1. Introduction
Fossil-based thermoplastics are the dominant raw materials in both prosthetic and industrial applications; there is a general demand for reducing their use and replacing them with renewable biobased materials [
1,
2]. Forests hold the biggest share of renewable biomaterials on earth, which are inevitably central to the biobased economy. Various biocomposite materials have been studied and also commercialized to some extent in recent years. Biocomposites, also called natural fiber composites, can be made from many different types of plant fibers originating from bast, leaf, straw, grass, or wood [
3]. Natural fibers from wood are normally pretreated by grinding and after this they are treated again by mechanical or chemical means to release fibrils from the wood fiber. Instead of having only fibrils of a narrow size distribution, microfibrillated cellulose (MFC) can contain fibers, fiber fragments, fibrillar fines, and nanofibrils [
4,
5]. Then, the MFC is melt blended with thermoplastic polymers in an extrusion process to form biocomposites. MFC can significantly improve the strength and stiffness when used as reinforcement in thermoplastics [
6]. In additive manufacturing (AM), industry fiber reinforcement is often needed to meet the strength requirement or other functions [
7,
8,
9] to replace traditional materials such as aluminum in many applications [
10]; in this context, MFC becomes an interesting renewable-source reinforcement.
Prosthetic and orthotic products are important for healthcare and well-being. Today, approximately 3000 prosthetic limbs are manufactured by different companies in Sweden, with an estimated value of 100 million Swedish kronor (MSEK) per year. The materials used are fossil-based thermoplastics and reinforcement materials, for example, glass or carbon fibers, metals, etc. According to a market study, there are more than 100 million individuals worldwide with limb loss and more than one million amputations annually. In addition to four million people living with limb loss in 2014, there are 400,000 amputations/year in the USA and EU countries. The global prosthetics and orthotics market size has been estimated to be USD 9.2 billion in 2019 with an annual growth rate of 4.6% [
11].
A prosthetic or orthotic product is unique and custom made for each patient. Specialists make the customization to ensure a good result for the patient. It requires multiple fitting-and-adjusting cycles, which is both time consuming and expensive. The specialist uses many different types of materials for the customization, for instance, thermoplastics, such as PP, PE (polyethylene), PETG (polyethylene terephthalate glycol), and PA (polyamide), as they are easy to customize; carbon fiber composites and special high-strength titanium alloys and aluminum alloys are also commonly used to ensure that the prostheses are both lightweight and durable, and soft foam and gel materials from silicone, EVA (ethylene-vinyl acetate), PUR (polyurethane), PE and SEBS (styrene ethylene butylene styrene) are used to provide cushioning effects.
Additive manufacturing (AM), also known as three-dimensional (3D) printing, is rapidly progressing in industrial application prototyping. Unlike traditional manufacturing processes, in which tools are needed, and geometrical complexity and production volume are often limiting factors, AM needs no tools, hence, it is not limited by either geometrical complexity or production volume, which makes it a perfect technique for personalization from design and prototyping to production. Due to a strong interest worldwide, many AM techniques have been developed in recent decades. These techniques operate on different principles, from binding, fusing, and melting to polymerization, and with different materials including sand, polymer, metal, and biomaterials [
12]. Nevertheless, the number of polymeric materials available for AM applications based on FDM (fused deposition modeling) and polymer bed fusion (scanning laser sintering (SLS) and digital light processing (DLP)) are rather limited, which prevents the adoption of the techniques. The qualities of FDM-produced products are affected by various process parameters, for example, layer thickness, build orientation, raster width, and print speed. The process parameter settings and their ranges depend on the type of FDM machine. The optimum parameters can improve the qualities of three-dimensional (3D) printed parts [
13].
In the last few decades, AM techniques have been introduced into the prosthesis sector [
14,
15] and AM is now considered to be an emerging prosthetic production technology. The number of businesses that offer prostheses produced by 3D CAD (additive manufacturing) is increasing rapidly. The first prosthetic parts that were additively manufactured were cosmetic outer shells for lower limb prostheses, in which the AM technique made a perceptual impact on the prosthetic and orthotic products. From the first production of cosmetic shelves, this technique is now suggested, for example, for production of prosthetic sockets [
16] and prosthetic hands [
17]. However, there is a scarcity in the literature regarding 3D-printed prostheses for the lower limbs. A recent scoping review [
18] only found 11 articles that covered the implications of 3D printing in the field of lower limb amputation, but they concluded that it was a promising advancement in modern prosthetic fabrication. Among the existing studies, the focus has mainly been on user experiences and improved functionality of the AM-fabricated prosthetic parts using commercial materials [
19,
20,
21].
The transition from conventional manufacturing to 3D printing of entire prostheses is not easy. A unique prosthesis must be created in a digital format, and then produced through AM [
22]. Moreover, the AM materials must be high strength, light weight, and produced at a reasonable cost. In their 2020 review, Barrios et al. concluded that one of the future paths in this field would be based on the design of new materials [
14]. However, the additively manufactured products, for example, lower limb prostheses, must be able to tolerate high and dynamic loads and provide sufficient durability. The mechanical properties of prosthetic sockets produced with this technology have yet to be proven. The strength and durability of the sockets were identified as important aspects as early as 2005 [
16]; a review in 2018 [
23] further emphasized the need for quality control and testing of the sockets. However, to our knowledge, no lower limb prosthesis, socket or other product component, has been produced using renewable source MFC-reinforced materials and AM technologies.
Our hypothesis is that MFC from wood fiber for reinforcement of composites combined with AM techniques enables innovative and personalized prosthetic solutions. The focus of this work is proof of the concept, i.e., obtaining MFC-based composites that are appropriate for FDM and prosthetic applications. The results presented were generated in two research projects. The aim of the projects was to develop systematic solutions to combine biocomposites with AM techniques, for example, FDM and SLS, through close collaboration between partners along the value chain from material development to end-user applications. Prosthetic products were chosen because they offer excellent opportunities for developing both AM and biocomposites, as there are well-established testing methods and quality requirements and standards which are often higher than for ordinary consumable products. Hence, prosthetic products are well suited to our purpose of technical developments in biocomposites for 3D printing applications. Prior to this work, there have been two project publications. Pore characteristics of SLS-built parts of nylon 12 with or without the addition of carbon fibers were found to be responsible for the variation of the parts’ mechanical performance [
24]. It has also been demonstrated that topology optimization based on FEM (finite element modeling) could be used in prosthesis design and structural optimization [
25].
2. Materials and Methods
This section describes the composite materials, the processing techniques for the test specimen and demonstrators, the mechanical and structural test and measurement techniques, and a survey of the end user’s attitude towards biobased composites and 3D-printed prostheses.
2.1. Composite Materials
Extensive studies on material composition and characterizations have been carried out. First, multiple trials with different MFC and PP blends were undertaken at a lab scale. Then, two pilot-scale trials were conducted to further verify the results. Finally, the composite materials studied in this work were produced by Stora Enso in a dry compounding process. The composites, called DuraSense PP AM quality, were specially fabricated for this work and consisted of a polypropylene (PP) matrix with 20, 30, and 40 percent MFC made from chemical pulp fiber. It is worthwhile noting that the quality of the MFC used in this work was adopted to composite fabrication. According to Chinga-Carrasco [
4], an MFC could contain several material components, for example, fibers, fiber fragments, fibrillar fines, and nanofibrils. Due to the fact that the composites having different MFC contents were produced on different dates and in different batches, there were possible variations in both materials and production conditions. To improve both the compatibility and the dispersion of MFC in the PP matrix, the following two main strategies were followed: (I) An adapted compounding process at Stora Enso, which facilitates the dispersion of MFC in the specific polymer matrix and (II) the use of a functional coupling agent, which enhances the compatibility between the hydrophobic polymer phase and the hydrophilic MFC. The composite materials were in granulate form and suitable for FDM-based AM applications.
