
Analysis and Simulation of the Compressive Strength of Bioinspired Lightweight Structures Manufactured by a Stereolithography 3D Printer

 , , and
, , and
Abstract
:1. Introduction
2. Materials and Methods
2.1. Manufacturing of Bioinspired Models
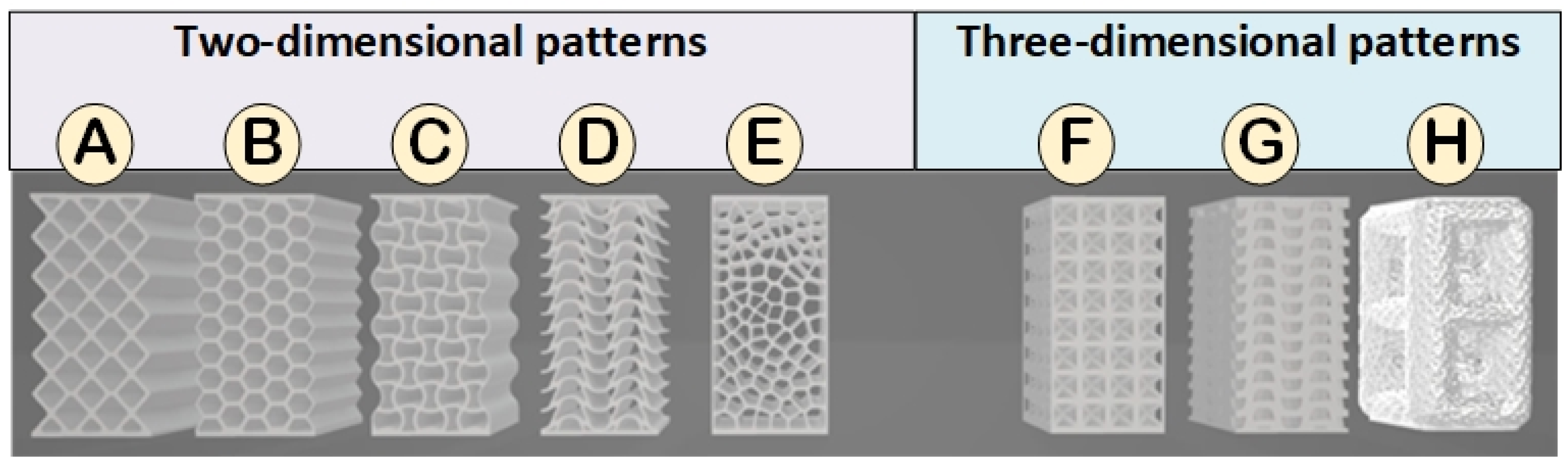
- Two-Dimensional Patterns:
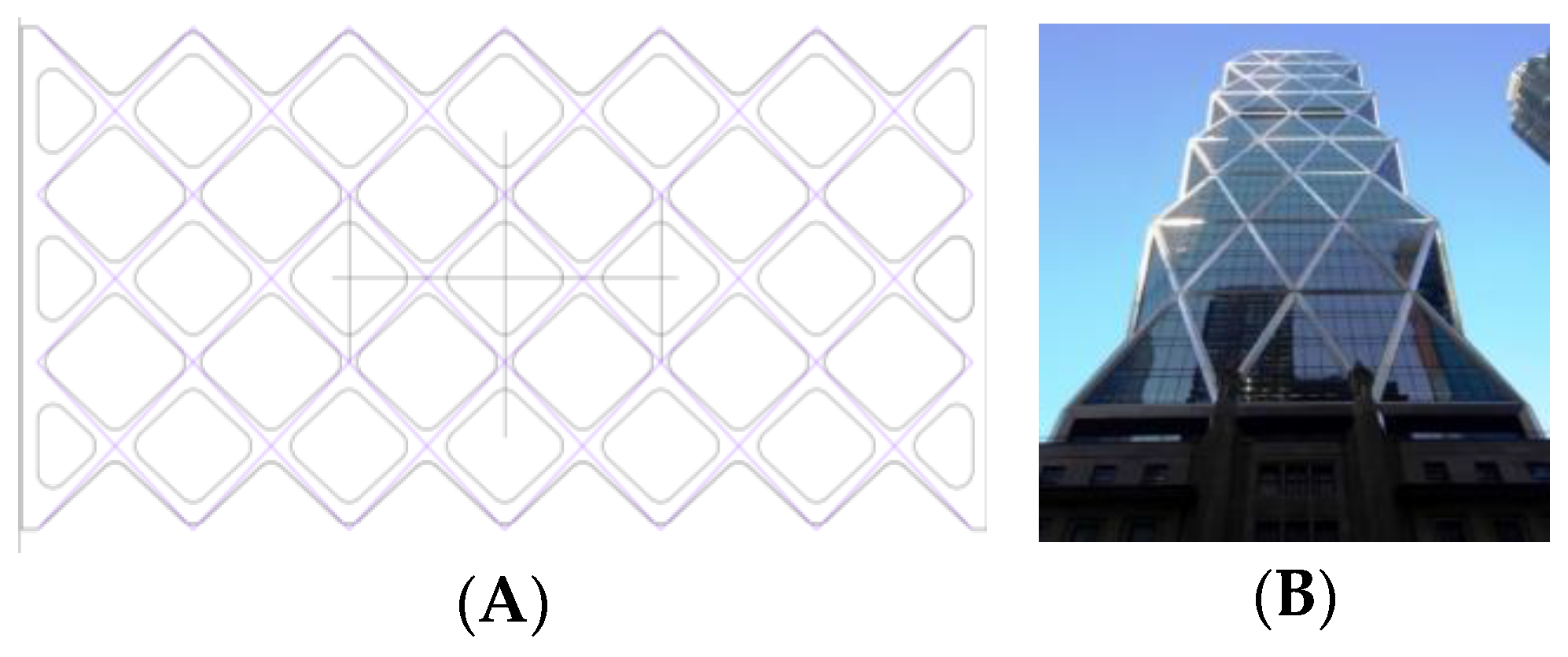
- Rhombuses. It presents a grid with ribs in two directions perpendicular to each other and rounded corners (Figure 1). This model has a relatively conventional geometry that may be reminiscent of mobile accordion-type structures such as folding fences or architectural elements such as the facade of the Hearst Tower.
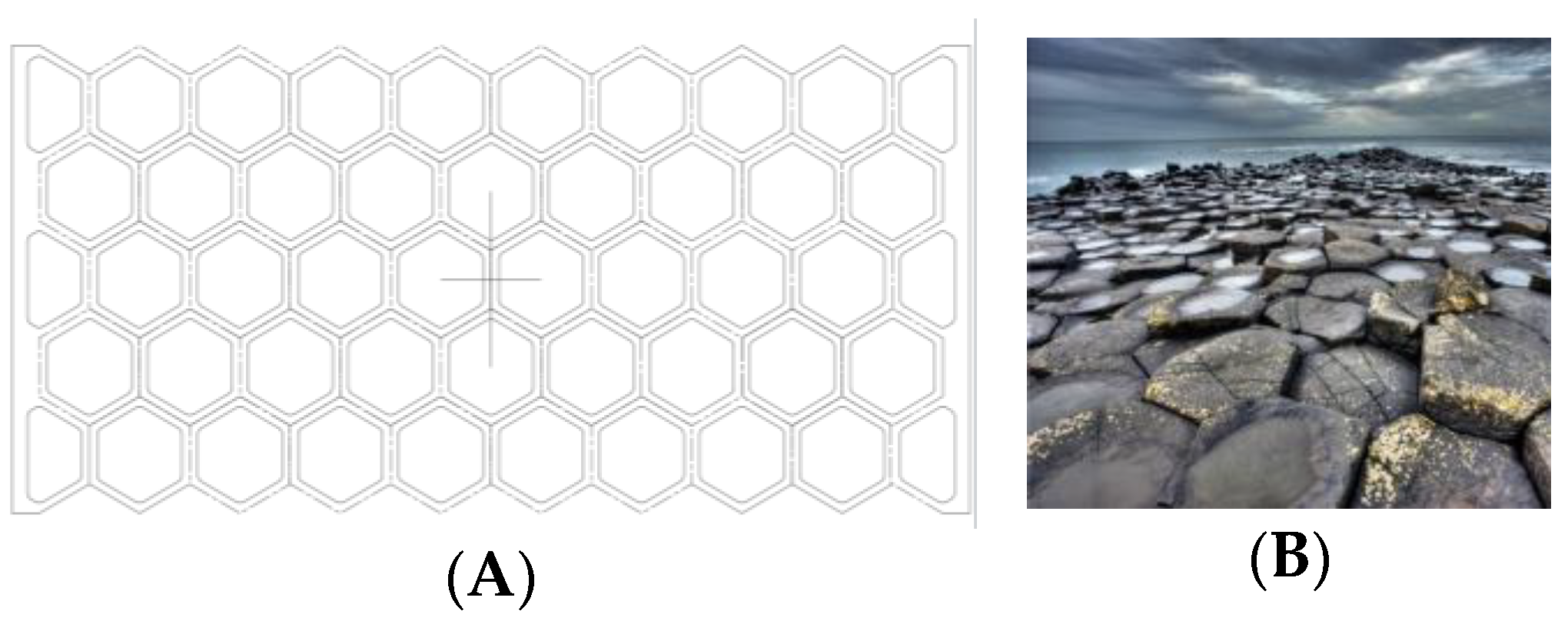
- Hexagonal. It presents a grid similar to the structure of honeycombs or basalt formations (Figure 2). Although the advantages of this type of hexagonal structure are successfully applied to honeycomb boards, in this study, they are subjected to stress in their most unfavorable direction.
