
High-Speed Digital Photography of Gaseous Cavitation in a Narrow Gap Flow


Abstract
:1. Introduction
1.1. Cavitation in General
1.2. Cavitation Related to Lubrication Systems
- (a)
- If, suddenly, the pressure is reduced to but remains larger than , the dissolved gas nuclei will merge into a separate gaseous phase and, at a critical cluster radius, rupture the homogeneity of the oil film. This is in essence gaseous cavitation. …
- (b)
- If the pressure is lowered to , volatile hydrocarbon nuclei can be engendered by nucleation sites at the surfaces (akin to nucleate boiling) or by impurities existing in the fluid. Upon nucleation, they will either form a new cavity or be released into an existing gaseous cavity forming a mixture of dissolved gases and vapors. …
- (c)
- Finally, the so-called pseudo-cavitation can occur when the size of the bubble changes due to a variation of rather than an adiabatic and isothermal mass exchange from oil to the cavity”.
1.3. Summary and Comparison between Cavitation in General and Cavitation in Lubricant Systems, Particularly in Lubricant Films
- (a)
- Cavitation erosion remains a restricting factor pertaining the reliability of journal bearings;
- (b)
- All available sources agree that erosion must be caused by vaporous cavitation;
- (c)
- Due to the amount of dissolved gas in lubricating fluids, the effect of gas cavitation must be taken into consideration;
- (d)
- Gaseous cavitation reduces the effect of vaporous cavitation;
- (e)
- There exist two processes of vaporous cavitation which may result in erosion:
- The traditional and well-documented case of the implosion of bubbles generating pressure waves and impinging jets;
- The newly proposed case [17] that the inception of a bubble leads to the relaxation of high local strain energies on nearby surfaces.
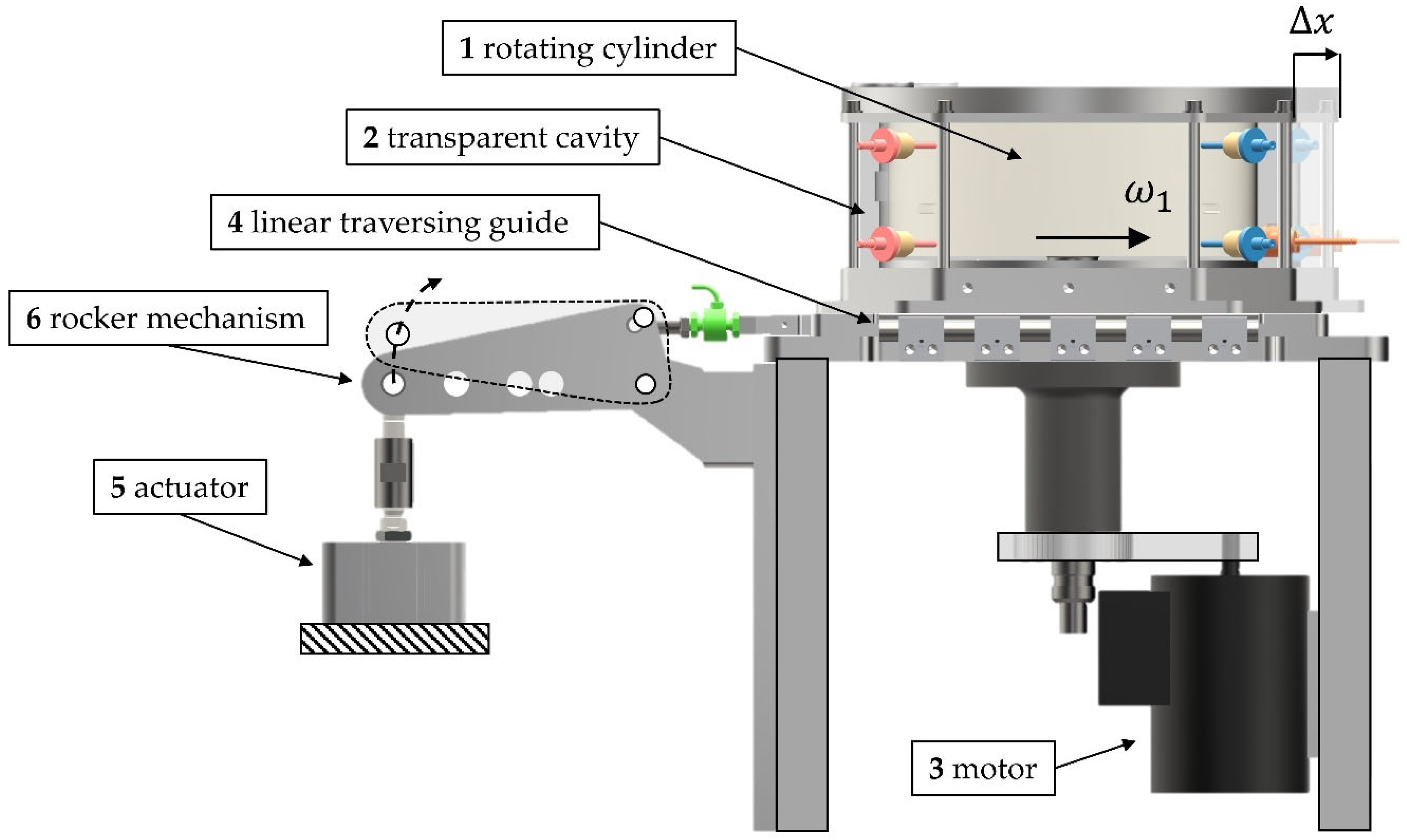
2. Experimental Apparatus and Set-Up
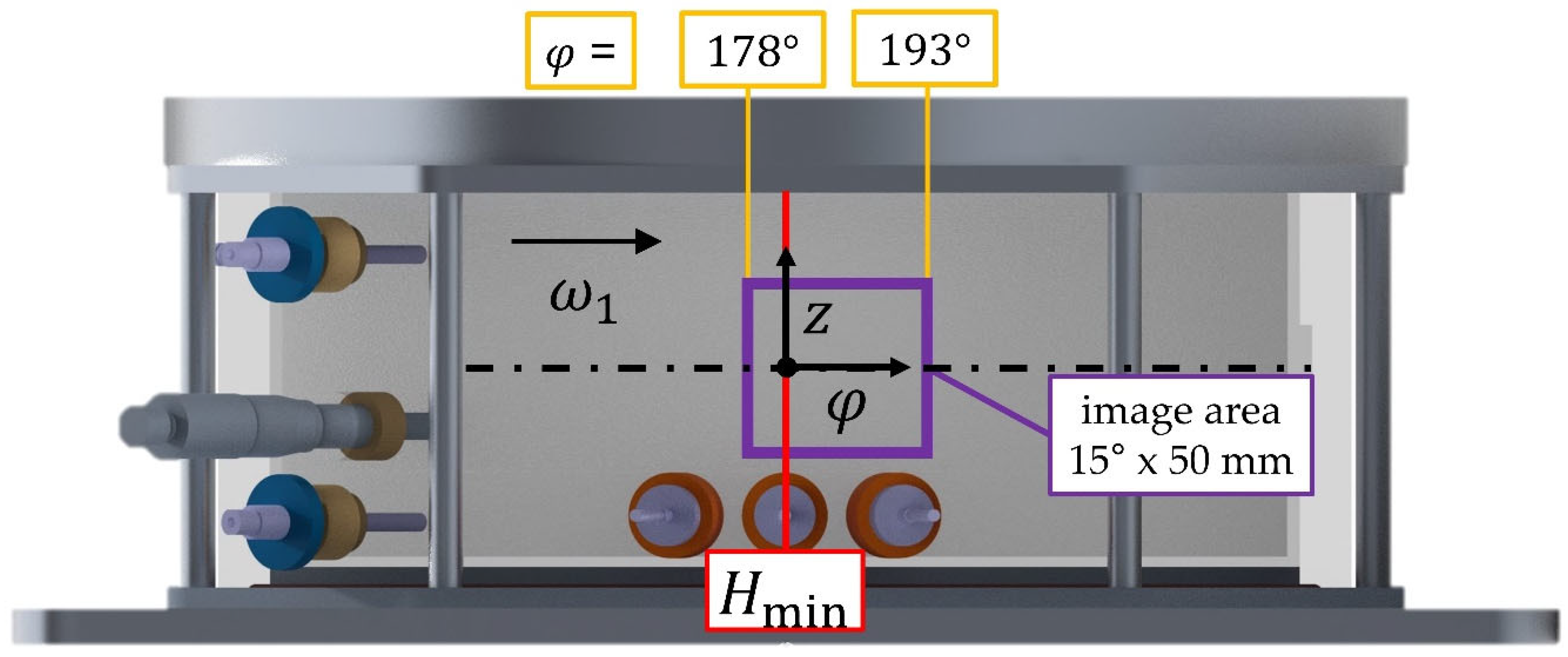
2.1. Experiment
2.2. Camera
2.3. Fluid and Dissolved Gas
- (a)
- For a high level of dissolved gas: stock paraffin that is saturated with air;
- (b)
- For a low level of dissolved gas: vacuum-treated paraffin with reduced air content.