2.2. Production of the Test Samples and the Demonstrators
The ISO 3167 multipurpose test samples (dumbbells) were produced on a BOY 25 EVH injection molding machine from Dr. BOY GmbH & Co. KG, Neustadt-Fernthal, Germany, using the parameters listed in
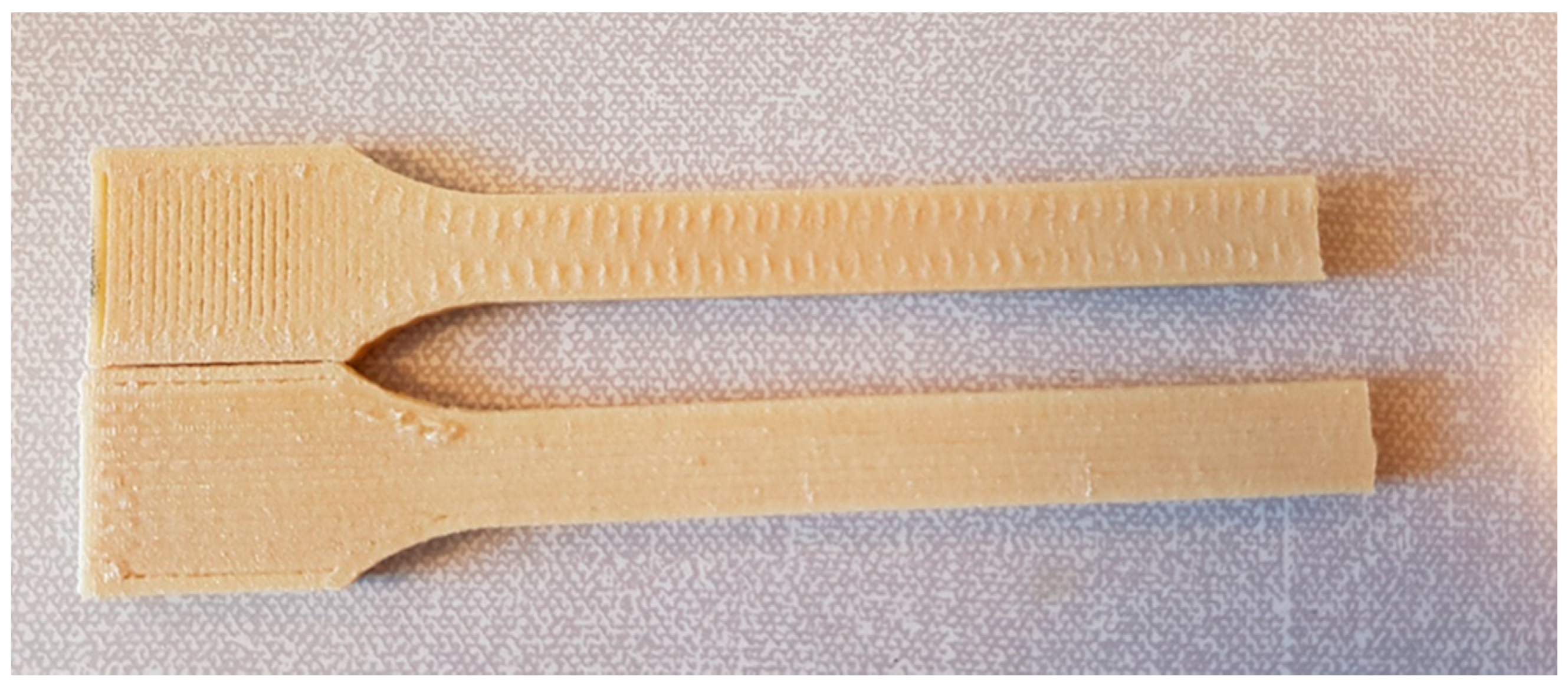
Table 1. Similar test samples were created with the FDM technique. The FDM machine was an ErectorBot 644LX (ErectorBot, Inc. CA), equipped with a custom extruder printhead with a nozzle of diameter 0.8 mm. The test specimens were built with either longitudinal lines or perpendicular lines inside a perimeter frame, as shown in
