
Investigation on Polishing the Concave Surface of Zirconia Ceramics with Magnetic Compound Fluid Enhanced by Hydration Reaction

Abstract
:1. Introduction
2. Method
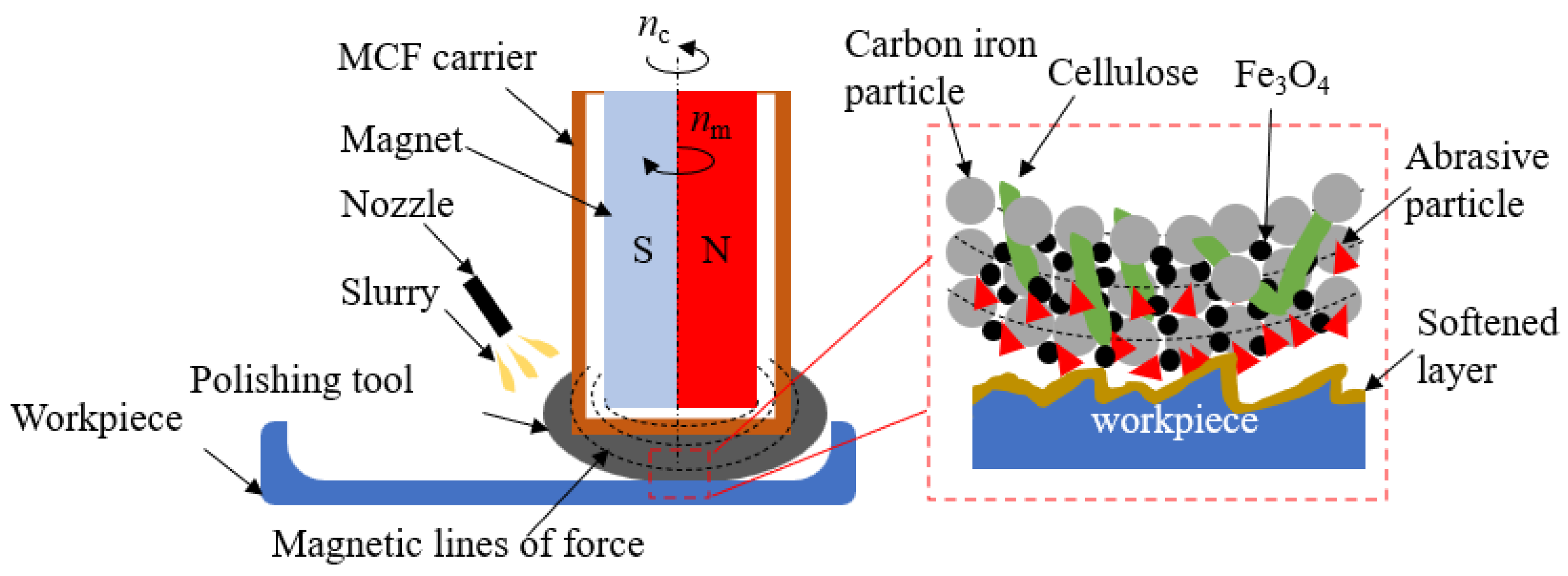
2.1. Polishing Principle
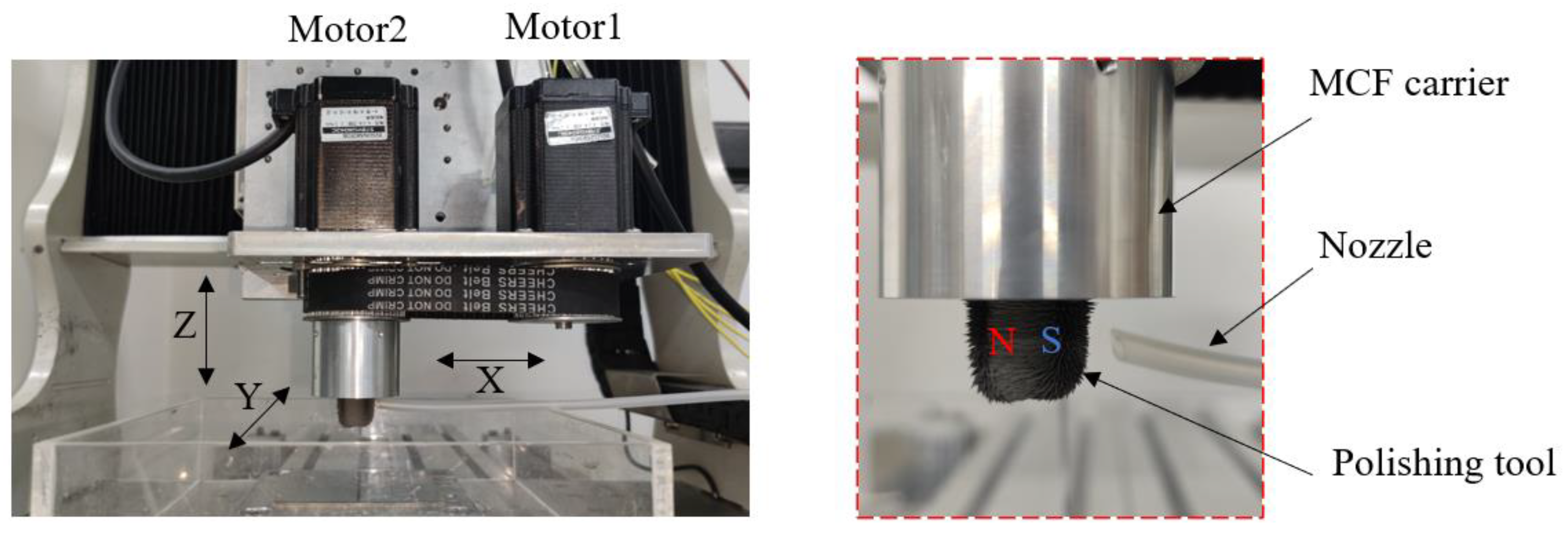
2.2. Experimental Setup
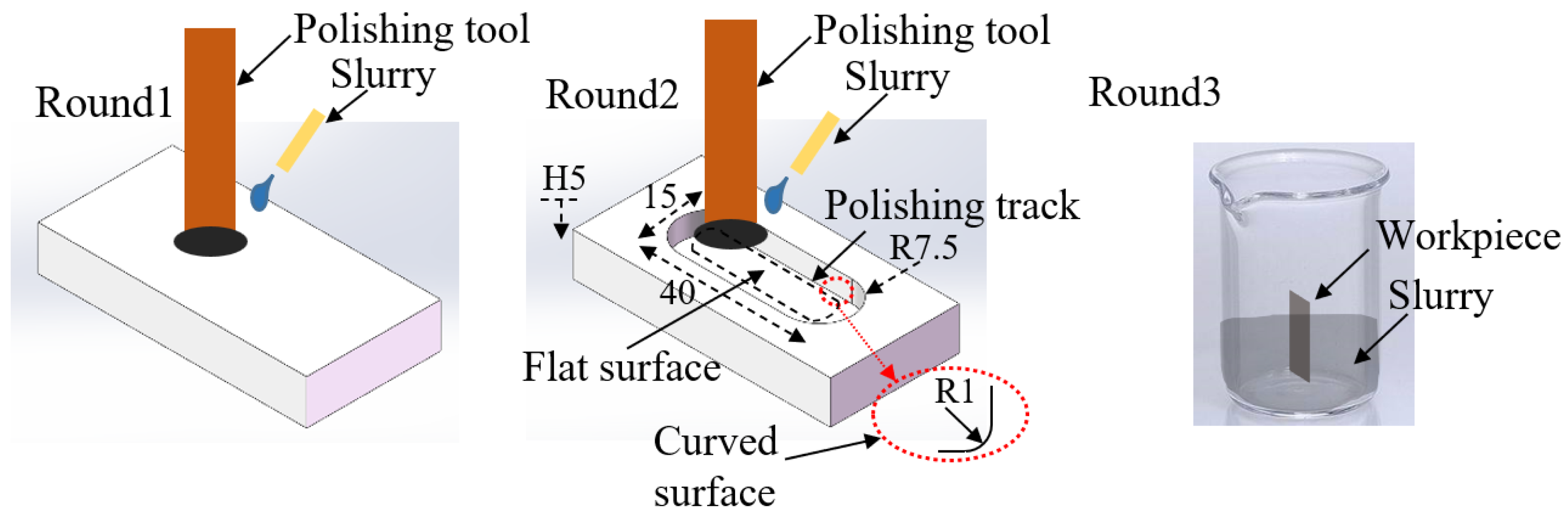
2.3. Experimental Conditions
3. Results and Discussion
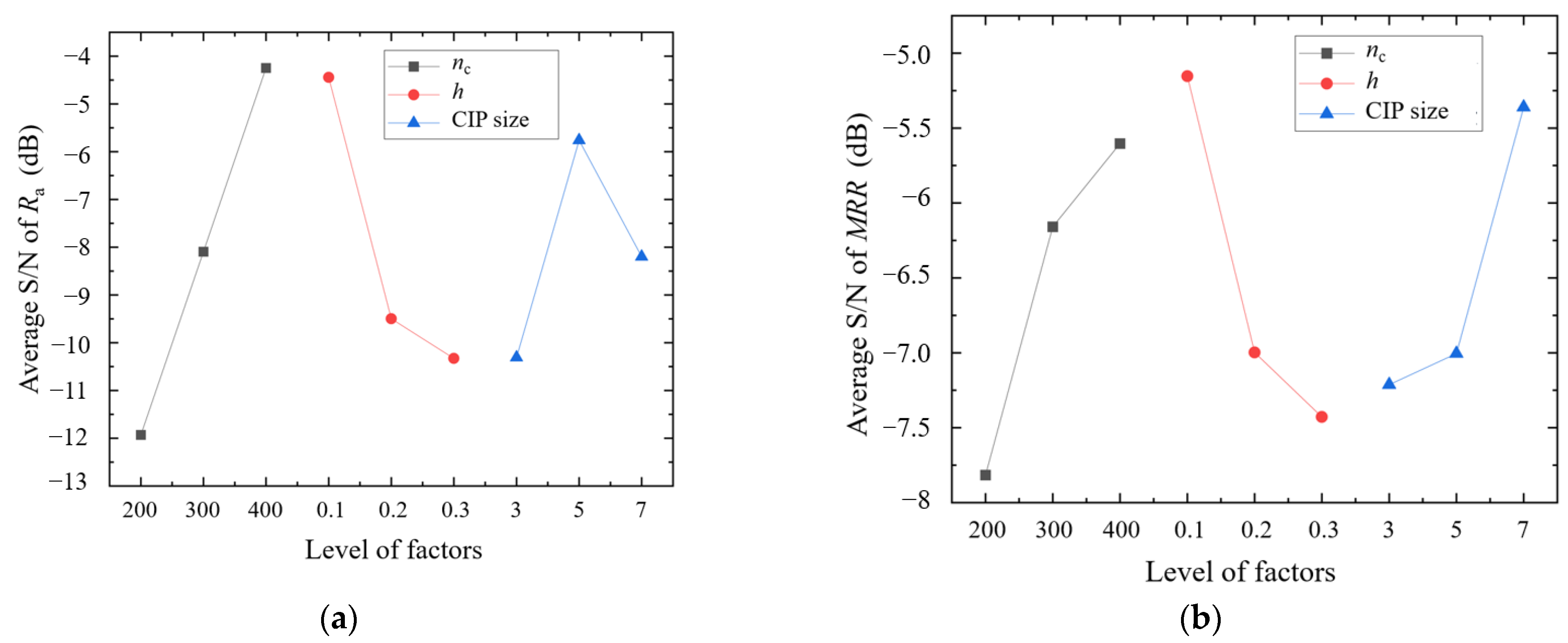
3.1. Effect of Polishing Parameters on Ra and MRR
3.2. Polishing Characteristics
3.3. Material Removal Mechanism
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Ammarullah, M.I.; Santoso, G.; Sugiharto, S.; Supriyono, T.; Wibowo, D.B.; Kurdi, O.; Tauviqirrahman, M.; Jamari, J. Minimizing Risk of Failure from Ceramic-on-Ceramic Total Hip Prosthesis by Selecting Ceramic Materials Based on Tresca Stress. Sustainability 2022, 14, 13413. [Google Scholar] [CrossRef]
- Jamari, J.; Ammarullah, M.I.; Saad, A.P.M.; Syahrom, A.; Uddin, M.; van der Heide, E.; Basri, H. The Effect of Bottom Profile Dimples on the Femoral Head on Wear in Metal-on-Metal Total Hip Arthroplasty. J. Funct. Biomater. 2021, 12, 38. [Google Scholar] [CrossRef] [PubMed]
- Zhelun, M.; Zhao, W.; Xuezhi, W.; Yu, T. Effects of Laser-Assisted Grinding on Surface Integrity of Zirconia Ceramic. Ceram. Int. 2020, 46, 921–929. [Google Scholar]
