
Study of the Influence of Silicon-Containing Diamond-like Carbon Coatings on the Wear Resistance of SiAlON Tool Ceramics



Abstract
:1. Introduction
2. Materials and Methods
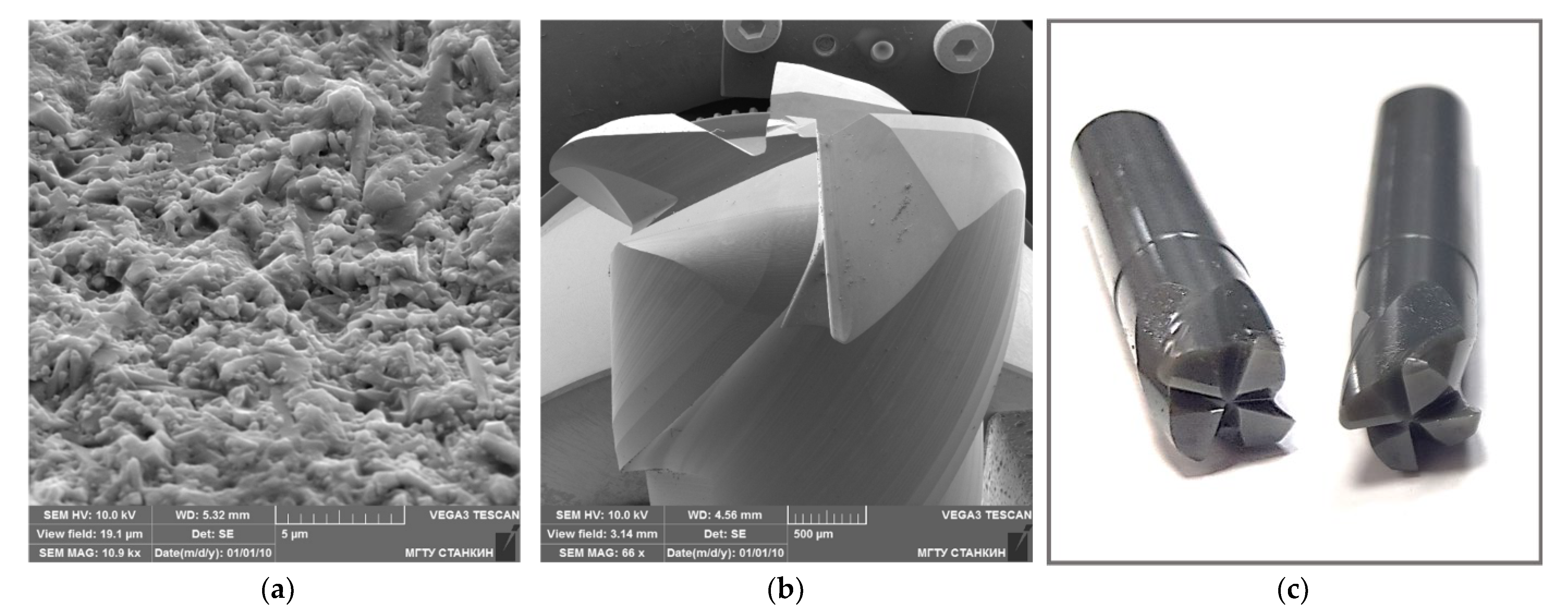
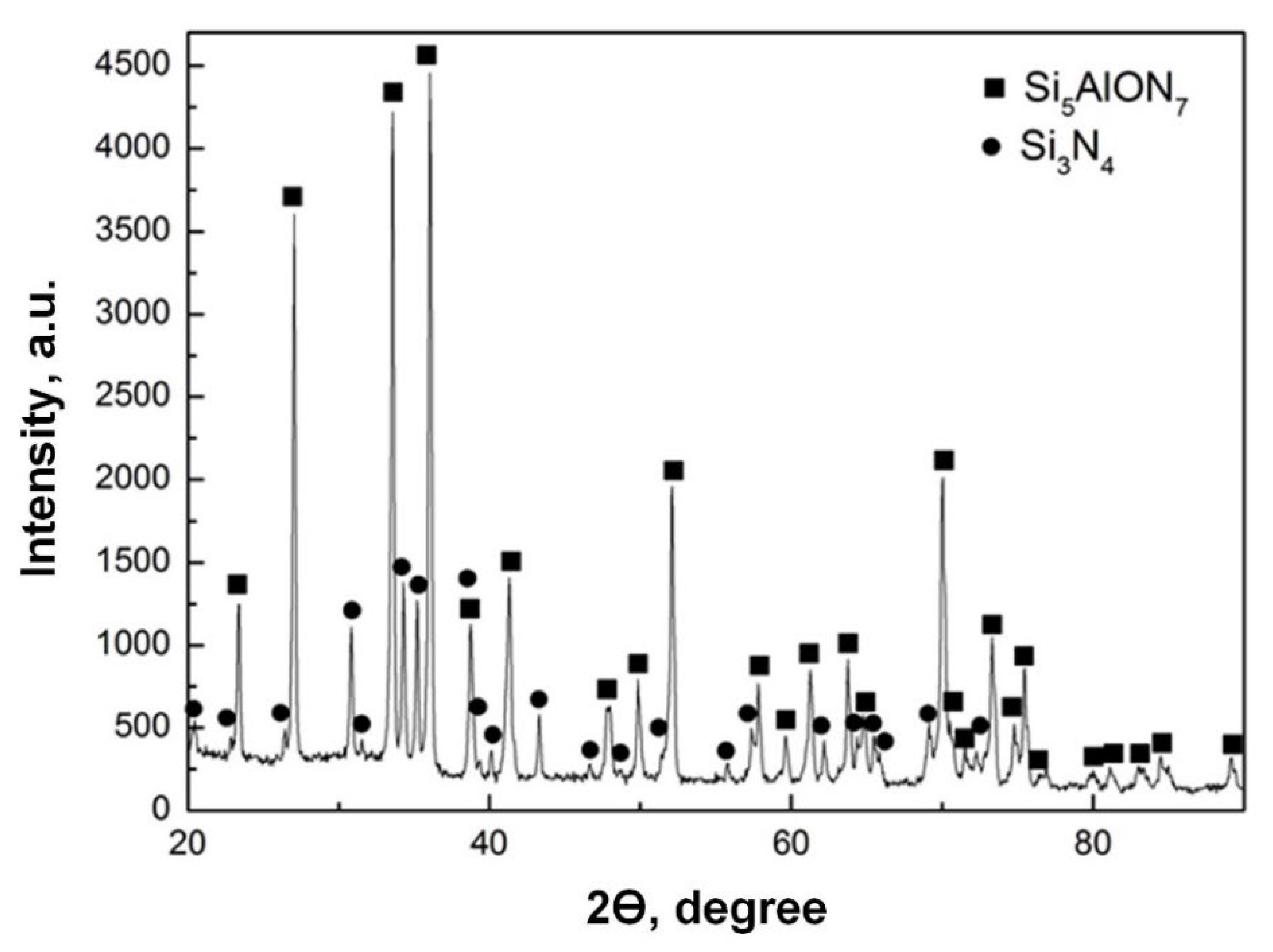
2.1. Characteristics of SiAlON-Ceramic Substrates and End Mills Made of It
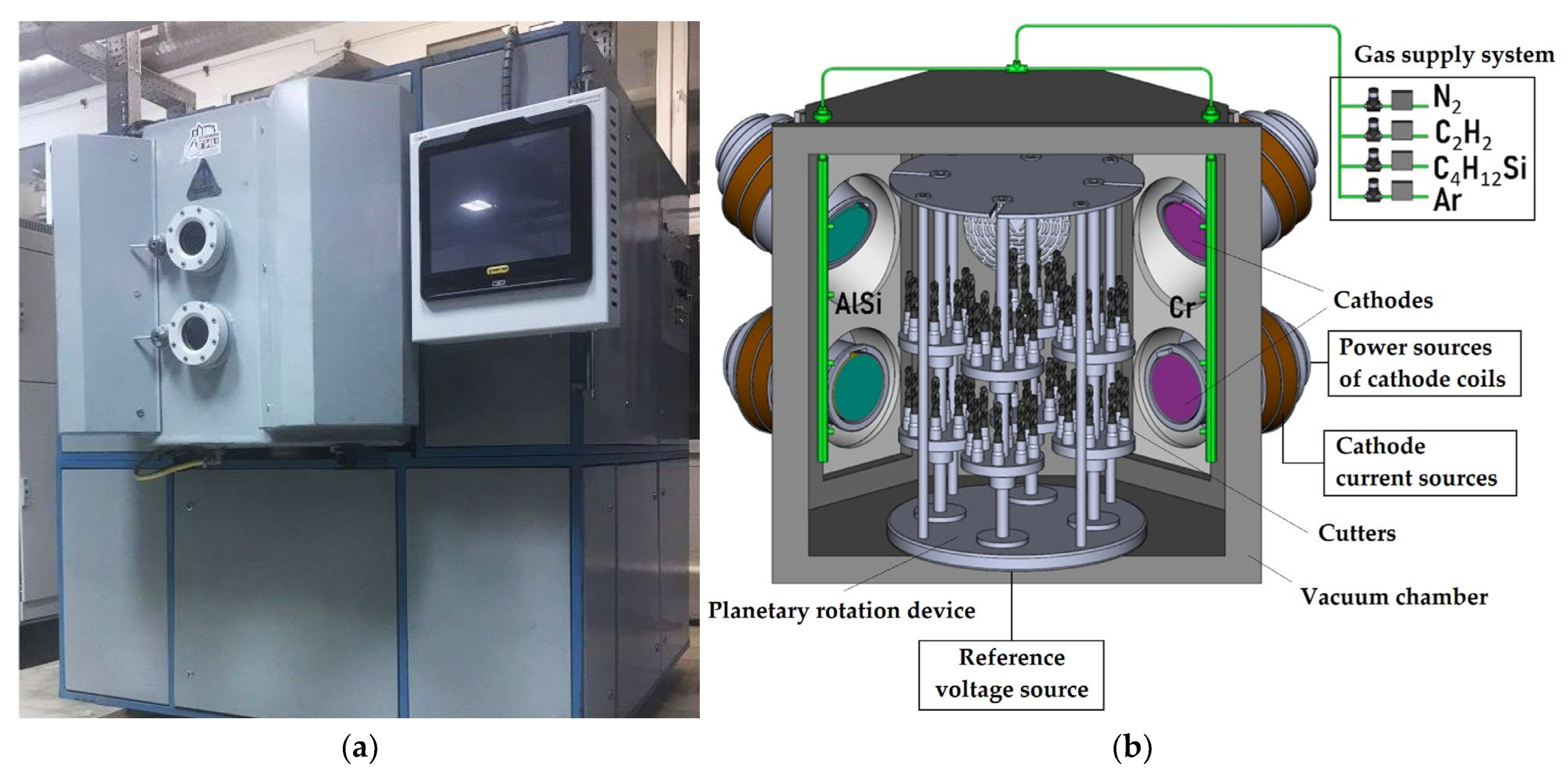
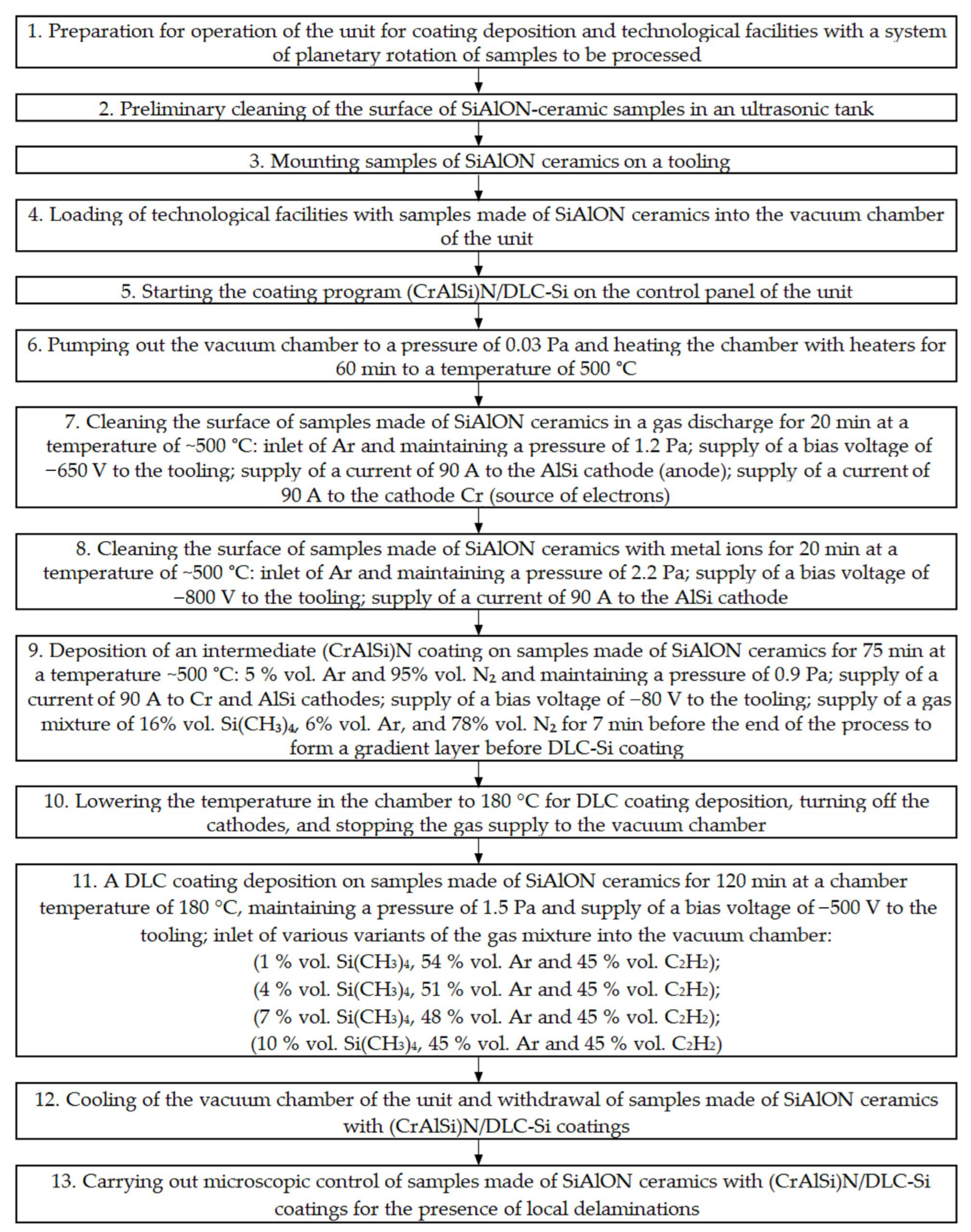
2.2. (CrAlSi)N/DLC-Si Coating Technique for SiAlON-Ceramic Samples
