
Optimization of 2-Phenylethanol Production from Sweet Whey Fermentation Using Kluyveromyces marxianus

 , , and
, , and
Abstract
:1. Introduction
2. Materials and Methods
2.1. Biological Material
2.2. Sweet Whey (Substrate)
2.3. Experimental Design: Central Composite Design (CCD)
2.4. Fermentation
2.5. Optimization
2.6. Gas Chromatography (GC)
2.7. Determination of the Chemical Oxygen Demand (COD)
2.8. Statistic Analysis
3. Results
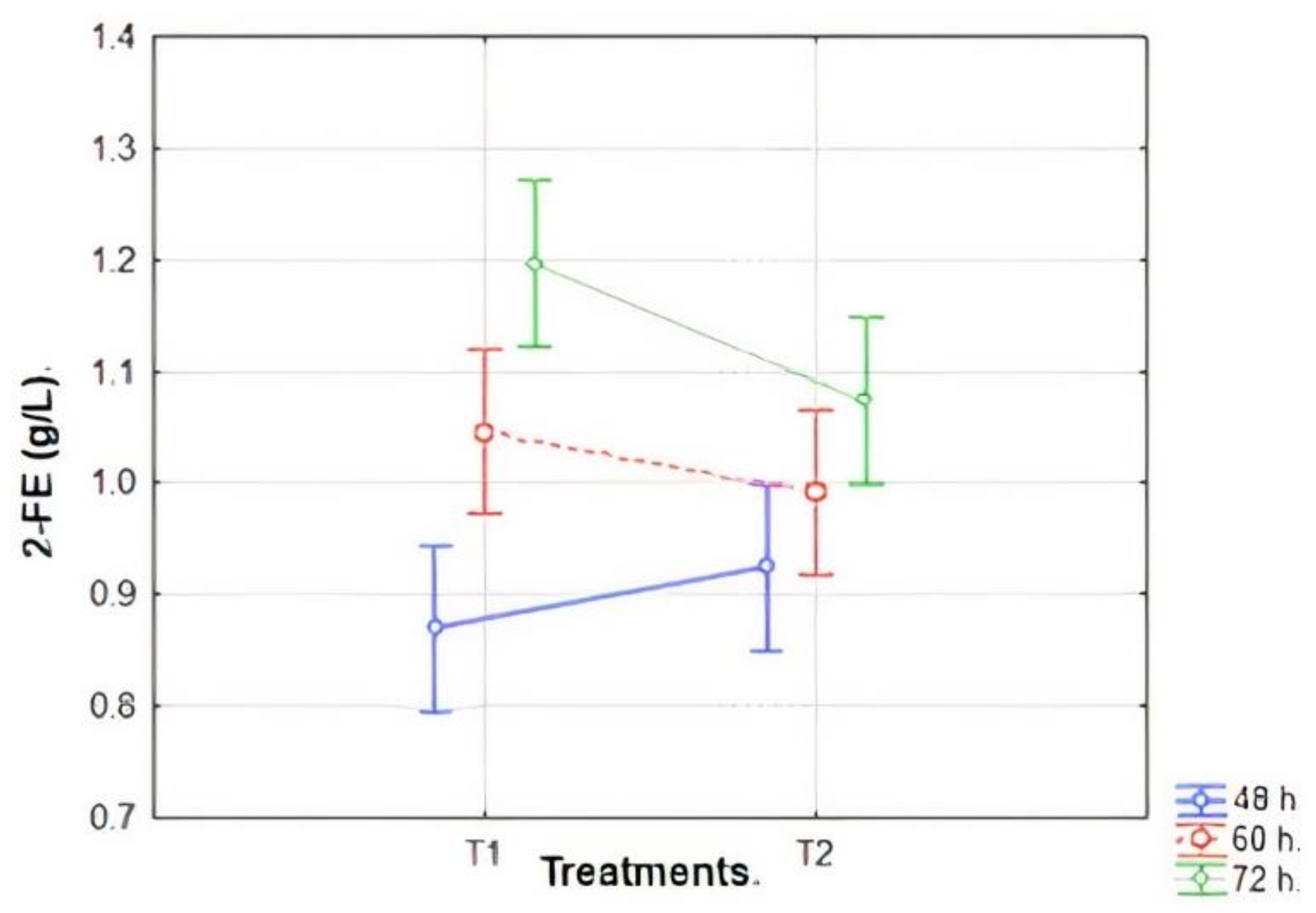
3.1. Production of 2-PhEtOH
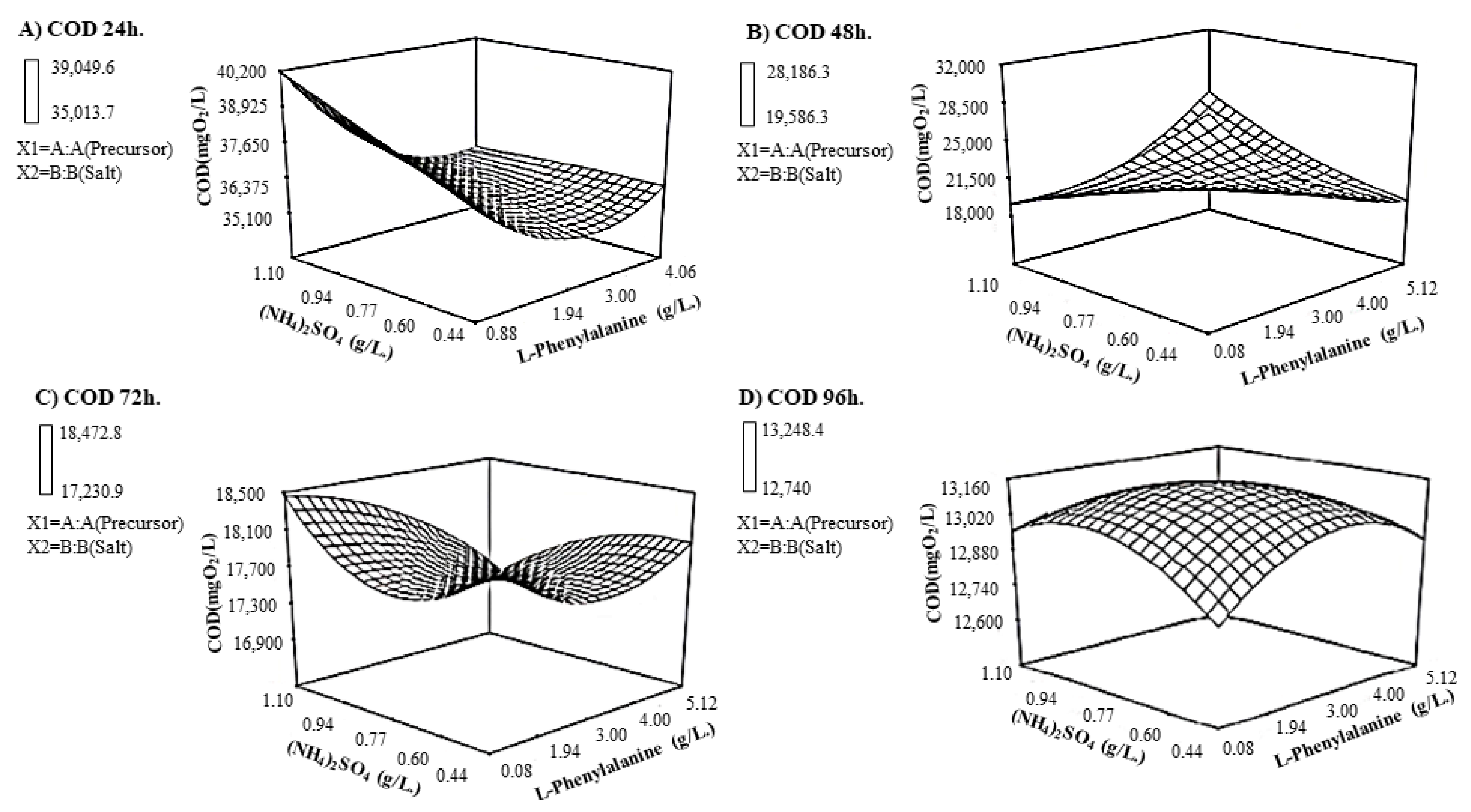
3.2. Decrease in COD
3.3. Validation of the Models
4. Discussion
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Etschmann, M.; Sell, D.; Schrader, J. Screening of yeasts for the production of the aroma compound 2-phenylethanol in a molasses-based medium. Biotechnol. Lett. 2003, 25, 531–536. [Google Scholar] [CrossRef]
- Etschmann, M.; Sell, D.; Schrader, J. Medium optimization for the production of the aroma compound 2-phenylethanol using a genetic algorithm. J. Mol. Catal. B Enzym. 2004, 29, 187–193. [Google Scholar] [CrossRef]
- Sarkar, N.; Ghosh, S.K.; Bannerjee, S.; Aikat, K. Bioethanol production from agricultural wastes: An overview. Renew. Energ. 2012, 37, 19–27. [Google Scholar] [CrossRef]
- Mu, L.; Hu, X.; Liu, X.; Zhao, Y.; Xu, Y. Production of 2-phenylethanol by microbial mixed cultures allows resource recovery of cane molasses wastewater. Fresen Environ. Bull. 2014, 23, 1356–1365. [Google Scholar]
- Longo, M.A.; Sanromán, M.A. Production of food aroma compounds: Microbial and enzymatic methodologies. Food Technol. Biotechnol. 2006, 44, 335–353. [Google Scholar]
- Mitri, S.; Koubaa, M.; Maroun, R.G.; Rossignol, T.; Nicaud, J.M.; Louka, N. Bioproduction of 2-Phenylethanol through Yeast Fermentation on Synthetic Media and on Agro-Industrial Waste and By-Products: A Review. Foods 2022, 11, 109. [Google Scholar] [CrossRef]
