
Impact of Apricot Pulp Concentration on Cylindrical Gel 3D Printing

 , ,
, ,  , and
, and
Abstract
:1. Introduction
2. Results and Discussion
2.1. Physicochemical and Rheological Analysis of Gels
2.2. Extrudability
2.3. Relationships of the Parameters Studied before Printing
2.4. Post-3D Printing
2.4.1. Image Analysis
2.4.2. Color
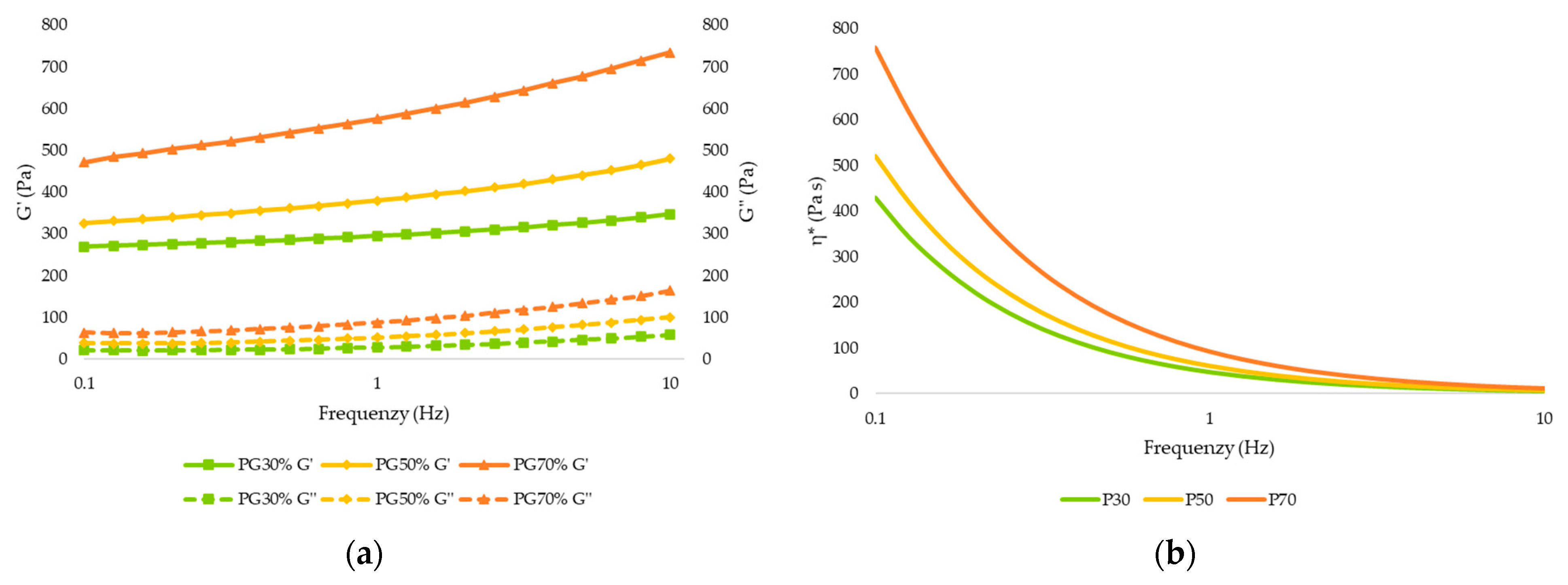
2.4.3. Rheology after Printing
2.4.4. Textural Characterization
2.4.5. Relationships of the Parameters Studied after Printing
2.5. Effect of 3D Printing on Bioactive Compounds in Apricot Gels
3. Conclusions
4. Materials and Methods
4.1. Raw Materials
4.2. Apricot Gel Preparation
4.3. The 3D Printing Process
4.4. Analysis
4.4.1. Rheological Properties
4.4.2. Extrusion Test
4.4.3. Physicochemical Analysis
4.4.4. Color
4.4.5. Image Analysis
4.4.6. Textural Characterization
4.4.7. Bioactive Compounds Determination
4.5. Statistical Analysis
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Hussain, S.; Malakar, S.; Arora, V.K. Extrusion-Based 3D Food Printing: Technological Approaches, Material Characteristics, Printing Stability, and Post-processing. Food Eng. Rev. 2022, 14, 100–119. [Google Scholar] [CrossRef]
- Tejada-Ortigoza, V.; Cuan-Urquizo, E. Towards the Development of 3D-Printed Food: A Rheological and Mechanical Approach. Foods 2022, 11, 1191. [Google Scholar] [CrossRef] [PubMed]
- Feng, C.; Zhang, M.; Bhandari, B. Materials Properties of Printable Edible Inks and Printing Parameters Optimization during 3D Printing: A review. Crit. Rev. Food Sci. Nutr. 2019, 59, 3074–3081. [Google Scholar] [CrossRef]
- Waghmare, R.; Suryawanshi, D.; Karadbhajne, S. Designing 3D printable food based on fruit and vegetable products—Opportunities and challenges. J. Food Sci. Technol. 2022. [Google Scholar] [CrossRef]
- Voon, S.L.; An, J.; Wong, G.; Zhang, Y.; Chua, C.K. 3D food printing: A categorised review of inks and their development. Virtual Phys. Prototyp. 2019, 14, 203–218. [Google Scholar] [CrossRef]
- Zhang, J.Y.; Pandya, J.K.; McClements, D.J.; Lu, J.; Kinchla, A.J. Advancements in 3D food printing: A comprehensive overview of properties and opportunities. Crit. Rev. Food Sci. Nutr. 2022, 62, 4752–4768. [Google Scholar] [CrossRef]
- Kim, H.W.; Lee, J.H.; Park, S.M.; Lee, M.H.; Lee, I.W.; Doh, H.S.; Park, H.J. Effect of Hydrocolloids on Rheological Properties and Printability of Vegetable Inks for 3D Food Printing. J. Food Sci. 2018, 83, 2923–2932. [Google Scholar] [CrossRef]
- Kim, H.W.; Bae, H.; Park, H.J. Classification of the printability of selected food for 3D printing: Development of an assessment method using hydrocolloids as reference material. J. Food Eng. 2017, 215, 23–32. [Google Scholar] [CrossRef]
