
Piezoresistive Response of Integrated CNT Yarns under Compression and Tension: The Effect of Lateral Constraint



Abstract
:
1. Introduction
2. Materials and Fabrication
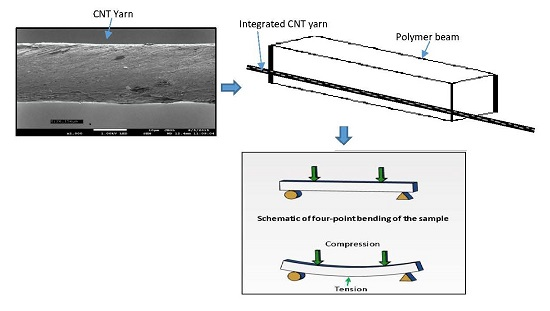
2.1. Carbon Nanotube Yarn
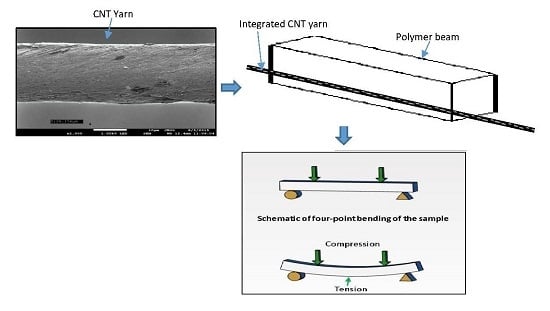
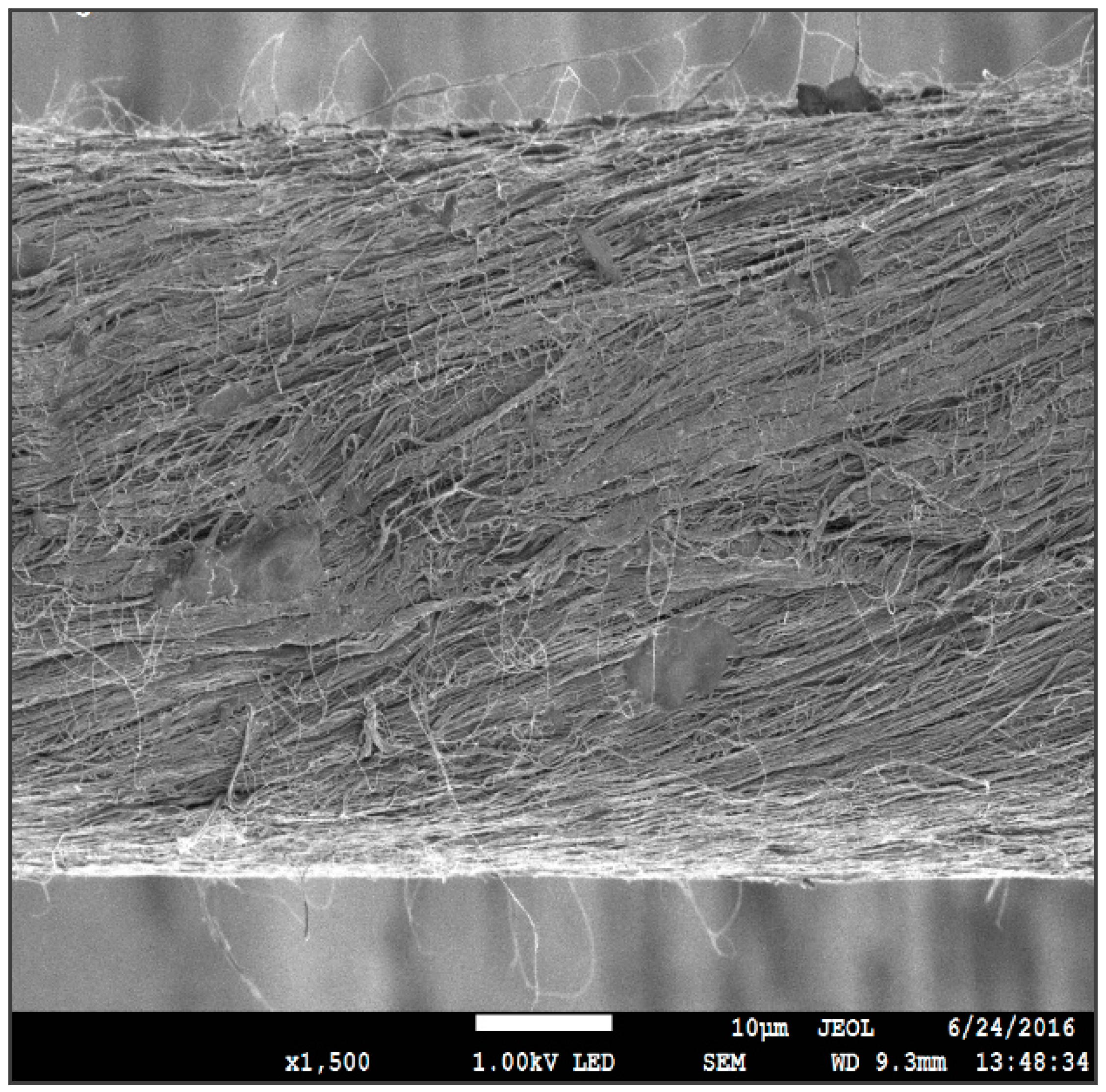
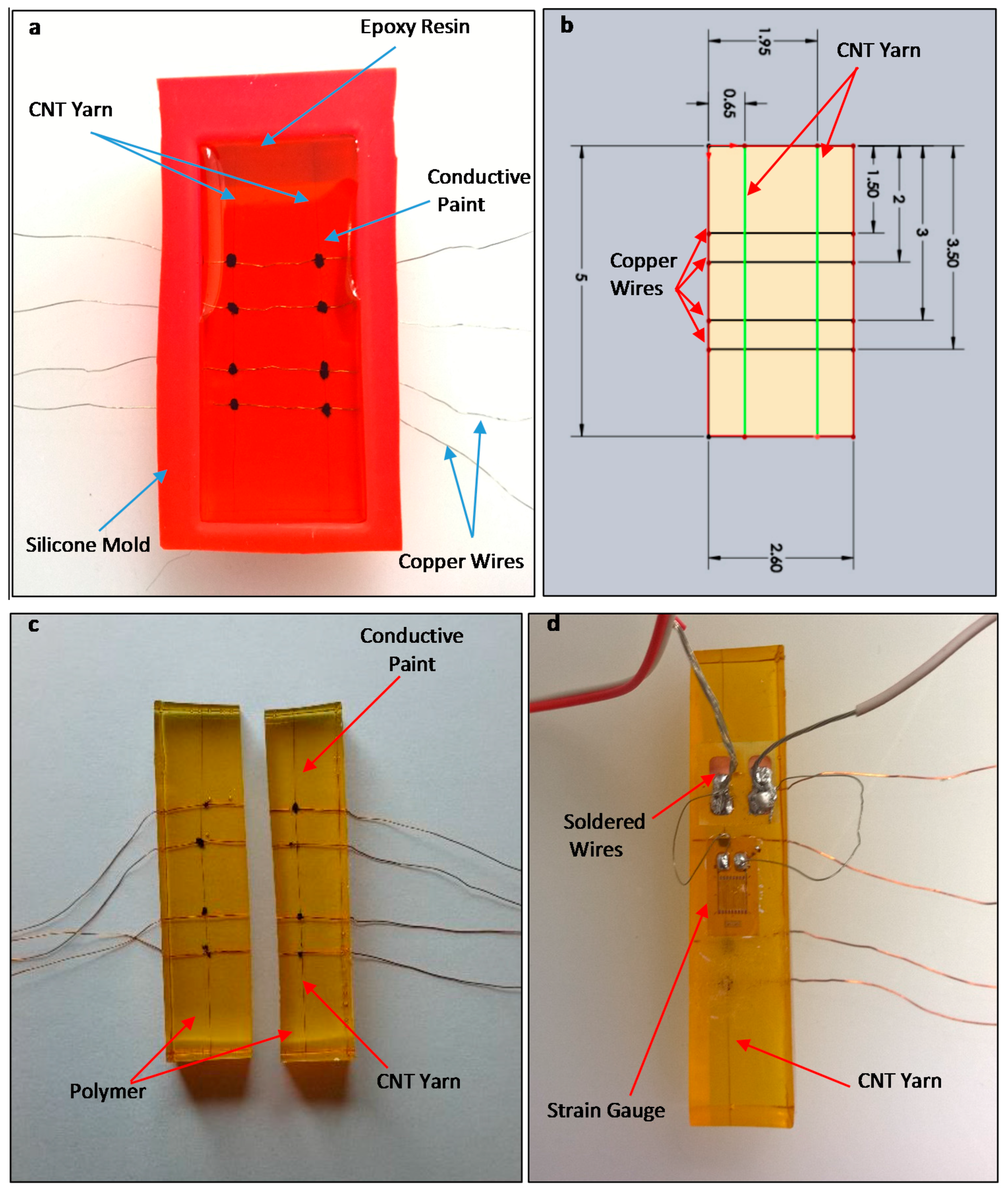
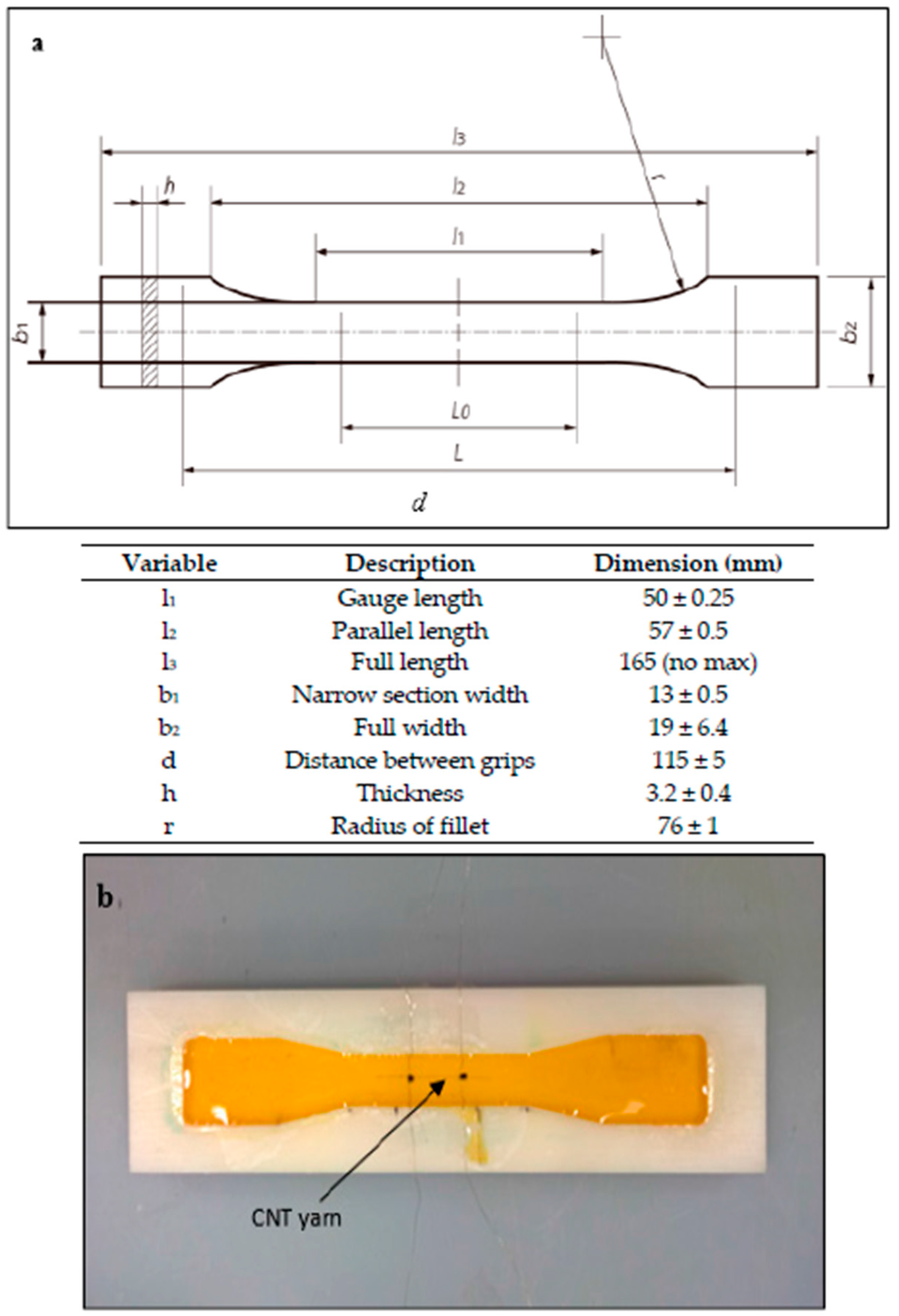
2.2. Fabrication
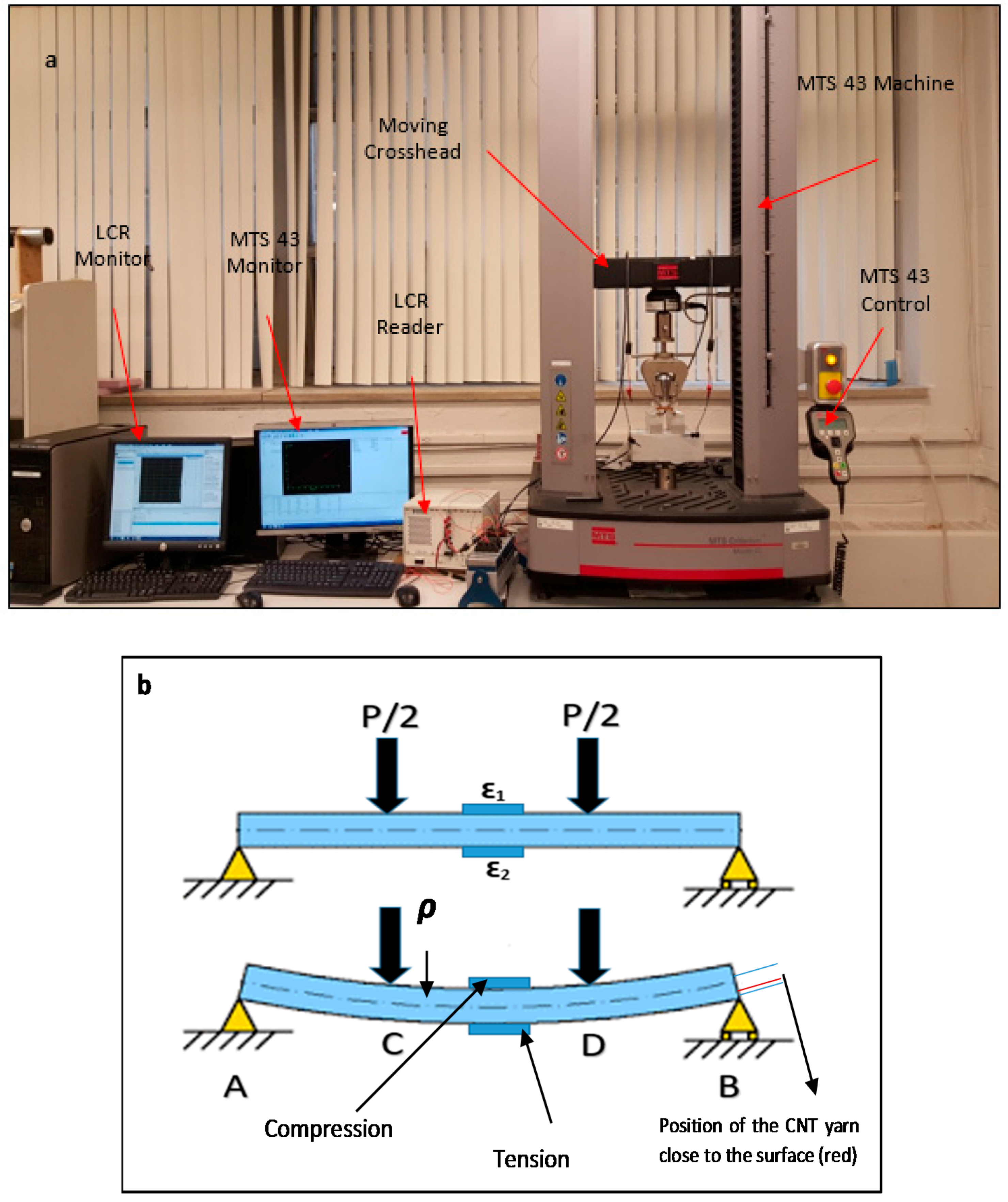
2.3. Mechanical and Electrical Measurements
2.4. Methodology
3. Piezoresistive Response of Integrated CNT Yarns
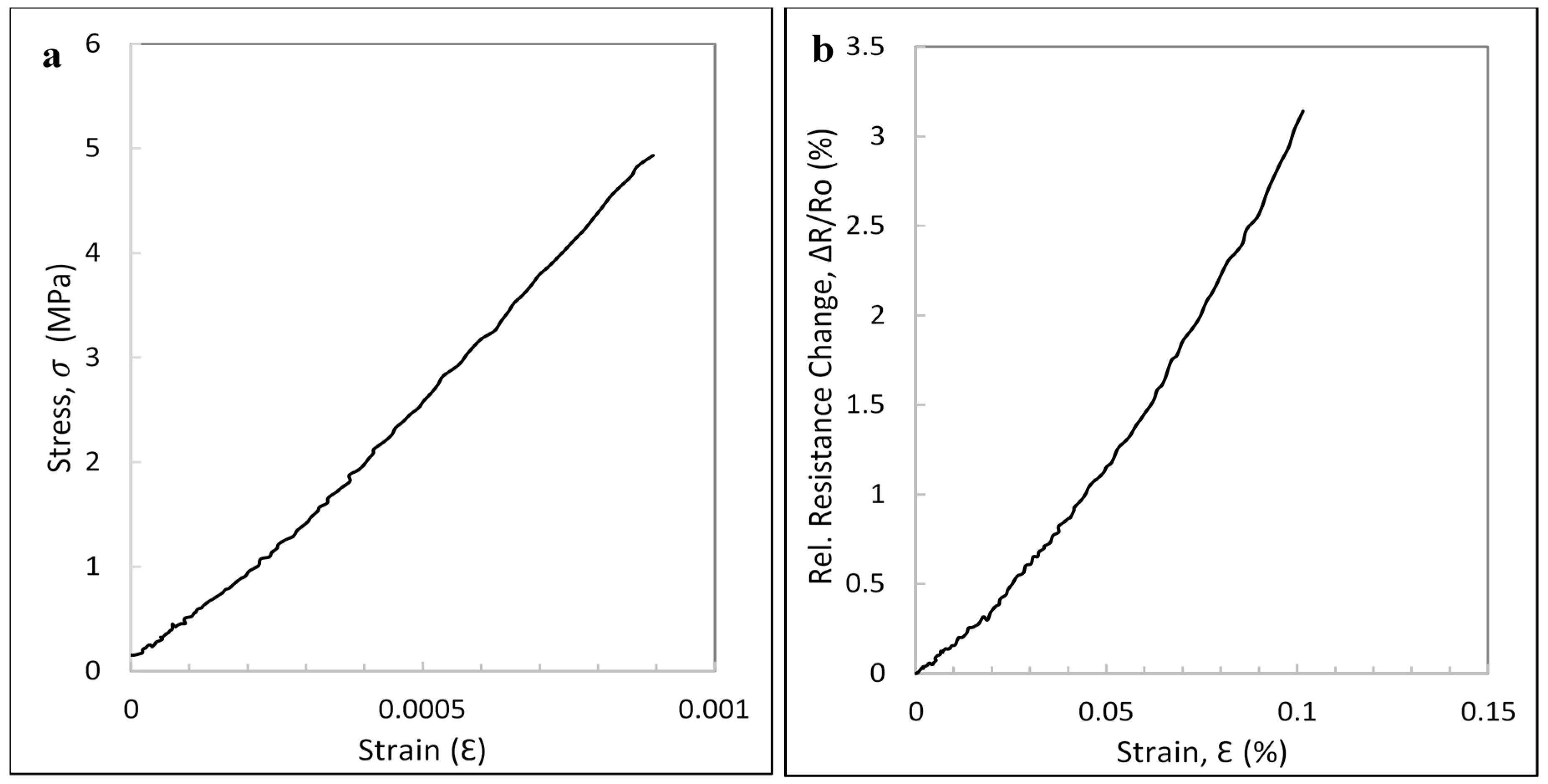
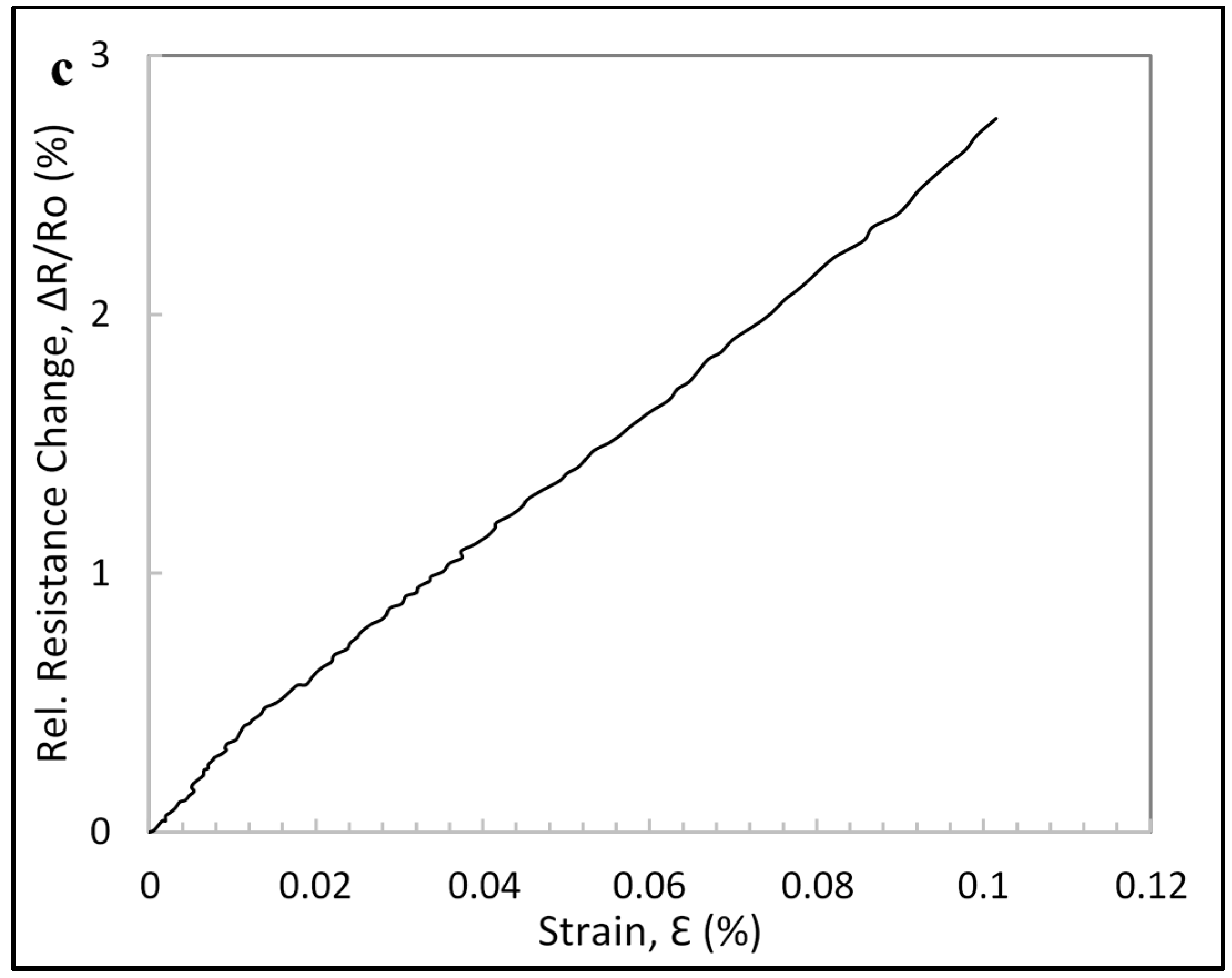
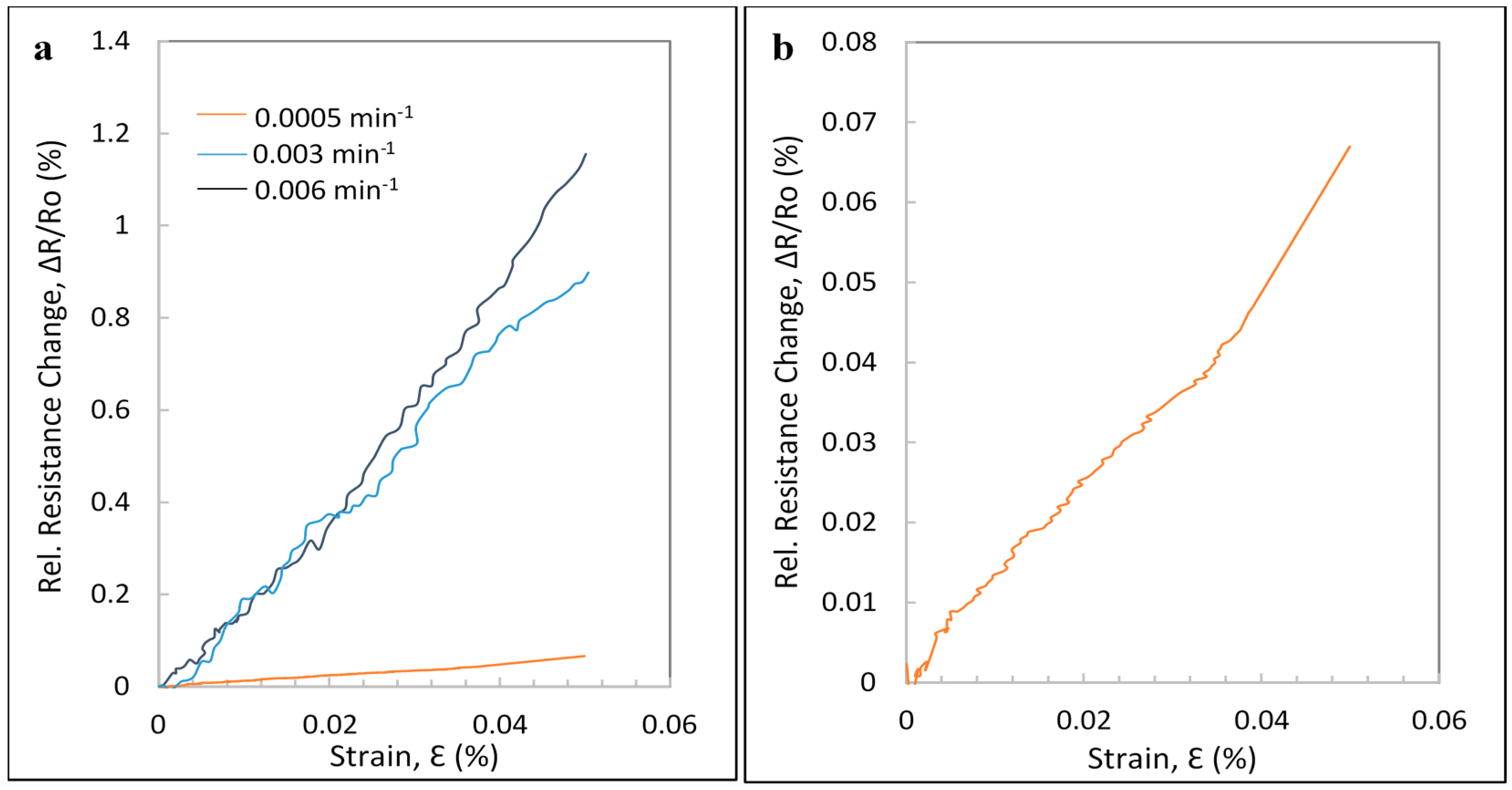
3.1. Piezoresistive Response under Tension
3.2. Rate Dependent Effects
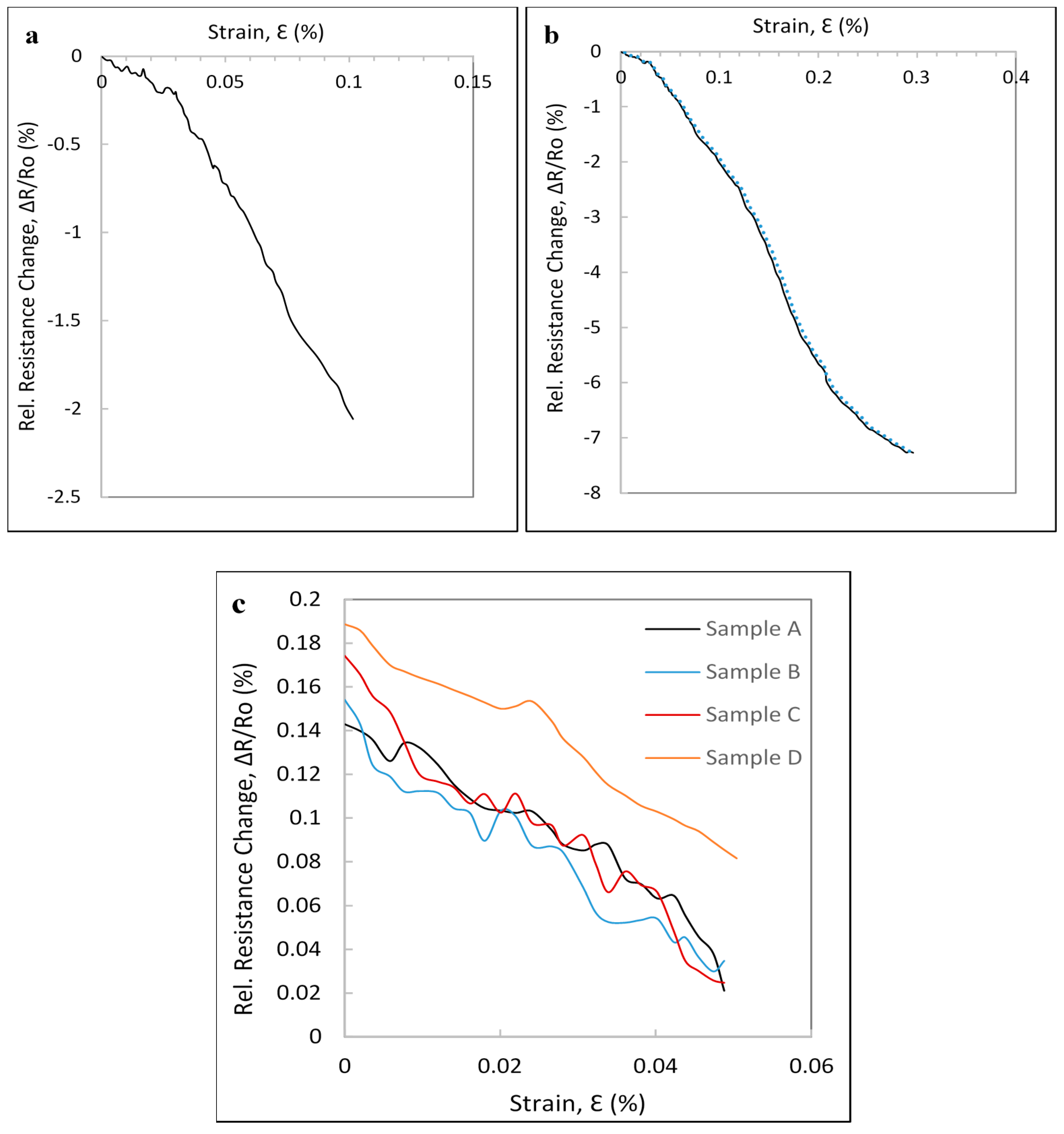
3.3. Piezoresistive Response under Compression
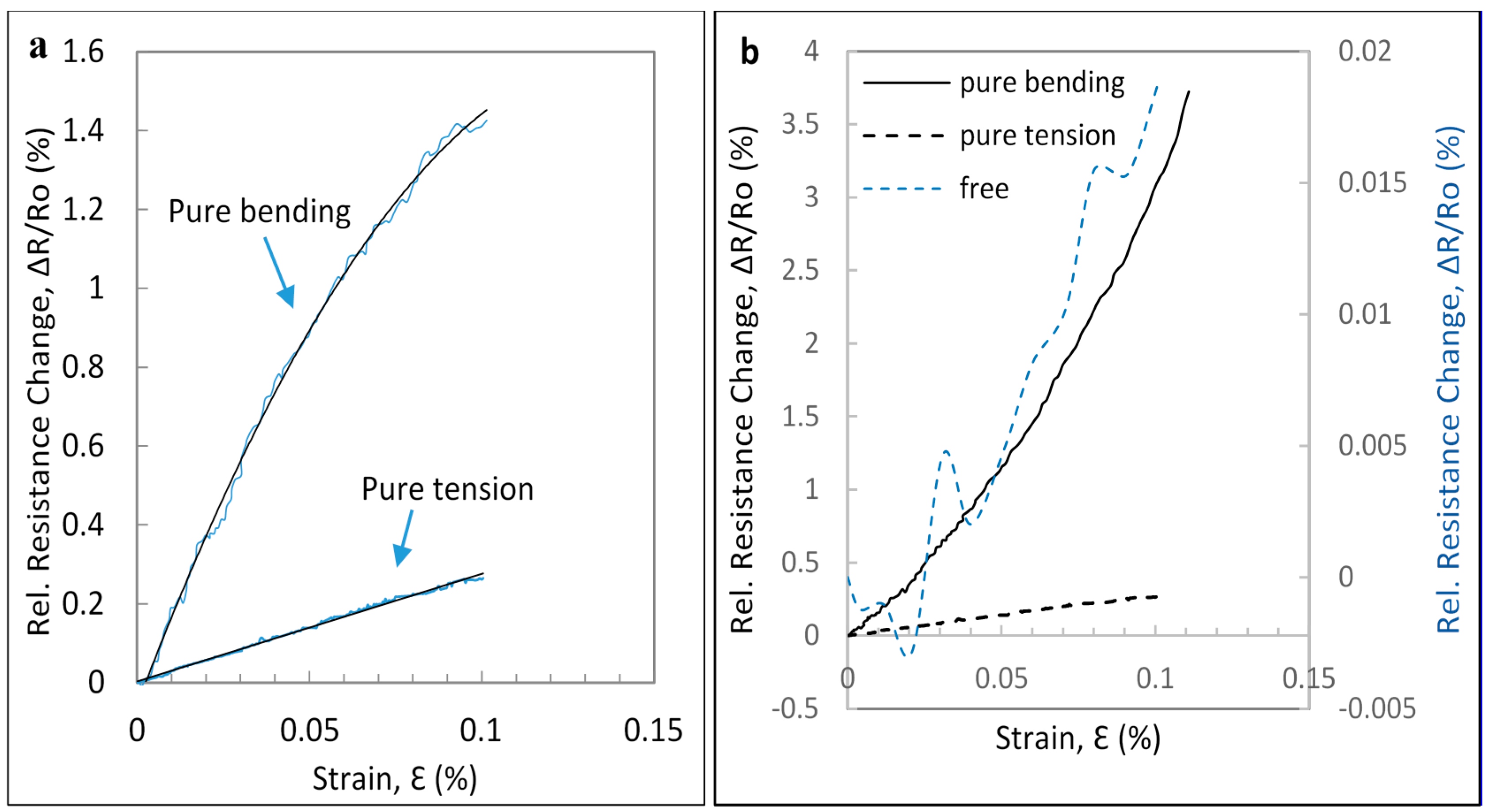
3.4. Effect of Lateral Constraint
4. Conclusions
Acknowledgments
Author Contributions
Conflicts of Interest
References