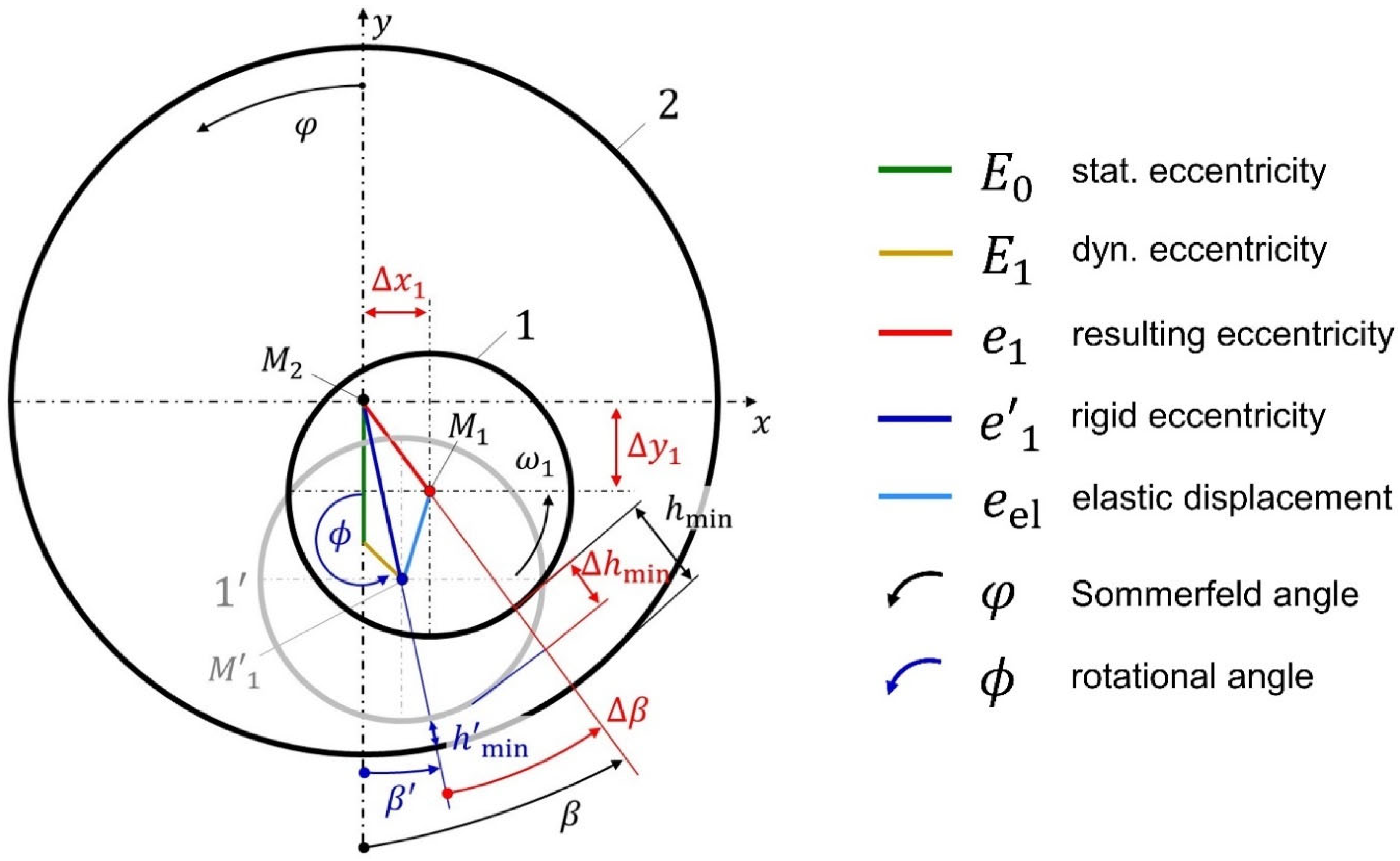
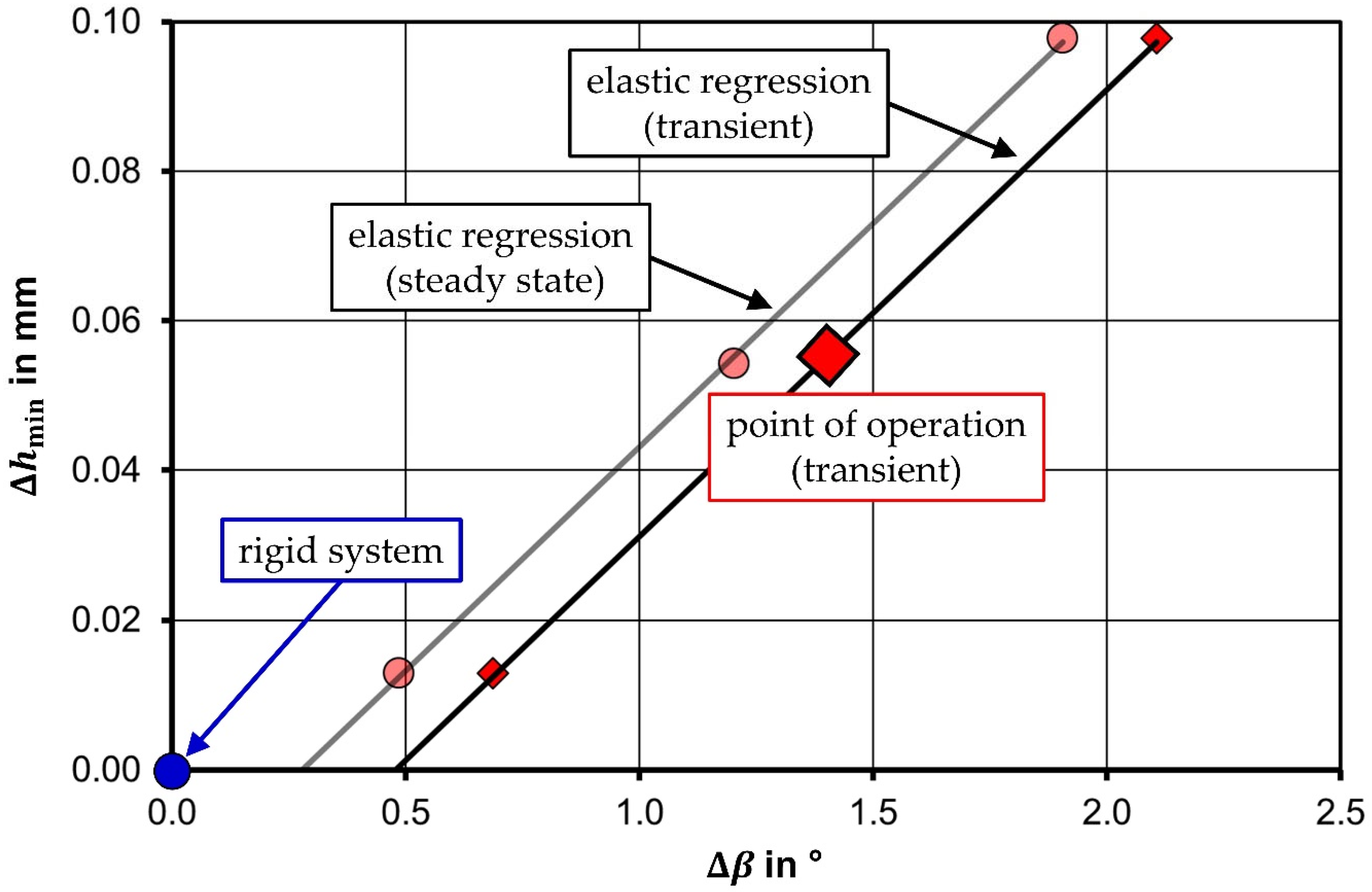
2.4. Main Parameters and Elasticity
2.5. Broader Perspective and Physical Parameters
3. Experimental Results Accrued for Numerical Simulation
4. Results
4.1. High-Speed Photography—Raw Material
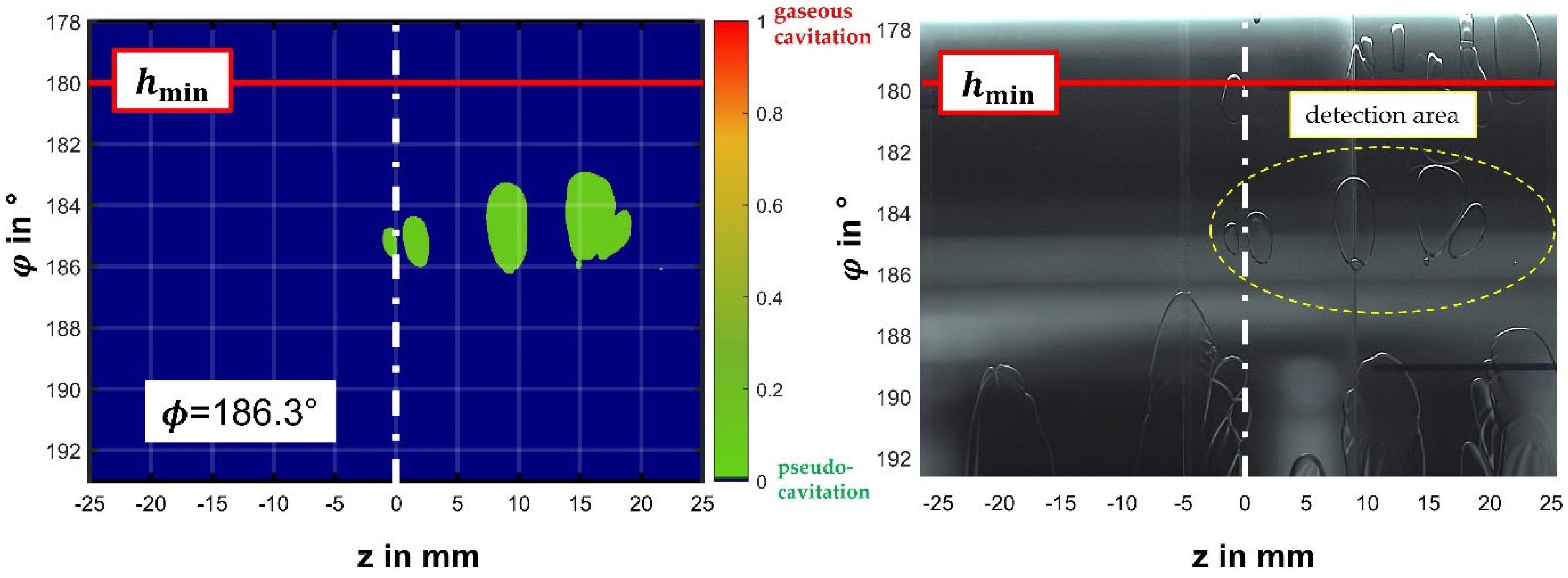
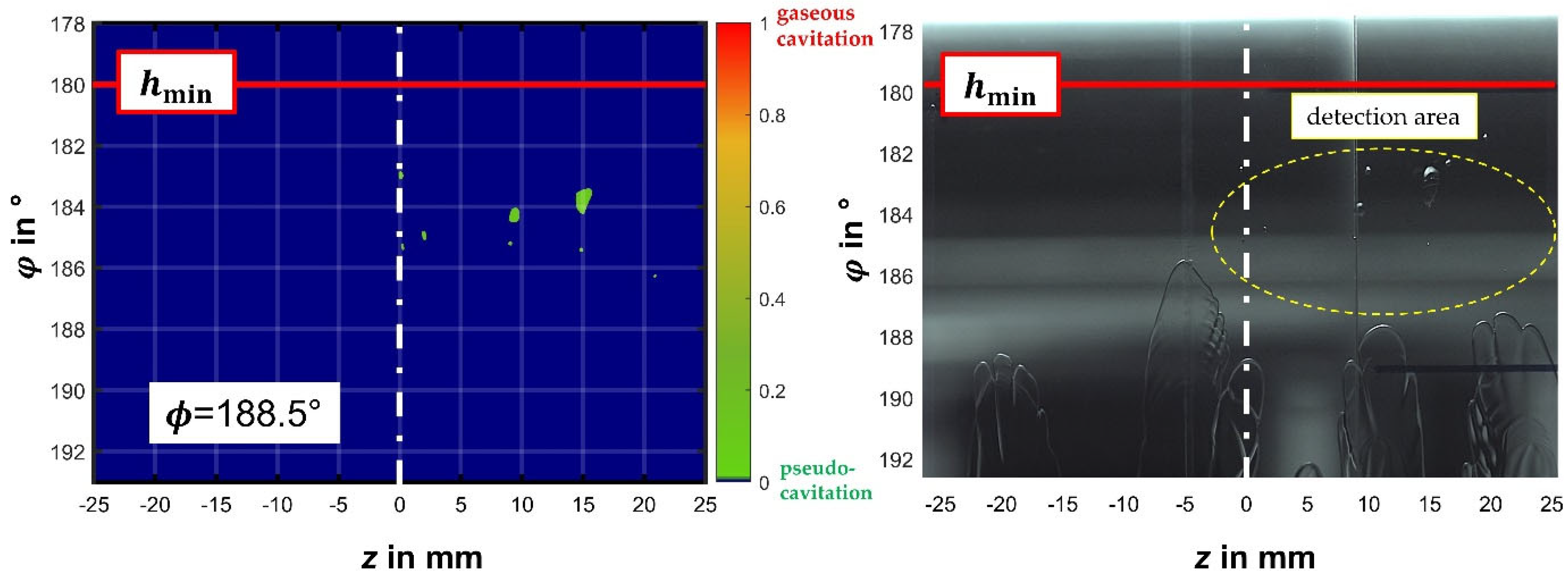
4.2. High-Speed Photography—Evaluation by Digital Imaging
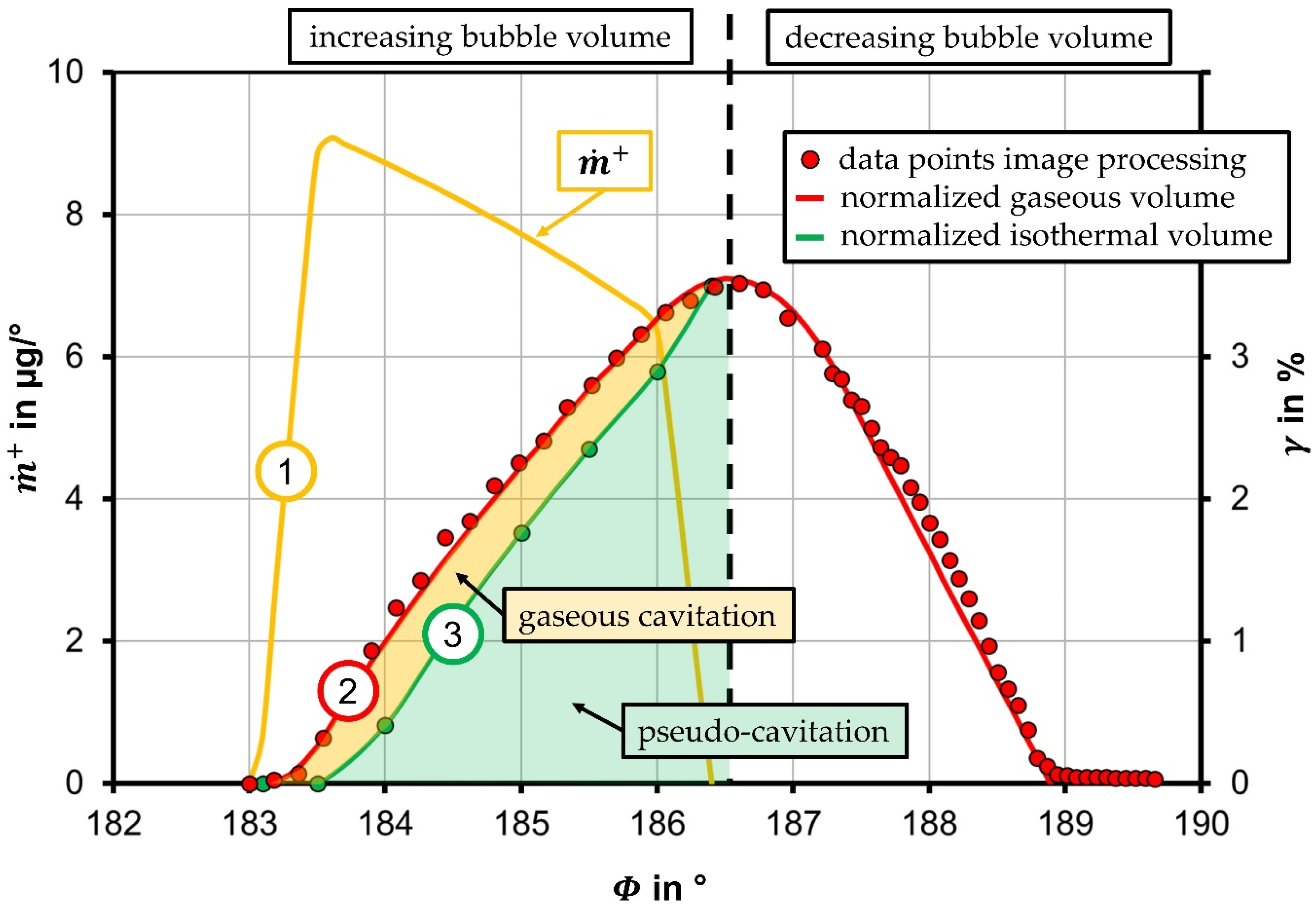
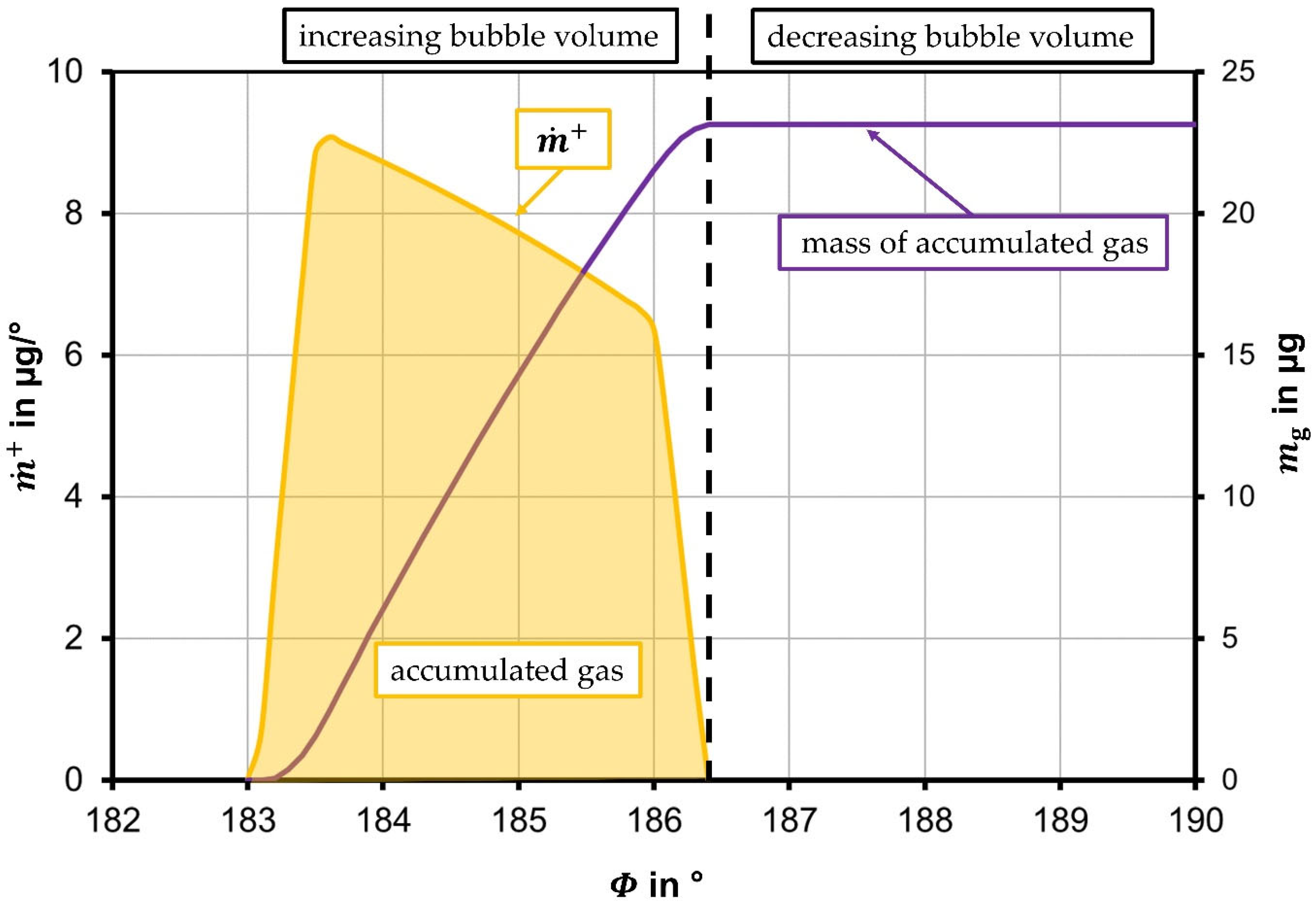
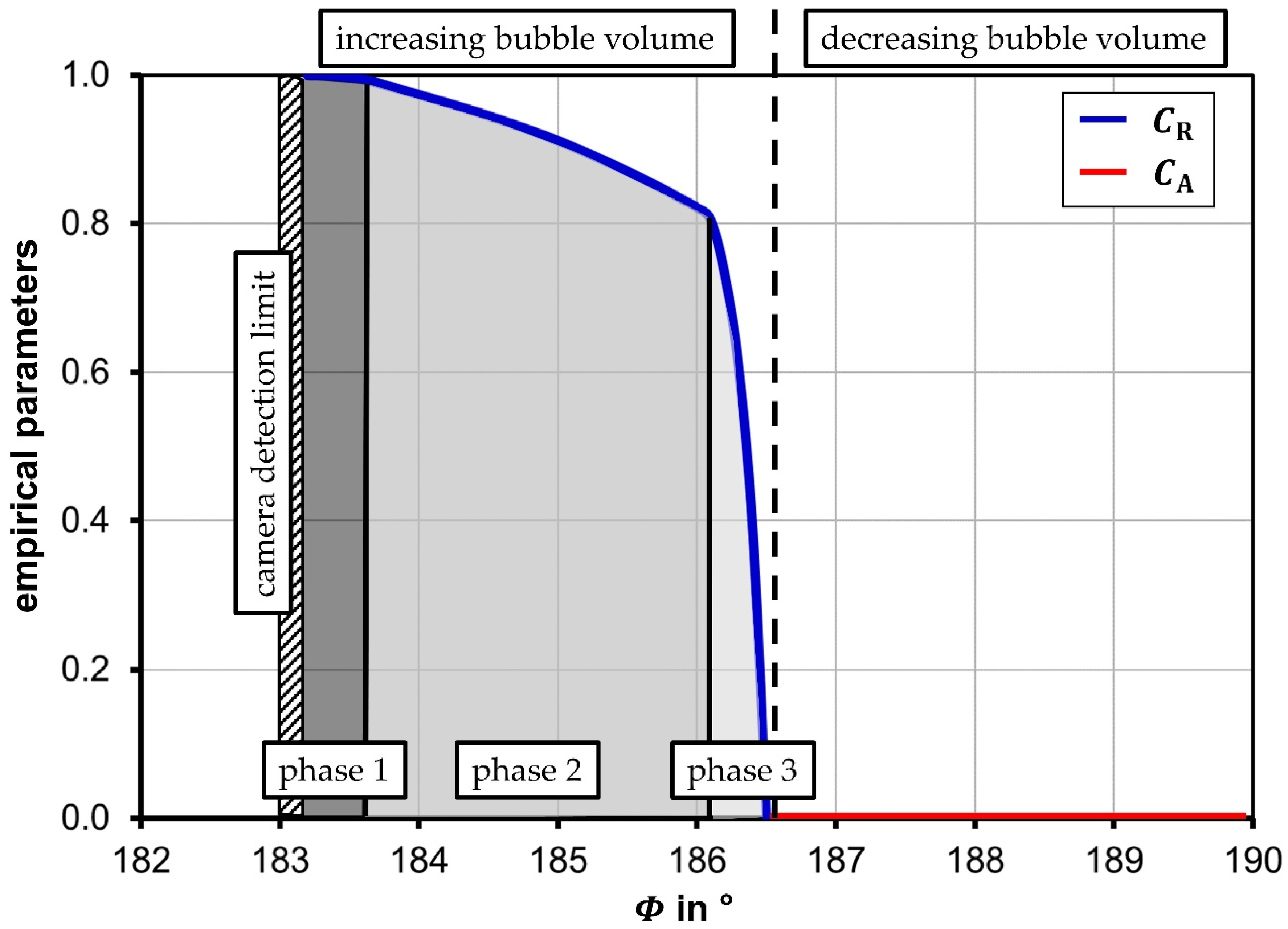
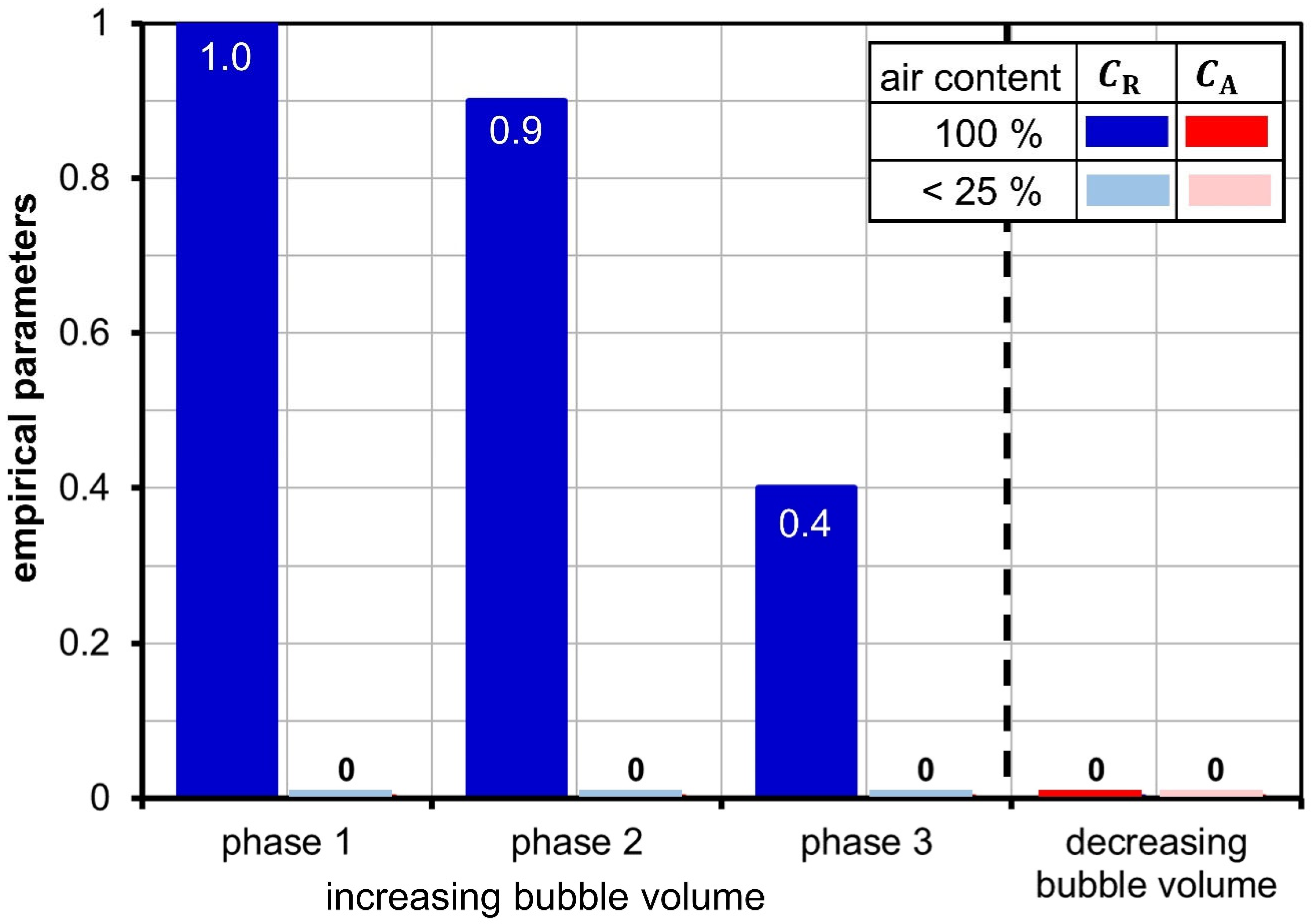
4.3. Empirical Parameters of the Schneer-Sauer Model
5. Discussion
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
Nomenclature
| image area | |
| cylinder height, fluid film width | |
| coefficient for gas absorption | |
| coefficient for gas release | |
| diameter of bubble | |
| bubble expansion velocity | |
| static eccentricity | |
| dynamic eccentricity | |
| resulting eccentricity | |
| rigid eccentricity | |
| elastic displacement | |
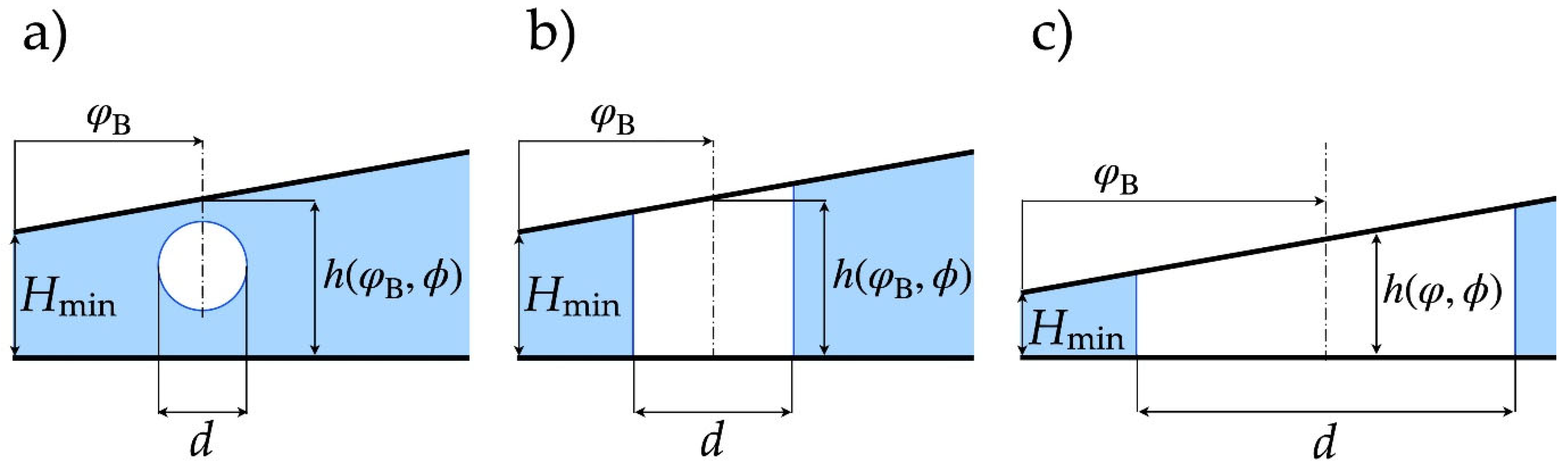
| clearance between cylinder 1 and cavity 2 | |
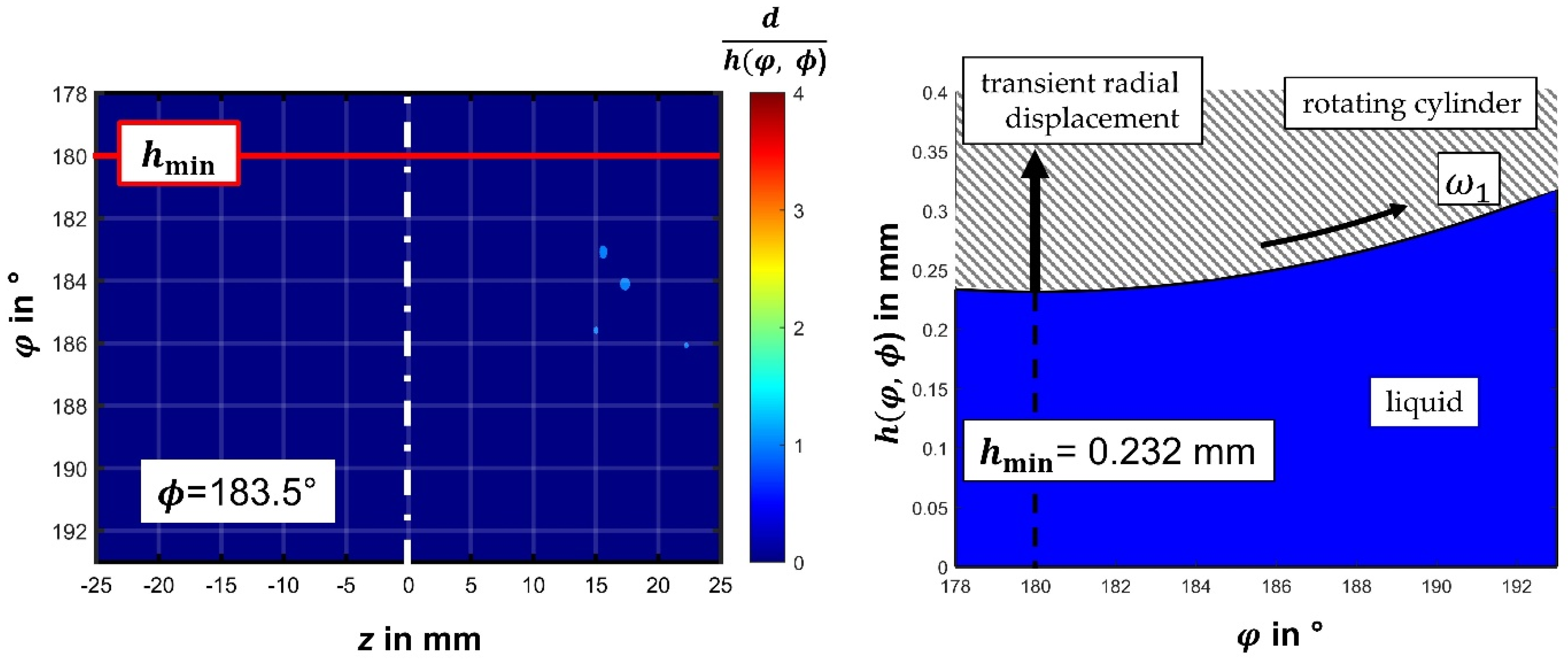
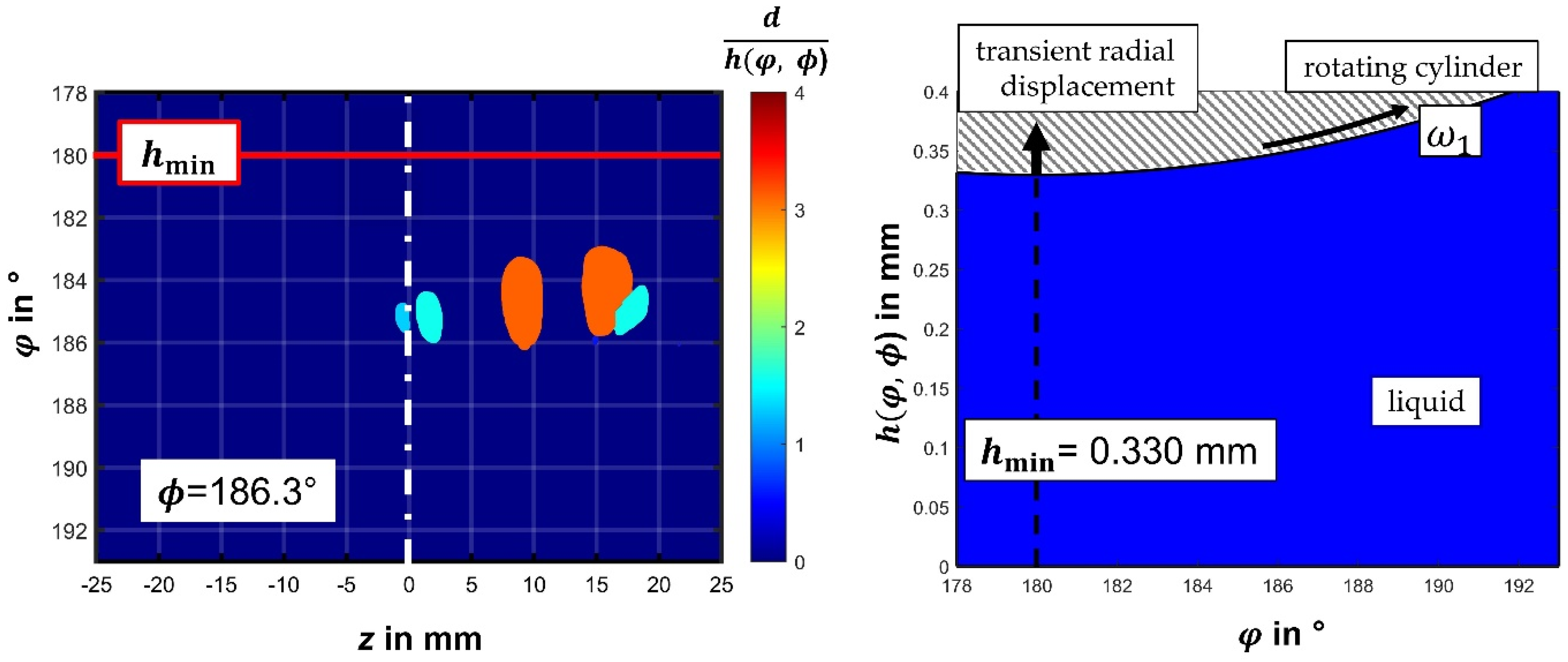
| absolute minimal fluid film thickness | |
| local, transient film thickness | |
| displacement velocity | |
| momentary minimal fluid film thickness | |
| rigid minimal fluid film thickness | |
| elastic change of fluid film thickness | |
| density averaged fluid mass | |
| mass flow per unit volume during expansion | |
| mass flow during expansion | |
| mass flow per unit volume during shrinking | |
| mass of released gas | |