- Jang, J.-G.; Kang, J.-H.; Joe, K.-B.; Sakthiabirami, K.; Jang, K.-J.; Jun, M.-J.; Oh, G.-J.; Park, C.; Park, S.-W. Evaluation of Physical Properties of Zirconia Suspension with Added Silane Coupling Agent for Additive Manufacturing Processes. Materials 2022, 15, 1337. [Google Scholar] [CrossRef] [PubMed]
- Lei, Y.; Feng, M.; Wu, K.; Chen, J.; Ji, J.; Yuan, J. Investigation on the Basic Characteristics of Semi-Fixed Abrasive Grains Polishing Technique for Polishing Sapphire (α-Al2O3). Materials 2022, 15, 3995. [Google Scholar] [CrossRef]
- Preis, V.; Grumser, K.; Schneider-Feyrer, S.; Behr, M.; Rosentritt, M. The Effectiveness of Polishing Kits: Influence on Surface Roughness of Zirconia. Int. J. Prosthodont. 2018, 28, 149–151. [Google Scholar] [CrossRef] [Green Version]
- Min, L.; Minhui, L.; Oltmann, R.; Bernhard, K.; Cheng, T. Origin of Material Removal Mechanism in Shear Thickening-Chemical Polishing. Int. J. Mach. Tools Manuf. 2021, 170, 103800. [Google Scholar]
- Kheur, M.; Lakha, T.; Shaikh, S.; Kheur, S.; Qamri, B.; Zhen, L.W.; Al-Haj Husain, N.; Özcan, M. A Comparative Study on Simulated Chairside Grinding and Polishing of Monolithic Zirconia. Material 2022, 15, 2202. [Google Scholar] [CrossRef]
- Youliang, W.; Xiaofeng, S.; Xiujuan, C. Polishing Performance of Magnetic Composite Fluid Based on Double Magnetic Fields. Surf. Technol. 2022, 51, 360–372. [Google Scholar]