- Pant, A.; Lee, A.Y.; Karyappa, R.; Lee, C.P.; An, J.; Hashimoto, M.; Tan, U.X.; Wong, G.; Chua, C.K.; Zhang, Y. 3D food printing of fresh vegetables using food hydrocolloids for dysphagic patients. Food Hydrocoll. 2021, 114, 106546. [Google Scholar] [CrossRef]
- Liu, Z.; Zhang, M.; Bhandari, B. Effect of gums on the rheological, microstructural and extrusion printing characteristics of mashed potatoes. Int. J. Biol. Macromol. 2018, 117, 1179–1187. [Google Scholar] [CrossRef] [PubMed]
- Chen, J.; Mu, T.; Goffin, D.; Blecker, C.; Richard, G.; Richel, A.; Haubruge, E. Application of soy protein isolate and hydrocolloids based mixtures as promising food material in 3D food printing. J. Food Eng. 2019, 261, 76–86. [Google Scholar] [CrossRef]
- Rapisarda, M.; Valenti, G.; Carbone, D.C.; Rizzarelli, P.; Recca, G.; La Carta, S.; Paradisi, R.; Fincchiaro, S. Strength, fracture and compression properties of gelatins by a new 3D printed tool. J. Food Eng. 2018, 220, 38–48. [Google Scholar] [CrossRef]
- Karim, A.A.; Bhat, R. Gelatin alternatives for the food industry: Recent developments, challenges and prospects. Trends Food Sci. Technol. 2008, 19, 644–656. [Google Scholar] [CrossRef]
- Kuan, Y.H.; Nafchi, A.M.; Huda, N.; Ariffin, F.; Karim, A.A. Effects of sugars on the gelation kinetics and texture of duck feet gelatin. Food Hydrocoll. 2016, 58, 267–275. [Google Scholar] [CrossRef]
- Severini, C.; Derossi, A.; Ricci, I.; Caporizzi, R.; Fiore, A. Printing a blend of fruit and vegetables. New advances on critical variables and shelf life of 3D edible objects. J. Food Eng. 2018, 220, 89–100. [Google Scholar] [CrossRef]
- Feng, L.; Wu, J.; Song, J.; Li, D.; Zhang, Z.; Xu, Y.; Yang, R.; Liu, C.; Zhang, M. Effect of particle size distribution on the carotenoids release, physicochemical properties and 3D printing characteristics of carrot pulp. LWT 2021, 139, 110576. [Google Scholar] [CrossRef]
- Yang, F.; Zhang, M.; Liu, Y. Effect of post-treatment microwave vacuum drying on the quality of 3D-printed mango juice gel. Dry Technol. 2019, 37, 1757–1765. [Google Scholar] [CrossRef]
- Feng, L.; Wu, J.; Cai, L.; Li, M.; Dai, Z.; Li, D.; Liu, C.; Zhang, M. Effects of different hydrocolloids on the water migration, rheological and 3D printing characteristics of β-carotene loaded yam starch-based hydrogel. Food Chem. 2022, 393, 133422. [Google Scholar] [CrossRef]
- Tomašević, I.; Putnik, P.; Valjak, F.; Pavlić, B.; Šojić, B.; Bebek Markovinović, A.; Kovačević, D.B. 3D printing as novel tool for fruit-based functional food production. Curr. Opin. Food Sci. 2021, 41, 138–145. [Google Scholar] [CrossRef]
- Ricci, I.; Derossi, A.; Severini, C. 3D printed food from fruits and vegetables. In Fundamentals of 3D Food Printing and Applications; Elsevier Inc.: Amsterdam, The Netherlands, 2018; pp. 117–149. [Google Scholar]