| liquid mass | |
| local pressure | |
| equilibrium pressure of a gas dissolved in the liquid | |
| vapor pressure | |
| pressure difference | |
| radius of inner cylinder | |
| radius of cavity | |
| Reynolds number | |
| time | |
| fluid velocity | |
| bubble volume | |
| gaseous volume | |
| time-dependent volume | |
| coordinates | |
| Greek Symbols | |
| volume fraction | |
| lateral displacement of minimum film thickness | |
| resulting lateral displacement of minimum film thickness | |
| elastic lateral displacement of minimum film thickness | |
| normalized gaseous volume | |
| relative static eccentricity | |
| relative dynamic eccentricity | |
| eccentricity ratio | |
| kinematc viscosity | |
| dynamic viscosity | |
| local density | |
| reference density | |
| gas density | |
| liquid density | |
| Sommerfeld angle | |
| rotational angle | |
| normalized clearance | |
| rotational speed of inner cylinder | |
| Mathematical Operators | |
| nabla operator | |
| signum function | |
| difference | |
References
- Wilson, R.W. Cavitation damage in plane bearings. In Cavitation and Related Phenomena in Lubrication, Proceedings of the 1st Leeds-Lyon Symposium on Tribology, Leeds, UK, 14–17 September 1974; Dowson, D., Godet, M., Taylor, C.M., Eds.; Mechanical Engineering Publications Ltd.: London, UK, 1975; pp. 177–184. ISBN 0-85298-324-7. [Google Scholar]
- Borbe, P.C. Beitrag zur Werkstoffzerstörung durch Strömungskavitation in Kalten und Warmen Brauchwässern. Ph.D. Thesis, Universität Hannover, Hannover, Germany, 1968. [Google Scholar]