Figure 1. The other parameters applied were line width of 0.9 mm, layer height of 0.3 mm, print temperature of 240 °C, and print speed of 33 mm/s.
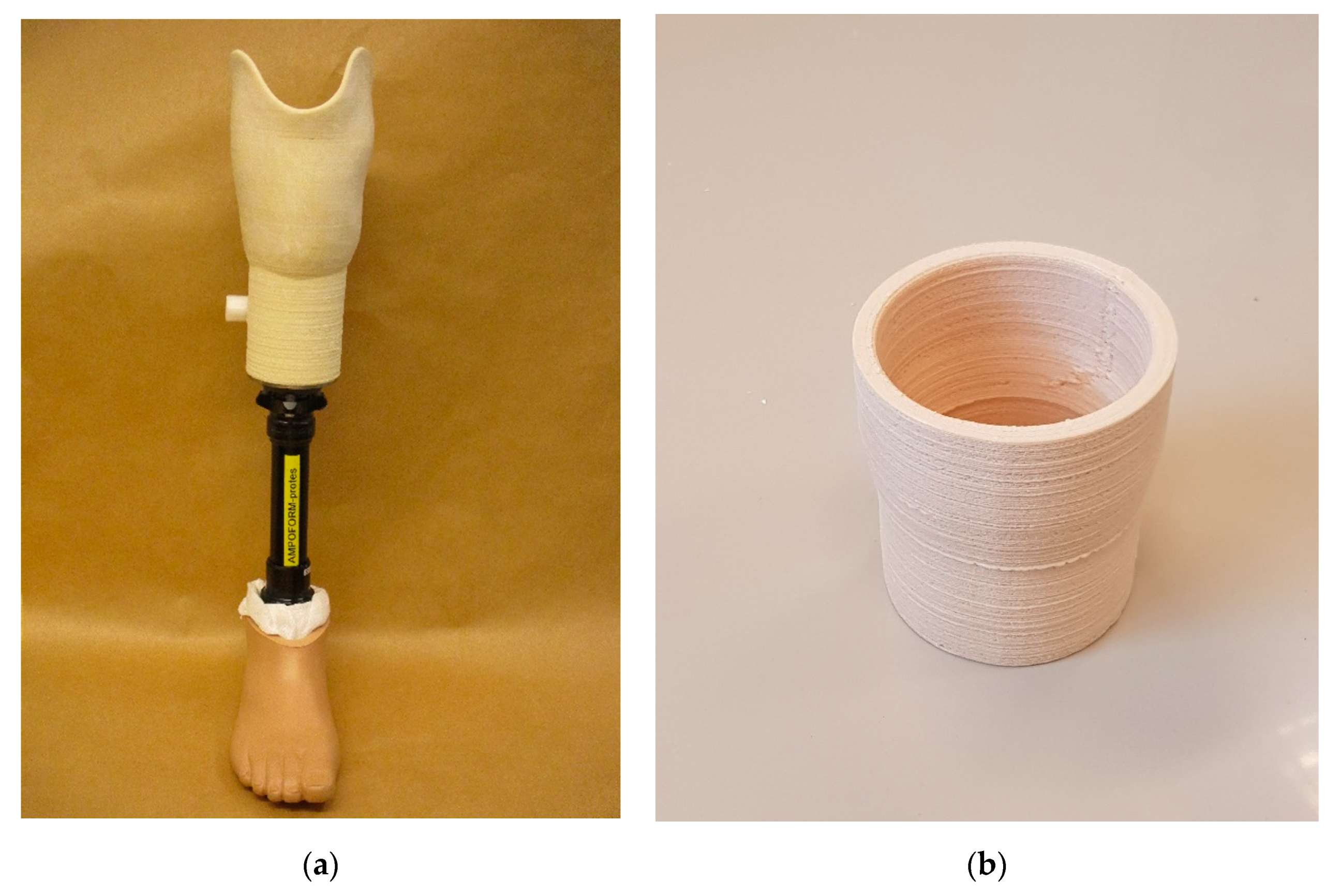
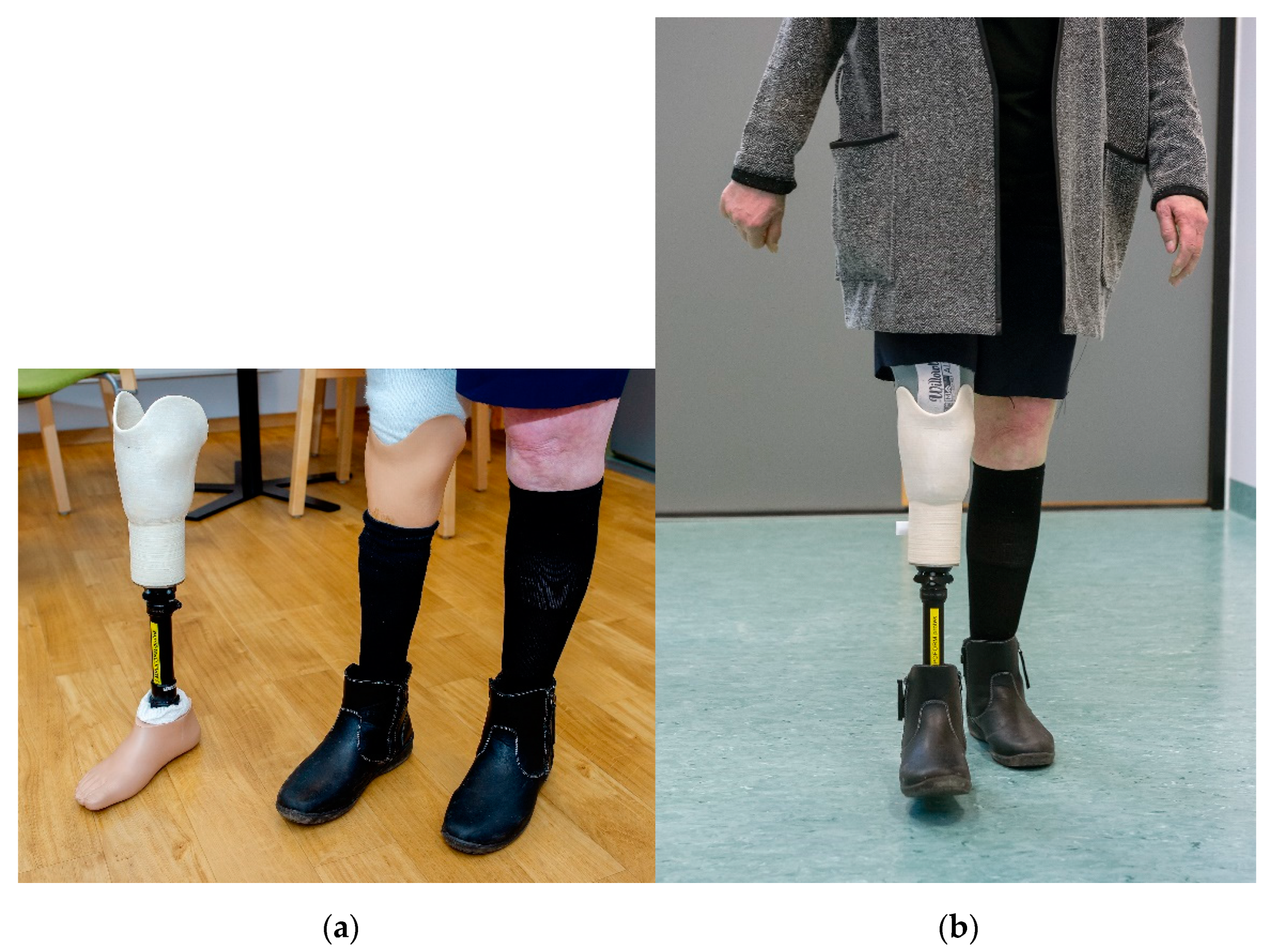
Figure 2a shows a transtibial (lower limb) prosthesis, which was the demonstrator for this work created using the FDM technique with biocomposite materials. To demonstrate AM’s geometric precision, strength, and durability capabilities, a test socket (
Figure 2b) was also 3D printed with similar, however, simpler geometry than the lower limb prosthesis. The socket was regarded as a building block of the lower limb prosthesis, and the simplified geometry enabled testing according to the ISO standards.