- Jan, N.; Anjum, S.; Wani, S.M.; Mir, S.A.; Malik, A.R.; Wani, S.A.; Hussein, D.S.; Rasheed, R.A.; Gatasheh, M.K. Influence of Canning and Storage on Physicochemical Properties, Antioxidant Properties, and Bioactive Compounds of Apricot (Prunus armeniaca L.) Wholes, Halves, and Pulp. Front. Nutr. 2022, 9, 850730. [Google Scholar] [CrossRef]
- Ali, S.; Masud, T.; Abbasi, K.S. Physico-chemical characteristics of apricot (Prunus armeniaca L.) grown in Northern Areas of Pakistan. Sci. Hortic. 2011, 130, 386–392. [Google Scholar] [CrossRef]
- Rahaman, A.; Zeng, X.-A.; Farooq, M.A.; Kumari, A.; Murtaza, M.A.; Ahmad, N.; Manzoor, M.F.; Hassan, S.; Ahmad, Z.; Bo-Ru, C.; et al. Effect of pulsed electric fields processing on physiochemical properties and bioactive compounds of apricot juice. J. Food Process Eng. 2020, 43, e13449. [Google Scholar] [CrossRef]
- Fischer, P.; Windhab, E.J. Rheology of food materials. Curr. Opin. Colloid Interface Sci. 2011, 16, 36–40. [Google Scholar] [CrossRef]
- Burey, P.; Bhandari, B.R.; Rutgers, R.P.G.; Halley, P.J.; Torley, P.J. Confectionery gels: A review on formulation, rheological and structural aspects. Int. J. Food Prop. 2009, 12, 176–210. [Google Scholar] [CrossRef] [Green Version]
- In, J.; Jeong, H.; Song, S.; Min, S.C. Determination of material requirements for 3D gel food printing using a fused deposition modeling 3D printer. Foods 2021, 10, 2272. [Google Scholar] [CrossRef]
- Casas-Forero, N.; Moreno-Osorio, L.; Orellana-Palma, P.; Petzold, G. Effects of cryoconcentrate blueberry juice incorporation on gelatin gel: A rheological, textural and bioactive properties study. LWT 2021, 138, 110674. [Google Scholar] [CrossRef]
- Basu, S.; Shivhare, U.S.; Singh, T.V.; Beniwal, V.S. Rheological, textural and spectral characteristics of sorbitol substituted mango jam. J. Food Eng. 2011, 105, 503–512. [Google Scholar] [CrossRef]
- Huang, M.; Zhang, M.; Bhandari, B. Assessing the 3D Printing Precision and Texture Properties of Brown Rice Induced by Infill Levels and Printing Variables. Food Bioprocess Technol. 2019, 12, 1185–1196. [Google Scholar] [CrossRef]
- Uribe-Wandurraga, Z.N.; Igual, M.; Reino-Moyón, J.; García-Segovia, P.; Martínez-Monzó, J. Effect of Microalgae (Arthrospira platensis and Chlorella vulgaris) Addition on 3D Printed Cookies. Food Biophys. 2021, 16, 27–39. [Google Scholar] [CrossRef]
- Martínez-Monzó, J.; Cárdenas, J.; García-Segovia, P. Effect of Temperature on 3D Printing of Commercial Potato Puree. Food Biophys. 2019, 14, 225–234. [Google Scholar] [CrossRef]
- Ares, G.; Giménez, A.; Gámbaro, A. Instrumental methods to characterize nonoral texture of dulce de leche. J. Texture Stud. 2006, 37, 553–567. [Google Scholar] [CrossRef]
