
N-1 Perfusion Platform Development Using a Capacitance Probe for Biomanufacturing


 , and
, and
Abstract
:1. Introduction
2. Materials and Methods
2.1. Cell Lines, Media, and Seed Train
2.2. Analytical Methods
2.3. Laboratory Scale N-1 Perfusion Bioreactor with Online Capacitance Control
2.4. N-1 Scale Up Equipment
3. Results
3.1. Online to Offline Cell Density Correlation
3.2. Cell-Specific Perfusion Control by a Capacitance Probe Decreases Media Usage in Perfusion N-1 Bioreactors
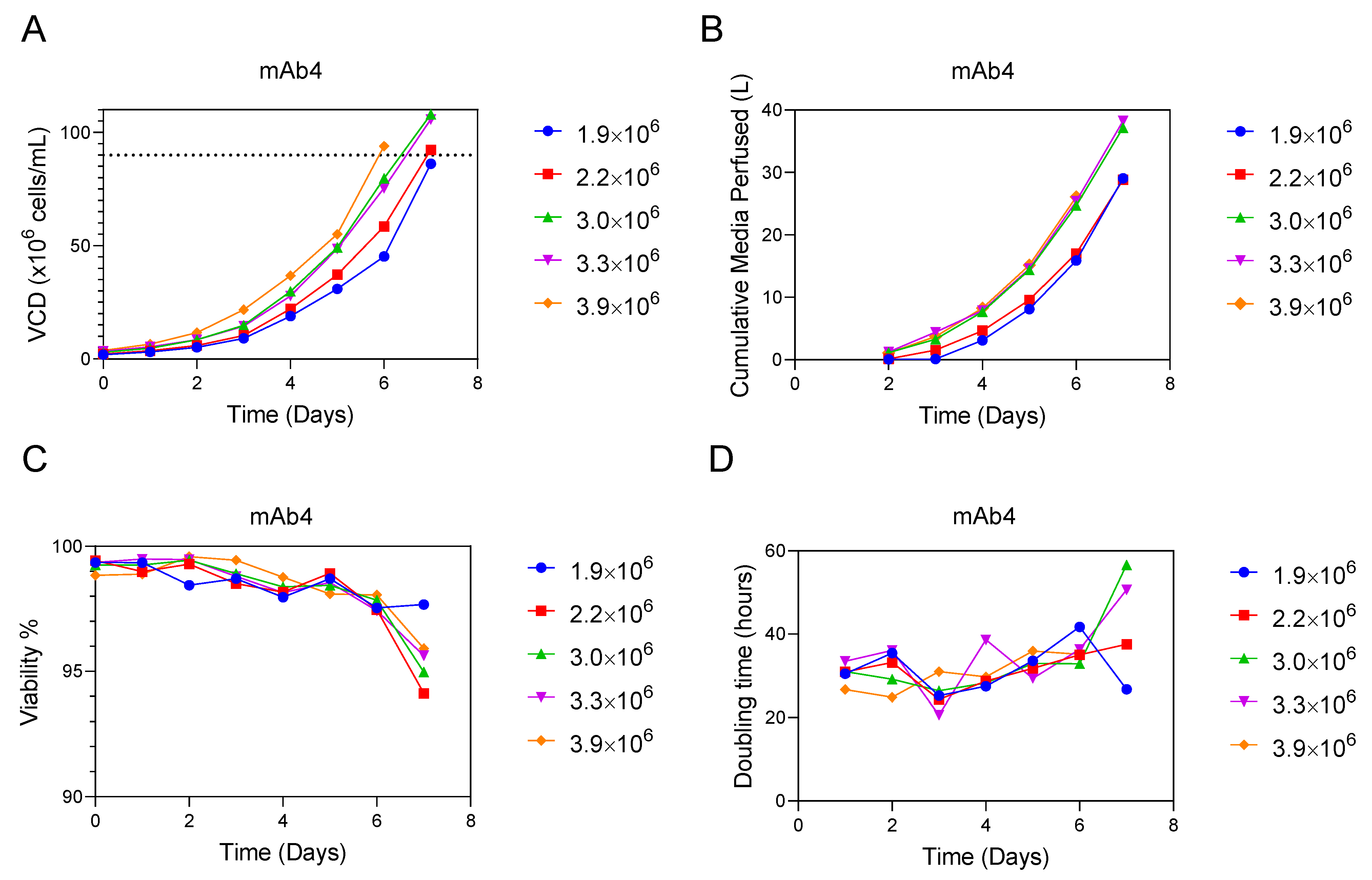
3.3. N-1 Perfusion Rate Controlled by a Capacitance Probe Streamlines Process Development
3.4. Scalability of N-1 Reactors Using Capacitance-Based Perfusion Control
3.5. Capacitance Optimized N-1 Perfusion Converted to an Optimized Volume-Specific Exchange Rate Process for Facility Fit
4. Discussion
5. Conclusions
Supplementary Materials
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Padawer, I.; Ling, W.L.W.; Bai, Y.L. Case Study: An accelerated 8-day monoclonal antibody production process based on high seeding densities. Biotechnol. Prog. 2013, 29, 829–832. [Google Scholar] [CrossRef] [PubMed]
- Pohlscheidt, M.; Jacobs, M.; Wolf, S.; Thiele, J.; Jockwer, A.; Gabelsberger, J.; Jenzsch, M.; Tebbe, H.; Burg, J. Optimizing capacity utilization by large scale 3000 L perfusion in seed train bioreactors. Biotechnol. Prog. 2013, 29, 222–229. [Google Scholar] [CrossRef]
- Yang, W.C.; Lu, J.; Kwiatkowski, C.; Yuan, H.; Kshirsagar, R.; Ryll, T.; Huang, Y.M. Perfusion seed cultures improve biopharmaceutical fed-batch production capacity and product quality. Biotechnol. Prog. 2014, 30, 616–625. [Google Scholar] [CrossRef] [PubMed]
- Müller, D.; Klein, L.; Lemke, J.; Schulze, M.; Kruse, T.; Saballus, M.; Matuszczyk, J.; Kampmann, M.; Zijlstra, G. Process intensification in the biopharma industry: Improving efficiency of protein manufacturing processes from development to production scale using synergistic approaches. Chem. Eng. Process.—Process Intensif. 2022, 171, 108727. [Google Scholar] [CrossRef]
- Xu, J.; Xu, X.; Huang, C.; Angelo, J.; Oliveira, C.L.; Xu, M.; Xu, X.; Temel, D.; Ding, J.; Ghose, S.; et al. Biomanufacturing evolution from conventional to intensified processes for productivity improvement: A case study. MAbs 2020, 12, 1770669. [Google Scholar] [CrossRef] [PubMed]
- Xu, J.L.; Rehmann, M.S.; Xu, M.M.; Zheng, S.; Hill, C.; He, Q.; Borys, M.C.; Li, Z.J. Development of an intensified fed-batch production platform with doubled titers using N-1 perfusion seed for cell culture manufacturing. Bioresour. Bioprocess 2020, 7. [Google Scholar] [CrossRef]