- Franco-Tabares, S.; Wardecki, D.; Nakamura, K.; Ardalani, S.; Hjalmarsson, L.; Stenport, V.F.; Johansson, C.B. Effect of Airborne-Particle Abrasion and Polishing on Novel Translucent Zirconias: Surface Morphology, Phase Transformation and Insights into Bonding. J. Prosthodont. Res. 2021, 65, 97–105. [Google Scholar] [CrossRef]
- Cheng, C.; Xiaohua, Z. Effects of Different Polishing Systems on Surface Roughness and Crystal Structure of Zirconia. Appl. Bionics Biomech. 2022, 7, 99–105. [Google Scholar]
- Hmaidouch, R.; Müller, W.D.; Lauer, H.C.; Weigl, P. Surface Roughness of Zirconia for Full-Contour Crowns After Clinically Simulated Grinding and Polishing. Int. J. Oral Sci. 2018, 6, 241–246. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Guo, J.; Feng, W.; Jong, H.J.H.; Suzuki, H.; Kang, R. Finishing of Rectangular Microfeatures by Localized Vibration-Assisted Magnetic Abrasive Polishing Method. J. Manuf. Process. 2020, 49, 204–213. [Google Scholar] [CrossRef]
- Shafrir, S.N.; Romanofsky, H.J.; Skarlinski, M.; Wang, M.; Miao, C.; Salzman, S.; Chartier, T.; Joni, M.; Lambropoulos, J.C.; Shen, R.; et al. Zirconia-Coated Carbonyl-Iron-Particle-Based Magnetorheological Fluid for Polishing Optical Glasses and Ceramics. Appl. Opt. 2015, 35, 97–122. [Google Scholar] [CrossRef]
- Kum, C.W.; Sato, T.; Guo, J.; Liu, K.; Butler, D. A Novel Media Properties-Based Material Removal Rate Model for Magnetic Field-Assisted Finishing. Int. J. Mech. Sci. 2018, 141, 189–197. [Google Scholar] [CrossRef] [Green Version]