- García-Segovia, P.; García-Alcaraz, V.; Balasch-Parisi, S.; Martínez-Monzó, J. 3D printing of gels based on xanthan/konjac gums. Innov. Food Sci. Emerg. Technol. 2020, 64, 102343. [Google Scholar] [CrossRef]
- Basu, S.; Singha, S. Influence of sugar substitutes in rheology of fruit gel. In Advances in Food Rheology and Its Applications; Elsevier Inc.: Amsterdam, The Netherlands, 2023; pp. 385–411. [Google Scholar]
- Lassoued, I.; Jridi, M.; Nasri, R.; Dammak, A.; Hajji, M.; Nasri, M.; Barkia, A. Characteristics and functional properties of gelatin from thornback ray skin obtained by pepsin-aided process in comparison with commercial halal bovine gelatin. Food Hydrocoll. 2014, 41, 309–318. [Google Scholar] [CrossRef]
- Nurul, A.G.; Sarbon, N.M. Effects of Ph on functional, rheological and structural properties of eel (Monopterus sp.) skin gelatin compared to bovine gelatin. Int. Food Res. J. 2015, 22, 572–583. [Google Scholar]
- Dille, M.J.; Draget, K.I.; Hattrem, M.N. The effect of filler particles on the texture of food gels. In Modifying Food Texture: Novel Ingredients and Processing Techniques; Elsevier Ltd.: Amsterdam, The Netherlands, 2015; Volume 1, pp. 183–200. [Google Scholar]
- Karabulut, I.; Topcu, A.; Duran, A.; Turan, S.; Ozturk, B. Effect of hot air drying and sun drying on color values and β-carotene content of apricot (Prunus armenica L.). LWT-Food Sci. Technol. 2007, 40, 753–758. [Google Scholar] [CrossRef]
- Dincel Kasapoglu, E.; Kahraman, S.; Tornuk, F. Apricot juice processing byproducts as sources of value-added compounds for food industry. Eur. Food Sci. Eng. 2020, 1, 18–23. [Google Scholar]
- Casas-Forero, N.; Orellana-Palma, P.; Petzold, G. Comparative Study of the Structural Properties, Color, Bioactive Compounds Content and Antioxidant Capacity of Aerated Gelatin Gels Enriched with Cryoconcentrated Blueberry Juice during Storage. Polymers 2020, 12, 2769. [Google Scholar] [CrossRef]
- Igual, M.; García-Segovia, P.; Martínez-Monzó, J. Resistt maltodextrin’s effect on the physicochemical and structure properties of spray dried orange juice powders. Eur. Food Res. Technol. 2021, 247, 1125–1132. [Google Scholar] [CrossRef]
- Maldonado-Rosas, R.; Tejada-Ortigoza, V.; Cuan-Urquizo, E.; Mendoza-Cachú, D.; Morales-de la Peña, M.; Alvarado-Orozco, J.M.; Campanella, O.H. Evaluation of rheology and printability of 3D printing nutritious food with complex formulations. Addit. Manuf. 2022, 58, 103030. [Google Scholar] [CrossRef]
- Kulisiewicz, L.; Baars, A.; Delgado, A. Effect of high hydrostatic pressure on structure of gelatin gels. Bull. Pol. Acad. Sci. Technol. Sci. 2007, 55, 239–244. [Google Scholar]