- Rodríguez-Romero, J.J.; Aceves-Lara, C.A.; Ferreira-Silva, C.; Gschaedler, A.; Amaya-Delgado, L.; Arrizon, J. 2-Phenylethanol and 2-phenylethylacetate production by nonconventional yeasts using tequila vinasses as a substrate. Biotechnol. Rep. 2020, 25, e00420. [Google Scholar] [CrossRef] [PubMed]
- Chreptowicz, K.; Sternicka, M.K.; Kowalska, P.D.; Mierzejewska, J. Screening of yeasts for the production of 2-phenylethanol (rose aroma) in organic waste-based media. Lett. Appl. Microbiol. 2018, 66, 153–160. [Google Scholar] [CrossRef]
- Garavaglia, J.; Flores, S.H.; Pizzolato, T.M.; do Carmo Peralba, M.; Ayub, M.A.Z. Bioconversion of L-phenylalanine into 2-phenylethanol by Kluyveromyces marxianus in grape must cultures. World J. Microbiol. Biotechnol. 2007, 23, 1273–1279. [Google Scholar] [CrossRef]
- Spalatelu, C. Biotechnological valorization of whey. Innov. Rom. Food Biotechnol. 2012, 10, 1–8. [Google Scholar]
- Prazeres, A.R.; Carvalho, F.; Rivas, J. Cheese whey management: A review. J. Environ. Manag. 2012, 110, 48–68. [Google Scholar] [CrossRef] [PubMed]
- Qian, X.; Yan, W.; Zhang, W.; Dong, W.; Ma, J.; Ochsenreither, K.; Jiang, M.; Xin, F. Current status and perspectives of 2-phenylethanol production through biological processes. Crit. Rev. Biotechnol. 2019, 39, 235–248. [Google Scholar] [CrossRef]
- Hua, D.; Xu, P. Recent advances in biotechnological production of 2-phenylethanol. Biotechnol. Adv. 2011, 29, 654–660. [Google Scholar] [CrossRef]
- Montgomery, D. Design and Analysis of Experiments, 8th ed.; Wiley: Hoboken, NJ, USA, 2012; pp. 478–544. [Google Scholar]
- Corona-González, R.; Ramos-Ibarra, J.; Gutiérrez-González, P.; Pelayo-Ortiz, C.; Guatemala-Morales, G.; Arriola-Guevara, E. The use of response surface methodology to evaluate the fermentation conditions in the production of tepache. Rev. Mex. Ing. Quím. 2020, 12, 19–28. [Google Scholar]
- Hernández-Díaz, W.N.; Hernández-Campos, F.J.; Vargas-Galarze, Z.; Rodríguez-Jiménez, G.C.; García-Alvarado, M.A. Coffee Grain Rotary Drying Optimization. Rev. Mex. Ing. Quím. 2013, 12, 315–325. [Google Scholar]