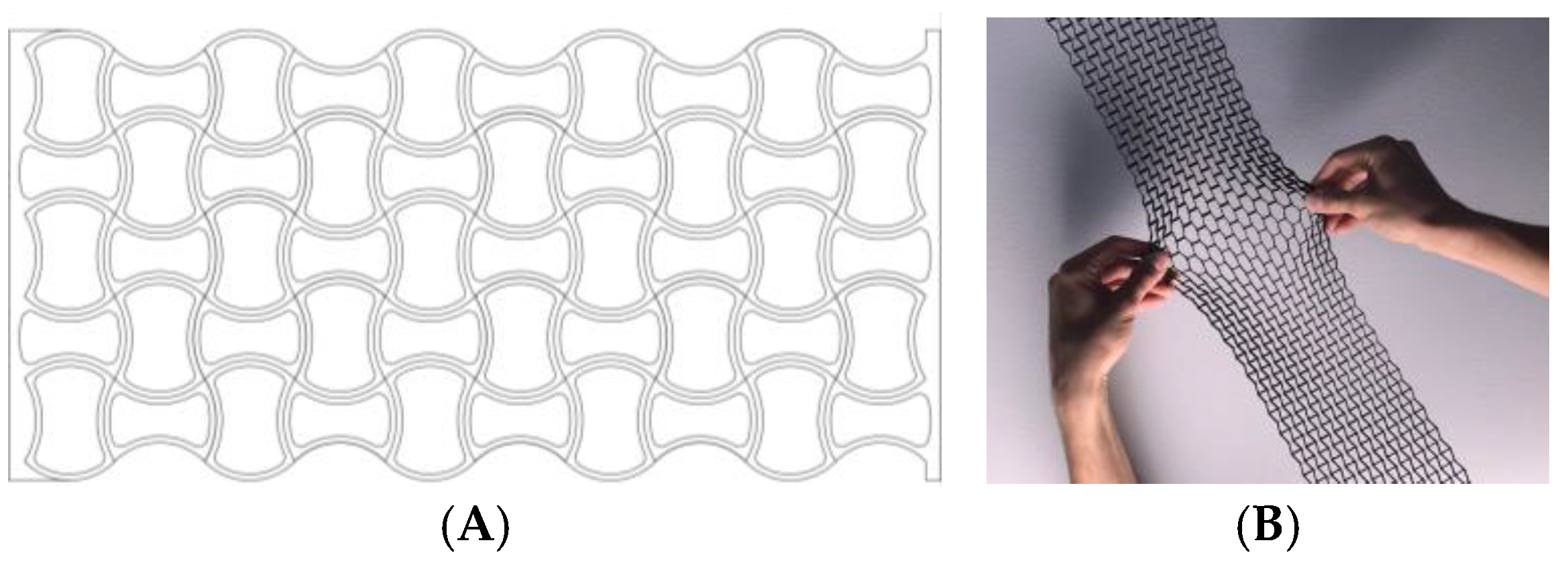
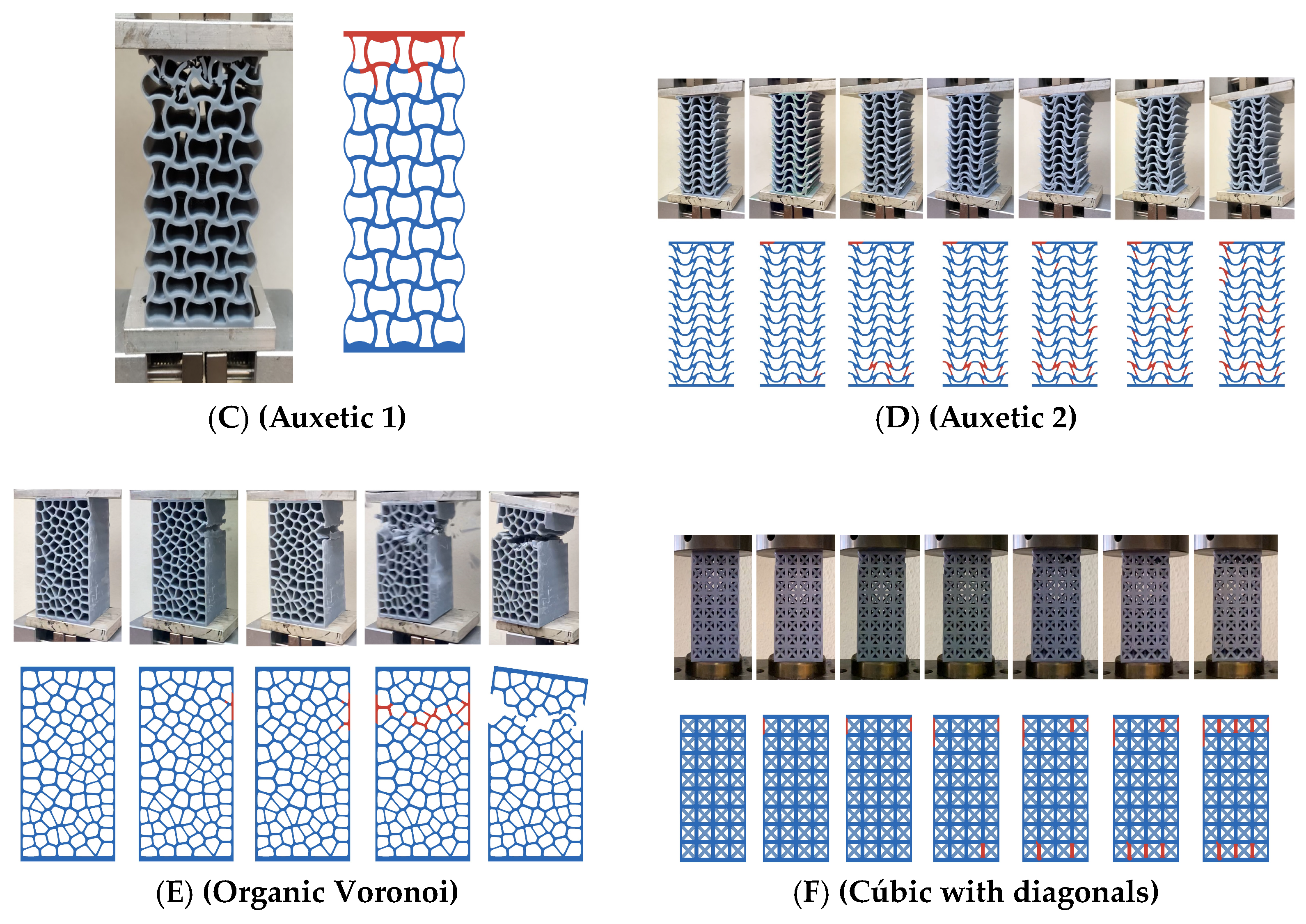
- Auxetic 1. This geometry was chosen following an auxetic pattern typical of literature due to its simplicity, regularity and sense of continuity given by the curved shapes. Said model will be compressed in its horizontal direction when subjected to a vertical compression stress (Figure 3).
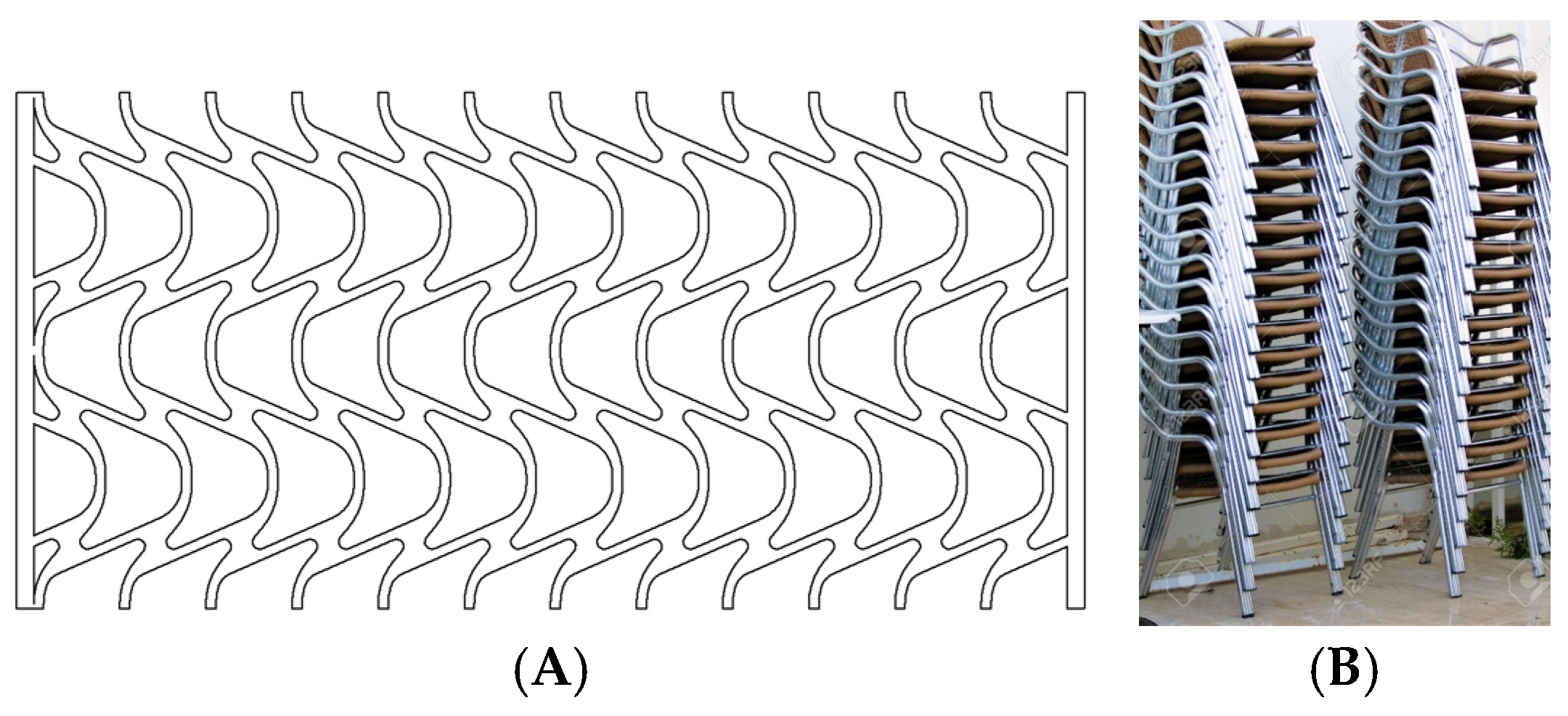
- Auxetic 2. Given the variety of authentic patterns that exist, a second representative model of this type of metamaterials has been selected (Figure 4). The chosen geometry is inspired by stacking systems such as glasses or chairs.
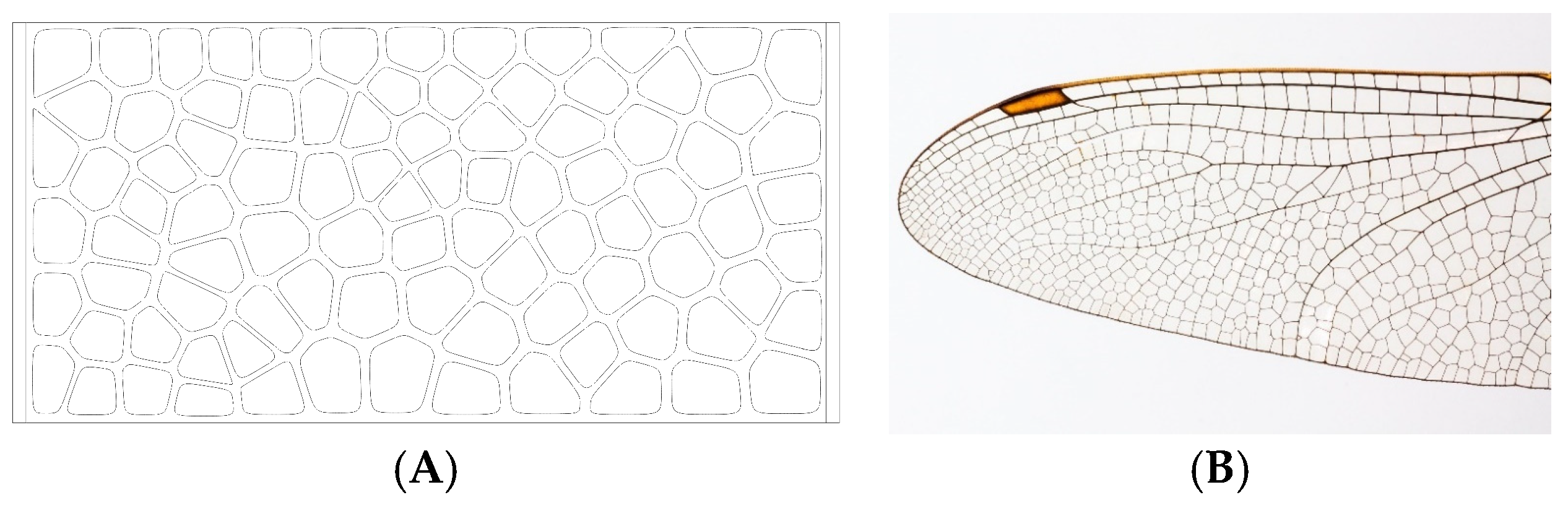
- Organic Voronoi. This model follows a Voronoi geometry and is characterized by irregularity (Figure 5). The chosen geometry is inspired by the fur of giraffes or the wings of some insects.