2.3. Mechanical Testing, SEM and X-ray Microtomography
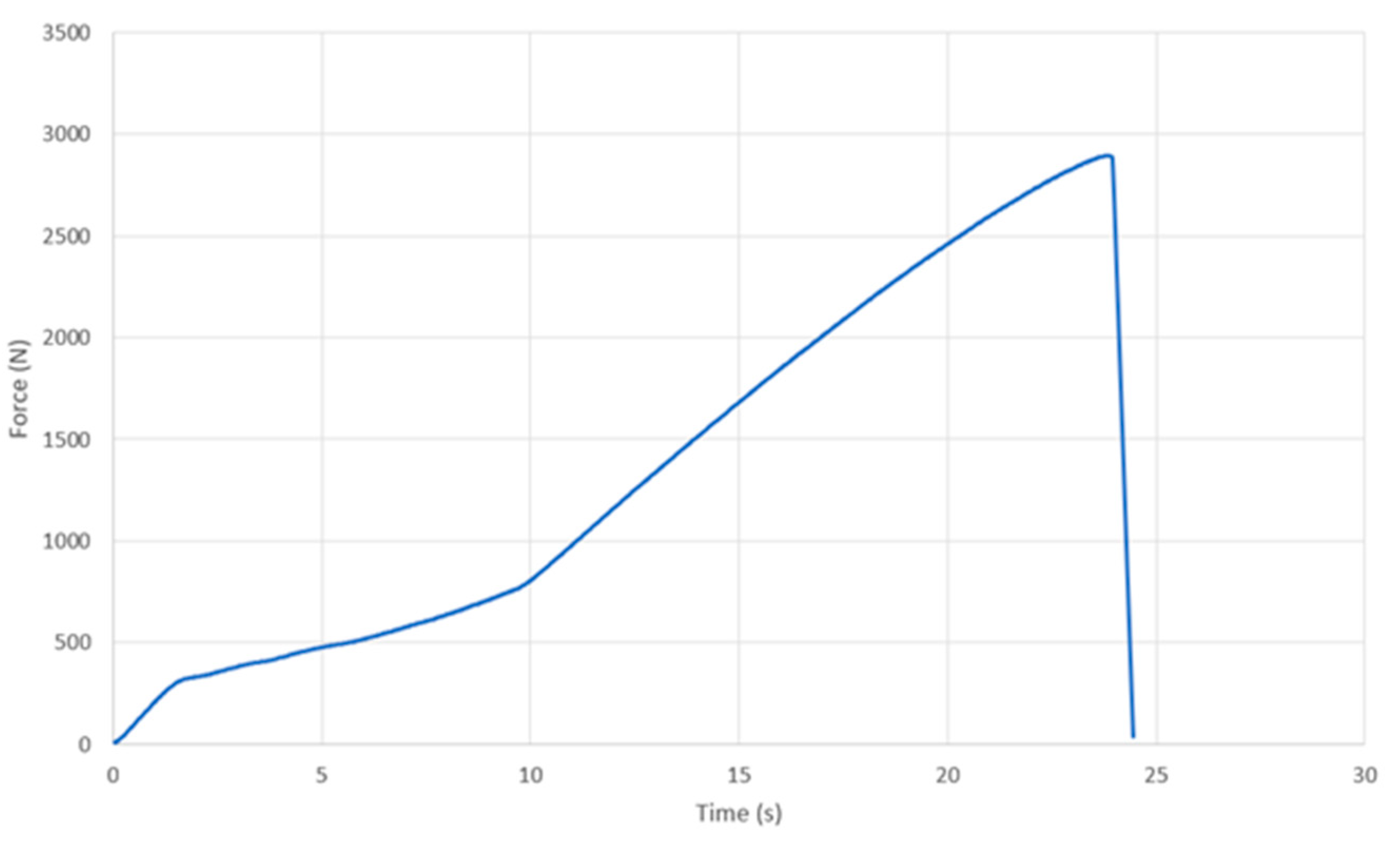
The static ultimate test and the dynamic test were performed at Fillauer Europe AB and Embreis AB according to ISO 10328:2016 [
26], a structural standard test for prosthetics regarding the structural testing of lower limb prostheses. Loading condition II was applied with P6 test geometry, which meant that the tested sockets experienced not only off-axis compression and bending but also twisting around a few axes, as illustrated in
Figure 3a. The test equipment shown in
Figure 3b include a Static Test Machine No. K1 Tinius Olsen 25ST from Tinius Olsen TMC, USA and a Sauter TVS 10KN100 from SAUTER GmbH, Balingen, Germany. The load was measured using a 10 kN load cell with a measurement accuracy of +/−5 N.
Electron scanning microscopy (SEM) was carried out using a Hitachi SU3500, Tokyo, Japan. The instrument is equipped with a backscattered electron detector (BSE), secondary electron detector (SE), and X-ray energy dispersive spectrometer (EDS). The pictures shown in this work were taken with the BSE detector at 13 kV and at 250X magnification.
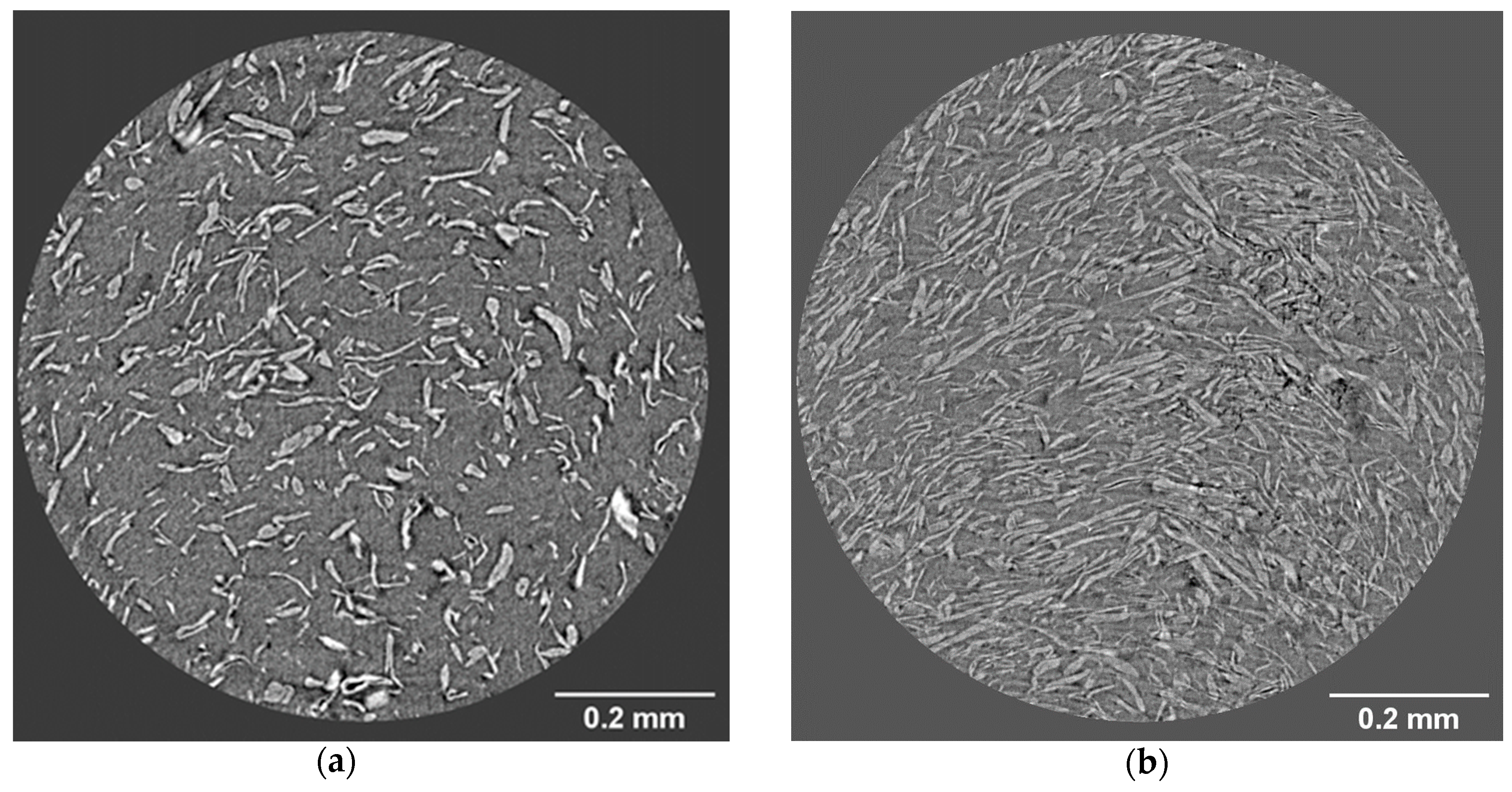
In recent years, X-ray microtomography has become a valuable tool for material characterization [
27]. The X-ray microtomography was performed with an Xradia MicroXCT-200 (Carl Zeiss X-ray Microscopy, Inc, Pleasanton, CA, USA). The scanning conditions were as follows: X-ray source (voltage 40 kV, power 4 W), the number of projections was 1.289, and the exposure time was 20 s/projection. The distances from the detector and from the X-ray source to the sample holder were 16 and 30 mm, respectively. The magnification was 20×, the pixel size of the image was 0.8149 µm, the pixel resolution was 1.07 µm, and the maximum analyzed volume was 1 × 1 × 1 mm. The samples were examined in their X, Y, and Z directions.