- Téllez-Mora, P.; Peraza-Luna, F.A.; Feria-Velasco, A.; Andrade-González, I. Optimization of fermentation process for tequila production using response surface methodology (RSM). Rev. Mex. Ing. Quím. 2020, 11, 163–176. [Google Scholar]
- Ramírez-Vargas, R.; Vital-Jacome, M.; Camacho-Pérez, E.; Hubbard, L.; Thalasso, F. Characterization of oxygen transfer in a 24-well microbioreactor system and potential respirometric applications. J. Biotechnol. 2014, 186, 58–68. [Google Scholar] [CrossRef] [Green Version]
- Conde-Báez, L.; Castro-Rosas, J.; Villagómez-Ibarra, J.R.; Páez-Lerma, J.B.; Gómez-Aldapa, C. Evaluation of waste of the cheese industry for the production of aroma of roses (Phenylethyl alcohol). Waste Biomass Valori. 2017, 8, 1343–1350. [Google Scholar] [CrossRef]
- Bong-yul, T.; Bong-sik, T.; Young-ju, K.; Yong-jin, P.; Young-hun, Y.; Gil-ho, M. Optimization of color and COD removal from livestock wastewater by electrocoagulation process: Application of Box–Behnken design (BBD). J. Ind. Eng. Chem. 2015, 28, 307–315. [Google Scholar]
- Yun, T.Y.; Feng, R.J.; Zhou, D.B.; Pan, Y.Y.; Chen, Y.F.; Wang, F.; Yin, L.Y.; Zhang, Y.D.; Xie, J.H. Optimization of fermentation conditions through response surface methodology for enhanced antibacterial metabolite production by Streptomyces sp. 1-14 from cassava rhizosphere. PLoS ONE 2018, 13, e0206497. [Google Scholar] [CrossRef]
- Kaur, H.; Arora, D.S.; Sharma, V. Isolation, purification, and characterization of antimicrobial compound 6-[1, 2-dimethyl-6-(2-methyl-allyloxy)-hexyl]-3-(2-methoxy-phenyl)-chromen-4-one from Penicillium sp. HT-28. Appl. Biochem. Biotechnol. 2014, 8, 1963–1976. [Google Scholar] [CrossRef] [PubMed]
- Scherlach, K.; Hertweck, C. Triggering cryptic natural product biosynthesis in microorganisms. Org. Biomol. Chem. 2009, 7, 1753–1760. [Google Scholar] [CrossRef] [PubMed]