2.3. Methods for Studying the Structure, Elemental Composition, and Tribological Testing of Samples of SiAlON Ceramics with (CrAlSi)N/DLC-Si Coatings
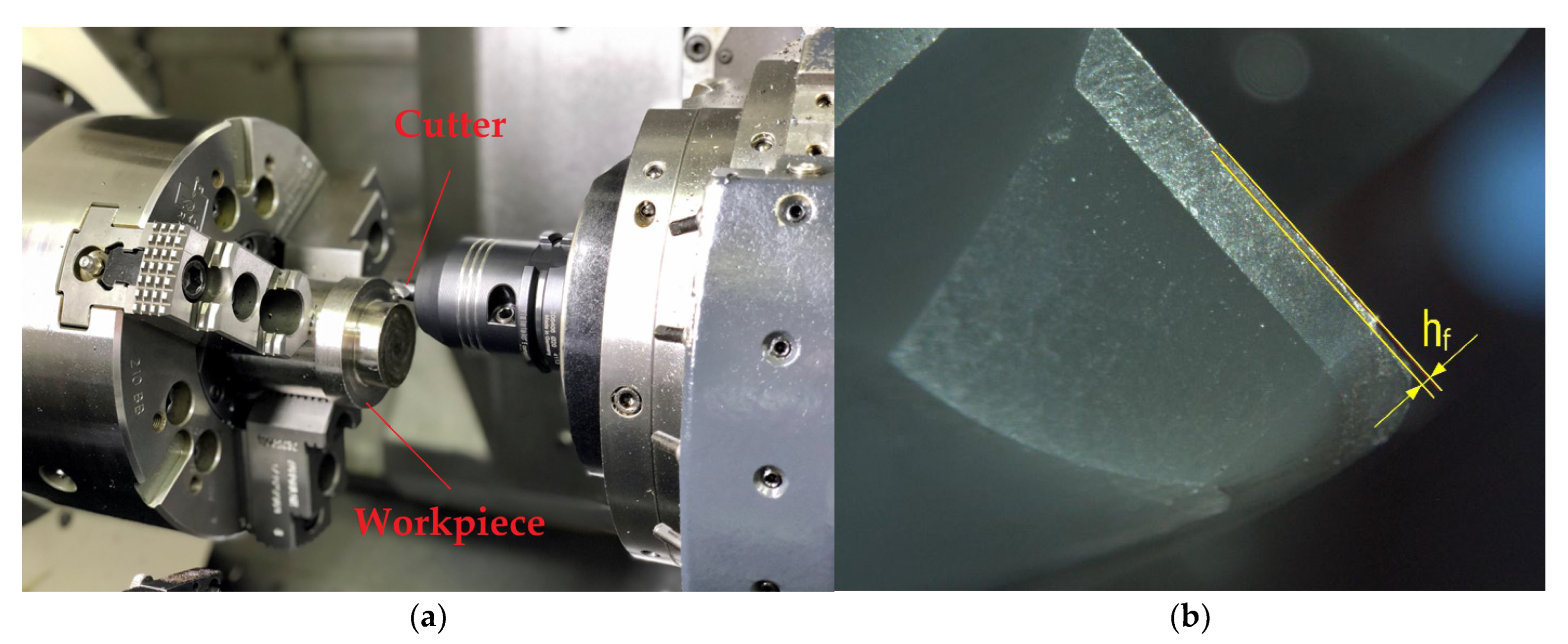
2.4. Wear Test Technique for End Mills of SiAlON Ceramics with (CrAlSi)N/DLC-Si Coatings
3. Results and Discussion
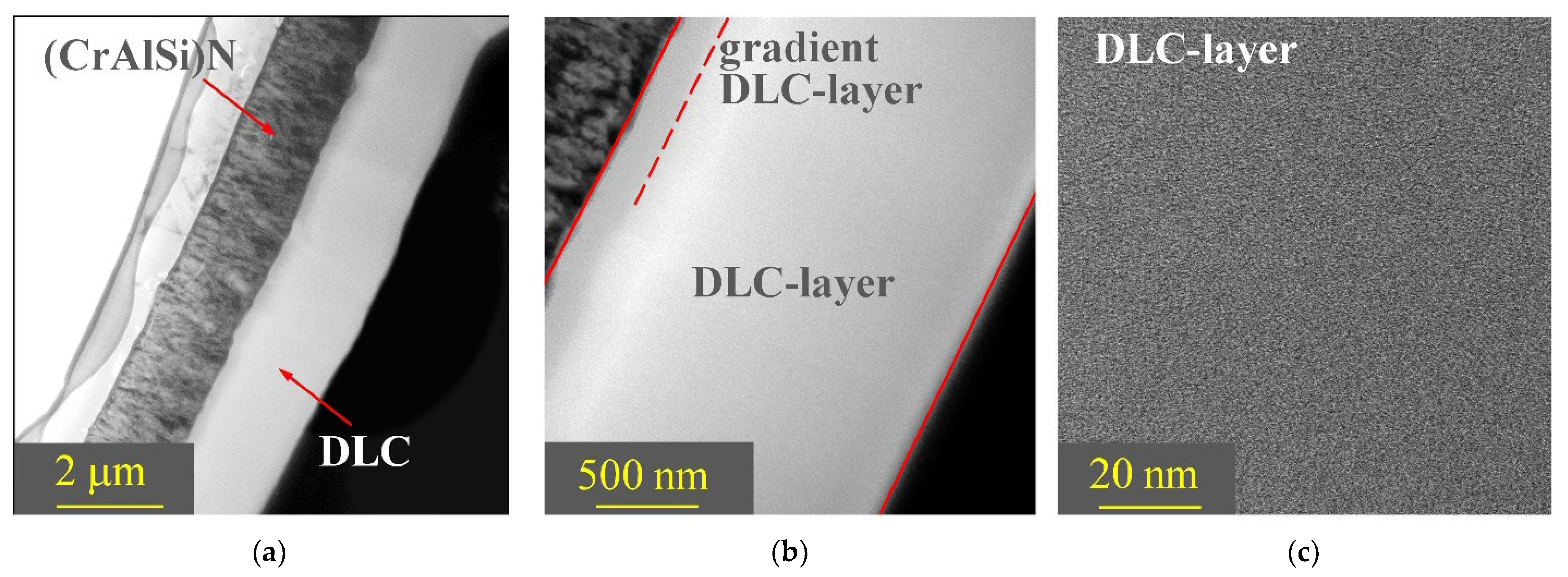
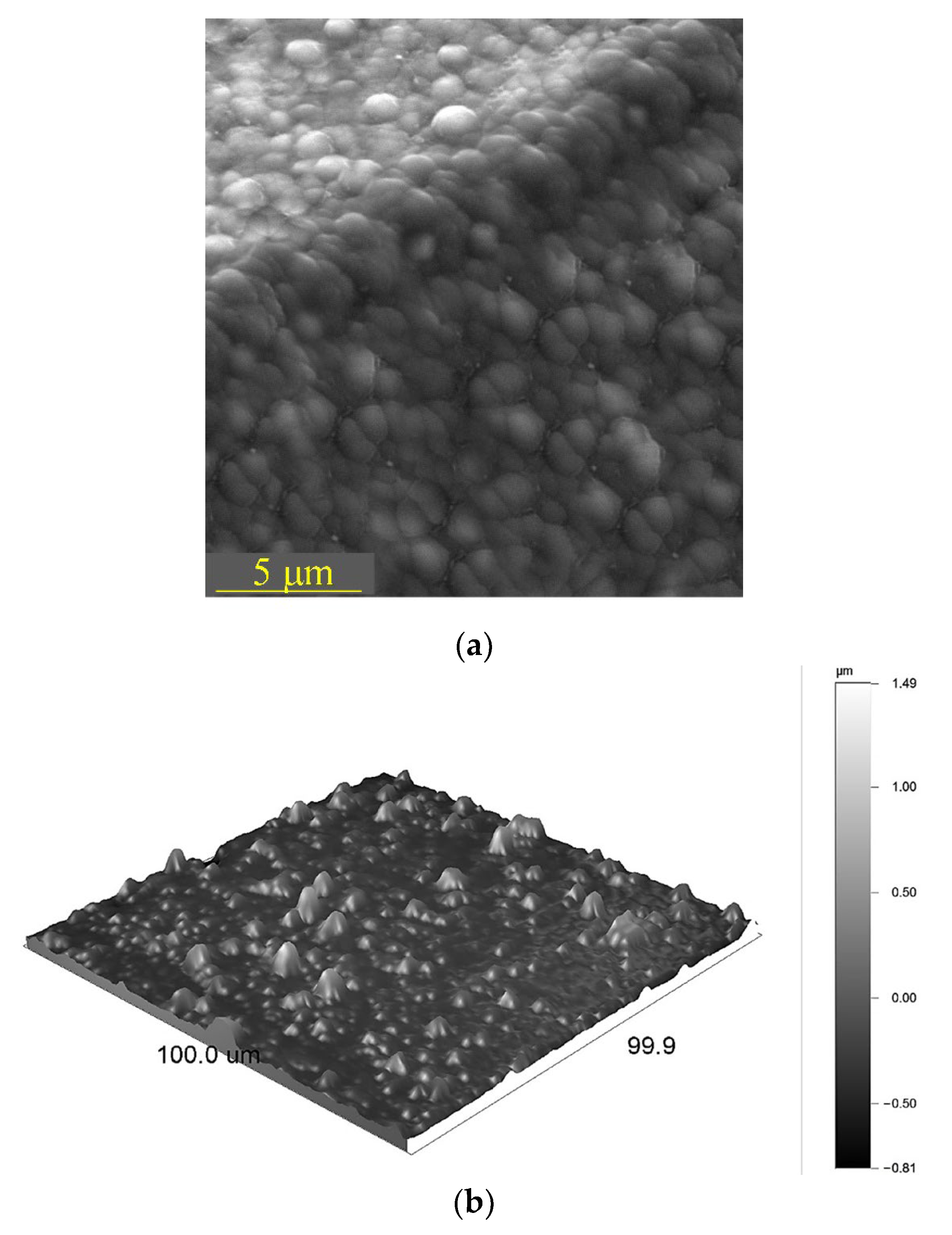
3.1. Structure and Morphology of (CrAlSi)N/DLC-Si Coatings Deposited on SiAlON Ceramics
