
Mobile Visual Servoing Based Control of a Complex Autonomous System Assisting a Manufacturing Technology on a Mechatronics Line

 ,
,  ,
,  , ,
, , 

Abstract
:1. Introduction
- In Section 2.1, the hardware structure of the P/RML assisted by CAS is presented;
- In Section 2.3, an eye in hand MVS technology is presented;
- In Section 2.3, modeling, and control of MVS, based on the moments of the image, are presented;
- In Section 2.4, assumptions and task planning are presented.
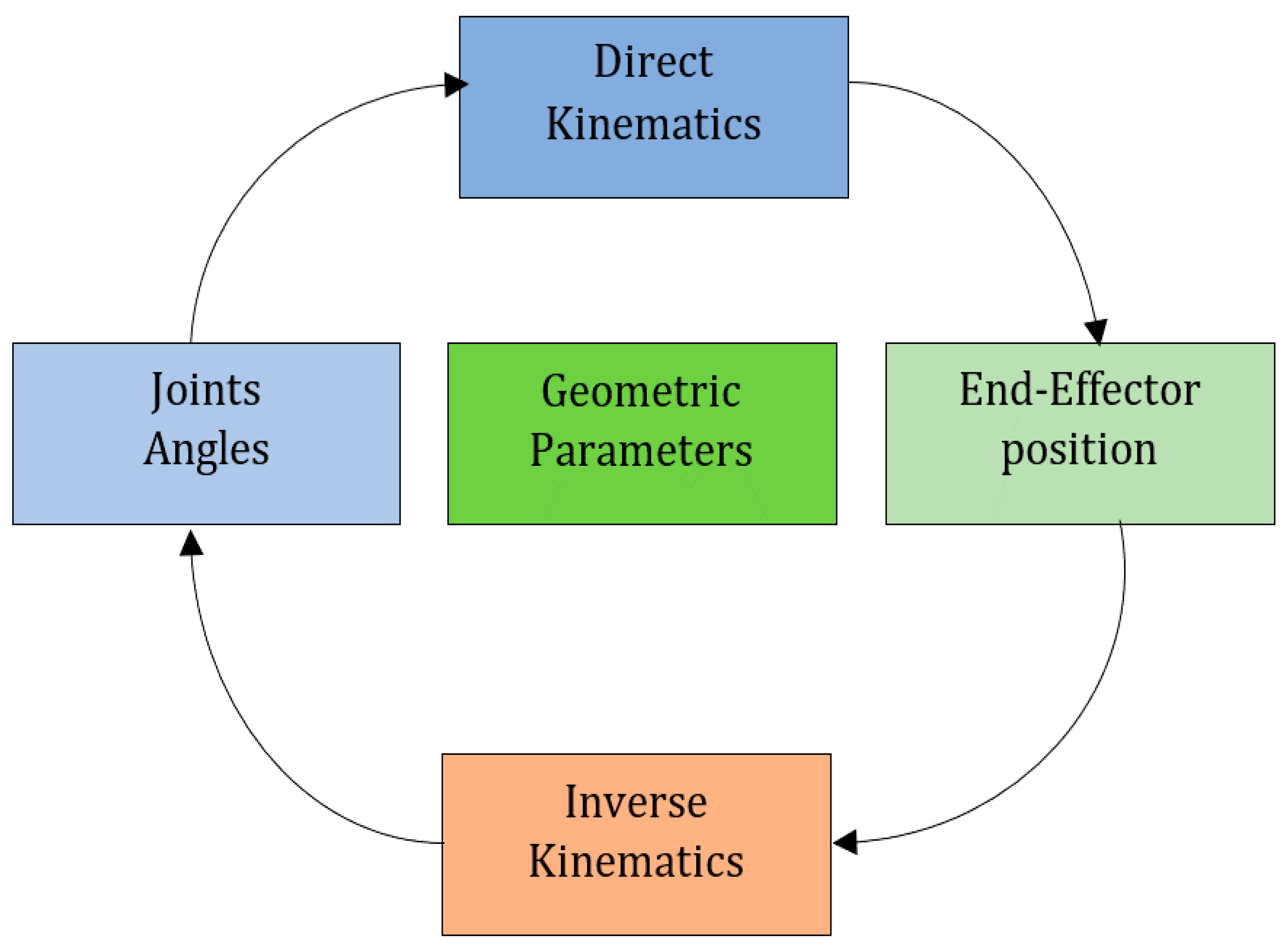
- In Section 3, direct and inverse kinematics model of RM Cyton 1500 are presented;
- In Section 4, trajectory-tracking sliding-mode control of ARS PeopleBot is presented;
- In Section 5, some results regarding real-time control of P/RML assisted by CAS are laid out;
- In Section 6, some final remarks and conclusions are presented.