- Huang, Y.M.; Hu, W.W.; Rustandi, E.; Chang, K.; Yusuf-Makagiansar, H.; Ryll, T. Maximizing Productivity of CHO Cell-Based Fed-Batch Culture Using Chemically Defined Media Conditions and Typical Manufacturing Equipment. Biotechnol. Prog. 2010, 26, 1400–1410. [Google Scholar] [CrossRef] [PubMed]
- Yongky, A.; Xu, J.; Tian, J.; Oliveira, C.; Zhao, J.; McFarland, K.; Borys, M.C.; Li, Z.J. Process intensification in fed-batch production bioreactors using non-perfusion seed cultures. MAbs 2019, 11, 1502–1514. [Google Scholar] [CrossRef]
- Schulze, M.; Lemke, J.; Pollard, D.; Wijffels, R.H.; Matuszczyk, J.; Martens, D.E. Automation of high CHO cell density seed intensification via online control of the cell specific perfusion rate and its impact on the N-stage inoculum quality. J. Biotechnol. 2021, 335, 65–75. [Google Scholar] [CrossRef]
- Xu, S.; Gavin, J.; Jiang, R.B.; Chen, H. Bioreactor Productivity and Media Cost Comparison for Different Intensified Cell Culture Processes. Biotechnol. Prog. 2017, 33, 867–878. [Google Scholar] [CrossRef]
- Jordan, M.; Mac Kinnon, N.; Monchois, V.; Stettler, M.; Broly, H. Intensification of large-scale cell culture processes. Curr. Opin. Chem. Eng. 2018, 22, 253–257. [Google Scholar] [CrossRef]
- Woodgate, J.M. Perfusion N-1 Culture-Opportunities for Process Intensification. Biopharm. Process. 2018, 755–768. [Google Scholar] [CrossRef]
- Gagnon, M.; Nagre, S.; Wang, W.; Hiller, G.W. Shift to high-intensity, low-volume perfusion cell culture enabling a continuous, integrated bioprocess. Biotechnol. Prog. 2018, 34, 1472–1481. [Google Scholar] [CrossRef] [PubMed]
- Konstantinov, K.; Goudar, C.; Ng, M.; Meneses, R.; Thrift, J.; Chuppa, S.; Matanguihan, C.; Michaels, J.; Naveh, D. The “push-to-low” approach for optimization of high-density perfusion cultures of animal cells. In Advances in Biochemical Engineering/Biotechnology; Springer: Berlin/Heidelberg, Germany, 2006; Volume 101, pp. 75–98. [Google Scholar]
- Dowd, J.E.; Jubb, A.; Kwok, K.E.; Piret, J.M. Optimization and control of perfusion cultures using a viable cell probe and cell specific perfusion rates. Cytotechnology 2003, 42, 35–45. [Google Scholar] [CrossRef]
- Wasalathanthri, D.P.; Rehmann, M.S.; Song, Y.; Gu, Y.; Mi, L.; Shao, C.; Chemmalil, L.; Lee, J.; Ghose, S.; Borys, M.C.; et al. Technology outlook for real-time quality attribute and process parameter monitoring in biopharmaceutical development-A review. Biotechnol. Bioeng. 2020, 117, 3182–3198. [Google Scholar] [CrossRef] [PubMed]