The injection molded specimens for both tensile and impact testing were kept conditioned at 23 °C, 50% RH, for a minimum of 48 hours prior to testing. The tensile tests were performed using a hydraulic actuator with an MTS FlexTest™ 60 digital controller (MTS Systems Corporation, Eden Prairie, MN, USA). The specimens were fastened using clamps, and a contact extensometer was attached to the specimens with rubber bands. The load was measured with a 40 kN load cell, and the tests were performed at a rate of 50 mm/min. Data were recorded at a sampling rate of 500 Hz using MTS Series 793 control software. The impact tests were performed on a Zwick HIT5P pendulum impact tester (ZwickRoell GmbH & Co. KG, Ulm, Germany) equipped with a 5 Joule Charpy pendulum.
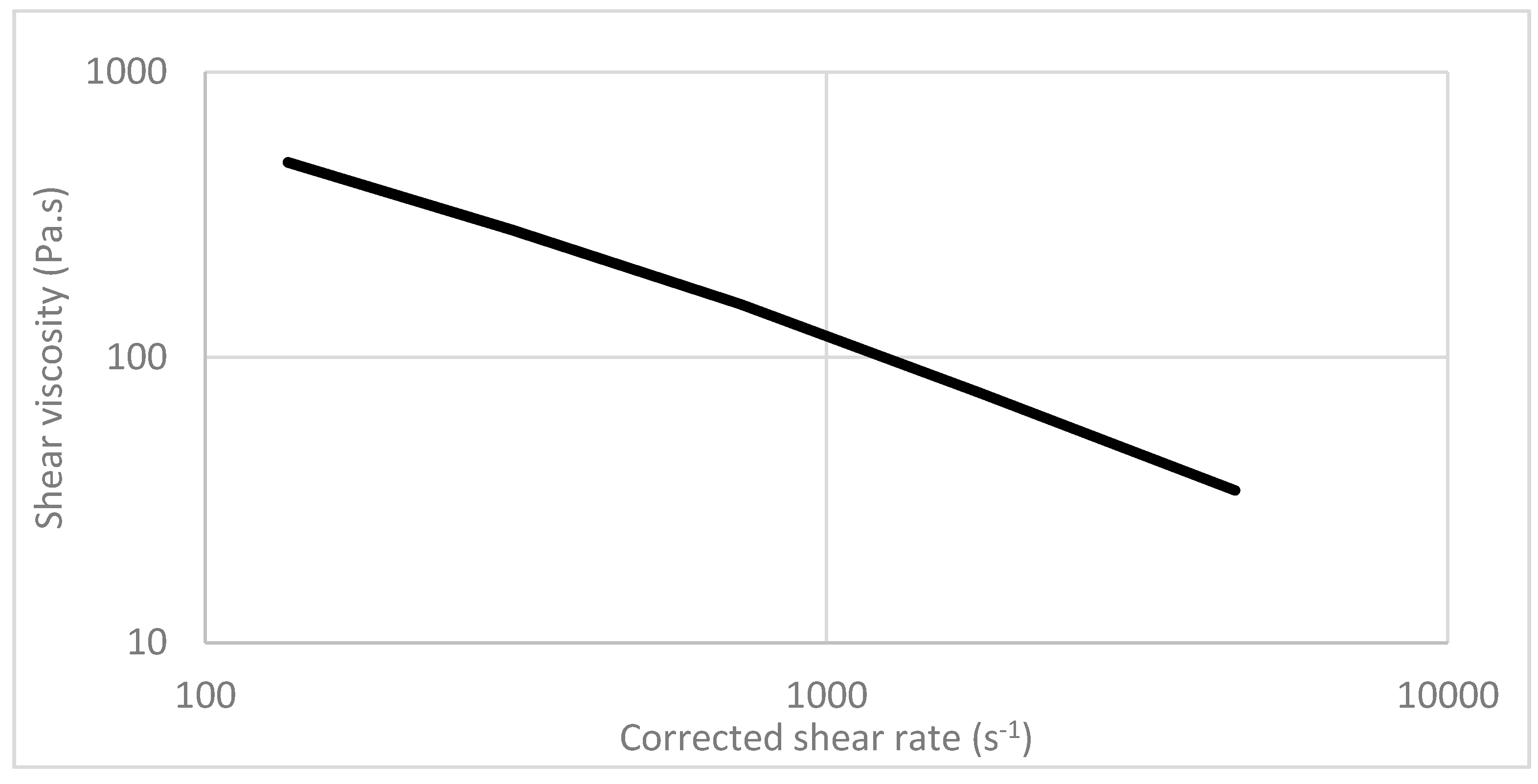
The dynamic viscosity of the composite material was measured using a Malvern Rosand RH 10 capillary rheometer with 15 mm twin bore at 190 °C.
2.4. User Attitude
Initially, a study-specific survey was constructed to inquire about the users’ attitude for transferring production of orthotic and prosthetic devices to a more sustainable material. The users were asked how likely it was that they would choose a product produced with a biocomposite rather than fossil-based thermoplastics if it meant a compromise in design, color, or quality. The survey also asked about potential benefits or risks of using the new material, and what products the users would like to see made from this material. Outpatients visiting the department of Prosthetics and Orthotic, Örebro University Hospital, Örebro, Sweden, answered the waiting-room survey. The demonstrator was tested by a patient with a transtibial (lower limb, below-the-knee) prosthesis. The patient was 70 years old, a female with 52 years of experience using a prosthetic limb every day. The outcome was reported by the Satisfaction with Prosthesis subscales of the Trinity Amputation and Prosthesis Experience Scales, Revised (TAPES-R) [
28,
29]. These subscales have 3 (aesthetic) and 5 (functional) subscale items, scored on a 3-level rating scale in which a high score is positive, indicating satisfaction with the prosthesis. The patient responded to the questionnaire before and after wearing the demonstrator for a comparison with the conventional prosthesis.
4. Discussion
From a material point of view, biocomposites offer a renewable and sustainable material alternative for AM-processed applications to traditionally used thermoplastic or thermosetting materials. However, biocomposites are new materials for this type of processing and there is still much to understand and develop in regard to MFC dispersion in the polymer matrix, MFC aspect ratio, MFC size and orientation, and interfacial strength between the MFC and the polymer, etc. Although the MFC materials clearly reinforce the polymer matrix, such as PP, it is very hard to transfer this reinforcement potential between layers in 3D printing. Thus, it is very important to choose the build orientation to maximize the effect of MFC reinforcement, as shown in
Table 4. For the same reason, 3D printing processing conditions are very important for the dynamic behavior of the material in the FDM process, layer-layer adhesion, and the final properties of the built parts. In this study, PP was selected as the polymer matrix because it has not commonly been used in 3D printing but has been used extensively in the injection molding industry due to its beneficial mechanical properties in relation to its cost. It was observed that the MFC improved the melt-flow properties of PP composite and therefore enabled its use in 3D-printing. In the future, PP from renewable sources, which were not available when the project was started, could be used to further strengthen the sustainability aspect.