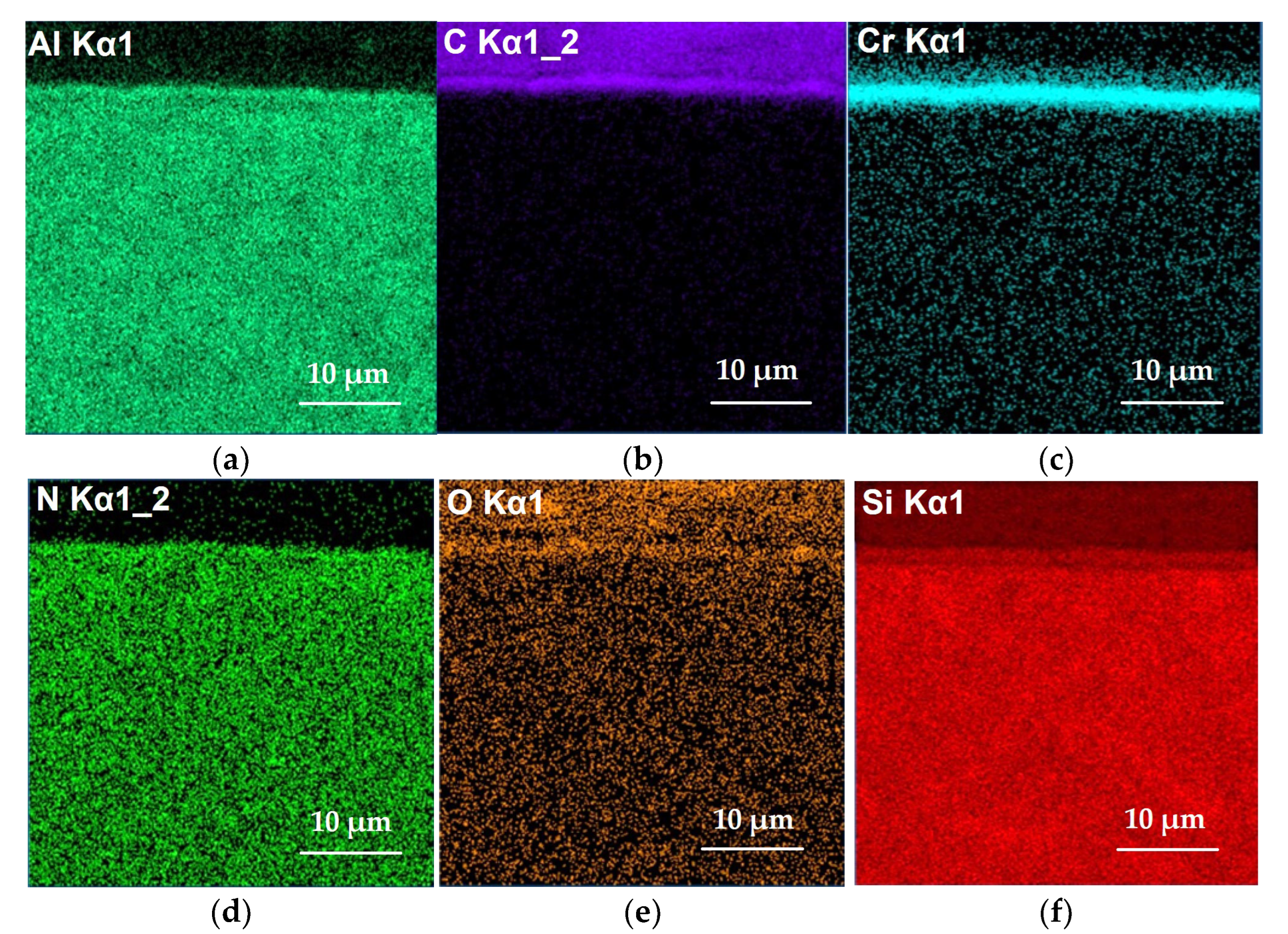
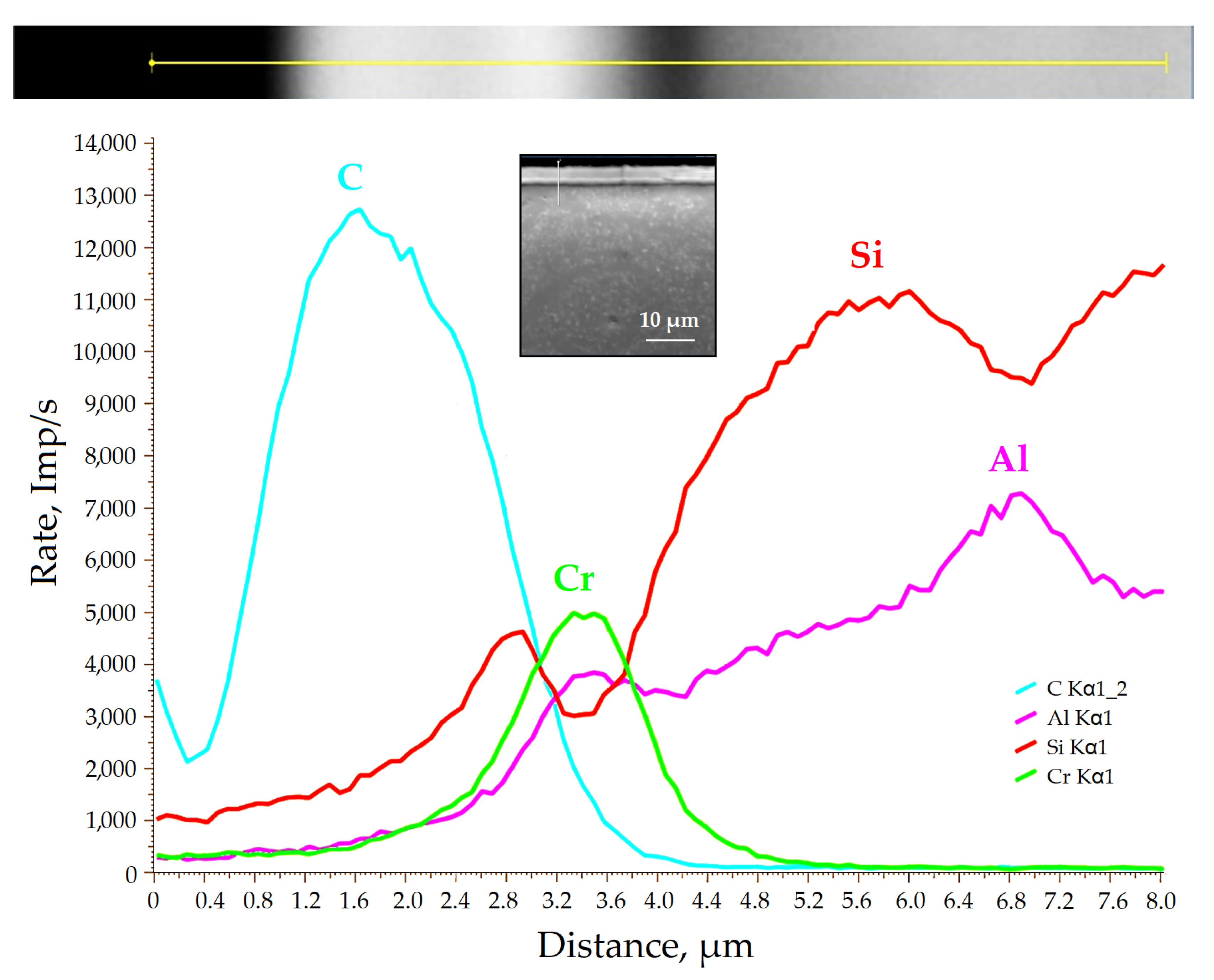
3.2. Structure and Elemental Composition of the Surface Layer of (CrAlSi)N/DLC-Si Coatings Deposited on SiAlON Ceramics
- Firstly, pronounced changes in the C1s carbon peak were established as follows: The share of sp3/sp2 hybridization among the total composition of the components of the coatings under study decreases by 9–13%. Simultaneously, the proportion of diamond hybridization (sp3) significantly decreases by 17–23%, while the proportion of graphite hybridization (sp2) increases by 6–10%. The proportion of various carbon-containing impurities in the DLC-Si layer increases by 4–7%. The specified tendency for the transition of sp3- to sp2-hybridization under thermal exposure is due to the level of thermal stability and features of the interatomic bonds of carbon atoms and is consistent with the experimental data of other researchers [59,60,61,62].