- Chong, L.; Saghafi, M.; Knappe, C.; Steigmiller, S.; Matanguihan, C.; Goudar, C.T. Robust on-line sampling and analysis during long-term perfusion cultivation of mammalian cells. J. Biotechnol. 2013, 165, 133–137. [Google Scholar] [CrossRef] [PubMed]
- Derfus, G.E.; Abramzon, D.; Tung, M.; Chang, D.; Kiss, R.; Amanullah, A. Cell culture monitoring via an auto-sampler and an integrated multi-functional off-line analyzer. Biotechnol. Prog. 2010, 26, 284–292. [Google Scholar] [CrossRef]
- Lee, H.W.; Carvell, J.; Brorson, K.; Yoon, S. Dielectric spectroscopy-based estimation of VCD in CHO cell culture. J. Chem. Technol. Biot. 2015, 90, 273–282. [Google Scholar] [CrossRef]
- Lu, F.; Toh, P.C.; Burnett, I.; Li, F.; Hudson, T.; Amanullah, A.; Li, J.C. Automated dynamic fed-batch process and media optimization for high productivity cell culture process development. Biotechnol. Bioeng. 2013, 110, 191–205. [Google Scholar] [CrossRef]
- Metze, S.; Ruhl, S.; Greller, G.; Grimm, C.; Scholz, J. Monitoring online biomass with a capacitance sensor during scale-up of industrially relevant CHO cell culture fed-batch processes in single-use bioreactors. Bioprocess Biosyst. Eng. 2020, 43, 193–205. [Google Scholar] [CrossRef] [Green Version]
- Morris, C.; Madhavarao, C.N.; Yoon, S.; Ashraf, M. Single in-line biomass probe detects CHO cell growth by capacitance and bacterial contamination by conductivity in bioreactor. Biotechnol. J. 2021, 16, 2100126. [Google Scholar] [CrossRef]
- Berry, B.; Moretto, J.; Matthews, T.; Smelko, J.; Wiltberger, K. Cross-Scale Predictive Modeling of CHO Cell Culture Growth and Metabolites Using Raman Spectroscopy and Multivariate Analysis. Biotechnol. Prog. 2015, 31, 566–577. [Google Scholar] [CrossRef] [PubMed]
- Chen, G.; Hu, J.; Qin, Y.J.; Zhou, W.C. Viable cell density on-line auto-control in perfusion cell culture aided by in-situ Raman spectroscopy. Biochem. Eng. J. 2021, 172, 108063. [Google Scholar] [CrossRef]
- Li, M.Y.; Ebel, B.; Chauchard, F.; Guedon, E.; Marc, A. Parallel comparison of in situ Raman and NIR spectroscopies to simultaneously measure multiple variables toward real-time monitoring of CHO cell bioreactor cultures. Biochem. Eng. J. 2018, 137, 205–213. [Google Scholar] [CrossRef]
- Whelan, J.; Craven, S.; Glennon, B. In situ Raman spectroscopy for simultaneous monitoring of multiple process parameters in mammalian cell culture bioreactors. Biotechnol. Prog. 2012, 28, 1355–1362. [Google Scholar] [CrossRef]