- Three-Dimensional Patterns:
- f.
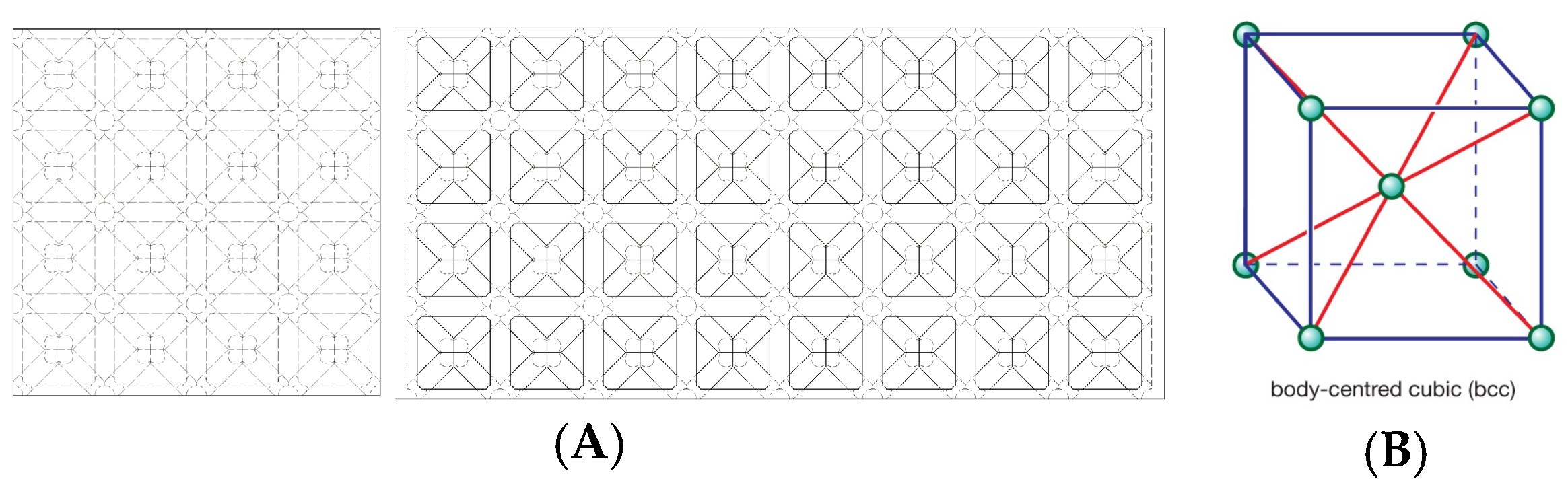
- Cubic with diagonals. This model follows a conventional geometry following the repetition of cells formed by cylindrical bars in a cubic arrangement with reinforcements on their diagonals (Figure 6). The chosen geometry is inspired by the BCC crystalline atomic structure.
- g.
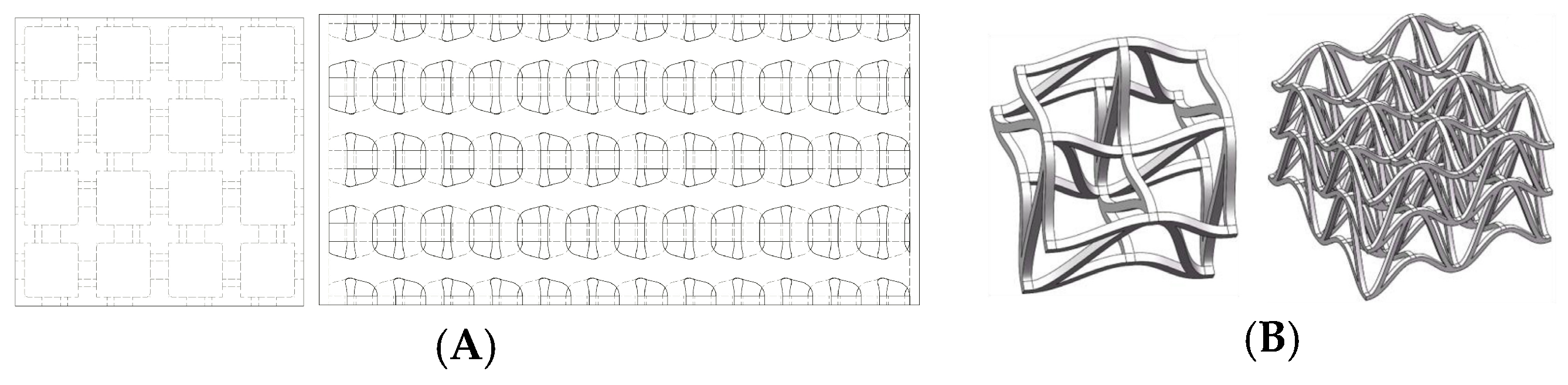
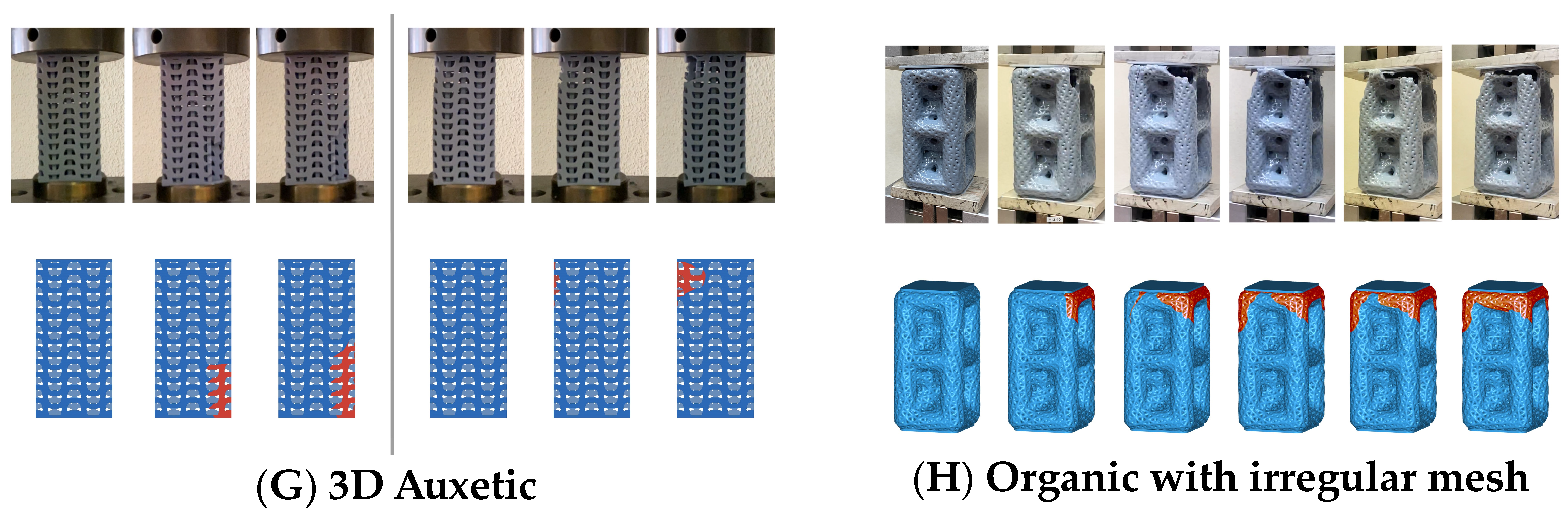
- Three-dimensional (3D) auxetic. For this model, a design from the literature [42] has been adapted, modifying the bar-shaped structure to a structure with more continuity that gives the sensation of being made up of two-dimensional elements. In this proposal, axial compression generates compression in the other two directions of space (Figure 7), while the model (auxetic 2) only compresses one direction indirectly.
- h.
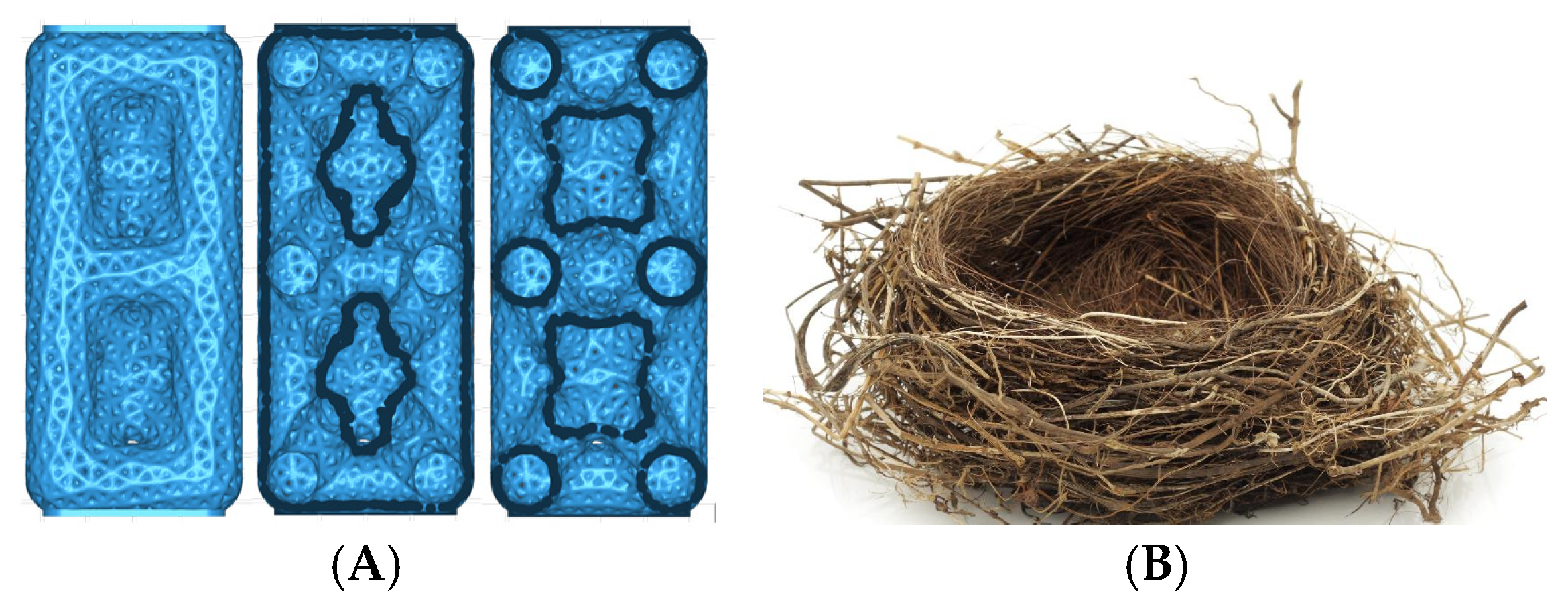
- Organic (irregular mesh). To design this model, the base pattern created for model F, which is slightly elongated in the vertical direction, was used as a starting point. Said structure would be figuratively wrapped in an organic and irregular mesh, inspired by how a spider wraps prey that falls into its web or bird nests (Figure 8).