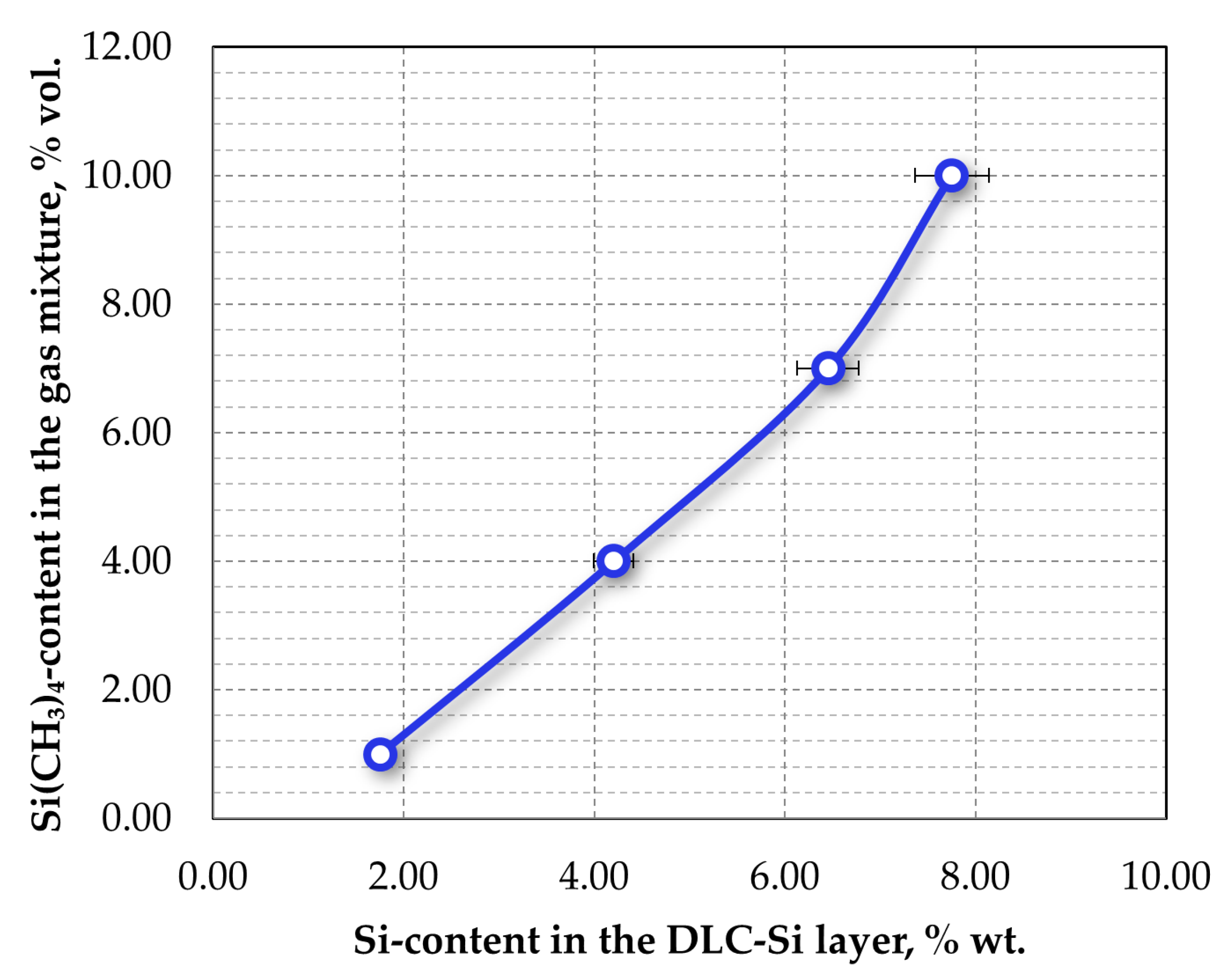
- Secondly, significant changes in the O1s oxygen peak were revealed. Its fraction in the composition of the DLC-Si layer’s components for samples subjected to high-temperature treatment increases by about 2 times compared to the initial samples. At the same time, the proportion of silicon dioxide SiO2 in the oxygen peak O1s for the samples after thermal treatment increases significantly as Si(CH3)4 increases in the gas mixture during the DLC-Si layer deposition. If Si(CH3)4 content is 1% vol., the proportion of SiO2 is about 1%. Then, the share of silicon dioxide in the DLC-Si layer’s composition is 3.3, 5.6, and 6% at 4, 7, and 10% vol. of Si(CH3)4, respectively. Simultaneously, there is a significant decrease in the proportion of the Si2p3 silicon peak (compounds of the Si, Si-N, Si-C type) in the surface layer of the samples after heating. It indicates the oxidative reactions’ occurrence with the thermostable SiO2 phases’ formation that reduces the compressive stress in the films and improves the film fracture toughness [63]. The authors of [64] reported an increase in the wear resistance of DLC:Si films two times in comparison with pure DLC films. The authors of [65] noted that analysis of the XPS peaks of DLC:Si films containing 4–29 at.% of Si deposited by reactive magnetron sputtering revealed the presence of Si–C bonds and a significant amount of Si–O–C and Si–Ox bonds. However, the rest of the mentioned study [65] is devoted to researching the optical properties of those coatings. The intensification of the formation of these phases occurs, starting from temperatures of 800 °C as follows from the data of works [66,67].
3.3. Physical, Mechanical, and Tribological Characteristics of the Surface Layer of (CrAlSi)N/DLC-Si Coatings Deposited on SiAlON Ceramics
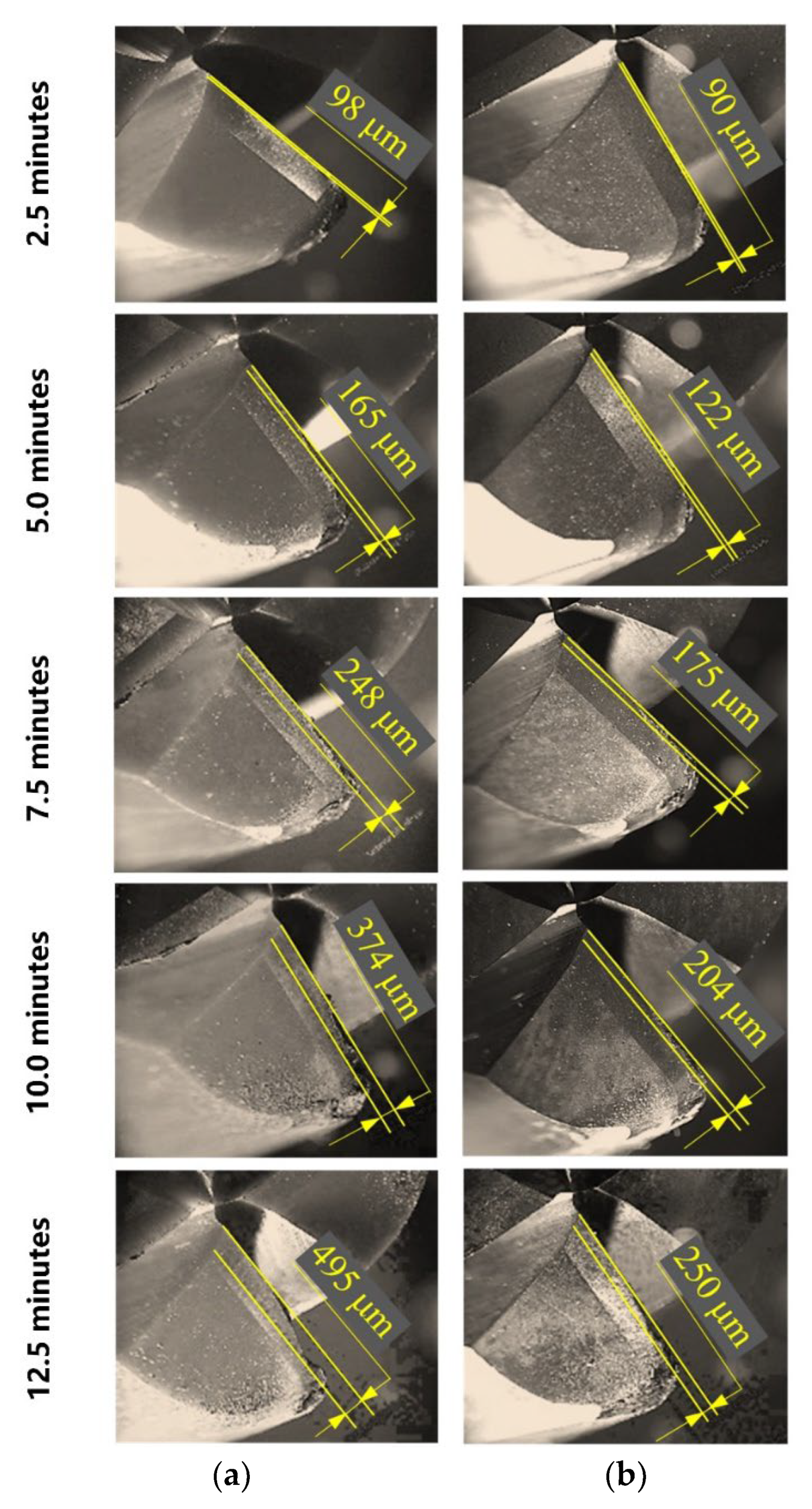
3.4. Wear Resistance of SiAlON-Ceramic End Mills with (CrAlSi)N/DLC-Si Coatings
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
Appendix A

References
- Tyagi, A.; Walia, R.S.; Murtaza, Q.; Pandey, S.M.; Tyagi, P.K.; Bajaj, B. A critical review of diamond like carbon coating for wear resistance applications. Int. J. Refract. Met. Hard Mater. 2019, 78, 107–122. [Google Scholar] [CrossRef]
- Martins, P.S.; Magalhães, P.A.A.; Carneiro, J.R.G.; Talibouya Ba, E.C.; Vieira, V.F. Study of Diamond-Like Carbon coating application on carbide substrate for cutting tools used in the drilling process of an Al–Si alloy at high cutting speeds. Wear 2022, 498–499, 204326. [Google Scholar] [CrossRef]
- Plotnikov, V.A.; Dem’yanov, B.F.; Yeliseeyev, A.P.; Makarov, S.V.; Zyryanova, A.I. Structural state of diamond-like amorphous carbon films, obtained by laser evaporation of carbon target. Diam. Relat. Mater. 2019, 91, 225–229. [Google Scholar] [CrossRef]
- Fominski, V.Y.; Grigoriev, S.N.; Celis, J.P.; Romanov, R.I.; Oshurko, V.B. Structure and mechanical properties of W-Se-C/diamond-like carbon and W-Se/diamond-like carbon bi-layer coatings prepared by pulsed laser deposition. Thin Solid Films 2012, 520, 6476–6483. [Google Scholar] [CrossRef]
- Rajak, D.K.; Kumar, A.; Behera, A.; Menezes, P.L. Diamond-Like Carbon (DLC) Coatings: Classification, Properties, and Applications. Appl. Sci. 2021, 11, 4445. [Google Scholar] [CrossRef]
- Ohtake, N.; Hiratsuka, M.; Kanda, K.; Akasaka, H.; Tsujioka, M.; Hirakuri, K.; Hirata, A.; Ohana, T.; Inaba, H.; Kano, M.; et al. Properties and Classification of Diamond-Like Carbon Films. Materials 2021, 14, 315. [Google Scholar] [CrossRef]
- Li, C.; Huang, L.; Yuan, J. Effect of sp3 Content on Adhesion and Tribological Properties of Non-Hydrogenated DLC Films. Materials 2020, 13, 1911. [Google Scholar] [CrossRef]
- Grigoriev, S.N.; Volosova, M.A.; Fedorov, S.V.; Mosyanov, M. Influence of DLC coatings deposited by PECVD technology on the wear resistance of carbide end mills and surface roughness of AlCuMg2 and 41Cr4 workpieces. Coatings 2020, 10, 1038. [Google Scholar] [CrossRef]
- Hatada, R.; Flege, S.; Ashraf, M.N.; Timmermann, A.; Schmid, C.; Ensinger, W. The Influence of Preparation Conditions on the Structural Properties and Hardness of Diamond-Like Carbon Films, Prepared by Plasma Source Ion Implantation. Coatings 2020, 10, 360. [Google Scholar] [CrossRef]
- Gómez, I.; Claver, A.; Santiago, J.A.; Fernandez, I.; Palacio, J.F.; Diaz, C.; Mändl, S.; Garcia, J.A. Improved Adhesion of the DLC Coating Using HiPIMS with Positive Pulses and Plasma Immersion Pretreatment. Coatings 2021, 11, 1070. [Google Scholar] [CrossRef]
- Liang, J.H.; Milne, Z.; Rouhani, M.; Lin, Y.-P.; Bernal, R.A.; Sato, T.; Carpick, R.W.; Jeng, Y.R. Stress-dependent adhesion and sliding-induced nanoscale wear of diamond-like carbon studied using in situ TEM nanoindentation. Carbon 2022, 193, 230–241. [Google Scholar] [CrossRef]
- Wu, Y.; Li, H.; Ji, L.; Ye, Y.; Chen, J.; Zhou, H. Vacuum tribological properties of a-C:H film in relation to internal stress and applied load. Tribol. Int. 2014, 71, 82–87. [Google Scholar] [CrossRef]
- Liu, X.; Yang, J.; Hao, J.; Zheng, J.; Gong, Q.; Liu, W. A near-frictionless and extremely elastic hydrogenated amorphous carbon film with self-assembled dual nanostructure. Adv. Mater. 2012, 24, 4614–4617. [Google Scholar] [CrossRef]
- Zhang, T.; Pu, J.; Xia, Q.; Son, M.; Kim, K. Microstructure and nano-wear property of si-doped diamond-like carbon films deposited by a hybrid sputtering system. Mater. Today Proc. 2016, 3, S190–S196. [Google Scholar] [CrossRef]
- Wang, L.; Nie, X.; Hu, X. Effect of Thermal Annealing on Tribological and Corrosion Properties of DLC Coatings. J. Mater. Eng Perform 2013, 22, 3093–3100. [Google Scholar] [CrossRef]