- Wang, Y.; Wu, Y.; Nomura, M. Feasibility Study on Surface Finishing of Miniature V-Grooves with Magnetic Compound Fluid Slurry. Precis. Eng. 2016, 45, 67–78. [Google Scholar] [CrossRef]
- Luo, H.; Guo, M.; Yin, S.; Chen, F.; Huang, S.; Lu, A.; Guo, Y. An Atomic-Scale and High Efficiency Finishing Method of Zirconia Ceramics by Using Magnetorheological Finishing. Appl. Surf. Sci. 2018, 7, 69–78. [Google Scholar] [CrossRef]
- Wang, L.; Wu, Y. Feasibility Study on the Precision Polishing of Zirconia Ceramics with Magnetic Compound Fluid (MCF) Slurry Under the Assistance of Dielectrophoresis Effect. Sci. Adv. Mater. 2021, 5, 55–70. [Google Scholar] [CrossRef]
- Yang, P.; Zhou, S.; Lei, J. Preparation of Ordered Mesoporous Nanocrystalline Ceria and Ceria-zirconia for Soot Oxidation. J. Wuhan Univ. Techonol.-Mater. Sci. Ed. 2018, 31, 113–117. [Google Scholar] [CrossRef]
- Feng, M.; Xie, Y.; Chen, L.; Wu, Y. Investigation on Polishing Feasibility of the Concave Surface with Magnetic Compound Fluid (MCF) Slurry. Int. J. Autom. Technol. 2021, 15, 34–40. [Google Scholar]
- Jin, M.; Zhao, J.; Zheng, Y. Effects of Grinding and Polishing on Surface Characteristics of Monolithic Zirconia Fabricated by Different Manufacturing Processes: Wet Deposition and Dry Milling. J. Prosthodont. 2022, 8, 714–721. [Google Scholar] [CrossRef] [PubMed]