- Abot, J.L.; Rajan, C.P. Carbon nanotube fibers. In Carbon Nanomaterials Sourcebook: Graphene, Fullerenes, Nanotubes, and Nanodiamonds; Sattler, K.D., Ed.; Taylor and Francis: London, UK, 2016; Volume I, pp. 357–383. [Google Scholar]
- Zhao, J.; Zhang, X.; Di, J.; Xu, G.; Yang, X.; Liu, X.; Yong, Z.; Chen, M.; Li, Q. Double-peak mechanical properties of carbon-nanotube fibers. Small 2010, 6, 2612–2617. [Google Scholar] [CrossRef] [PubMed]
- Zhao, Y.; Wei, J.; Vajtai, R.; Ajayan, P.M.; Barrera, E.V. Iodine doped carbon nanotube cables exceeding specific electrical conductivity of metals. Sci. Rep. 2011, 1, 83. [Google Scholar] [CrossRef] [PubMed]
- Zhang, M.; Atkinson, K.R.; Baughman, R.H. Multifunctional carbon nanotube yarns by downsizing an ancient technology. Science 2004, 306, 1358–1361. [Google Scholar] [CrossRef] [PubMed]
- Liu, L.; Ma, W.; Zhang, Z. Macroscopic carbon nanotube assemblies: Preparation, properties, and potential applications. Small 2011, 7, 1504–1520. [Google Scholar] [CrossRef] [PubMed]
- Zhang, S.; Koziol, K.K.K.; Kinloch, I.A.; Windle, A.H. Macroscopic fibers of well-aligned carbon nanotubes by wet spinning. Small 2008, 4, 1217–1222. [Google Scholar] [CrossRef] [PubMed]