- Dabros, M.; Dennewald, D.; Currie, D.J.; Lee, M.H.; Todd, R.W.; Marison, I.W.; von Stockar, U. Cole-Cole, linear and multivariate modeling of capacitance data for on-line monitoring of biomass. Bioprocess Biosyst. Eng. 2009, 32, 161–173. [Google Scholar] [CrossRef] [Green Version]
- Olsson, L.; Nielsen, J. On-line and in situ monitoring of biomass in submerged cultivations. Trends Biotechnol. 1997, 15, 517–522. [Google Scholar] [CrossRef]
- Moore, B.; Sanford, R.; Zhang, A. Case study: The characterization and implementation of dielectric spectroscopy (biocapacitance) for process control in a commercial GMP CHO manufacturing process. Biotechnol. Prog. 2019, 35, e2782. [Google Scholar] [CrossRef]
- Zhang, A.; Tsang, V.L.; Moore, B.; Shen, V.; Huang, Y.M.; Kshirsagar, R.; Ryll, T. Advanced process monitoring and feedback control to enhance cell culture process production and robustness. Biotechnol. Bioeng. 2015, 112, 2495–2504. [Google Scholar] [CrossRef]
- Tian, J.; He, Q.; Oliveira, C.; Qian, Y.; Egan, S.; Xu, J.; Qian, N.X.; Langsdorf, E.; Warrack, B.; Aranibar, N.; et al. Increased MSX level improves biological productivity and production stability in multiple recombinant GS CHO cell lines. Eng. Life Sci. 2020, 20, 112–125. [Google Scholar] [CrossRef]
- Su, Y.N.; Wei, Z.H.; Miao, Y.N.; Sun, L.L.; Shen, Y.N.; Tang, Z.R.; Li, L.; Quan, Y.F.; Yu, H.Y.; Wang, W.C.; et al. Optimized process operations reduce product retention and column clogging in ATF-based perfusion cell cultures. Appl. Microbiol. Biot. 2021, 105, 9125–9136. [Google Scholar] [CrossRef] [PubMed]
- Stepper, L.; Filser, F.A.; Fischer, S.; Schaub, J.; Gorr, I.; Voges, R. Pre-stage perfusion and ultra-high seeding cell density in CHO fed-batch culture: A case study for process intensification guided by systems biotechnology. Bioprocess Biosyst. Eng. 2020, 43, 1431–1443. [Google Scholar] [CrossRef] [PubMed] [Green Version]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| CSPR (nL/Cell/Day) | Glucose in Media (g/L) | Initial VCD (×106 Cells/mL) | Final VCD (×106 Cells/mL) | Duration (Days) | Total Vessel Volumes Perfused | Doubling Time (Hours) | |
|---|---|---|---|---|---|---|---|
| mAb1 | 0.03 | 6 | 1.3 | 46 | 6 | 2.7 | 27.0 |
| mAb2 | 0.08 | 6 | 3.0 | 42 | 5 | 8.2 | 42.8 |
| mAb3 | 0.04 | 8 | 3.7 | 89 | 5 | 5.8 | 26.0 |
| mAb4 | 0.04 | 8 | 3.8 | 94 | 6 | 10.2 | 30.9 |
| mAb5 | 0.04 | 8 | 2.4 | 75 | 5 | 5.4 | 24.6 |
| mAb6 | 0.04 | 6 | 1.1 | 69 | 6 | 3.5 | 27.6 |
| Perfusion N-1 Study | Pohlscheidt et al. (2013) | Padawer et al. (2013) | Yang et al. (2014) | Yongky et al. (2019) | Xu et al. (2020) | Xu et al. (2020) | Schulze et al. (2021) | Muller et al. (2022) |
|---|---|---|---|---|---|---|---|---|