- He, M.; Lee, S.; Yeo, C.-D. Investigating atomic structure of thin carbon film under mechanical stress and frictional heat generation. Surf. Coat. Technol. 2015, 261, 79–85. [Google Scholar] [CrossRef]
- Meng, W.J.; Meletis, E.I.; Rehn, L.E.; Baldo, P.M. Inductively coupled plasma assisted deposition and mechanical properties of metal-free and Ti-containing hydrocarbon coatings. J. Appl. Phys. 2000, 87, 2840–2848. [Google Scholar] [CrossRef]
- Zou, C.W.; Wang, H.J.; Feng, L.; Xue, S.W. Effects of Cr concentrations on the microstructure, hardness, and tempera-ture-dependent tribological properties of Cr-DLC coatings. Appl. Surf. Sci. 2013, 286, 137–141. [Google Scholar] [CrossRef]
- Jeon, Y.; Park, Y.S.; Kim, H.J.; Hong, B.; Choi, W.S. Tribological properties of ultrathin DLC films with and without metal interlayers. J. Korean Phys. Soc. 2007, 51, 1124–1128. [Google Scholar] [CrossRef]
- Bociaga, D.; Sobczyk-Guzenda, A.; Komorowski, P.; Balcerzak, J.; Jastrzebski, K.; Przybyszewska, K.; Kaczmarek, A. Surface Characteristics and Biological Evaluation of Si-DLC Coatings Fabricated Using Magnetron Sputtering Method on Ti6Al7Nb Substrate. Nanomaterials 2019, 9, 812. [Google Scholar] [CrossRef]
- Wang, K.; Zhou, H.; Zhang, K.; Liu, X.; Feng, X.; Zhang, Y.; Chen, G.; Zheng, Y. Effects of Ti interlayer on adhesion property of DLC films: A first principle study. Diam. Relat. Mater. 2021, 111, 108188. [Google Scholar] [CrossRef]
- Lubwama, M.; Corcoran, B.; McDonnell, K.; Dowling, D.; Kirabira, J.; Sebbit, A.; Sayers, K. Flexibility and frictional behaviour of DLC and Si-DLC films deposited on nitrile rubber. Surf. Coat. Technol. 2014, 239, 84–94. [Google Scholar] [CrossRef]
- Almeida, E.A.; Milan, J.C.G.; da Costa, C.E.; Binder, C.; de Mello, J.D.B.; Costa, H.L. Combined Use of Surface Texturing, Plasma Nitriding and DLC Coating on Tool Steel. Coatings 2021, 11, 201. [Google Scholar] [CrossRef]
- Aijaz, A.; Ferreira, F.; Oliveira, J.; Kubart, T. Mechanical properties of hydrogen free diamond-like carbon thin films deposited by high power impulse magnetron sputtering with Ne. Coatings 2018, 8, 385. [Google Scholar] [CrossRef]
- Grigoriev, S.; Volosova, M.; Fyodorov, S.; Lyakhovetskiy, M.; Seleznev, A. DLC-coating Application to Improve the Durability of Ceramic Tools. J. Mater. Eng. Perform. 2019, 28, 4415–4426. [Google Scholar] [CrossRef]
- Volosova, M.A.; Grigor’ev, S.N.; Kuzin, V.V. Effect of Titanium Nitride Coating on Stress Structural Inhomogeneity in Oxide-Carbide Ceramic. Part 4. Action of Heat Flow. Refract. Ind. Ceram. 2015, 56, 91–96. [Google Scholar] [CrossRef]
- Gong, F.; Zhao, J.; Pang, J. Evolution of cutting forces and tool failure mechanisms in intermittent turning of hardened steel with ceramic tool. Int. J. Adv. Manuf. Technol. 2017, 89, 1603–1613. [Google Scholar] [CrossRef]
- Bian, R.; Ding, W.; Liu, S.; He, N. Research on High Performance Milling of Engineering Ceramics from the Perspective of Cutting Variables Setting. Materials 2019, 12, 122. [Google Scholar] [CrossRef]
- Vereschaka, A.A.; Grigoriev, S.N.; Volosova, M.A.; Batako, A.; Vereschaka, A.S.; Sitnikov, N.N.; Seleznev, A.E. Nano-scale multi-layered coatings for improved efficiency of ceramic cutting tools. Int. J. Adv. Manuf. Technol. 2017, 90, 27–43. [Google Scholar] [CrossRef]
- Palmero, P. Structural Ceramic Nanocomposites: A Review of Properties and Powders’ Synthesis Methods. Nanomaterials 2015, 5, 656–696. [Google Scholar] [CrossRef]
- Vereschaka, A.S.; Grigoriev, S.N.; Sotova, E.S.; Vereschaka, A.A. Improving the efficiency of the cutting tools made of mixed ceramics by applying modifying nano-scale multilayered coatings. Adv. Mat. Res. 2013, 712, 391–394. [Google Scholar]
- Bensouilah, H.; Aouici, H.; Meddour, I.; Yallese, M.A.; Mabrouki, T.; Girardin, F. Performance of coated and uncoated mixed ceramic tools in hard turning process. Measurement 2016, 82, 1–18. [Google Scholar] [CrossRef]
- Volosova, M.; Grigoriev, S.; Metel, A.; Shein, A. The role of thin-film vacuum-plasma coatings and their influence on the efficiency of ceramic cutting inserts. Coatings 2018, 8, 287. [Google Scholar] [CrossRef]
- Grigoriev, S.N.; Vereschaka, A.A.; Vereschaka, A.S.; Kutin, A.A. Cutting tools made of layered composite ceramics with nano-scale multilayered coatings. Procedia CIRP 2012, 1, 301–306. [Google Scholar] [CrossRef]
- Grigoriev, S.N.; Volosova, M.A.; Fedorov, S.V.; Okunkova, A.A.; Pivkin, P.M.; Peretyagin, P.Y.; Ershov, A. Development of DLC-Coated Solid SiAlON/TiN Ceramic End Mills for Nickel Alloy Machining: Problems and Prospects. Coatings 2021, 11, 532. [Google Scholar] [CrossRef]
- Sobol, O.V.; Andreev, A.A.; Grigoriev, S.N.; Gorban, V.F.; Volosova, M.A.; Aleshin, S.V.; Stolbovoi, V.A. Effect of high-voltage pulses on the structure and properties of titanium nitride vacuum-arc coatings. Met. Sci. Heat Treat. 2012, 54, 195–203. [Google Scholar] [CrossRef]
- Lanigan, J.; Zhao, H.; Morina, A.; Neville, A. Tribochemistry of silicon and oxygen doped, hydrogenated diamond-like carbon in fully-formulated oil against low additive oil. Tribol. Int. 2015, 82, 431–442. [Google Scholar] [CrossRef]
- Nakazawa, H.; Kamata, R.; Miura, S.; Okuno, S. Effects of frequency of pulsed substrate bias on structure and properties of silicon-doped diamond-like carbon films by plasma deposition. Thin Solid Film. 2015, 574, 93–98. [Google Scholar] [CrossRef]
- Grigoriev, S.N.; Volosova, M.A.; Vereschaka, A.A.; Sitnikov, N.N.; Milovich, F.; Bublikov, J.I.; Fyodorov, S.V.; Seleznev, A.E. Properties of (Cr,Al,Si)N-(DLC-Si) composite coatings deposited on a cutting ceramic substrate. Ceram. Int. 2020, 46, 18241–18255. [Google Scholar] [CrossRef]