- Kulisiewicz, L.; Delgado, A. Network structure of gelatin gel at high pressure determined by rheological measurements. High Press Res. 2009, 29, 67–71. [Google Scholar] [CrossRef]
- Montero, P.; Fernández-Díaz, M.D.; Gómez-Guillén, M.C. Characterization of gelatin gels induced by high pressure. Food Hydrocoll. 2002, 16, 197–205. [Google Scholar] [CrossRef]
- Yang, F.; Zhang, M.; Bhandari, B.; Liu, Y. Investigation on lemon juice gel as food material for 3D printing and optimization of printing parameters. LWT-Food Sci. Technol. 2018, 87, 67–76. [Google Scholar] [CrossRef] [Green Version]
- Wani, S.M.; Hussain, P.R.; Masoodi, F.A.; Ahmad, M.; Wani, T.A.; Gani, A.; Rather, S.; Suradkar, P. Evaluation of the Composition of Bioactive Compounds and Antioxidant Activity in Fourteen Apricot Varieties of North India. J. Agric. Sci. 2017, 9, 66. [Google Scholar] [CrossRef]
- Ahmadzadeh, S.; Ubeyitogullari, A. Enhancing the Stability of Lutein by Loading into Dual-Layered Starch-Ethyl Cellulose Gels Using 3D Food Printing. Available online: https://papers.ssrn.com/sol3/papers.cfm?abstract_id=4258387 (accessed on 21 December 2022).
- Santos, D.T.; Meireles, M.A.A. Carotenoid Pigments Encapsulation: Fundamentals, Techniques and Recent Trends. Open Chem. Eng. J. 2014, 4, 42–50. [Google Scholar] [CrossRef]
- Fatima, T.; Bashir, O.; Jan, N.; Scholar, P.; Gani, G.; Bhat, T.A. Nutritional and health benefits of apricots. Int. J. Unani Integr. Med. 2018, 2, 5–9. [Google Scholar]
- Rodriguez-Amaya, D.B.; Rodriguez, E.B.; Amaya-Farfan, J. Advances in Food Carotenoid Research: Chemical and Technological Aspects, Implications in Human Health. Mal. J. Nutr. 2006, 12, 101–121. [Google Scholar]
- Matas, A.; Molina-Montero, C.; Igual, M.; García-Segovia, P.; Martínez-Monzó, J. Printability Prediction of Three Gels for 3D Food Printing. Biol. Life Sci. Forum 2022, 18, 25. [Google Scholar]
- Commission Internationale de l’Eclairage (CIE). Colorimetry, 2nd ed.; Commission Internationale de l’Eclairage: Vienna, Austria, 1986. [Google Scholar]
- Olives Barba, A.I.; Cámara Hurtado, M.; Sánchez Mata, M.C.; Fernández Ruiz, V.; López Sáenz De Tejada, M. Application of a UV-vis detection-HPLC method for a rapid determination of lycopene and β-carotene in vegetables. Food Chem. 2006, 95, 328–336. [Google Scholar] [CrossRef]
- AOAC. Official Methods of Analysis, 17th ed.; AOAC: Gaithersburg, MD, USA, 2000. [Google Scholar]
- Khamis, H.; Lusweti, K.; Mwevura, H.; Nyanzi, S.; Kiremire, B.T. Quantification of Lycopene from Tomatoes and Watermelons by Using Beer-Lambert Principle. Technol. Sci. Am. Sci. Res. J. Eng. 2017, 38, 119–133. [Google Scholar]
- Igual, M.; García-Martínez, E.; Camacho, M.M.; Martínez-Navarrete, N. Stability of micronutrients and phytochemicals of grapefruit jam as affected by the obtention process. Food Sci. Technol. Int. 2016, 22, 203–212. [Google Scholar] [CrossRef] [PubMed]