- Liu, J.; Jiang, J.; Bai, Y.; Fan, T.-P.; Zhao, Y.; Zheng, X. Mimicking a new 2-phenylethanol production pathway from Proteus mirabilis JN458 in Escherichia coli. J. Agric. Food Chem. 2018, 13, 3498–3504. [Google Scholar] [CrossRef]
- Yin, S.; Zhou, H.; Xiao, X.; Lang, T.; Liang, J.; Wang, C. Improving 2-Phenylethanol Production via Ehrlich Pathway using genetic engineered Saccharomyces cerevisiae strains. Curr. Microbiol. 2015, 70, 762–767. [Google Scholar] [CrossRef]
- Dubencovs, K.; Liepins, J.; Suleiko, A.; Suleiko, A.; Vangravs, R.; Kassaliete, J.; Scerbaka, R.; Grigs, O. Optimization of Synthetic Media Composition for Kluyveromyces marxianus Fed-Batch Cultivation. Fermentation 2021, 7, 62. [Google Scholar] [CrossRef]
- Wang, H.; Dong, Q.; Guan, A.; Meng, C.; Shi, X.; Guo, Y. Synergistic inhibition effect of 2-phenylethanol and ethanol on bioproduction of natural 2-phenylethanol by Saccharomyces cerevisiae and process enhancement. J. Biosci. Bioeng. 2011, 1, 26–31. [Google Scholar] [CrossRef] [PubMed]
- Ha-Tran, D.M.; Nguyen, T.T.M.; Huang, C.-C. Kluyveromyces marxianus: Current State of Omics Studies, Strain Improvement Strategy and Potential Industrial Implementation. Fermentation 2020, 6, 124. [Google Scholar] [CrossRef]
- Gutierrez, E.; Bastidas, M. Optimal reduction of the organic load of sweet whey through the growth of Kluyveromyces marxianus. Afinidad LXXIII 2015, 575, 185–190. [Google Scholar]
- De Deken, R.H. The Crabtree effect: A regulatory system in yeast. J. Gen. Microbiol. 1966, 44, 149–156. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Karim, A.; Gerliani, N.; Aïder, M. Kluyveromyces marxianus: An emerging yeast cell factory for applications in food and biotechnology. Int. J. Food Microbiol. 2020, 333, 108818. [Google Scholar] [CrossRef] [PubMed]