The overall mechanical strength of the additively manufactured object (AMO) depends on the composite material and also on the structural characteristics of the printed objects. The former determines the upper limit of the mechanical strength achievable with this material, whereas the latter determines the actual strength achieved with the AM technique. The overall mechanical strength of the AMO is defined by the weakest link in its structure. Hence, it is particularly important to identify the limiting factors related to the AM techniques.
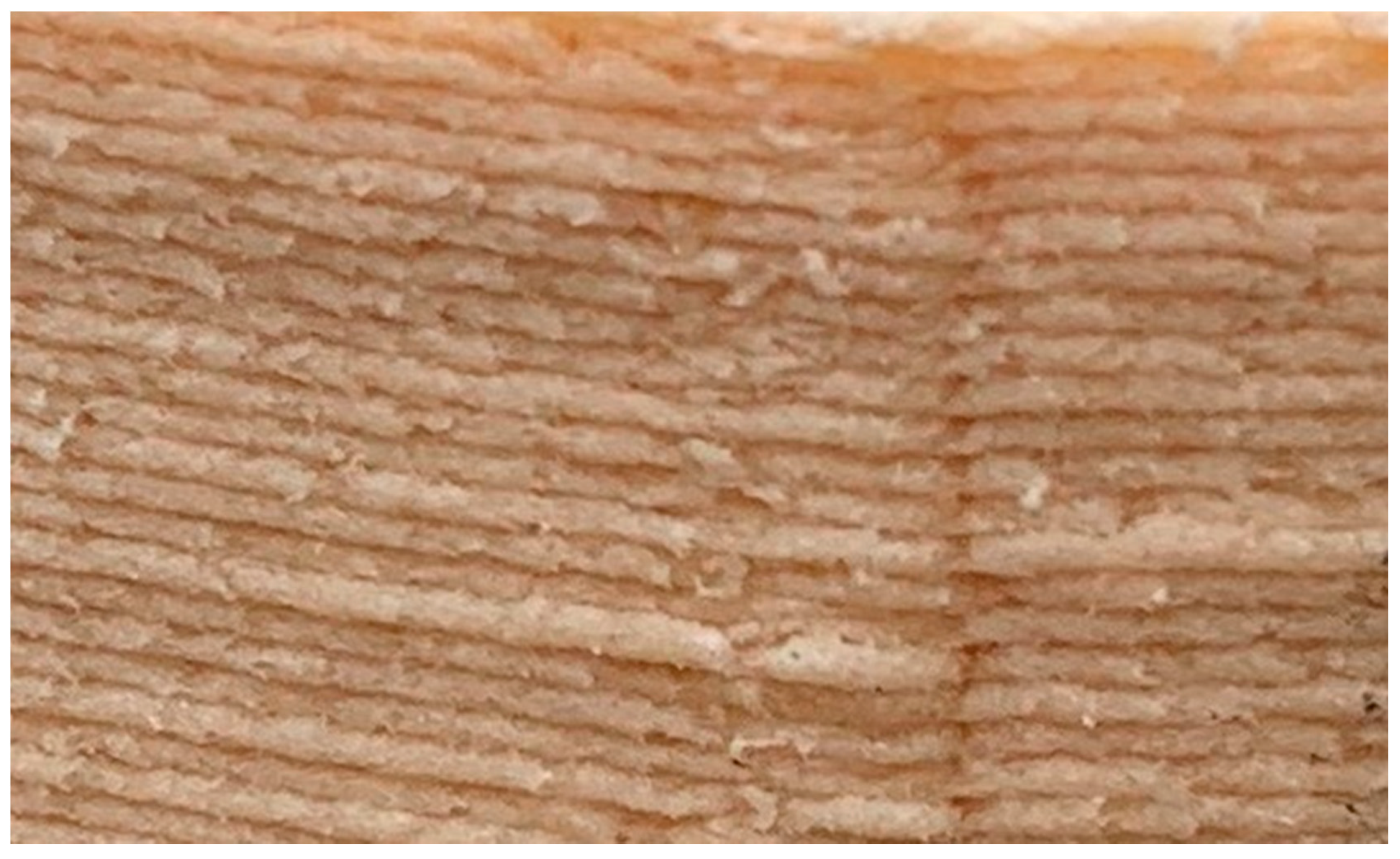
There are several factors that can affect the overall mechanical strength of AMOs [
13]. Voids and porosity in the bulk structure are known to be responsible for the variation in the mechanical strength of SLS processes [
24]. They also exist in structures created by FDM, as the top and bottom filaments typically do not attach perfectly and bond to each other, forming air pockets and porous structures with large gaps between the strands [
36].
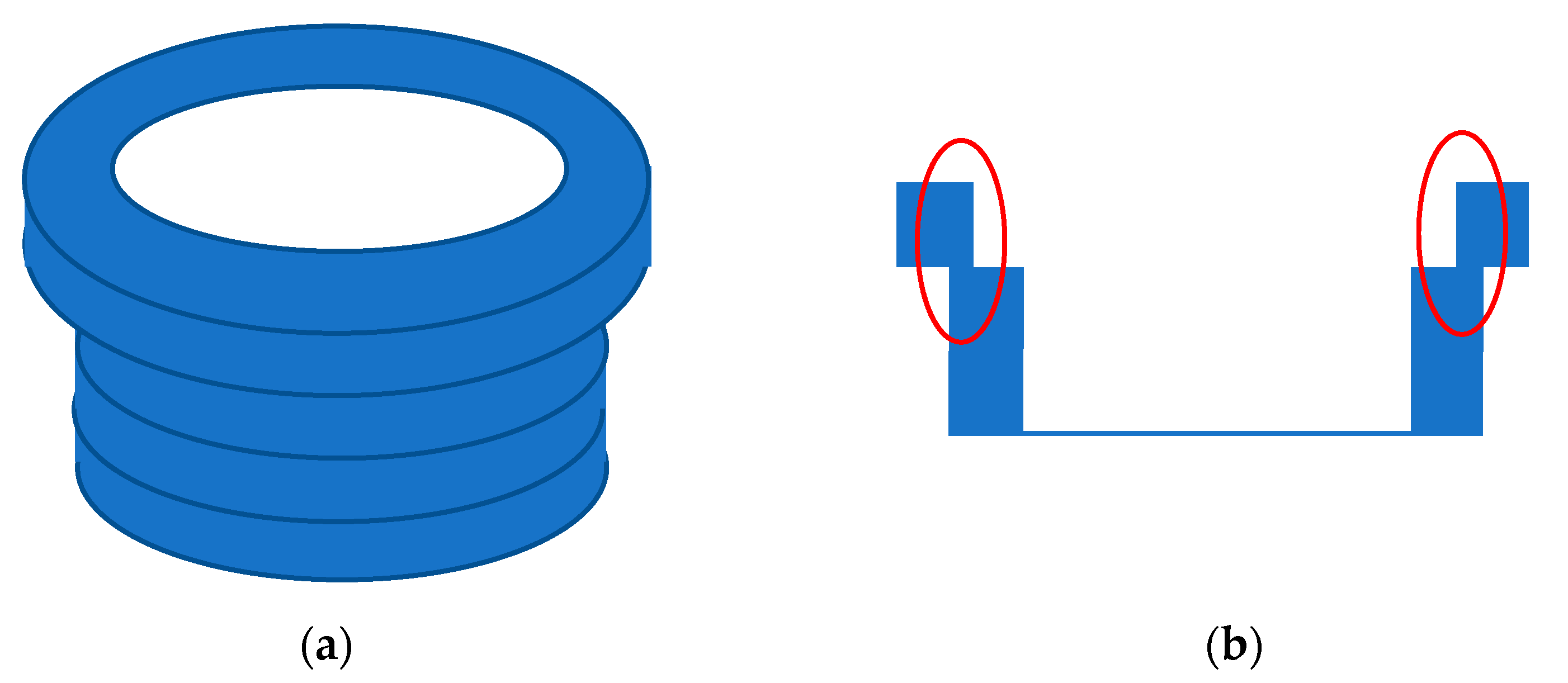
Figure 12 clearly shows the voids at the start and end positions of each layer and even between the layers. Voids and pores are of particular concern to the mechanical strength when their locations are at or close to the AMO’s surface. Variation in the effective binding area between adjacent material layers can also cause deteriorated mechanical performance. The area variation could have resulted from the dimension accuracy related to the precision of the print-head’s movement in FDM, morphology of the underlying layer, the temperature gradient between the layers, etc. Moreover, there could have been a systematic area reduction due to the spatial gradient of the 3D model, as illustrated in
Figure 13 (marked by red rings). This type of reduction is particularly severe with a thick building layer. Therefore, the overall mechanical strength can be improved using hardware and software improvements to reduce or even eliminate random and systematic binding-area variations. In addition, the mechanical strength of AMO can be further improved by testing different slicing, temperature, or printing speed settings, or in different ambient temperatures, etc. [
13].