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| G30 | G50 | G70 | |
|---|---|---|---|
| °Brix | 8.7 (0.2) c | 11.4 (0.3) b | 14.5 (0.3) a |
| pH | 4.457 (0.006) a | 4.21 (0.02) b | 4.013 (0.006) c |
| aw | 0.9964 (0.0006) a | 0.9946 (0.0003) b | 0.9925 (0.0003) c |
| G* (Pa) | 182 (4) b | 190 (7) b | 259 (20) a |
| G′ (Pa) | 181 (4) b | 186 (7) b | 253 (20) a |
| G″ (Pa) | 20.6 (0.6) c | 34.2 (0.4) b | 57 (4) a |
| Tan δ | 0.114 (0.006) c | 0.183 (0.005) b | 0.226 (0.006) a |
| η* (Pa∙s) | 28.9 (0.5) b | 30.2 (1.2) b | 41 (3) a |
| G30 | G50 | G70 | |
|---|---|---|---|
| Gr (N/s) | 2.5 (0.3) a | 2.12 (0.06) ba | 1.5 (0.5) b |
| FM (N) | 130 (2) c | 139 (2) b | 144 (3) a |
| Fm (N) | 123 (3) b | 135 (3) a | 137 (2) a |
| aw | pH | G* | G′ | G″ | Tan δ | η* | Gr | FM | Fm | |
|---|---|---|---|---|---|---|---|---|---|---|
| °Brix | −0.9791 * | −0.9926 * | 0.8945 * | 0.8845 * | 0.9883 * | 0.9766 * | 0.8945 * | −0.8561 * | 0.9430 * | 0.8670 * |
| aw | 0.9801 * | −0.8754 * | −0.8653 * | −0.9746 * | −0.9677 * | −0.8754 * | 0.8069 * | −0.9033 * | −0.8369 * | |
| pH | −0.8451 * | −0.8333 * | −0.9715 * | −0.9939 * | −0.8452 * | 0.8449 * | −0.9525 * | −0.9047 * | ||
| G* | 0.9997 * | 0.9448 * | 0.7934 * | 1.0000 * | −0.8010 * | 0.7287 * | 0.6262 * | |||
| G′ | 0.9373 * | 0.7798 * | 0.9997 * | −0.7928 * | 0.7147 * | 0.6116 * | ||||
| G″ | 0.9488 * | 0.9448 * | −0.8692 * | 0.8897 * | 0.8150 * | |||||
| Tan δ | 0.7935 * | −0.8419 * | 0.9548 * | 0.9211 * | ||||||
| η* | −0.8010 * | 0.7288 * | 0.6263 * | |||||||
| Gr | −0.8224 * | −0.7734 * | ||||||||
| FM | 0.9221 * |
| P30 | P50 | P70 | |
|---|---|---|---|
| L* (D65) | 51.5 (3.2) a | 48.1 (2.4) a | 42.1 (0.6) b |
| a* (D65) | 5.2 (0.6) c | 8.4 (0.4) b | 10.7 (0.2) a |
| b* (D65) | 33.4 (1.4) c | 40.6 (0.9) b | 43.1 (1.6) a |
| C* | 33.8 (1.4) c | 41.4 (1.2) b | 44.4 (1.5) a |
| h* | 1.418 (0.015) a | 1.366 (0.007) b | 1.326 (0.012) c |
| P30 | P50 | P70 | |
|---|---|---|---|
| G* (Pa) | 296 (18) c | 384 (34) b | 582 (26) a |
| G′ (Pa) | 295 (18) c | 380 (34) b | 575 (26) a |
| G″ (Pa) | 28.2 (0.4) c | 52 (3) b | 87 (2) a |
| Tan δ (°) | 0.095 (0.005) c | 0.137 (0.005) b | 0.153 (0.003) a |
| η* (Pa s) | 47 (3) c | 61 (5) b | 92 (4) a |
| P30 | P50 | P70 | |
|---|---|---|---|
| Hardness (N) | 1.04 (0.09) c | 1.39 (0.16) b | 1.73 (0.15) a |
| Adhesiveness (N·s) | −0.45 (0.07) a | −0.38 (0.12) a | −0.71 (0.16) b |
| Cohesiveness | 0.78 (0.02) a | 0.75 (0.02) ba | 0.74 (0.06) b |
| Springiness | 0.88 (0.02) b | 0.91 (0.03) a | 0.88 (0.02) b |
| Gummies (N) | 0.83 (0.06) b | 1.06 (0.14) a | 1.22 (0.22) a |
| Resilience | 0.46 (0.03) a | 0.44 (0.02) a | 0.37 (0.03) b |
