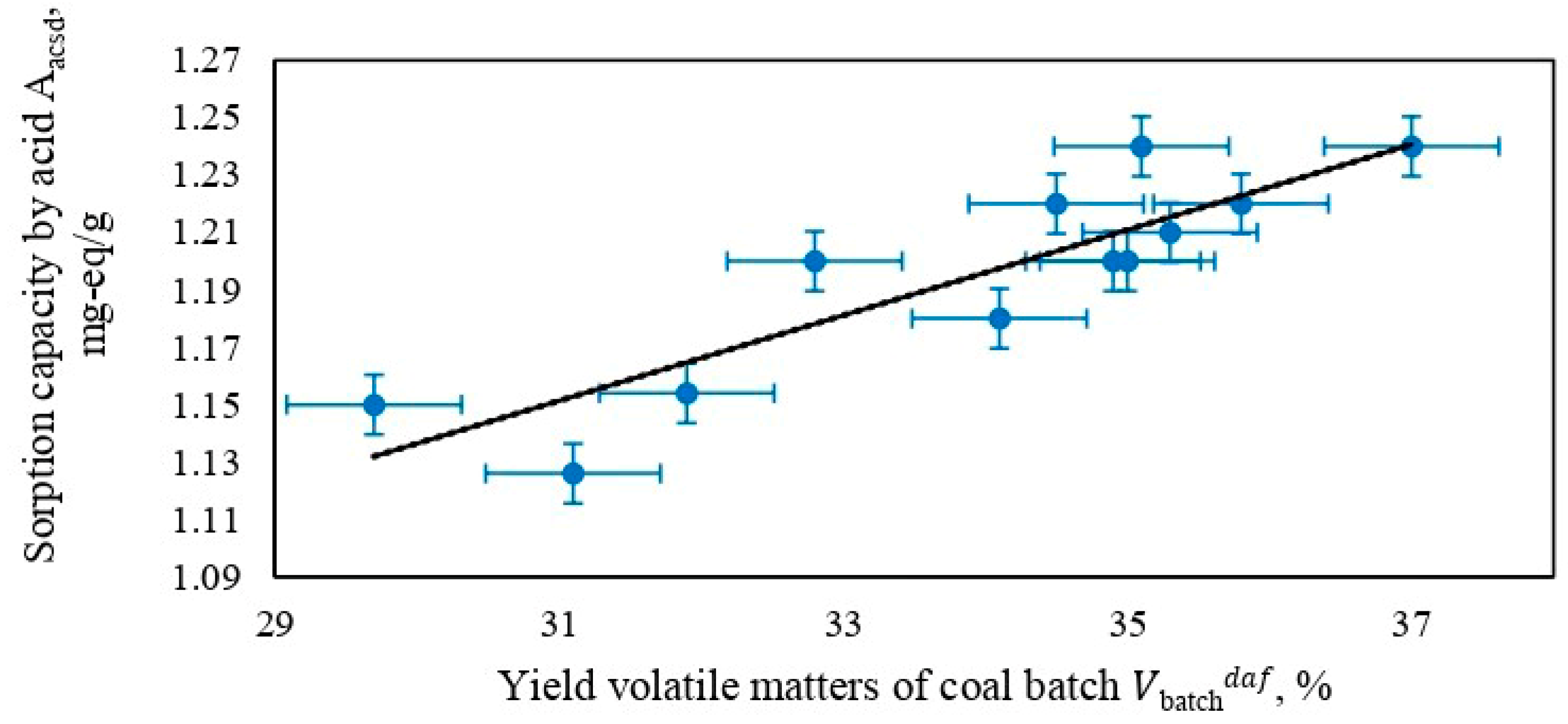
| (11) | Figure 7 | 0.5713 | |
| (12) | Figure 8 | 0.6349 | |
| (13) | Figure 9 | 0.6025 | |
| (14) | Figure 10 | 0.8344 | |
| (15) | Figure 11 | 0.6876 | |
| (16) | Figure 12 | 0.6873 | |
| (17) | Figure 13 | 0.5286 |
| № | Equations | Statistical Assessment |
|---|---|---|
| Coefficient of Determination R2 | ||
| (18) | 0.832 | |
| (19) | 0.859 | |
| (20) | 0.879 | |
| (21) | 0.697 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Miroshnichenko, D.; Shmeltser, K.; Kormer, M.; Sahalai, D.; Pyshyev, S.; Kukhar, O.; Korchak, B.; Chervinskyy, T. Influence of Raw Materials and Technological Factors on the Sorption Properties of Blast-Fuel Coke. ChemEngineering 2024, 8, 30. https://doi.org/10.3390/chemengineering8020030
Miroshnichenko D, Shmeltser K, Kormer M, Sahalai D, Pyshyev S, Kukhar O, Korchak B, Chervinskyy T. Influence of Raw Materials and Technological Factors on the Sorption Properties of Blast-Fuel Coke. ChemEngineering. 2024; 8(2):30. https://doi.org/10.3390/chemengineering8020030
Chicago/Turabian StyleMiroshnichenko, Denis, Kateryna Shmeltser, Maryna Kormer, Daryna Sahalai, Serhiy Pyshyev, Oleg Kukhar, Bohdan Korchak, and Taras Chervinskyy. 2024. "Influence of Raw Materials and Technological Factors on the Sorption Properties of Blast-Fuel Coke" ChemEngineering 8, no. 2: 30. https://doi.org/10.3390/chemengineering8020030
APA StyleMiroshnichenko, D., Shmeltser, K., Kormer, M., Sahalai, D., Pyshyev, S., Kukhar, O., Korchak, B., & Chervinskyy, T. (2024). Influence of Raw Materials and Technological Factors on the Sorption Properties of Blast-Fuel Coke. ChemEngineering, 8(2), 30. https://doi.org/10.3390/chemengineering8020030