- Ma, W.; Song, L.; Yang, R.; Zhang, T.; Zhao, Y.; Sun, L.; Ren, Y.; Liu, D.; Liu, L.; Shen, J.; et al. Directly synthesized strong, highly conducting, transparent single-walled carbon nanotube films. Nano Lett. 2007, 7, 2307–2311. [Google Scholar] [CrossRef] [PubMed]
- Ma, W.; Liu, L.; Yang, R.; Zhang, T.; Zhang, Z.; Song, L.; Ren, Y.; Shen, J.; Niu, Z.; Zhou, W.; et al. Monitoring a micromechanical process in macroscale carbon nanotube films and fibers. Adv. Mater. 2009, 21, 603–608. [Google Scholar] [CrossRef] [PubMed]
- Ma, W.; Liu, L.; Zhang, Z.; Yang, R.; Liu, G.; Zhang, T.; An, X.; Yi, X.; Ren, Y.; Niu, Z.; et al. High-strength composite fibers: Realizing true potential of carbon nanotubes in polymer matrix through continuous reticulate architecture and molecular level couplings. Nano Lett. 2009, 9, 2855–2861. [Google Scholar] [CrossRef] [PubMed]
- Liu, K.; Sun, Y.; Zhou, R.; Zhu, H.; Wang, J.; Liu, L.; Fan, S.; Jiang, K. Carbon nanotube yarns with high tensile strength made by a twisting and shrinking method. Nanotechnology 2010, 2, 045708. [Google Scholar] [CrossRef] [PubMed]