- Bellaver, L.H.; de Carvalho, N.M.B.; Abrahão-Neto, J.; Gombert, A.K. Ethanol formation and enzyme activities around glucose-6-phosphate in Kluyveromyces marxianus CBS 6556 exposed to glucose or lactose excess. FEMS Yeast Res. 2004, 4, 691–698. [Google Scholar] [CrossRef] [PubMed] [Green Version]




{kind=link}
{kind=link}
{kind=link}
| Treatment. | X (L-Phenylalanine) | Y ((NH4)2SO4) |
|---|---|---|
| T1 | −1.41 | 0.0 |
| T2 | −1.0 | −1.0 |
| T3 | −1.0 | 1.0 |
| T4 | 0.0 | −1.41 |
| T5 | 0.0 | 0.0 |
| T6 | 0.0 | 0.0 |
| T7 | 0.0 | 0.0 |
| T8 | 0.0 | 0.0 |
| T9 | 0.0 | 1.41 |
| T10 | 1.0 | −1.0 |
| T11 | 1.0 | 1.0 |
| T12 | 1.41 | 0.0 |
| Fermentation Hours | Model | Linear | P/S Interaction | Quadratic | Lack of Fit | Value of R2 | ||
|---|---|---|---|---|---|---|---|---|
| P | S | P2 | S2 | |||||
| 24 | 28.85 | 141.20 | 1.38 | 0.19 | 0.61 | 1.14 | 0.47 | 0.80 |
| 48 | 54.20 | 265.02 | 0.29 | 2.95 | 0.63 | 1.61 | 13.89 | 0.88 |
| 72 | 30.05 | 66.52 | 1.19 | 2.86 | 79.53 | 3.96 | 4.46 | 0.82 |
| 96 | 21.50 | 95.23 | 4.4 | 11.12 | 5.43 | 2.79 | 6.83 | 0.78 |
| Fermentation Hours | Model | Value of R2 |
|---|---|---|
| 24 | 0.80 | |
| 48 | 0.88 | |
| 72 | 0.82 | |
| 96 | 0.78 |
| Fermentation Hours | L-Phenylalanine (g/L) | (NH4)2SO4 (g/L) | 2-PhEtOH (g/L) |
|---|---|---|---|
| 24 | 4.50 | 0.94 | 0.73 |
| 48 | 4.50 | 0.52 | 1.25 |
| 72 | 4.17 | 0.82 | 1.17 |
| 96 | 4.50 | 1.00 | 0.39 |
| Run | COD (mg O2/L) | Run | COD (mg O2/L) |
|---|---|---|---|
| T1 | 50,955.63 ± 4769.70 | T7 | 50,622.20 ± 3883.73 |
| T2 | 52,111.41 ± 2020.73 | T8 | 50,288.97 ± 3987.36 |
| T3 | 53,555.41 ± 1802.78 | T9 | 55,231.15 ± 1443.38 |
| T4 | 51,455.23 ± 4000.00 | T10 | 51,288.52 ± 1258.31 |
| T5 | 50,312.17 ± 1892.97 | T11 | 53,785.37 ± 2516.61 |
| T6 | 50,122.30 ± 3617.09 | T12 | 55,288.12 ± 1607.28 |
| Fermentation Hours | Model | Linear | P/S Interaction | Quadratic | Lack of Fit | R2 Value | ||
|---|---|---|---|---|---|---|---|---|
| P | S | P2 | S2 | |||||
| 24 | 26.14 | 77.40 | 17.35 | 6.25 | 40.58 | 0.05 | 1.22 | 0.83 |
| 48 | 35.53 | 33.85 | 31.78 | 78.01 | 28.50 | 6.09 | 2.08 | 0.84 |