- Mottyll, S. Numerical 3D Flow Simulation of Cavitation at Ultrasonic Horns and Assessment of Flow Aggressiveness, Erosion Sensitive Wall Zones and Incubation Time. Ph.D. Thesis, Ruhr-Universität Bochum, Bochum, Germany, 2017. [Google Scholar]
- Peters, A. Numerical Modelling and Prediction of Cavitation Erosion Using Euler-Euler and Multi-Scale Euler-Lagrange Methods. Ph.D. Thesis, Universität Duisburg-Essen, Duisburg, Germany, 2019. [Google Scholar]
- Peters, A.; El Moctar, O. Numerical assessment of cavitation-induced erosion using a multi-scale Euler–Lagrange method. J. Fluid Mech. 2020, 894, 1–53. [Google Scholar] [CrossRef]
- Lyu, X.; Zhu, Y.; Zhang, C.; Hu, X.; Adams, N.A. Modeling of Cavitation Bubble Cloud with Discrete Lagrangian Tracking. Water 2021, 13, 2684. [Google Scholar] [CrossRef]
- Rosenberg, M.D. Gaseous-Type Cavitation in Liquids; Acoustic Research Laboratory Harvard University: Havard, MA, USA, 1953. [Google Scholar]
- Graf, G.; Kollmann, K. Untersuchungen der Hauptlager eines 8-Zylinder-4-Takt-Schiffsdieselmotors. In FVV-Forschungsbericht; Nr. 2-211/10; FVV: Frankfurt am Main, Germany, 1964; pp. 1–69. [Google Scholar]
- Dowson, D.; Taylor, C.M. Cavitation in Bearings. Annu. Rev. Fluid Mech. 1979, 11, 35–65. [Google Scholar] [CrossRef]
- Braun, M.J.; Hendricks, R.C. An Experimental Investigation of the Vaporous/Gaseous Cavity Characteristics of an Eccentric Journal Bearing. ASLE Trans. 1984, 27, 1–14. [Google Scholar] [CrossRef]
- Brewe, D.E. Theoretical Modeling of the Vapor Cavitation in Dynamically Loaded Journal Bearings. J. Tribol. 1986, 108, 628–637. [Google Scholar] [CrossRef] [Green Version]