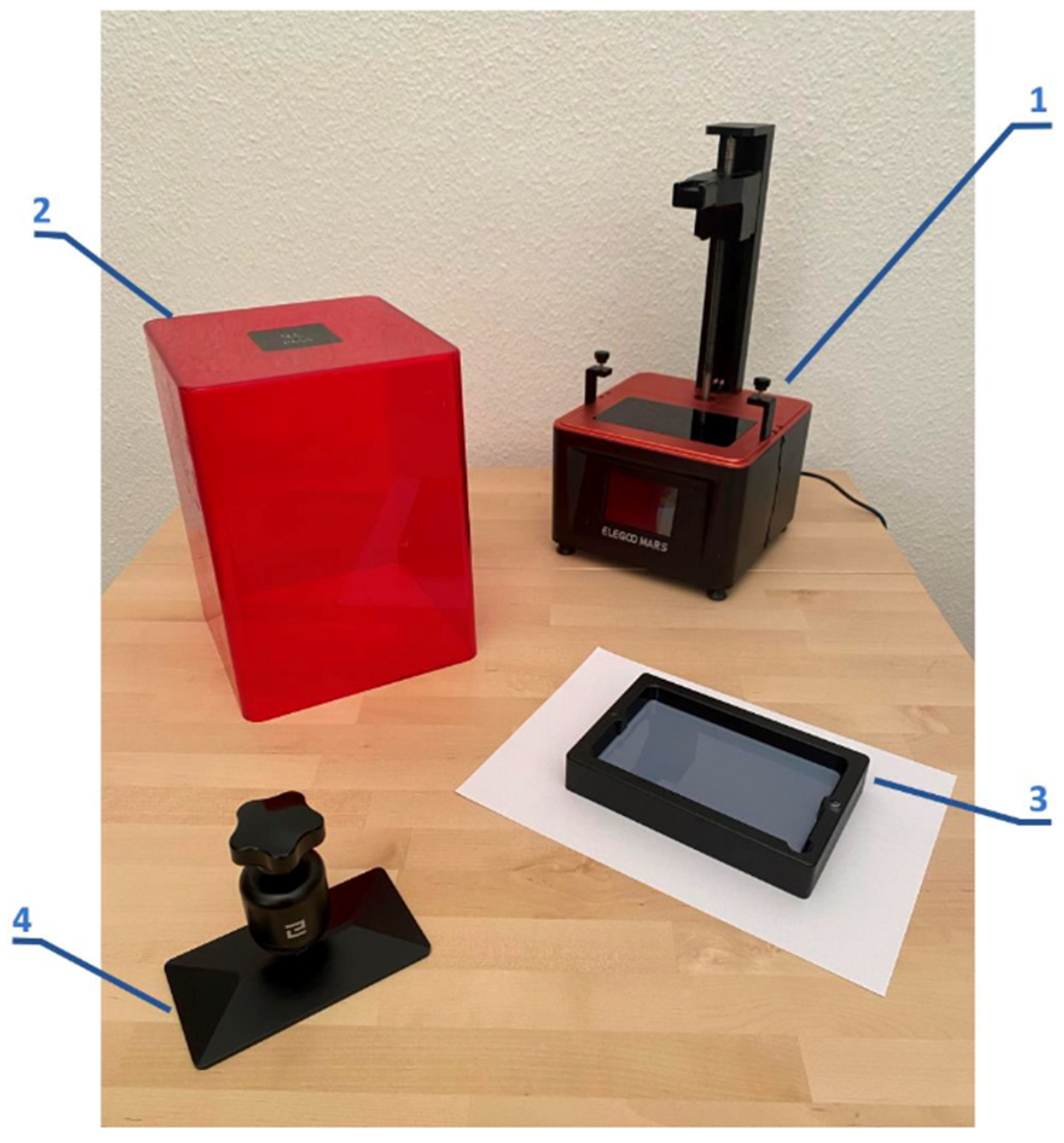
2.2. Equipment
2.3. Materials
2.4. Manufacturing Costs
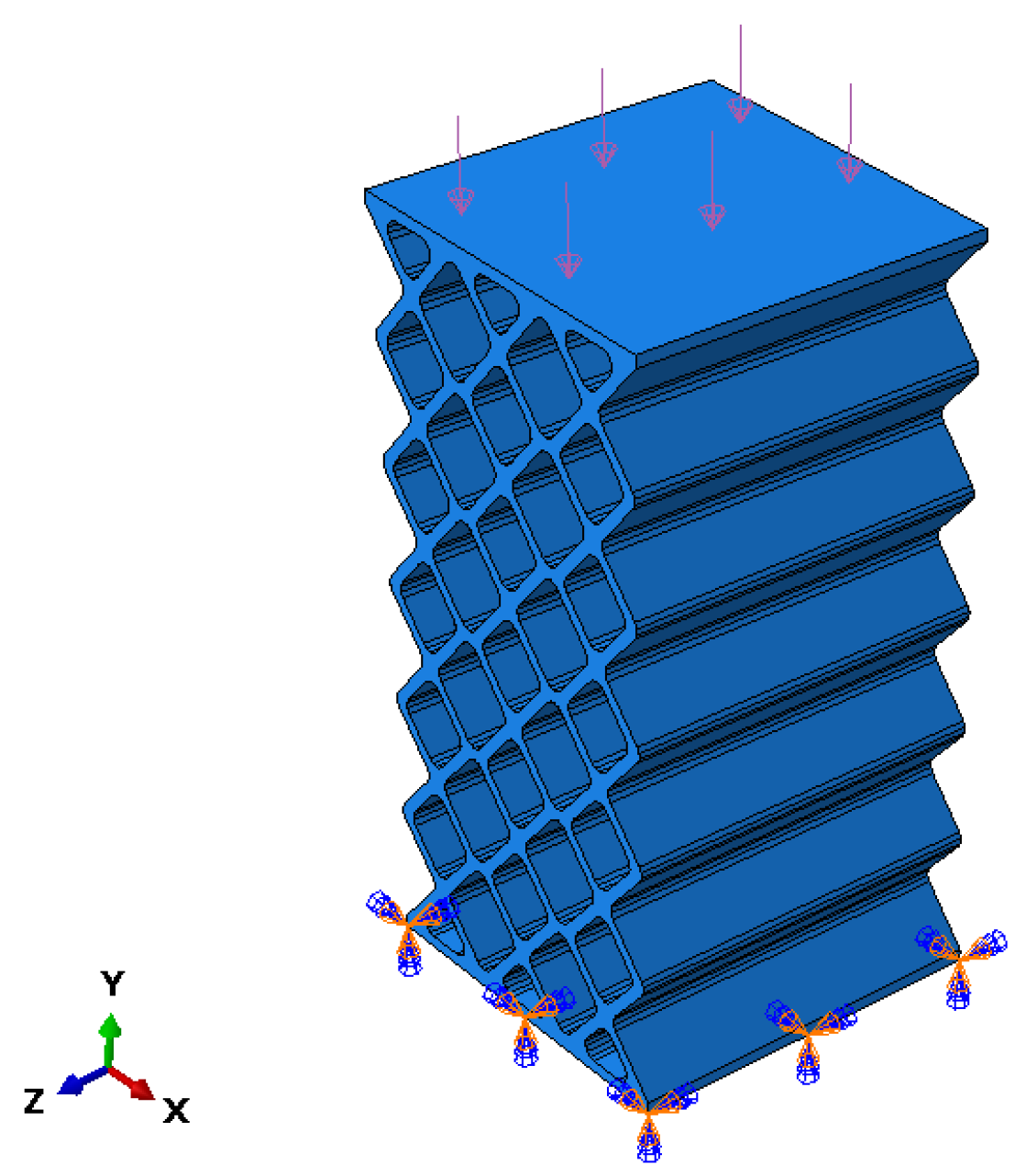
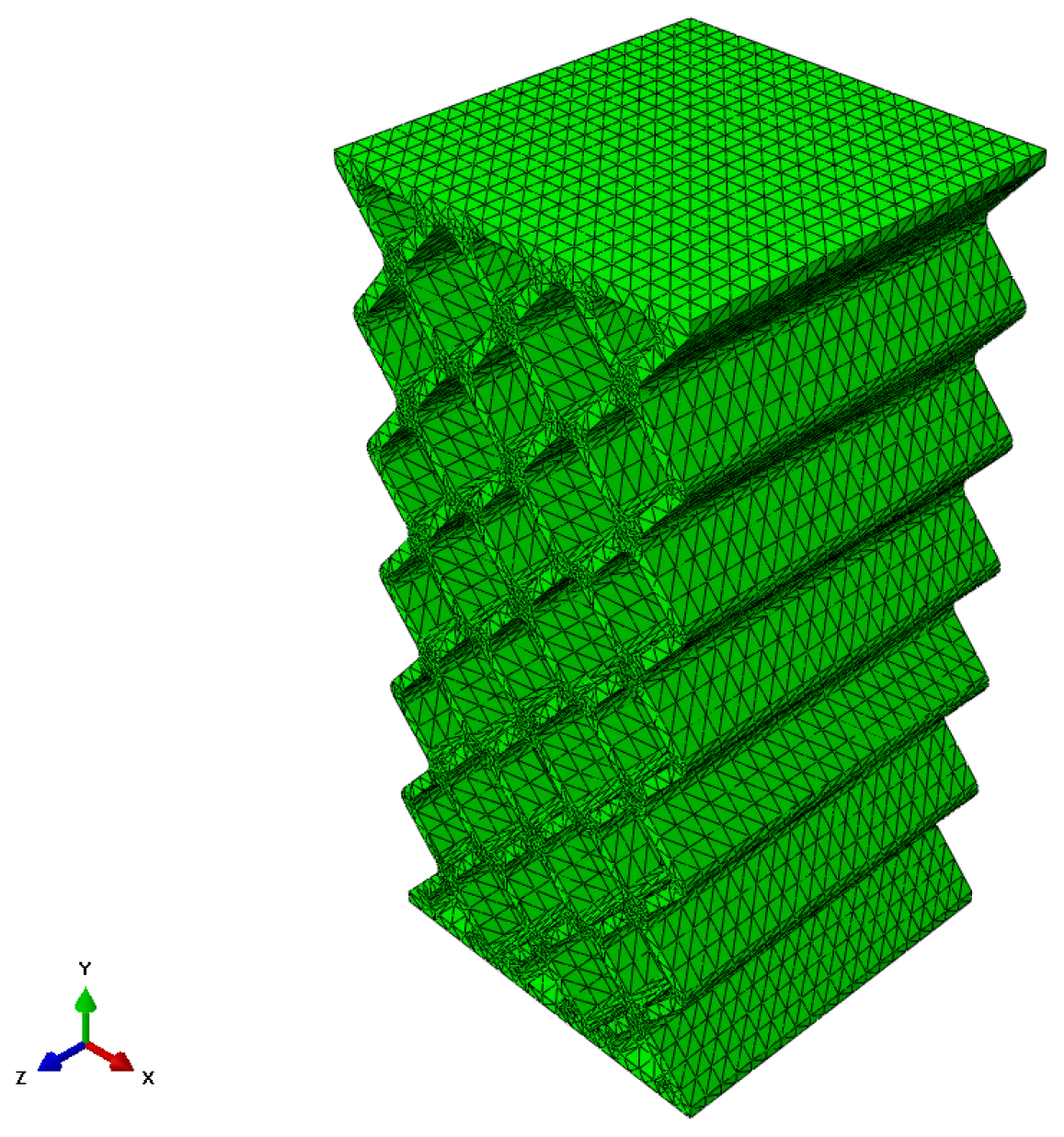
2.5. Methodology of Finite Element Analysis (FEA)
3. Results
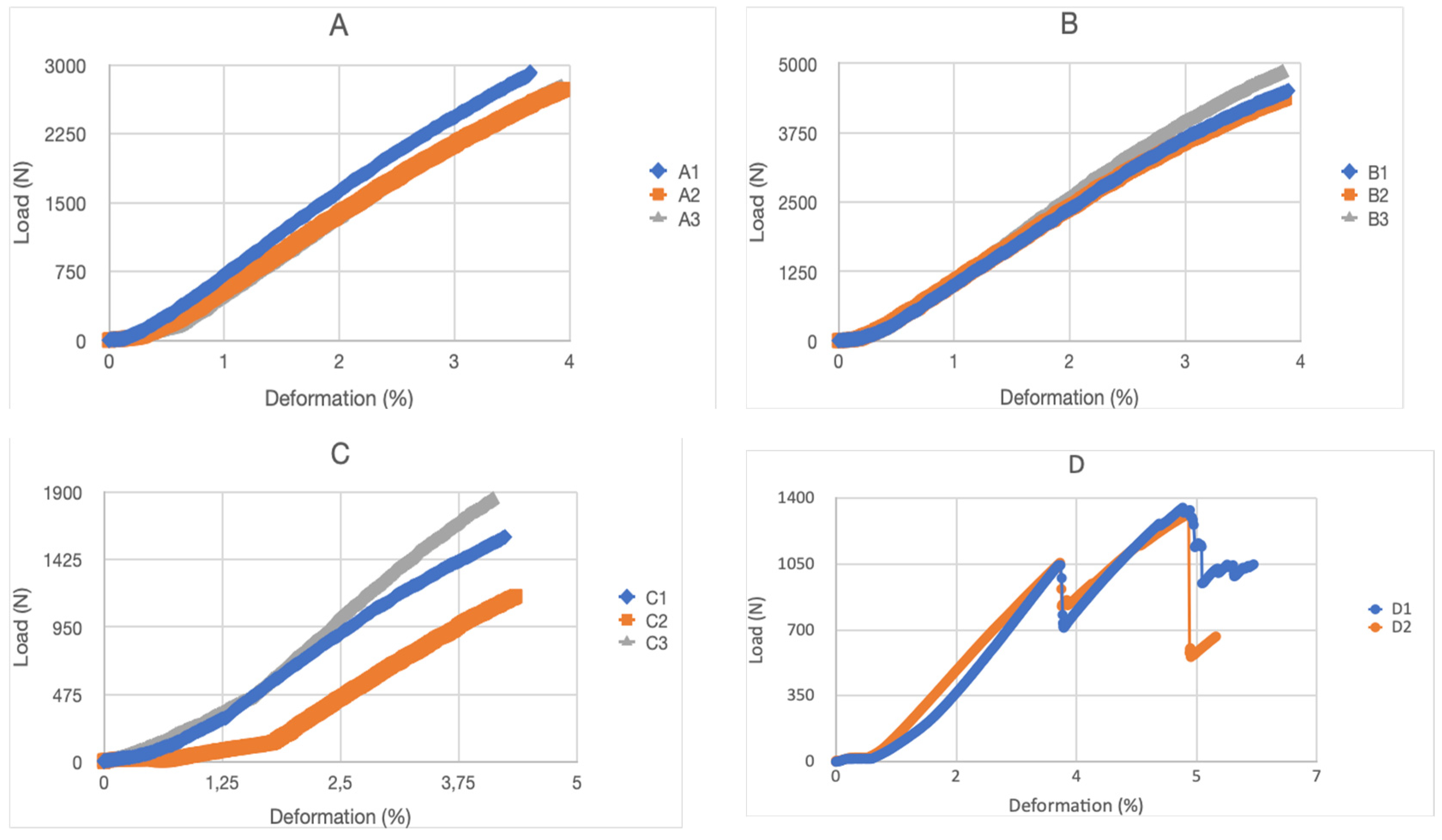
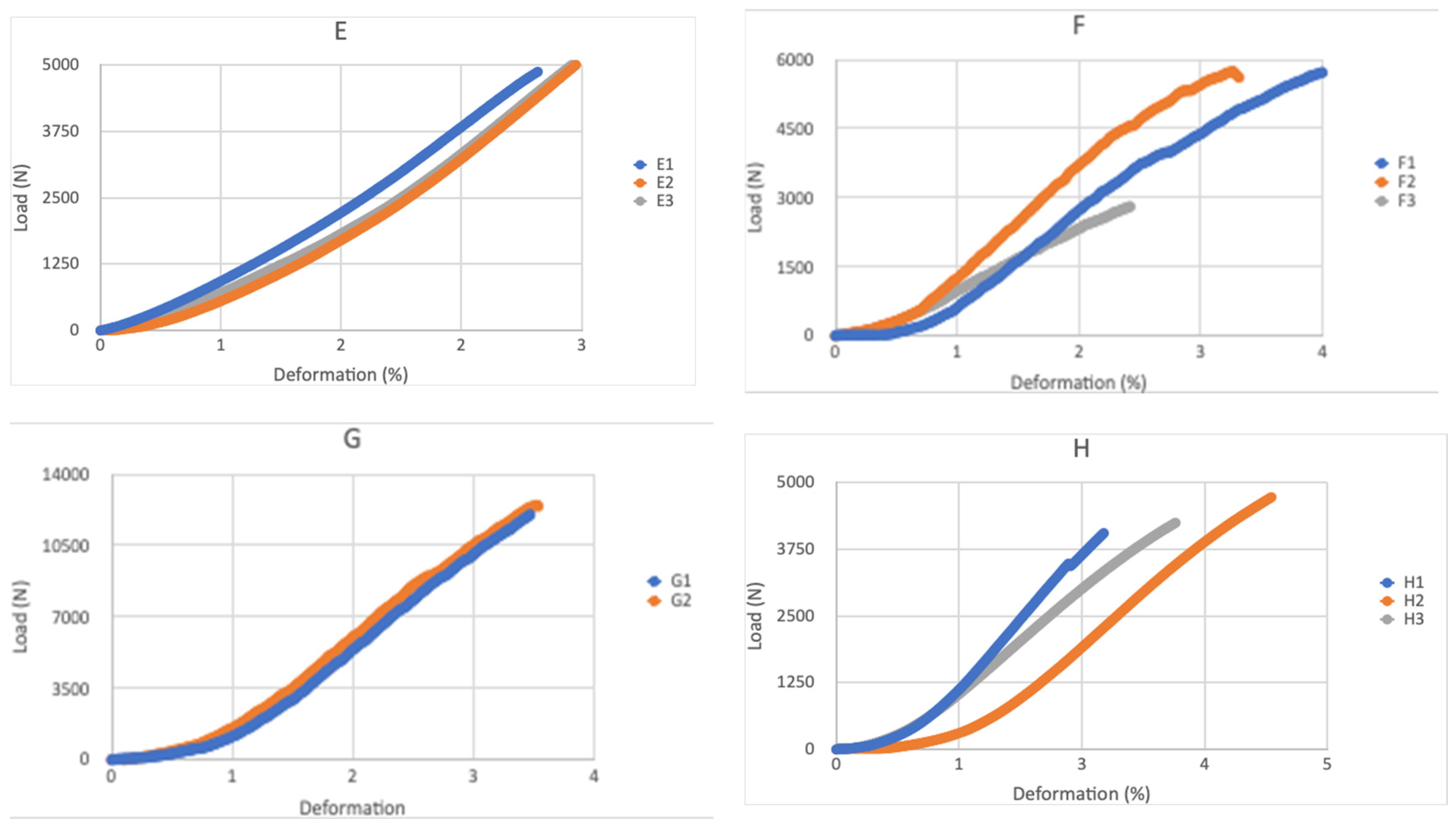
3.1. Experiment Results
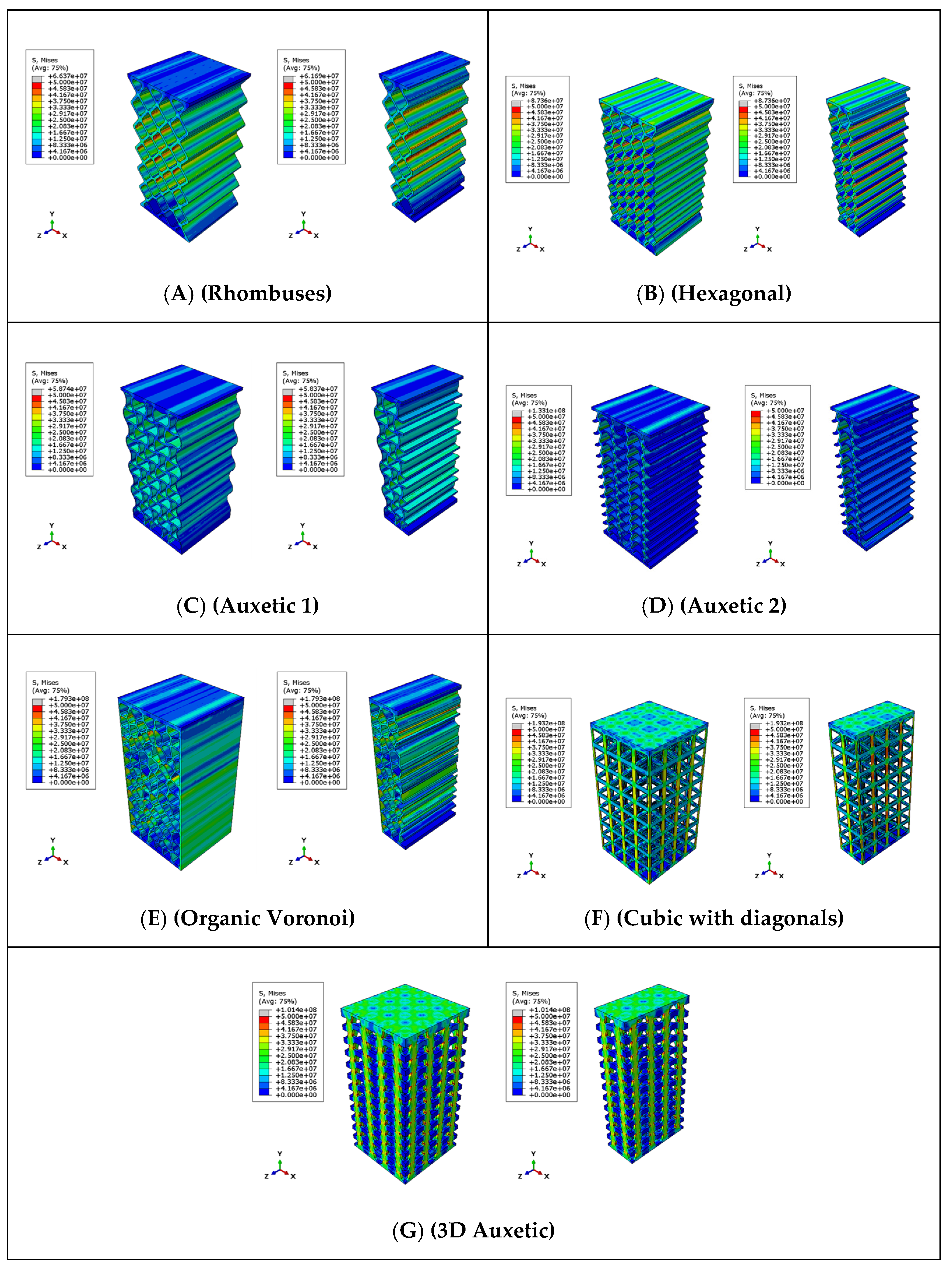
3.2. Results of Finite Element Analysis (FEA)
4. Discussion
5. Conclusions
- Up to eight different models have been designed and manufactured, with two-dimensional and three-dimensional patterns of structures that could work as compression stress dissipative layers, with some being based on models found in the literature and others being bioinspired. The objective has been to achieve lightweight structures resistant to compressive stresses in critical service conditions where it is necessary to guarantee the safety of people and property.