- Abot, J.L.; Alosh, T.; Belay, K. Strain dependence of electrical resistance in carbon nanotube yarns. Carbon 2014, 70, 95–102. [Google Scholar] [CrossRef]
- Anike, J.C.; Bajar, A.; Abot, J.L. Time-dependent effects on the coupled mechanical-electrical response of carbon nanotube yarns under tensile loading. Carbon 2016. [Google Scholar] [CrossRef]
- Cullinan, M.; Culpepper, M. Carbon nanotubes as piezoresistive microelectromechanical sensors: Theory and experiment. Phys. Rev. B 2010, 82, 115428. [Google Scholar] [CrossRef]
- Lekawa-Raus, A.; Koziol, K.K.K.; Windle, A.H. Piezoresistive effect in carbon nanotube fibers. ACS Nano 2014, 8, 1114–1124. [Google Scholar] [CrossRef] [PubMed]
- Zhao, H.; Zhang, Y.; Bradford, D.; Zhou, Q.; Jia, Q.; Yuan, G.; Zhu, Y. Carbon nanotube yarn strain sensors. Nanotechnology 2010, 21, 305502. [Google Scholar] [CrossRef] [PubMed]
- Anike, J.C.; Belay, K.; Williams, M.E.; Abot, J.L. Piezoresistive response of carbon nanotube yarns under tension: Rate effects and phenomenology. New Carbon Mater. 2017. under review. [Google Scholar]