- Sun, D.C.; Brewe, D.E. A High Speed Photography Study of Cavitation in a Dynamically Loaded Journal Bearing. J. Tribol. 1991, 113, 287–292. [Google Scholar] [CrossRef]
- Leonard, B.; Sadeghi, F.; Cipra, R. Gaseous Cavitation and Wear in Lubricated Fretting Contacts. Tribol. Trans. 2008, 51, 351–360. [Google Scholar] [CrossRef]
- Xing, C. Analysis of the Characteristics of a Squeeze Film Damper by Three-Dimensional Navier-Stokes-Equations: A Numerical Approach and Experimental Validation. Ph.D. Thesis, University of Akron, Akron, OH, USA, 2009. [Google Scholar]
- Braun, M.J.; Hannon, W.M. Cavitation formation and modelling for fluid film bearings: A review. Proc. Inst. Mech. Eng. Part J J. Eng. Tribol. 2010, 224, 839–863. [Google Scholar] [CrossRef]
- Osterland, S.; Müller, L.; Weber, J. Influence of Air Dissolved in Hydraulic Oil on Cavitation Erosion. Int. J. Fluid Power 2021, 2021, 373–392. [Google Scholar] [CrossRef]
- Chen, Y.L.; Israelachvili, J. New Mechanism of Cavitation Damage. Science 1991, 252, 1157–1160. [Google Scholar] [CrossRef]
- Zhou, J.; Vacca, A.; Manhartsgruber, B. A Novel Approach for the Prediction of Dynamic Features of Air Release and Absorption in Hydraulic Oils. J. Fluids Eng. 2013, 135, 091305. [Google Scholar] [CrossRef]
- Pendovski, D.; Pischinger, S. Dynamic Oil Pressure in Connecting Rod Bearings and Their Influence on Innovative Cranktrain Technologies; SAE International: Warrendale, PA, USA, 2019. [Google Scholar] [CrossRef]
- Reinke, P.; Schmidt, M.; Beckmann, T. Advanced Model Experiment for the Research of Journal Bearings with Cavitation; SAE International: Warrendale, PA, USA, 2019. [Google Scholar] [CrossRef]