- The manufacturing of the models has been carried out using SLA 3D printing technology. This system has been very useful in the creation of prototypes, allowing the manufacturing of complex geometries quickly and efficiently. It has also made it possible to evaluate and verify the functionality of the designed models.
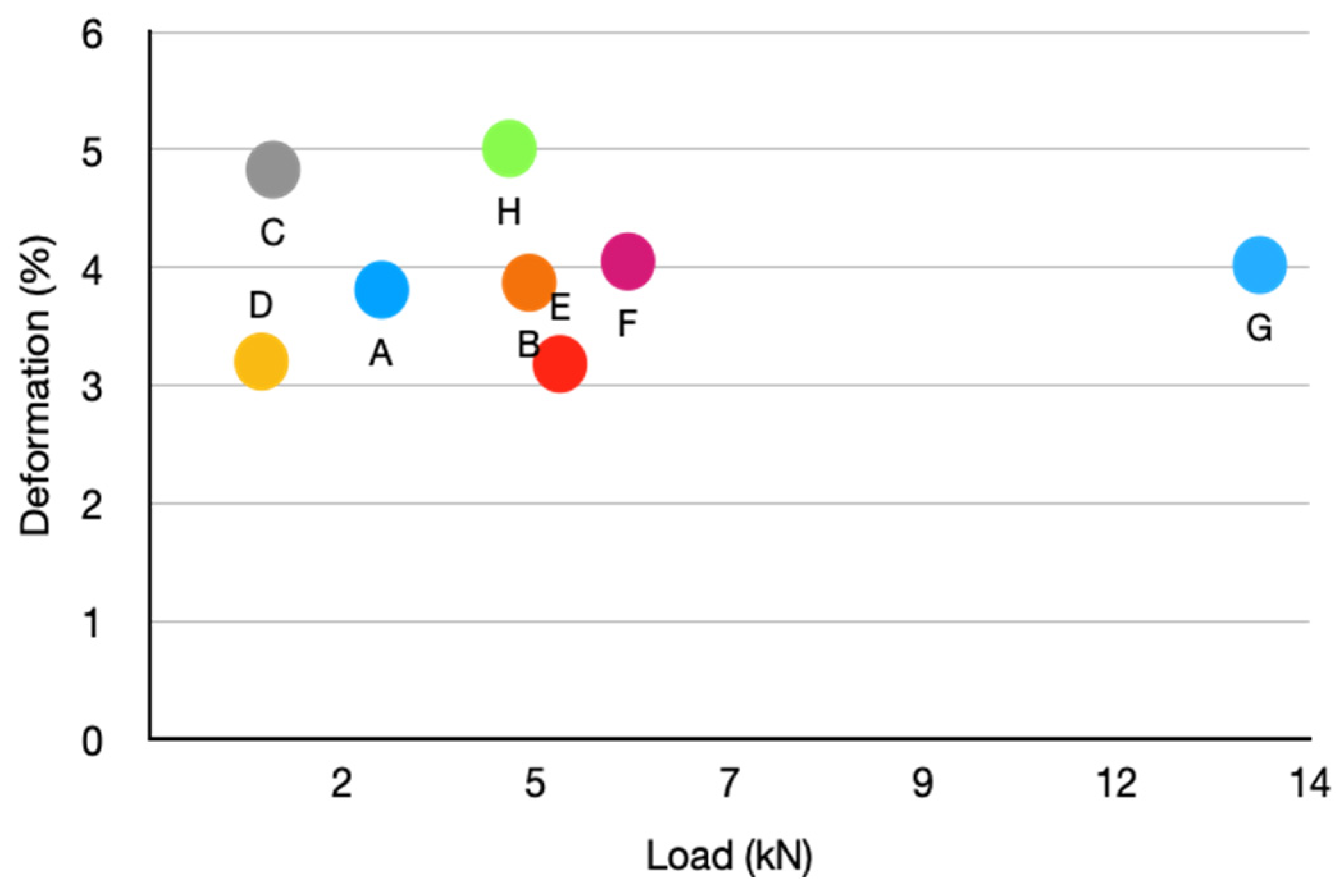
- The experimental results of the compression tests have shown that the choice of one model or another will depend on the specific needs of each situation. Geometry is a determining factor in the behavior of structures. In situations where greater deformation is sought, a more flexible structure, such as model C (auxetic 1), will be required. On the other hand, given a greater need for stability and load, a more rigid and resistant structure, such as the G model (three-dimensional auxetic), will be preferable. Moreover, analyzing costs, the G model (three-dimensional auxetic) is the most expensive but also presents the best profitability since it has the highest force/cost ratio.
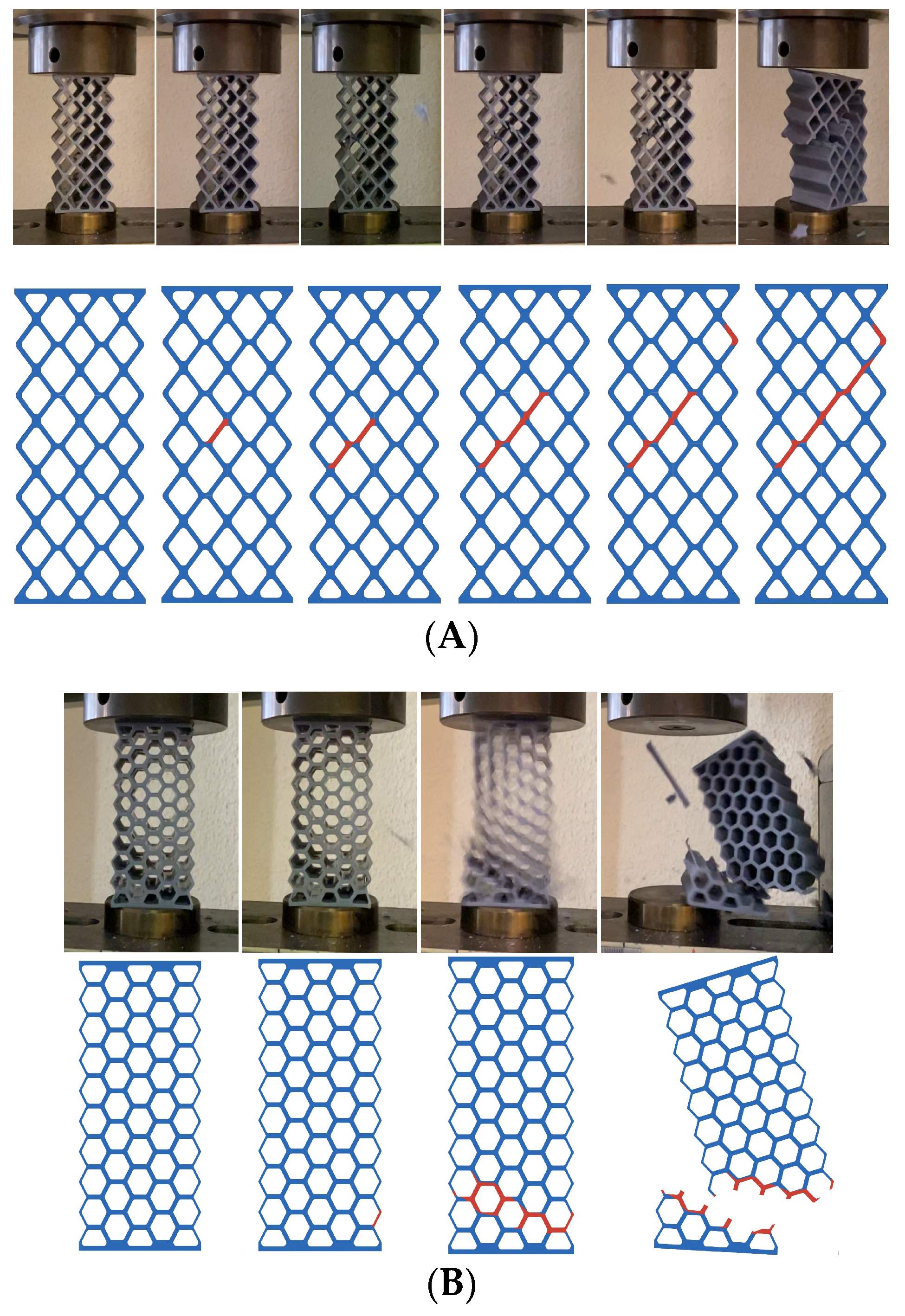
- On the other hand, it has been experimentally proven that the types of breakage are also different depending on the configuration they present. An assessment of the manufacturing cost of each of the models has also been made, considering all the factors that affect them. In this way, the relationship between strength at breakage and manufacturing cost is analyzed, which can be very relevant when deciding on one model or another for a given application.