2. P/RML Assisted by the CAS Equipped with RM and MVS
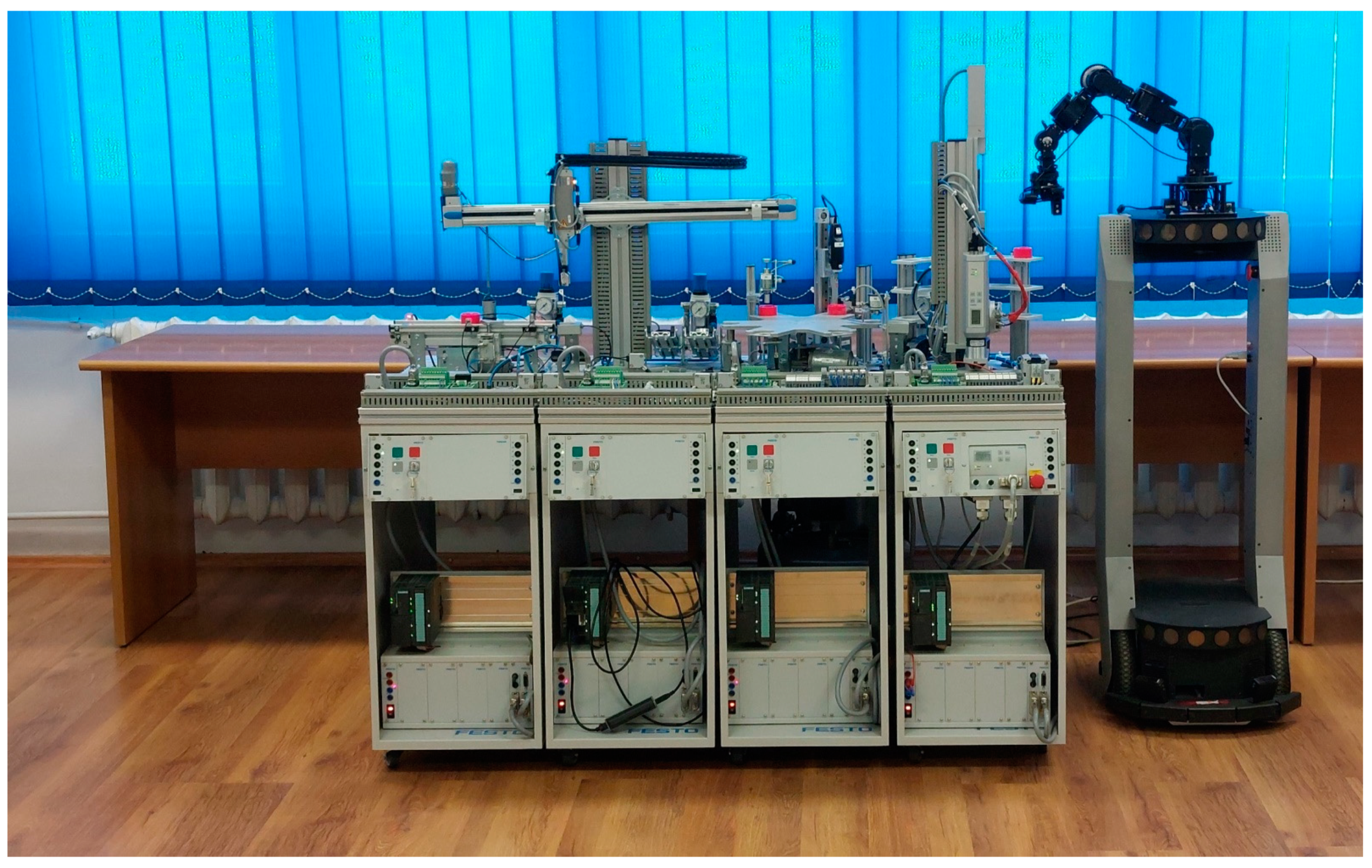
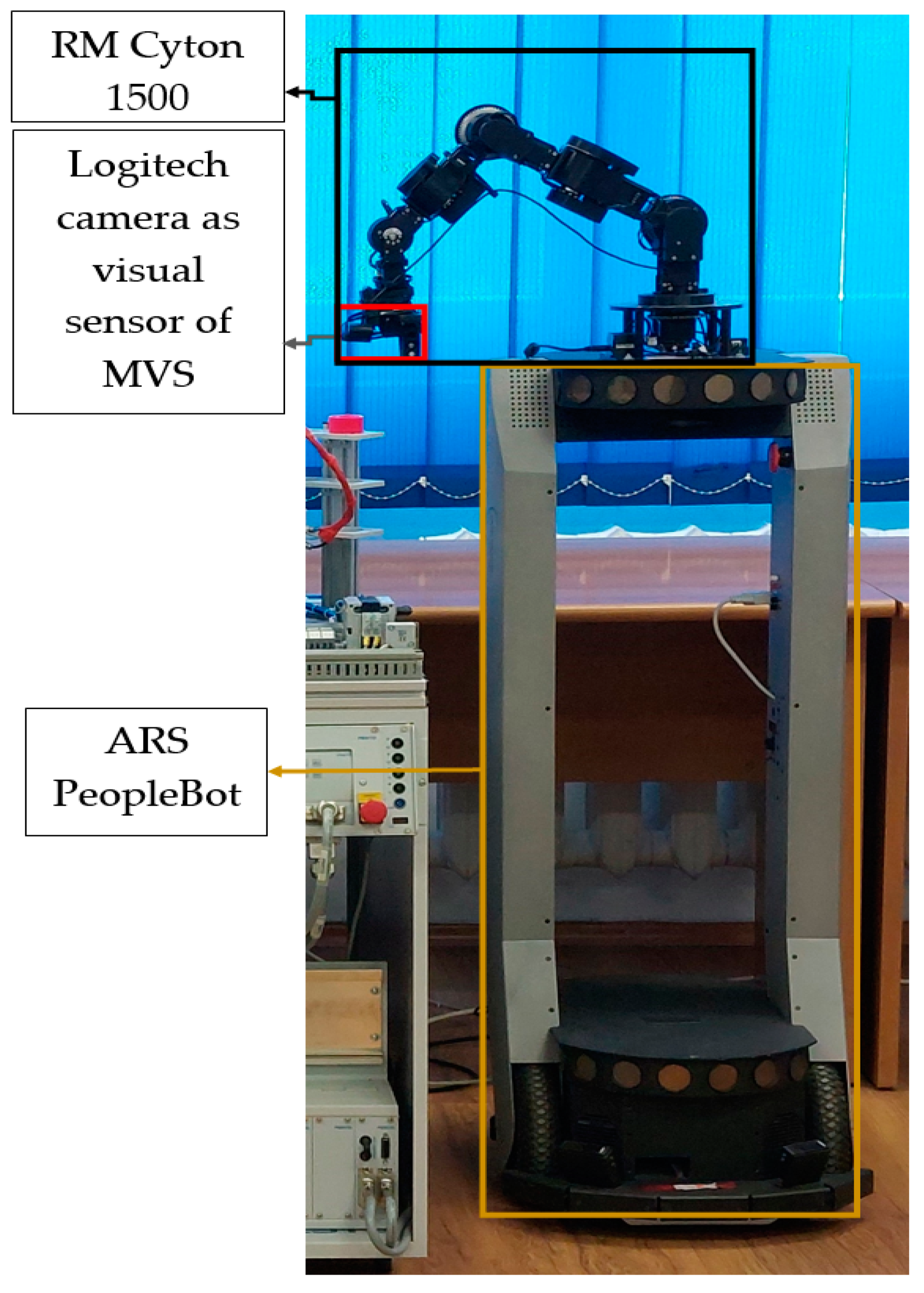