| 72 | 26.21 | 31.90 | 15.24 | 9.54 | 5.04 | 84.85 | 10.15 | 0.81 |
| 96 | 7.20 | 3.29 | 0.42 | 5.96 | 18.46 | 10.38 | 3.46 | 0.53 |
| Fermentation Time | Model | R2 Value |
|---|---|---|
| 24 | 0.86 | |
| 48 | 0.86 | |
| 72 | 0.85 | |
| 96 | 0.620 |
| Fermentation Time | Initial COD (mg O2/L) | Final COD (mg O2/L) | % Removal. |
|---|---|---|---|
| 24 | 53,785.37 ± 2516.61 | 35,792.65 ± 2987.98 | 33 |
| 48 | 51,288.52 ± 1258.31 | 20,147.97 ± 1413.56 | 60 |
| 72 | 55,288.12 ± 1607.28 | 17,316.14 ± 1095.36 | 68 |
| 96 | 53,785.37 ± 2516.61 | 12,863.38 ± 1078.22 | 76 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Alonso-Vargas, M.; Téllez-Jurado, A.; Gómez-Aldapa, C.A.; Ramírez-Vargas, M.d.R.; Conde-Báez, L.; Castro-Rosas, J.; Cadena-Ramírez, A. Optimization of 2-Phenylethanol Production from Sweet Whey Fermentation Using Kluyveromyces marxianus. Fermentation 2022, 8, 39. https://doi.org/10.3390/fermentation8020039
Alonso-Vargas M, Téllez-Jurado A, Gómez-Aldapa CA, Ramírez-Vargas MdR, Conde-Báez L, Castro-Rosas J, Cadena-Ramírez A. Optimization of 2-Phenylethanol Production from Sweet Whey Fermentation Using Kluyveromyces marxianus. Fermentation. 2022; 8(2):39. https://doi.org/10.3390/fermentation8020039
Chicago/Turabian StyleAlonso-Vargas, Monserrat, Alejandro Téllez-Jurado, Carlos A. Gómez-Aldapa, María del Rocío Ramírez-Vargas, Laura Conde-Báez, Javier Castro-Rosas, and Arturo Cadena-Ramírez. 2022. "Optimization of 2-Phenylethanol Production from Sweet Whey Fermentation Using Kluyveromyces marxianus" Fermentation 8, no. 2: 39. https://doi.org/10.3390/fermentation8020039
APA StyleAlonso-Vargas, M., Téllez-Jurado, A., Gómez-Aldapa, C. A., Ramírez-Vargas, M. d. R., Conde-Báez, L., Castro-Rosas, J., & Cadena-Ramírez, A. (2022). Optimization of 2-Phenylethanol Production from Sweet Whey Fermentation Using Kluyveromyces marxianus. Fermentation, 8(2), 39. https://doi.org/10.3390/fermentation8020039