- Hu, J.; Guo, H.; Yang, F.; Feng, H.; Du, W.; Yang, Q. Luminescent Properties and X-Ray Imaging Result of Lu2O3:Eu Structured Scintillation Film on YSZ Single Crystal Substrate by LCVD Method. Ceram. Int. 2021, 9, 55–103. [Google Scholar] [CrossRef]
- Feng, M.; Wang, Y.; Wu, Y. Investigation on Polishing of Zirconia Ceramics Using Magnetic Compound Fluid: Relationship Between Material Removal and Surface Roughness. Int. J. Autom. Technol. 2021, 2, 17–23. [Google Scholar] [CrossRef]
- Han, J.; Malek, O.; Vleugels, J.; Braem, A.; Castagne, S. Ultrashort Pulsed Laser Ablation of Zirconia-Alumina Composites for Implant Applications. J. Mater. Process. Technol. 2022, 299, 117335. [Google Scholar] [CrossRef]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Level | Factor | ||
|---|---|---|---|
| nc (rpm) A | h (mm) B | D (μm) C | |
| 1 | 200 | 0.1 | 3 |
| 2 | 300 | 0.2 | 5 |
| 3 | 400 | 0.3 | 7 |
| Experiment No. | Factor | Result | |||||
|---|---|---|---|---|---|---|---|
| A | B | C | Average Roughness Ra (nm) | S/N | Material Removal Rate MRR (μm/min) | S/N | |
| 1 | 200 | 0.1 | 3 | 3.4 | −10.63 | 0.43 | −7.35 |
| 2 | 200 | 0.2 | 5 | 3.93 | −11.90 | 0.37 | −8.56 |
| 3 | 200 | 0.3 | 7 | 4.6 | −13.26 | 0.42 | −7.54 |
| 4 | 300 | 0.1 | 5 | 1.13 | −1.09 | 0.55 | −5.25 |
| 5 | 300 | 0.2 | 7 | 3.1 | −9.74 | 0.52 | −5.68 |
| 6 | 300 | 0.3 | 3 | 4.7 | −13.44 | 0.42 | −7.54 |
| 7 | 400 | 0.1 | 7 | 1.2 | −1.60 | 0.72 | −2.86 |
| 8 | 400 | 0.2 | 3 | 2.2 | −6.85 | 0.46 | −6.75 |