| Perfusion equipment | Inclined settler | ATF | ATF | Perfusion bioreactor bag | ATF | ATF | Perfusion bioreactor bag | Perfusion bioreactor bag |
| N-1 bioreactor (L) | 3000 | 3 | 4 | 5 | 500 | 5, 20, 200 | 1 | 1, 2.5, 5, 25 |
| N-1 inoculation VCD (×106 cells/mL) | 2 | NA | NA | NA | 3.74 | NA | 0.2 | 0.2 |
| N-1 inoculation cell viability (%) | 98 | >95 | ~98 | NA | 98 | 98 | ~98 | ~98 |
| N-1 culture duration (day) | 5 | 6 | 5 | 5 | 6 | 6 | 7 | 6 |
| Perfusion medium used (L) | 4900 | 18 | 12 | 27.5 | NA | NA | NA | NA |
| N-1 final VCD (×106 cells/mL) | 13.8 | 24 | 40 | 22–34 | 103 | 90–120 | 100 | >100 |
| N-1 final cell viability (%) | 90 | >95 | ~97 | 99 | 94 | >94 | 96 | >95 |
| Subsequent production bioreactor (L) | 400 | 3 | 4 | 5 | 2000 | 5, 20, 500, 1000 | 0.015 | 0.250 |
| Production inoculation VCD from perfusion N-1 (×106 cells/mL) | 2 | 5 | 10 | 3–5 | 16 | 10–20 | 0.3 | 2.5, 5 |
| Production duration from N-1 perfusion (days) | 14 | 8 | 12 | 14 | 14 | 10–14 | 7 | 9, 10 |
| Production inoculation VCD from conventional N-1 (×106 cells/mL) | 0.6 | 0.2 | 0.4 | 3–5 | 3 | 3–6 | 0.3 | 0.3 |
| Production duration from conventional N-1 (days) | 16 | 14 | 17 | 14 | 14 | 10–14 | 7 | 12 |
| Production duration reduction by perfusion N-1 (%) | 13 | 43 | 29 | NA | NA | NA | NA | 29, 18 |
| Number of product cell lines tested | 1 | 1 | 2 | 3 | 1 | 3 | 1 | 1 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Rittershaus, E.S.C.; Rehmann, M.S.; Xu, J.; He, Q.; Hill, C.; Swanberg, J.; Borys, M.C.; Li, Z.-J.; Khetan, A. N-1 Perfusion Platform Development Using a Capacitance Probe for Biomanufacturing. Bioengineering 2022, 9, 128. https://doi.org/10.3390/bioengineering9040128
Rittershaus ESC, Rehmann MS, Xu J, He Q, Hill C, Swanberg J, Borys MC, Li Z-J, Khetan A. N-1 Perfusion Platform Development Using a Capacitance Probe for Biomanufacturing. Bioengineering. 2022; 9(4):128. https://doi.org/10.3390/bioengineering9040128
Chicago/Turabian StyleRittershaus, Emily S. C., Matthew S. Rehmann, Jianlin Xu, Qin He, Charles Hill, Jeffrey Swanberg, Michael C. Borys, Zheng-Jian Li, and Anurag Khetan. 2022. "N-1 Perfusion Platform Development Using a Capacitance Probe for Biomanufacturing" Bioengineering 9, no. 4: 128. https://doi.org/10.3390/bioengineering9040128
APA StyleRittershaus, E. S. C., Rehmann, M. S., Xu, J., He, Q., Hill, C., Swanberg, J., Borys, M. C., Li, Z. -J., & Khetan, A. (2022). N-1 Perfusion Platform Development Using a Capacitance Probe for Biomanufacturing. Bioengineering, 9(4), 128. https://doi.org/10.3390/bioengineering9040128