- Alvarez, N.T.; Miller, P.; Haase, M.; Kienzle, N.; Zhang, L.; Schulz, M.J.; Shanov, V. Carbon nanotube assembly at near-industrial natural-fiber spinning rates. Carbon 2015, 86, 350–357. [Google Scholar] [CrossRef]
- ASTM International. Standard Test Method for Tensile Properties of Plastics; ASTM D638; ASTM International: West Conshohocken, PA, USA, 2014. [Google Scholar]
- Miao, M. Yarn spun from carbon nanotube forests: Production, structure, properties and applications. Particuology 2013, 11, 378–393. [Google Scholar] [CrossRef]
- Thiagarajan, V.; Wang, X.; Bradford, P.D.; Zhu, Y.T.; Yuan, F.G. Stabilizing carbon nanotube yarns using chemical vapor infiltration. Compos. Sci. Technol. 2014, 90, 82–87. [Google Scholar] [CrossRef]
- Schulz, M.; Shanov, V.; Yin, Z. Nanotube Superfiber Materials: Changing Engineering Design; Elsevier: Oxford, UK, 2014. [Google Scholar]
- Lu, W.; Zu, M.; Byun, J.-H.; Kim, B.-S.; Chou, T.-W. State of the art of carbon nanotube fibers: Opportunities and challenges. Adv. Mater. 2012, 24, 1805–1833. [Google Scholar] [CrossRef] [PubMed]