- Uhlmann, E.; Hübert, C. Tool grinding of end mill cutting tools made from high performance ceramics and cemented carbides. CIRP Ann. 2011, 60, 359–362. [Google Scholar] [CrossRef]
- Smirnov, K.L. Sintering of SiAlON ceramics under high-speed thermal treatment. Powder Metall. Met. Ceram. 2012, 51, 76–82. [Google Scholar] [CrossRef]
- Chi, I.S.; Bux, S.K.; Bridgewater, M.M.; Star, K.E.; Firdosy, S.; Ravi, V.; Fleurial, J.-P. Mechanically robust SiAlON ceramics with engineered porosity via two-step sintering for applications in extreme environments. MRS Adv. 2016, 1, 1169–1175. [Google Scholar] [CrossRef]
- Zheng, G.; Zhao, J.; Zhou, Y.; Li, A.; Cui, X.; Tian, X. Performance of graded nano-composite ceramic tools in ultra-high-speed milling of Inconel 718. Int. J. Adv. Manuf. Technol. 2013, 67, 2799–2810. [Google Scholar] [CrossRef]
- Molaiekiya, F.; Stolf, P.; Paiva, J.M.; Bose, B.; Goldsmith, J.; Gey, C.; Engin, S.; Fox-Rabinovich, G.; Veldhuis, S.C. Influence of process parameters on the cutting performance of SiAlON ceramic tools during high-speed dry face milling of hardened Inconel 718. Int. J. Adv. Manuf. Technol. 2019, 105, 1083–1098. [Google Scholar] [CrossRef]
- Metel, A.; Bolbukov, V.; Volosova, M.; Grigoriev, S.; Melnik, Y. Equipment for deposition of thin metallic films bombarded by fast argon atoms. Instrum. Exp. Technol. 2014, 57, 345–351. [Google Scholar] [CrossRef]
- Vereschaka, A.A.; Volosova, M.A.; Grigoriev, S.N.; Vereschaka, A.S. Development of wear-resistant complex for high-speed steel tool when using process of combined cathodic vacuum arc deposition. Procedia CIRP 2013, 9, 8–12. [Google Scholar] [CrossRef]
- Metel, A.; Grigoriev, S.; Melnik, Y.; Panin, V.; Prudnikov, V. Cutting Tools Nitriding in Plasma Produced by a Fast Neutral Molecule Beam. Jpn. J. Appl. Phys. 2011, 50, 08JG04. [Google Scholar] [CrossRef]
- Vereschaka, A.; Tabakov, V.; Grigoriev, S.; Sitnikov, N.; Milovich, F.; Andreev, N.; Bublikov, J. Investigation of wear mechanisms for the rake face of a cutting tool with a multilayer composite nanostructured Cr–CrN-(Ti,Cr,Al,Si)N coating in high-speed steel turning. Wear 2019, 438, 203069. [Google Scholar] [CrossRef]
- Vereschaka, A.; Tabakov, V.; Grigoriev, S.; Sitnikov, N.; Milovich, F.; Andreev, N.; Sotova, C.; Kutina, N. Investigation of the influence of the thickness of nanolayers in wear-resistant layers of Ti-TiN-(Ti,Cr,Al)N coating on destruction in the cutting and wear of carbide cutting tools. Surf. Coat. Technol. 2020, 385, 125402. [Google Scholar] [CrossRef]
- Evaristo, M.; Fernandes, F.; Jeynes, C.; Cavaleiro, A. The Influence of H Content on the Properties of a-C(W):H Coatings. Coatings 2023, 13, 92. [Google Scholar] [CrossRef]
- Vereschaka, A.; Grigoriev, S.; Tabakov, V.; Migranov, M.; Sitnikov, N.; Milovich, F.; Andreev, N. Influence of the Nanostructure of Ti-TiN-(Ti,Al,Cr)N Multilayer Composite Coating on Tribological Properties and Cutting Tool Life. Tribol. Int. 2020, 150, 106388. [Google Scholar] [CrossRef]
- Haq, A.J.; Munroe, P.R.; Hoffman, M.; Martin, P.J.; Bendavid, A. Berkovich indentation of diamondlike carbon coatings on silicon substrates. J. Mater. Res. 2008, 23, 1862–1869. [Google Scholar] [CrossRef]
- Grigoriev, S.; Vereschaka, A.; Zelenkov, V.; Sitnikov, N.; Bublikov, J.; Milovich, F.; Andreev, N.; Mustafaev, E. Specific features of the structure and properties of arc-PVD coatings depending on the spatial arrangement of the sample in the chamber. Vacuum 2022, 200, 111047. [Google Scholar] [CrossRef]
- Vereschaka, A.A.; Vereschaka, A.S.; Grigoriev, S.N.; Kirillov, A.K.; Khaustova, O.U. Development and research of environmentally friendly dry technological machining system with compensation of physical function of cutting fluids. Procedia CIRP 2013, 7, 311–316. [Google Scholar] [CrossRef]
- Kyzioł, K.; Jabłoński, P.; Niemiec, W.; Prażuch, J.; Kottfer, D.; Łętocha, A.; Kaczmarek, Ł. Deposition, morphology and functional properties of layers based on DLC:Si and DLC:N on polyurethane. Appl. Phys. A 2020, 126, 751. [Google Scholar] [CrossRef]
- Ahmed, S.F.; Mitra, M.K.; Chattopadhyay, K.K. Low-macroscopic field emission from siliconincorporated diamond-like carbon film synthesized by dc PECVD. Appl. Surf. Sci. 2007, 253, 5480–5484. [Google Scholar] [CrossRef]
- Puttichaem, C.; Souza, G.P.; Ruthe, K.C.; Chainok, K. Characterization of Ultra-Thin Diamond-Like Carbon Films by SEM/EDX. Coatings 2021, 11, 729. [Google Scholar] [CrossRef]
- Zeng, Q.; Ning, Z. High-temperature tribological properties of diamond-like carbon films: A review. Rev. Adv. Mater. Sci. 2021, 60, 276–292. [Google Scholar] [CrossRef]
- He, M.; Yeo, C. Evaluation of Thermal Degradation of DLC Film Using a Novel Raman Spectroscopy Technique. Coatings 2018, 8, 143. [Google Scholar] [CrossRef]
- Huang, B.; Liu, L.-T.; Han, S.; Du, H.-M.; Zhou, Q.; Zhang, E.-G. Effect of deposition temperature on the microstructure and tribological properties of Si-DLC coatings prepared by PECVD. Diam. Relat. Mater. 2022, 129, 109345. [Google Scholar] [CrossRef]
- Moolsradoo, N.; Abe, S.; Watanabe, S. Thermal Stability and Tribological Performance of DLC-Si–O Films. Adv. Mater. Sci. Eng. 2011, 2011, 483437. [Google Scholar] [CrossRef]
- Zeng, Q.; Eryilmaz, O.; Erdemir, A. Superlubricity of the DLC films-related friction system at elevated temperature. RSC Adv. 2015, 5, 93147–93154. [Google Scholar] [CrossRef]