- Gläser, H. Schäden an Gleit-und Wälzlagerungen, 1st ed.; Verlag Technik: Berlin, Germany, 1990; ISBN 978-3-3410-0798-3. [Google Scholar]
- Garner, D.R.; James, R.D.; Warriner, J.F. Cavitation Erosion Damage in Engine Bearings: Theory and Practice. J. Eng. Power 1980, 102, 847–857. [Google Scholar] [CrossRef]
- Engel, U. Schäden an Gleitlagern in Kolbenmaschinen. In Schäden an Geschmierten Maschinenelementen: Gleitlager, Wälzlager, Zahnräder, 2nd ed.; Bartz, W., Ed.; Expert-Verlag: Renningen, Germany, 1992; pp. 364–365. ISBN 978-3-8169-0255-3. [Google Scholar]
- Reinke, P.; Ahlrichs, J.; Beckmann, T.; Schmidt, M. Bubble Dynamics in a Narrow Gap Flow under the Influence of Pressure Gradient and Shear Flow. Fluids 2020, 5, 208. [Google Scholar] [CrossRef]
- Kahlert, W. Untersuchungen über den Einfluß der Trägheitskräfte bei der Hydrodynamischen Schmiermitteltheorie. Ph.D. Thesis, Technical University Braunschweig, Braunschweig, Germany, 1946. [Google Scholar]
- Reinke, P.; Schmidt, M.; Beckmann, T. The cavitating Taylor-Couette flow. Phys. Fluids 2018, 30, 104101. [Google Scholar] [CrossRef]
- Eagles, P.; Stuart, J.T.; Diprima, R.C. The effects of eccentricity on torque and load in Taylor-vortex flow. J. Fluid Mech. 1978, 87, 209–231. [Google Scholar] [CrossRef]
- DiPrima, R.C. A Note on the Stability of Flow in Loaded Journal Bearings. ASLE Trans. 1963, 6, 249–253. [Google Scholar] [CrossRef]
- Ferziger, J.H.; Perić, M. Numerische Strömungsmechanik, 1st ed.; Springer: Berlin/Heidelberg, Germany, 2008; pp. 460–472. ISBN 978-3-540-67586-0. [Google Scholar]