- Furthermore, through finite element analysis, the behavior of the designed structures has also been evaluated, allowing their behavior and stress distribution to be predicted, which are key characteristics for the optimization of designs. The results obtained have allowed us to validate the simulation carried out with the considered hypotheses. With this, the ability to create and analyze more complex models in less time and optimize the selection of the most appropriate alternative has been achieved.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Mansoori, H.; Hamzehei, R.; Dariushi, S. Crashworthiness Analysis of Cylindrical Tubes with Coupling Effects under Quasi-Static Axial Loading: An Experimental and Numerical Study. Proc. Inst. Mech. Eng. Part L J. Mater. Des. Appl. 2022, 236, 647–662. [Google Scholar] [CrossRef]
- Bejjani, R.; Odelros, S.; Öhman, S.; Collin, M. Shift of Wear Balance Acting on CVD Textured Coatings and Relation to Workpiece Materials. Proc. Inst. Mech. Eng. Part J J. Eng. Tribol. 2021, 235, 114–128. [Google Scholar] [CrossRef]
- Rezaei, S.; Kadkhodapour, J.; Hamzehei, R.; Taherkhani, B.; Anaraki, A.P.; Dariushi, S. Design and Modeling of the 2D Auxetic Metamaterials with Hyperelastic Properties Using Topology Optimization Approach. Photonics Nanostr. Fundam. Appl. 2021, 43, 100868. [Google Scholar] [CrossRef]
- Ha, N.S.; Pham, T.M.; Tran, T.T.; Hao, H.; Lu, G. Mechanical Properties and Energy Absorption of Bio-Inspired Hierarchical Circular Honeycomb. Compos. Part B Eng. 2022, 236, 109818. [Google Scholar] [CrossRef]
- Chen, Y.; Zheng, B.-B.; Fu, M.-H.; Lan, L.-H.; Zhang, W.-Z. Doubly Unusual 3D Lattice Honeycomb Displaying Simultaneous Negative and Zero Poisson’s Ratio Properties. Smart Mater. Struct. 2018, 27, 045003. [Google Scholar] [CrossRef]
- Zolfagharian, A.; Bodaghi, M.; Hamzehei, R.; Parr, L.; Fard, M.; Rolfe, B.F. 3D-Printed Programmable Mechanical Metamaterials for Vibration Isolation and Buckling Control. Sustainability 2022, 14, 6831. [Google Scholar] [CrossRef]
- Huang, J.; Gong, X.; Zhang, Q.; Scarpa, F.; Liu, Y.; Leng, J. In-Plane Mechanics of a Novel Zero Poisson’s Ratio Honeycomb Core. Compos. Part B Eng. 2016, 89, 67–76. [Google Scholar] [CrossRef]
- Hamzehei, R.; Zolfagharian, A.; Dariushi, S.; Bodaghi, M. 3D-Printed Bio-Inspired Zero Poisson’s Ratio Graded Metamaterials with High Energy Absorption Performance. Smart Mater. Struct. 2022, 31, 035001. [Google Scholar] [CrossRef]
- Li, D.; Yin, J.; Dong, L.; Lakes, R.S. Strong Re-Entrant Cellular Structures with Negative Poisson’s Ratio. J. Mater Sci. 2018, 53, 3493–3499. [Google Scholar] [CrossRef]
- Lv, W.; Li, D.; Dong, L. Study on Blast Resistance of a Composite Sandwich Panel with Isotropic Foam Core with Negative Poisson’s Ratio. Int. J. Mech. Sci. 2021, 191, 106105. [Google Scholar] [CrossRef]
- Li, D.; Shen, G. Study on Mechanical Properties of an Isotropic Negative Poisson’s Ratio Voronoi Foam and Its Foam-Filled Tube. Smart Mater. Struct. 2022, 31, 065017. [Google Scholar] [CrossRef]
- Morris, C.; Bekker, L.; Spadaccini, C.; Haberman, M.; Seepersad, C. Tunable Mechanical Metamaterial with Constrained Negative Stiffness for Improved Quasi-Static and Dynamic Energy Dissipation. Adv. Eng. Mater. 2019, 21, 1900163. [Google Scholar] [CrossRef]
- Wang, Z.; Luan, C.; Liao, G.; Liu, J.; Yao, X.; Fu, J. Progress in Auxetic Mechanical Metamaterials: Structures, Characteristics, Manufacturing Methods, and Applications. Adv. Eng. Mater. 2020, 22, 2000312. [Google Scholar] [CrossRef]
- Wang, H.; Xiao, S.-H.; Zhang, C. Novel Planar Auxetic Metamaterial Perforated with Orthogonally Aligned Oval-Shaped Holes and Machine Learning Solutions. Adv. Eng. Mater. 2021, 23, 2100102. [Google Scholar] [CrossRef]
- Hamzehei, R.; Kadkhodapour, J.; Anaraki, A.P.; Rezaei, S.; Dariushi, S.; Rezadoust, A.M. Octagonal Auxetic Metamaterials with Hyperelastic Properties for Large Compressive Deformation. Int. J. Mech. Sci. 2018, 145, 96–105. [Google Scholar] [CrossRef]
- Surjadi, J.U.; Gao, L.; Du, H.; Li, X.; Xiong, X.; Fang, N.X.; Lu, Y. Mechanical Metamaterials and Their Engineering Applications. Adv. Eng. Mater. 2019, 21, 1800864. [Google Scholar] [CrossRef]
- Hamzehei, R.; Rezaei, S.; Kadkhodapour, J.; Anaraki, A.P.; Mahmoudi, A. 2D Triangular Anti-Trichiral Structures and Auxetic Stents with Symmetric Shrinkage Behavior and High Energy Absorption. Mech. Mater. 2020, 142, 103291. [Google Scholar] [CrossRef]
- Imbalzano, G.; Tran, P.; Ngo, T.D.; Lee, P.V.S. A Numerical Study of Auxetic Composite Panels under Blast Loadings. Compos. Struct. 2016, 135, 339–352. [Google Scholar] [CrossRef]
- Sanami, M.; Ravirala, N.; Alderson, K.; Alderson, A. Auxetic Materials for Sports Applications. Procedia Eng. 2014, 72, 453–458. [Google Scholar] [CrossRef]
- Ma, Y.; Scarpa, F.; Zhang, D.; Zhu, B.; Chen, L.; Hong, J. A Nonlinear Auxetic Structural Vibration Damper with Metal Rubber Particles. Smart Mater. Struct. 2013, 22, 084012. [Google Scholar] [CrossRef]
- Imbalzano, G.; Tran, P.; Ngo, T.D.; Lee, P.V. Three-Dimensional Modelling of Auxetic Sandwich Panels for Localised Impact Resistance. J. Sandw. Struct. Mater. 2017, 19, 291–316. [Google Scholar] [CrossRef]
- Rossiter, J.; Takashima, K.; Scarpa, F.; Walters, P.; Mukai, T. Shape Memory Polymer Hexachiral Auxetic Structures with Tunable Stiffness. Smart Mater. Struct. 2014, 23, 045007. [Google Scholar] [CrossRef]
- Scarpa, F.; Bullough, W.A.; Lumley, P. Trends in Acoustic Properties of Iron Particle Seeded Auxetic Polyurethane Foam. Proc. Inst. Mech. Eng. Part C J. Mech. Eng. Sci. 2004, 218, 241–244. [Google Scholar] [CrossRef]
- Hu, D.; Wang, Y.; Song, B.; Dang, L.; Zhang, Z. Energy-Absorption Characteristics of a Bionic Honeycomb Tubular Nested Structure Inspired by Bamboo under Axial Crushing. Compos. Part B Eng. 2019, 162, 21–32. [Google Scholar] [CrossRef]
- Yin, S.; Wang, H.; Li, J.; Ritchie, R.O.; Xu, J. Light but Tough Bio-Inherited Materials: Luffa Sponge Based Nickel-Plated Composites. J. Mech. Behav. Biomed. Mater. 2019, 94, 10–18. [Google Scholar] [CrossRef] [PubMed]
- Pelanconi, M.; Ortona, A. Nature-Inspired, Ultra-Lightweight Structures with Gyroid Cores Produced by Additive Manufacturing and Reinforced by Unidirectional Carbon Fiber Ribs. Materials 2019, 12, 4134. [Google Scholar] [CrossRef] [PubMed]
- Chakraverty, S.; Pradhan, K.K. Computational Structural Mechanics: Static and Dynamic Behaviors, 1st ed.; Academic Press: Cambridge, MA, USA, 2018. [Google Scholar]
- Paris, H.; Mokhtarian, H.; Coatanéa, E.; Museau, M.; Ituarte, I.F. Comparative Environmental Impacts of Additive and Subtractive Manufacturing Technologies. CIRP Ann. 2016, 65, 29–32. [Google Scholar] [CrossRef]
- Håkansson, K.M.O.; Henriksson, I.C.; de la Peña Vázquez, C.; Kuzmenko, V.; Markstedt, K.; Enoksson, P.; Gatenholm, P. Solidification of 3D Printed Nanofibril Hydrogels into Functional 3D Cellulose Structures. Adv. Mater. Technol. 2016, 1, 1600096. [Google Scholar] [CrossRef]
- Guvendiren, M.; Molde, J.; Soares, R.M.D.; Kohn, J. Designing Biomaterials for 3D Printing. ACS Biomater. Sci. Eng. 2016, 2, 1679–1693. [Google Scholar] [CrossRef]
- Ngo, T.D.; Kashani, A.; Imbalzano, G.; Nguyen, K.T.Q.; Hui, D. Additive Manufacturing (3D Printing): A Review of Materials, Methods, Applications and Challenges. Compos. Part B Eng. 2018, 143, 172–196. [Google Scholar] [CrossRef]
- Li, S.; Hassanin, H.; Attallah, M.M.; Adkins, N.J.E.; Essa, K. The Development of TiNi-Based Negative Poisson’s Ratio Structure Using Selective Laser Melting. Acta Mater. 2016, 105, 75–83. [Google Scholar] [CrossRef]
- Alomarah, A.; Ruan, D.; Masood, S.; Gao, Z. Compressive Properties of a Novel Additively Manufactured 3D Auxetic Structure. Smart Mater. Struct. 2019, 28, 085019. [Google Scholar] [CrossRef]
- Hamzehei, R.; Serjouei, A.; Wu, N.; Zolfagharian, A.; Bodaghi, M. 4D Metamaterials with Zero Poisson’s Ratio, Shape Recovery, and Energy Absorption Features. Adv. Eng. Mater. 2022, 24, 2200656. [Google Scholar] [CrossRef]
- Sahin, E.S.; Cheng, T.; Wood, D.; Tahouni, Y.; Poppinga, S.; Thielen, M.; Speck, T.; Menges, A. Cross-Sectional 4D-Printing: Upscaling Self-Shaping Structures with Differentiated Material Properties Inspired by the Large-Flowered Butterwort (Pinguicula Grandiflora). Biomimetics 2023, 8, 233. [Google Scholar] [CrossRef] [PubMed]
- ABAQUS HTML Documentation 6.7.0.0. Available online: https://abaqus-html-documentation.updatestar.com (accessed on 6 March 2024).