- Jayasinghe, C.; Li, W.; Song, Y.; Abot, J.L.; Shanov, V.N.; Fialkova, S. Nanotube responsive materials. MRS Bull. 2010, 35, 682–692. [Google Scholar] [CrossRef]
- Alosh, T. Electrical Resistivity Dependence on Mechanical Stresses in Carbon Nanotube Yarns. Master’s Thesis, The Catholic University of America, Washington, WA, USA, 2013. [Google Scholar]
- Alvarez, N.T.; Ochmann, T.; Kienzle, N.; Ruff, B.; Haase, M.R.; Hopkins, T.; Pixley, S.; Mast, D.; Schulz, M.J.; Shanov, V. Polymer coating of carbon nanotube fibers for electric microcables. Nanomaterials 2014, 4, 879–893. [Google Scholar] [CrossRef] [PubMed]
- Vilatela, J.J.; Khare, R.; Windle, A.H. The hierarchical structure and properties of multifunctional carbon nanotube fibre composites. Carbon 2012, 50, 1227–1234. [Google Scholar] [CrossRef]
- Rai, A.K.; Porwal, A.; Mishra, S.B. Investigation of mechanical properties of epoxy EPON 862 cured with TETA by molecular dynamics. S-JPSET 2013, 4, 2. [Google Scholar] [CrossRef]