- Sauer, J. Instationär Kavitierende Strömungen—Ein Neues Modell, Basierend auf Front Capturing (VoF) und Blasendynamik. Ph.D. Thesis, Universität Karlsruhe, Karlsruhe, Germany, 2000. [Google Scholar]
- Schnerr, G.H.; Sauer, J. Physical and numerical modelling of unsteady cavitation dynamics. In Proceedings of the 4th International Conference on Multiphase Flow, New Orleans, LA, USA, 27 May–1 June 2001; Michaelides, E.E., Ed.; Elsevier: New Orleans, LA, USA, 2002; Volume 1, p. 12. [Google Scholar]




















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Issue | Hydraulic Systems | Lubricant Films |
|---|---|---|
| fluid | water | oil |
| viscosity | low | high |
| compressibility | yes, mixture of water and gas bubbles [6] | no |
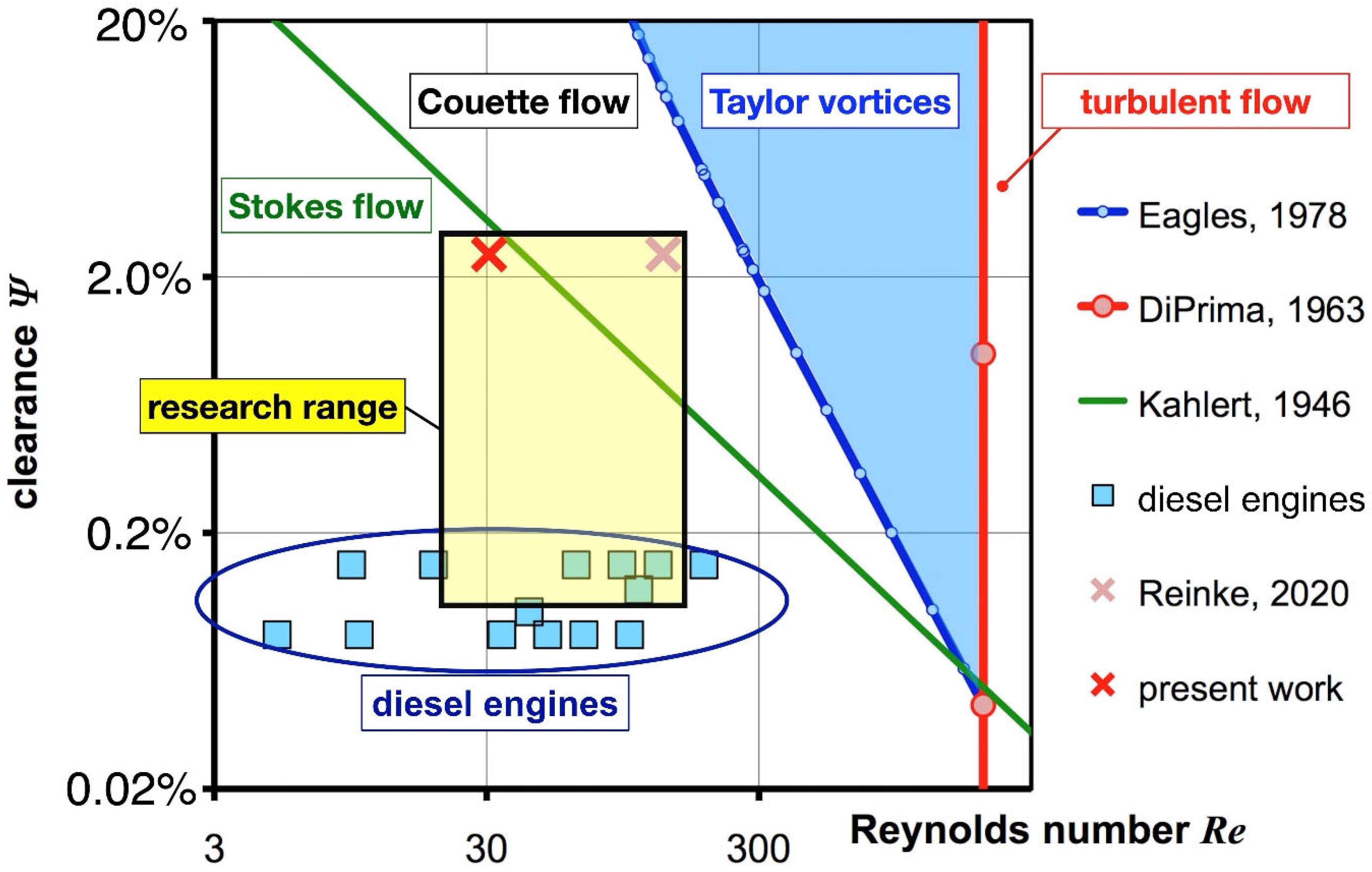
| type of flow | turbulent (Re > 2000) | Stokes flow (Re · Ψ < 1) |
| dissolved gas | negligible [4] | relevant [10,16,18,19] |
| dimensions | 3D isometric domain characteristic length >> bubble diameter | 2D domain film thickness ≈ bubble diameter |
| variability of fluid domain | no | yes, dynamic displacement of adjacent walls |
| type of cavitation | type is defined by the bubble formation in the fluid: cloud, sheet, line, according to [4,6] | type is related to bearing failure assessment [21,22,23]: suction cavitation exit cavitation impact cavitation flow cavitation |
| indicator for material erosion | pressure fluctuations, unsteady condition of bubble distribution [4,5,6] | dynamic increase in fluid film thickness caused by the displacement of adjacent walls [8] |
| form of cavitation | full cavitation partial cavitation inertia cavitation | gaseous cavitation vaporous cavitation pseudo-cavitation [14] |