Additive manufacturing can potentially enable paradigm changes in the prosthetic value chain from design to terminal devices. The changes benefit patients as follows: They can receive their prosthesis faster; the digital prosthesis is easy to store and retrieve, enabling production of multiple devices from the same scan; and the digitalized prosthesis is easy to visualize, therefore, a patient can see what the prosthesis should look like prior to manufacturing. These lead to a more personal solution in which the patient’s concerns and priorities can be addressed. There are many other benefits. With AM, material waste is reduced to a minimum, which together with biobased composites, reduces the imprint of the prosthesis on the environment. The consumers’ view of the environmental aspects of production in this study showed that this is something that the market should consider.
Another important aspect of prosthetics is cost. The cost limits access to prosthetic devices in many parts of the world [
38]. Costs relate to both production of the customized sockets and the finalizing of the product using prefabricated devices such as joints, feet, and hands. Very little attention has been given to research on these aspects of prosthetics. Biddiss et al. [
38] discussed the implications of modular designs and rapid prototyping along with computer-aided design and manufacturing on the cost of prosthetic components. A review of 3D-printed upper-limb prostheses supported this suggestion [
15], showing that the maximum material cost was
$500. Another aspect of prosthetics, related to cost but rarely studied, is the implication for the patient’s quality of life. There is a need for more high-quality research that reflects the effectiveness of different prosthesis interventions in terms of users’ quality of life [
39].
Although the perspective of combining MFC-reinforced composite with AM is promising for prosthetic applications, there are also challenges. From the prosthetic application point of view, the material looks very promising regarding the way it failed, however, it is unclear whether it is the polypropylene (PP) as matrix, the 20% MFC content, or both together that produces a more ductile break. Due to the layer-by-layer nature, MFC in the composites are less likely to over-bridge different layers. It is very important that the adhesion between each layer is optimal. To maximize the reinforcement effects and to obtain the best material tensile strength, process direction is of crucial importance. This is particularly true for FDM processes. Potentially, the stiffness and durability of a prosthetic socket made from this material could be improved by varying the thickness of the socket and making, for example, a honeycomb structure, especially in the distal parts of the socket. This is one of the advantages of the 3D printing technique. Future development should improve the adaptors to optimize transitioning into and out of the socket. Moreover, cost and education are required to introduce this procedure into industrial applications, both regarding the software and the hardware. Manufacturing with AM requires 3D scanning of the patient, data modulation of the 3D scan, designing the prosthesis in 3D CAD, additive manufacturing, mounting, adjusting, and finalizing the prosthesis.
There are also potential limitations in this study. The initial test of the demonstrator produced in this project showed promising results. However, the product was tested with only one type of suspension, the distal lock-pin attachment, and other systems could function differently with this material and production technique. The sockets produced with this new material and by FDM may not be impermeable to air. Therefore, future testing is required with other types of suspensions, for example, the sleeve-and-valve vacuum system or sealed-in suspension systems. In addition to the dynamic testing, cyclic mechanical testing is also important for prosthetic applications, which need to be complemented in the future. Moisture susceptibility, water absorption, as well as friction and wear behavior [
40] could potentially be important aspects which have not yet been examined. Due to the hydrophilic nature of MFC, the composite can take up moisture in a humid environment and make the composite susceptible to microbial growth [
41,
42]. Espert et al. reported that when immersed in water, the composite’s water absorption followed Fick’s law and the mechanical properties were severely affected [
43]. Modifying the cellulosic material to make them hydrophobic or using a cap layer are possible solutions [
43].