| G′ | G″ | Tan δ | η* | HD | AD | H | A | C | S | G | R | |
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| G* | 1.0000 * | 0.9889 * | 0.8491 * | 1.0000 * | −0.9700 * | −0.1234 | 0.9635 * | −0.8013 * | −0.8245 * | −0.1454 | 0.9283 * | −0.9019 * |
| G′ | 0.9883 * | 0.8473 * | 1.0000 * | −0.9692 * | −0.1236 | −0.9626 * | −0.8025 * | −0.8243 * | −0.1472 | 0.9273 * | −0.9030 * | |
| G″ | 0.9159 * | 0.9888 * | −0.9897 * | −0.1244 | −0.9897 * | −0.7397 * | 0.8286 * | −0.0535 | 0.9585 * | −0.8508 * | ||
| Tan δ | 0.8497 * | −0.9190 * | −0.1137 | 0.9532 * | −0.4718 | −0.7803 * | 0.2385 | 0.9532 * | −0.6543 * | |||
| η* | −0.9699 * | −0.1235 | 0.9635 * | −0.8013 * | −0.8245 * | −0.1454 | 0.9282 * | −0.9019 * | ||||
| HD | 0.1200 | −0.9816 * | 0.7140 * | 0.7839 * | 0.0237 | −0.9383 * | 0.8169 * | |||||
| AD | −0.1213 | 0.0117 | 0.0033 | −0.2775 | −0.0543 | 0.0852 | ||||||
| H | −0.6457 * | −0.8077 * | 0.0730 | 0.9703 | −0.8098 * | |||||||
| A | 0.7151 * | 0.5358 | −0.6607 * | 0.7963 * | ||||||||
| C | 0.0733 | −0.9013 * | 0.7362 * | |||||||||
| S | 0.1004 | 0.2531 | ||||||||||
| G | −0.7972 * |
| Sample | TC | LP | TP |
|---|---|---|---|
| G30 | 0.573 (0.013) cA | 0.294 (0.008) cA | 41.6 (0.3) cA |
| G50 | 0.858 (0.012) bA | 0.356 (0.012) bA | 48.9 (1.4) bA |
| G70 | 1.279 (0.012) aA | 0.451 (0.012) aA | 59.2 (0.8) aA |
| P30 | 0.481 (0.012) cB | 0.287 (0.007) cA | 41.1 (0.3) cA |
| P50 | 0.692 (0.004) bB | 0.358 (0.003) bA | 47.6 (0.4) bA |
| P70 | 1.07 (0.02) aB | 0.452 (0.005) aA | 58.1 (1.2) aA |
| Chemical Composition Apricot Pulp | Average Values per 100 g |
|---|---|
| Energy value | 43 Kcal/180 Kj |
| Fat | 0.1 g |
| of which saturated fatty acids | <0.1 g |
| Carbohydrates | 8.5 g |
| of which sugars | 8 g |
| Dietary fiber | 2.5 g |
| Proteins | 0.8 g |
| Sodium | <0.1 g |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Molina-Montero, C.; Matas, A.; Igual, M.; Martínez-Monzó, J.; García-Segovia, P. Impact of Apricot Pulp Concentration on Cylindrical Gel 3D Printing. Gels 2023, 9, 253. https://doi.org/10.3390/gels9030253
Molina-Montero C, Matas A, Igual M, Martínez-Monzó J, García-Segovia P. Impact of Apricot Pulp Concentration on Cylindrical Gel 3D Printing. Gels. 2023; 9(3):253. https://doi.org/10.3390/gels9030253
Chicago/Turabian StyleMolina-Montero, Carmen, Adrián Matas, Marta Igual, Javier Martínez-Monzó, and Purificación García-Segovia. 2023. "Impact of Apricot Pulp Concentration on Cylindrical Gel 3D Printing" Gels 9, no. 3: 253. https://doi.org/10.3390/gels9030253
APA StyleMolina-Montero, C., Matas, A., Igual, M., Martínez-Monzó, J., & García-Segovia, P. (2023). Impact of Apricot Pulp Concentration on Cylindrical Gel 3D Printing. Gels, 9(3), 253. https://doi.org/10.3390/gels9030253