| Symbol | Value | Definition | Description |
|---|---|---|---|
| 111.0 mm | cylinder height | ||
| 3.417 mm | static eccentricity | ||
| 0.030 mm | dynamic eccentricity | ||
| 3.62 mm | clearance between cylinder and cavity | ||
| 0.173 mm | absolute minimal fluid film thickness | ||
| 146.44 mm | radius of inner cylinder | ||
| 150.06 mm | radius of cavity | ||
| 94.40% | relative static eccentricity | ||
| 0.83% | relative dynamic eccentricity | ||
| 0.88% | eccentricity ratio | ||
| 2.47% | normalized clearance | ||
| 12.6 1/s | rotational speed of inner cylinder | ||
| Re | 30.7 | Reynolds number | |
| Properties of Paraffin at 20 °C | |||
| 874 kg/m3 | density | ||
| 190 mPa s | dynamic viscosity | ||
| 217 mm2/s | kinematic viscosity | ||
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Reinke, P.; Ahlrichs, J.; Beckmann, T.; Schmidt, M. High-Speed Digital Photography of Gaseous Cavitation in a Narrow Gap Flow. Fluids 2022, 7, 159. https://doi.org/10.3390/fluids7050159
Reinke P, Ahlrichs J, Beckmann T, Schmidt M. High-Speed Digital Photography of Gaseous Cavitation in a Narrow Gap Flow. Fluids. 2022; 7(5):159. https://doi.org/10.3390/fluids7050159
Chicago/Turabian StyleReinke, Peter, Jan Ahlrichs, Tom Beckmann, and Marcus Schmidt. 2022. "High-Speed Digital Photography of Gaseous Cavitation in a Narrow Gap Flow" Fluids 7, no. 5: 159. https://doi.org/10.3390/fluids7050159
APA StyleReinke, P., Ahlrichs, J., Beckmann, T., & Schmidt, M. (2022). High-Speed Digital Photography of Gaseous Cavitation in a Narrow Gap Flow. Fluids, 7(5), 159. https://doi.org/10.3390/fluids7050159