| 9 | 400 | 0.3 | 5 | 1.6 | −4.29 | 0.44 | −7.20 |
| Factor | Value | Ra (nm) | MRR (μm/min) |
|---|---|---|---|
| nc | 200 | 3.9 | 0.41 |
| 300 | 2.9 | 0.49 | |
| 400 | 1.6 | 0.54 | |
| h | 0.1 | 1.9 | 0.57 |
| 0.2 | 3.1 | 0.45 | |
| 0.3 | 3.6 | 0.43 | |
| D | 3 | 3.4 | 0.44 |
| 5 | 2.2 | 0.45 | |
| 7 | 2.9 | 0.55 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Li, X.; Huang, J.; Cao, Q.; Liao, Y.; Feng, M. Investigation on Polishing the Concave Surface of Zirconia Ceramics with Magnetic Compound Fluid Enhanced by Hydration Reaction. Magnetochemistry 2023, 9, 74. https://doi.org/10.3390/magnetochemistry9030074
Li X, Huang J, Cao Q, Liao Y, Feng M. Investigation on Polishing the Concave Surface of Zirconia Ceramics with Magnetic Compound Fluid Enhanced by Hydration Reaction. Magnetochemistry. 2023; 9(3):74. https://doi.org/10.3390/magnetochemistry9030074
Chicago/Turabian StyleLi, Xiaoxing, Jian Huang, Qipeng Cao, Yuhui Liao, and Ming Feng. 2023. "Investigation on Polishing the Concave Surface of Zirconia Ceramics with Magnetic Compound Fluid Enhanced by Hydration Reaction" Magnetochemistry 9, no. 3: 74. https://doi.org/10.3390/magnetochemistry9030074
APA StyleLi, X., Huang, J., Cao, Q., Liao, Y., & Feng, M. (2023). Investigation on Polishing the Concave Surface of Zirconia Ceramics with Magnetic Compound Fluid Enhanced by Hydration Reaction. Magnetochemistry, 9(3), 74. https://doi.org/10.3390/magnetochemistry9030074