- Kolken, H.M.A.; Zadpoor, A.A. Auxetic Mechanical Metamaterials. RSC Adv. 2017, 7, 5111–5129. [Google Scholar] [CrossRef]
- Kim, Y.; Son, K.H.; Lee, J.W. Auxetic Structures for Tissue Engineering Scaffolds and Biomedical Devices. Materials 2021, 14, 6821. [Google Scholar] [CrossRef] [PubMed]
- Wu, W.; Hu, W.; Qian, G.; Liao, H.; Xu, X.; Berto, F. Mechanical Design and Multifunctional Applications of Chiral Mechanical Metamaterials: A Review. Mater. Des. 2019, 180, 107950. [Google Scholar] [CrossRef]
- Zhang, W.; Zhao, S.; Scarpa, F.; Wang, J.; Sun, R. In-Plane Mechanical Behavior of Novel Auxetic Hybrid Metamaterials. Thin-Walled Struct. 2021, 159, 107191. [Google Scholar] [CrossRef]
- Valle, R.; Pincheira, G.; Tuninetti, V. Design of an Auxetic Cellular Structure with Different Elastic Properties in Its Three Orthogonal Directions. Proc. Inst. Mech. Eng. Part L J. Mater. Des. Appl. 2021, 235, 1341–1350. [Google Scholar] [CrossRef]
- Balabanov, S.V.; Makogon, A.I.; Sychov, M.M.; Gravit, M.V.; Kurakin, M.K. Mechanical Properties of 3D Printed Cellular Structures with Topology of Triply Periodic Minimal Surfaces. Mater. Today Proc. 2020, 30, 439–442. [Google Scholar] [CrossRef]
- Palucci Rosa, R.; Rosace, G. Nanomaterials for 3D Printing of Polymers via Stereolithography: Concept, Technologies, and Applications. Macromol. Mater. Eng. 2021, 306, 2100345. [Google Scholar] [CrossRef]
- Martín-Montal, J.; Pernas-Sánchez, J.; Varas, D. Experimental Characterization Framework for SLA Additive Manufacturing Materials. Polymers 2021, 13, 1147. [Google Scholar] [CrossRef] [PubMed]
- Arenas, J.M.; Alía, C.; Blaya, F.; Sanz, A. Multi-Criteria Selection of Structural Adhesives to Bond ABS Parts Obtained by Rapid Prototyping. Int. J. Adhes. Adhes. 2012, 33, 67–74. [Google Scholar] [CrossRef]
- Celigüeta Lizarza, J.T. Análisis de Estructuras Con No Linealidad Geométrica; Universidad Pública de Navarra = Nafarroako Unibertsitate Publikoa: Pamplona, Spain, 2009; ISBN 978-84-921970-3-3. [Google Scholar]




















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Layer Height | 0.05 mm |
|---|---|
| Bottom Layer Count | 8 |
| Transition Type | Linear |
| Exposure Time | 6 s |
| Bottom Exposure Time | 50 s |
| Lifting Distance | 5 mm |
| Lifting Speed | 65 mm/min |
| Retract Speed | 150 mm/min |
| Hardness/Contraction | 84D/7.1% |
|---|---|
| Viscosity (25 °C) | 150–200 mPa.s |
| Density (liquid) | 1.100 g/cm3 |
| Density (solid) | 1.195 g/cm3 |
| Bending resistance | 59–70 MPa |
| Compressive strength | 36–53 MPa |
| Elongation at break | 14.2 |
| Price | 36.99 EUR/kg |
| Pattern Type | Model | Lattice Dimensions (mm) | Truss Diameter (mm) | Mass (g) | Density (g/cm3) |
|---|---|---|---|---|---|
| 2D | (A) Rhombuses | 12.5 × 12.5 | 1.6 | 93 | 0.372 |
| (B) Hexagonal | 10.2 × 9.1 | 1.7 | 93 | 0.372 | |
| (C) Auxetic 1 | 19.5 × 13.9 | 1.4 | 94 | 0.376 | |
| (D) Auxetic 2 | 18.9 × 12.1 | 0.9 | 95 | 0.380 | |
| (E) Organic Voronoi | Irregular | Irregular | 102 | 0.408 | |
| 3D | (F) Cubic with diagonals | 12.4 × 12.4 | 2.7 | 92 | 0.368 |
| (G) 3D auxetic | 17.7 × 9.2 | 3.2 | 94 | 0.376 | |
| (H) Organic–irregular mesh | Irregular | Irregular | 93 | 0.372 |
| Pattern Type | Model | Mass (g) | Printing Time (h) | Material Cost (EUR) | Labor Cost (EUR) | Operating Cost (EUR) | Manufacturing Cost (EUR) |
|---|---|---|---|---|---|---|---|
| 2D | (A) Rhombuses | 93 | 10.2 | 3.44 | 54.34 | 0.36 | 58.14 |
| (B) Hexagonal | 93 | 9.82 | 3.44 | 52.37 | 0.34 | 56.15 | |
| (C) Auxetic 1 | 94 | 9.82 | 3.48 | 52.39 | 0.34 | 56.21 | |
| (D) Auxetic 2 | 95 | 10.3 | 3.51 | 54.9 | 0.36 | 58.77 | |
| (E) Organic Voronoi | 102 | 10.53 | 3.77 | 56.19 | 0.37 | 60.33 | |
| 3D | (F) Cubic with diagonals | 92 | 10.15 | 3.40 | 54.08 | 0.35 | 57.83 |
| (G) 3D auxetic | 94 | 15.32 | 3.48 | 80.97 | 0.54 | 84.99 | |
| (H) Organic with irregular mesh | 93 | 14.8 | 3.44 | 78.25 | 0.52 | 82.21 |
| Patterns | Models | Mean Breaking Force (kN) | Mean Break Deformation (%) | Mean Effective Breaking Stress (MPa) | Mean Young’s Modulus (MPa) | Absolute Difference (kN) | Relative Difference (%) |
|---|---|---|---|---|---|---|---|
| 2D | (A) Rhombuses | 2.80 | 3.81 | 1.12 | 796.01 | 1.45 | 107 |
| (B) Hexagonal | 4.58 | 3.87 | 1.83 | 1279.43 | 3.23 | 239 | |
| (C) Auxetic 1 | 1.49 | 4.83 | 0.60 | 401.95 | 0.14 | 10 | |
| (D) Auxetic 2 | 1.35 | 3.20 | 0.54 | 221 | - | - | |
| (E) Organic Voronoi | 4.95 | 3.18 | 1.98 | 1588.47 | 3.6 | 267 | |
| 3D | (F) Cubic and diagonals | 5.77 | 4.05 | 2.31 | 1667 | 4.42 | 327 |
| (G) 3D auxetic | 13.39 | 4.02 | 5.36 | 3389.3 | 12.04 | 892 | |
| (H) Organic and irreg. mesh | 4.34 | 5.01 | 1.74 | 1410.63 | 2.99 | 221 |
| Patterns | Models | Mean Breaking Force (kN) | Manufacturing Cost (EUR) | Force/Cost Ratio (kN/EUR) | Absolute Difference (kN/EUR) | Relative Difference (%) |
|---|---|---|---|---|---|---|
| 2D | (A) Rhombuses | 2.80 | 58.14 | 0.05 | 0.03 | 150 |
| (B) Hexagonal | 4.58 | 56.15 | 0.08 | 0.06 | 300 | |
| (C) Auxetic 1 | 1.49 | 56.21 | 0.03 | 0.01 | 50 | |
| (D) Auxetic 2 | 1.35 | 58.77 | 0.02 | - | - | |
| (E) Organic Voronoi | 4.95 | 60.33 | 0.08 | 0.06 | 300 | |
| 3D | (F) Cubic and diagonals | 5.77 | 57.83 | 0.1 | 0.08 | 400 |
| (G) 3D auxetic | 13.39 | 84.99 | 0.16 | 0.14 | 700 | |
| (H) Organic and irreg. mesh | 4.34 | 82.21 | 0.05 | 0.03 | 150 |
| Patterns | Models | Type of Breakage |
|---|---|---|
| 2D | (A) Rhombuses | Ductile |
| (B) Hexagonal | Ductile | |
| (C) Auxetic 1 | Fragile | |
| (D) Auxetic 2 | Fragile | |
| (E) Organic Voronoi | Fragile | |
| 3D | (F) Cubic and diagonals | Fragile |
| (G) 3D auxetic | Other | |
| (H) Organic and irreg. mesh | Other |
| Pattern | Models | Effective Breaking Stress (MPa) | Breaking Stress FEM (MPa) | Absolut Value (MPa) | Relative Value (%) |
|---|---|---|---|---|---|
| 2D | (A) Rhombuses | 1.12 | 1.06 | 0.06 | 5.36 |
| (B) Hexagonal | 1.83 | 1.68 | 0.15 | 8.19 | |
| (C) Auxetic 1 | 0.60 | 0.65 | 0.05 | 8.33 | |
| (D) Auxetic 2 | 0.54 | 0.6 | 0.06 | 11.11 | |
| (E) Organic Voronoi | 1.98 | 1.89 | 0.09 | 4.54 | |
| 3D | (F) Cubic and diagonals | 2.31 | 2.21 | 0.1 | 4.33 |
| (G) 3D auxetic | 5.36 | 4.84 | 0.52 | 9.70 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Alía García, C.; Rodríguez Ortiz, Á.; Arenas Reina, J.M.; Cano-Moreno, J.D.; Gómez Gómez, M. Analysis and Simulation of the Compressive Strength of Bioinspired Lightweight Structures Manufactured by a Stereolithography 3D Printer. Biomimetics 2024, 9, 240. https://doi.org/10.3390/biomimetics9040240
Alía García C, Rodríguez Ortiz Á, Arenas Reina JM, Cano-Moreno JD, Gómez Gómez M. Analysis and Simulation of the Compressive Strength of Bioinspired Lightweight Structures Manufactured by a Stereolithography 3D Printer. Biomimetics. 2024; 9(4):240. https://doi.org/10.3390/biomimetics9040240
Chicago/Turabian StyleAlía García, Cristina, Álvaro Rodríguez Ortiz, José Manuel Arenas Reina, Juan David Cano-Moreno, and Manuel Gómez Gómez. 2024. "Analysis and Simulation of the Compressive Strength of Bioinspired Lightweight Structures Manufactured by a Stereolithography 3D Printer" Biomimetics 9, no. 4: 240. https://doi.org/10.3390/biomimetics9040240
APA StyleAlía García, C., Rodríguez Ortiz, Á., Arenas Reina, J. M., Cano-Moreno, J. D., & Gómez Gómez, M. (2024). Analysis and Simulation of the Compressive Strength of Bioinspired Lightweight Structures Manufactured by a Stereolithography 3D Printer. Biomimetics, 9(4), 240. https://doi.org/10.3390/biomimetics9040240