5. Conclusions
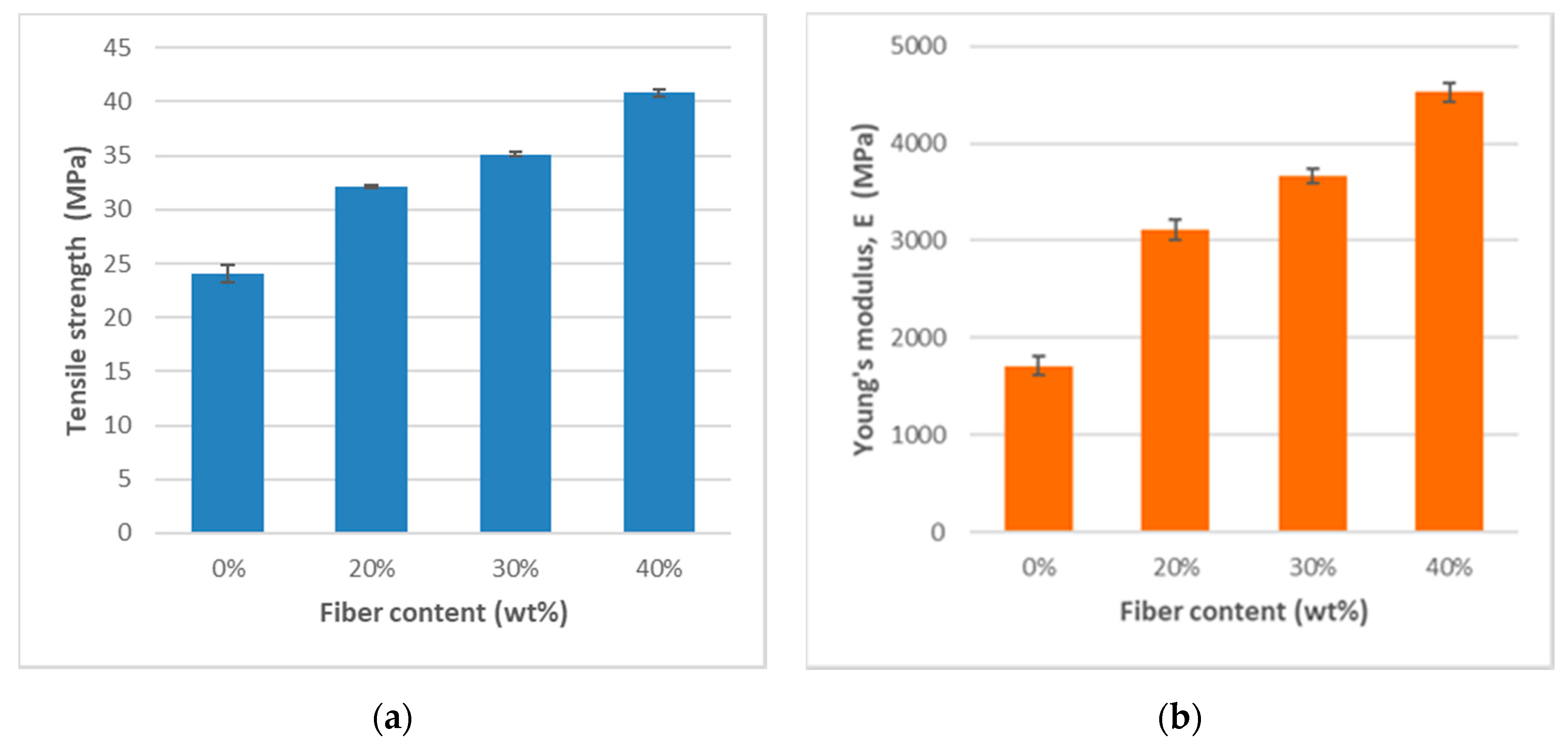
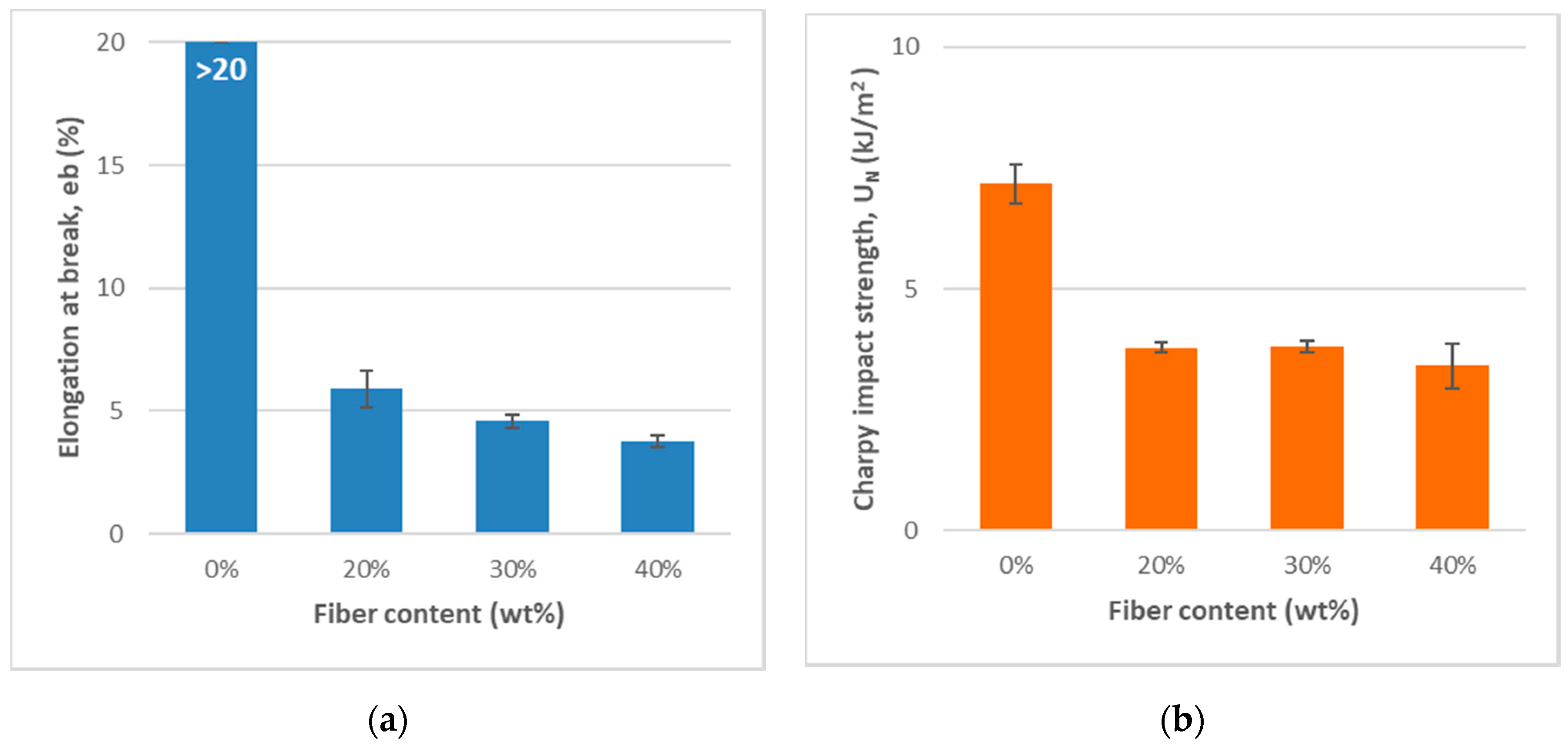
Composite materials made of polypropylene reinforced by MFC were investigated. MFC materials (20, 30 and 40 wt%) were uniformly dispersed in the polymer PP matrix, and the mechanical performance of the materials was significantly enhanced by the addition of MFC. The ultimate tensile strength of the composite was about twice that of the PP when the MFC content was 30 wt%, while its Young’s modulus more than doubled. The composite material with 20 wt% of MFC was successfully applied in an AM process using an FDM-based technique; a transtibial prosthesis was created based on the end-user’s data. A clinic trial of the prosthesis was conducted with successful outcomes for wearing (walking) experiences, appearance (color), and acceptance of the materials and the technique. The 30 and 40% MFC composites have higher viscosity, therefore, their application requires a more powerful extruder, beyond the limit of the FDM machine used in this work.
The AMOs created with the FDM technique and the MFC-reinforced material exhibited strong dependence on build orientation. To utilize the full range of mechanical strength offered by the materials, structural and process optimizations are needed to transfer the strength of the material to the AMO’s strength. Due to the layer-by-layer nature, MFC material components in the composites are less likely to over-bridge different layers, which leads to deteriorated tensile strength in the cross direction. Structural and process arrangements must be adapted to the terminal application to maximize the reinforcement effects of MFC, to eliminate variations in binding area between adjacent layers, and to improve adhesion between layers to create robust, durable prostheses using AM techniques.
This study finds that combining biocomposites with 3D printing offers a promising future for prostheses and orthosis solutions. However, further developments in both material and AM technology are needed to enable the industrial sector to achieve sustainability improvements as a result of using renewable-sourced 3D-printed materials.

 ,
, 













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}