- Zajíčková, L.; Buršíková, V.; Peřina, V.; Macková, A.; Janča, J. Correlation between SiOx content and properties of DLC:SiOx films prepared by PECVD. Surf. Coat. Technol. 2003, 174–175, 281–285. [Google Scholar] [CrossRef]
- Grischke, M.; Hieke, A.; Morgenweck, F.; Dimigen, H. Variation of the Wettability of DLC-coatings by NetworkModification Using Silicon and Oxygen. Diam. Relat. Mater. 1998, 7, 454–458. [Google Scholar] [CrossRef]
- Meškinis, Š.; Vasiliauskas, A.; Andrulevičius, M.; Peckus, D.; Tamulevičius, S.; Viskontas, K. Diamond Like Carbon Films Containing Si: Structure and Nonlinear Optical Properties. Materials 2020, 13, 1003. [Google Scholar] [CrossRef]
- Maser, K. Varying internal parameters in the thermal silicon oxidation. J. Solid State Electrochem. 2019, 23, 2589–2593. [Google Scholar] [CrossRef]
- Gerlach, G.; Maser, K. A Self-Consistent Model for Thermal Oxidation of Silicon at Low Oxide Thickness. Adv. Condens. Matter Phys. 2016, 2016, 7545632. [Google Scholar] [CrossRef]
- Hatty, V.; Kahn, H.; Heuer, A.H. Fracture Toughness, Fracture Strength, and Stress Corrosion Cracking of Silicon Dioxide Thin Films. J. Microelectromech. Syst. 2008, 17, 943–947. [Google Scholar] [CrossRef]
- Zarchi, M.; Ahangarani, S. Optical and morphological properties of silicon dioxide thin films. J. Mater. Sci: Mater. Electron. 2016, 27, 1165–1170. [Google Scholar] [CrossRef]
- Jeong, J.S.; Cho, C.H.; Kim, J.O.; Yeo, D.H.; Choi, W.Y. Preparation and characterization of DLC/SiO2/Al2O3 nanofiltration membrane. Bull. Mater. Sci. 2013, 36, 1133–1138. [Google Scholar] [CrossRef]
- Grigoriev, S.; Vereschaka, A.; Milovich, F.; Tabakov, V.; Sitnikov, N.; Andreev, N.; Sviridova, T.; Bublikov, J. Investigation of multicomponent nanolayer coatings based on nitrides of Cr, Mo, Zr, Nb, and Al. Surf. Coat. Technol. 2020, 401, 126258. [Google Scholar] [CrossRef]
- Vetter, J.; Eriksson, A.O.; Reiter, A.; Derflinger, V.; Kalss, W. Quo Vadis: AlCr-Based Coatings in Industrial Applications. Coatings 2021, 11, 344. [Google Scholar] [CrossRef]














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Ni | Cr | Ti | Al | Fe | Si | Co | Mn | Cu | C | Other Elements |
|---|---|---|---|---|---|---|---|---|---|---|
| 73 | 20 | 2.5 | 1.0 | 1.0 | 0.6 | 0.5 | 0.4 | 0.2 | 0.07 | 0.73 |
| XPS-Peak | Scanning Range, eV | Binding Energy Peak, eV | Atomic % (Initial Sample) | Atomic % (after Heating) |
|---|---|---|---|---|
| C1s Sp3 (hybridization of diamond) | 279–297 | 285.5 | 56.34 | 33.67 |
| C1s Sp2 (hybridization of graphite) | 279–297 | 284.3 | 18.31 | 28.08 |
| C1s C=O | 279–297 | 286.5 | 9.31 | 13.12 |
| C1s C-O | 279–297 | 286.2 | 7.46 | 10.97 |
| O1s C-O | 525–545 | 533.4 | 3.89 | 7.03 |
| O1s C=O | 525–545 | 531.8 | 3.59 | 6.01 |
| O1s SiO2 | 525–545 | 532.5 | N/D | 1.12 |
| Si2p3, Si-N, Si-C | 95–110 | 100.4 | 1.1 | - |
| XPS-Peak | Scanning Range, eV | Binding Energy Peak, eV | Atomic % (Initial Sample) | Atomic % (after Heating) |
|---|---|---|---|---|
| C1s Sp3 (hybridization of diamond) | 279–297 | 285.3 | 56.02 | 39.49 |
| C1s Sp2 (hybridization of graphite) | 279–297 | 284.5 | 15.53 | 21.98 |
| C1s C=O | 279–297 | 286.5 | 9.41 | 11.89 |
| C1s C-O | 279–297 | 286.1 | 7.73 | 9.41 |
| O1s C-O | 525–545 | 533.5 | 3.68 | 6.86 |
| O1s C=O | 525–545 | 531.8 | 3.35 | 6.02 |
| O1s SiO2 | 525–545 | 532.4 | N/D | 3.35 |
| Si2p3, Si-N, Si-C | 95–110 | 100.3 | 4.28 | 1.0 |
| XPS-Peak | Scanning Range, eV | Binding Energy Peak, eV | Atomic % (Initial Sample) | Atomic % (after Heating) |
|---|---|---|---|---|
| C1s Sp3 (hybridization of diamond) | 279–297 | 285.2 | 51.94 | 31.23 |
| C1s Sp2 (hybridization of graphite) | 279–297 | 284.5 | 15.48 | 25.02 |
| C1s C=O | 279–297 | 286.5 | 10.02 | 12.74 |
| C1s C-O | 279–297 | 286.2 | 8.03 | 10.31 |
| O1s C-O | 525–545 | 533.4 | 4.77 | 7.94 |
| O1s C=O | 525–545 | 531.6 | 3.34 | 6.01 |
| O1s SiO2 | 525–545 | 532.4 | 1.01 | 5.71 |
| Si2p3, Si-N, Si-C | 95–110 | 100.4 | 5.41 | 1.04 |
| XPS-Peak | Scanning Range, eV | Binding Energy Peak, eV | Atomic % (Initial Sample) | Atomic % (after Heating) |
|---|---|---|---|---|
| C1s Sp3 (hybridization of diamond) | 279–297 | 285.3 | 48.1 | 31.02 |
| C1s Sp2 (hybridization of graphite) | 279–297 | 284.3 | 15.21 | 23.1 |
| C1s C=O | 279–297 | 286.6 | 11.39 | 12.98 |
| C1s C-O | 279–297 | 286.1 | 8.17 | 10.02 |
| O1s C-O | 525–545 | 533.5 | 5.39 | 8.1 |
| O1s C=O | 525–545 | 531.8 | 3.63 | 6.72 |
| O1s SiO2 | 525–545 | 532.5 | 1.05 | 6.01 |
| Si2p3, Si-N, Si-C | 95–110 | 100.5 | 7.06 | 2.05 |
| Sample | Si-Content in DLC Layer, % wt. | Nanohardness H, GPa | Modulus of Elasticity E, GPa |
|---|---|---|---|
| Original | - | 28 ± 1.5 | 246 ± 6 |
| No. 1 | 1.5 | 27 ± 1 | 241 ± 8 |
| No. 2 | 4.1 | 26 ± 1.5 | 238 ± 6 |
| No. 3 | 6.2 | 22 ± 1 | 210 ± 6 |
| No. 4 | 7.7 | 19 ± 1 | 198 ± 4 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Volosova, M.A.; Okunkova, A.A. Study of the Influence of Silicon-Containing Diamond-like Carbon Coatings on the Wear Resistance of SiAlON Tool Ceramics. C 2023, 9, 50. https://doi.org/10.3390/c9020050
Volosova MA, Okunkova AA. Study of the Influence of Silicon-Containing Diamond-like Carbon Coatings on the Wear Resistance of SiAlON Tool Ceramics. C. 2023; 9(2):50. https://doi.org/10.3390/c9020050
Chicago/Turabian StyleVolosova, Marina A., and Anna A. Okunkova. 2023. "Study of the Influence of Silicon-Containing Diamond-like Carbon Coatings on the Wear Resistance of SiAlON Tool Ceramics" C 9, no. 2: 50. https://doi.org/10.3390/c9020050
APA StyleVolosova, M. A., & Okunkova, A. A. (2023). Study of the Influence of Silicon-Containing Diamond-like Carbon Coatings on the Wear Resistance of SiAlON Tool Ceramics. C, 9(2), 50. https://doi.org/10.3390/c9020050