- Wang, X.; Chung, D.D.L. Short-carbon-fiber-reinforced epoxy as a piezoresistive strain sensor. Smart Mater. Struct. 1995, 4, 363–367. [Google Scholar] [CrossRef]
- Abot, J.L.; Schulz, M.J.; Song, Y.; Medikonda, S.; Rooy, N. Novel distributed strain sensing in polymeric materials. Smart Mater. Struct. 2010, 19, 085007. [Google Scholar] [CrossRef]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Polymer | Resistance of Pristine CNT Yarn (kΩ) | Resistance of CNT Yarn after Curing (kΩ) |
|---|---|---|
| Epon 862/Epicure W Resin (sample 1) | 1.025 | 0.752 |
| Epon 862/Epicure W Resin (sample 2) | 1.200 | 0.884 |
| Epon 862/Epicure W Resin (sample 3) | 1.097 | 0.812 |
| Epon 862/Epicure W Resin (Dip-coated) | 1.183 | 1.328 |
| Loctite™ 2-Component Epoxy (Epichlorohydrin-4,4′-isopropylidene Diphenol) resin | 0.924 | 1.197 |
| LoctiteTM 454 (Ethyl 2-cyanoacrylate) adhesive | 0.722 | 1.083 |
| Strain Rate (min−1) | Strain (%) | Gauge Factor (Constrained CNT Yarn-Pure Bending) | Gauge Factor (Constrained CNT Yarn-Pure Tension) | Gauge Factor (Free CNT Yarn) |
|---|---|---|---|---|
| 0.006 | 0.05 | 22.02 | 3.11 | 0.12 |
| 0.003 | 0.05 | 13.48 | 2.56 | 0.11 |
| 0.006 | 0.1 | 26.74 | 2.83 | 0.20 |
| 0.003 | 0.1 | 15.12 | 2.72 | 0.16 |
© 2017 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Anike, J.C.; Le, H.H.; Brodeur, G.E.; Kadavan, M.M.; Abot, J.L. Piezoresistive Response of Integrated CNT Yarns under Compression and Tension: The Effect of Lateral Constraint. C 2017, 3, 14. https://doi.org/10.3390/c3020014
Anike JC, Le HH, Brodeur GE, Kadavan MM, Abot JL. Piezoresistive Response of Integrated CNT Yarns under Compression and Tension: The Effect of Lateral Constraint. C. 2017; 3(2):14. https://doi.org/10.3390/c3020014
Chicago/Turabian StyleAnike, Jude C., Huy H. Le, Grace E. Brodeur, Mathew M. Kadavan, and Jandro L. Abot. 2017. "Piezoresistive Response of Integrated CNT Yarns under Compression and Tension: The Effect of Lateral Constraint" C 3, no. 2: 14. https://doi.org/10.3390/c3020014
APA StyleAnike, J. C., Le, H. H., Brodeur, G. E., Kadavan, M. M., & Abot, J. L. (2017). Piezoresistive Response of Integrated CNT Yarns under Compression and Tension: The Effect of Lateral Constraint. C, 3(2), 14. https://doi.org/10.3390/c3020014