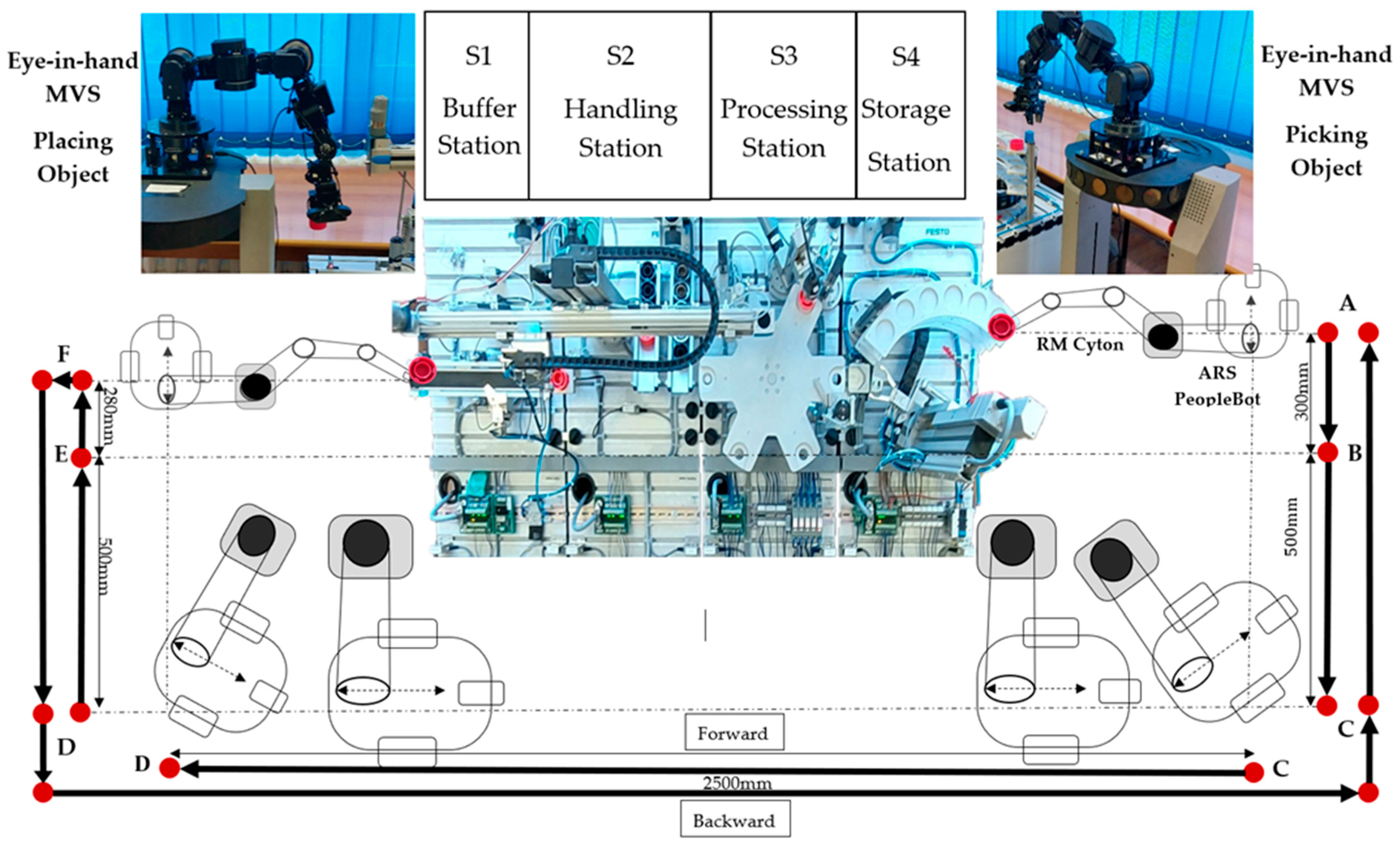
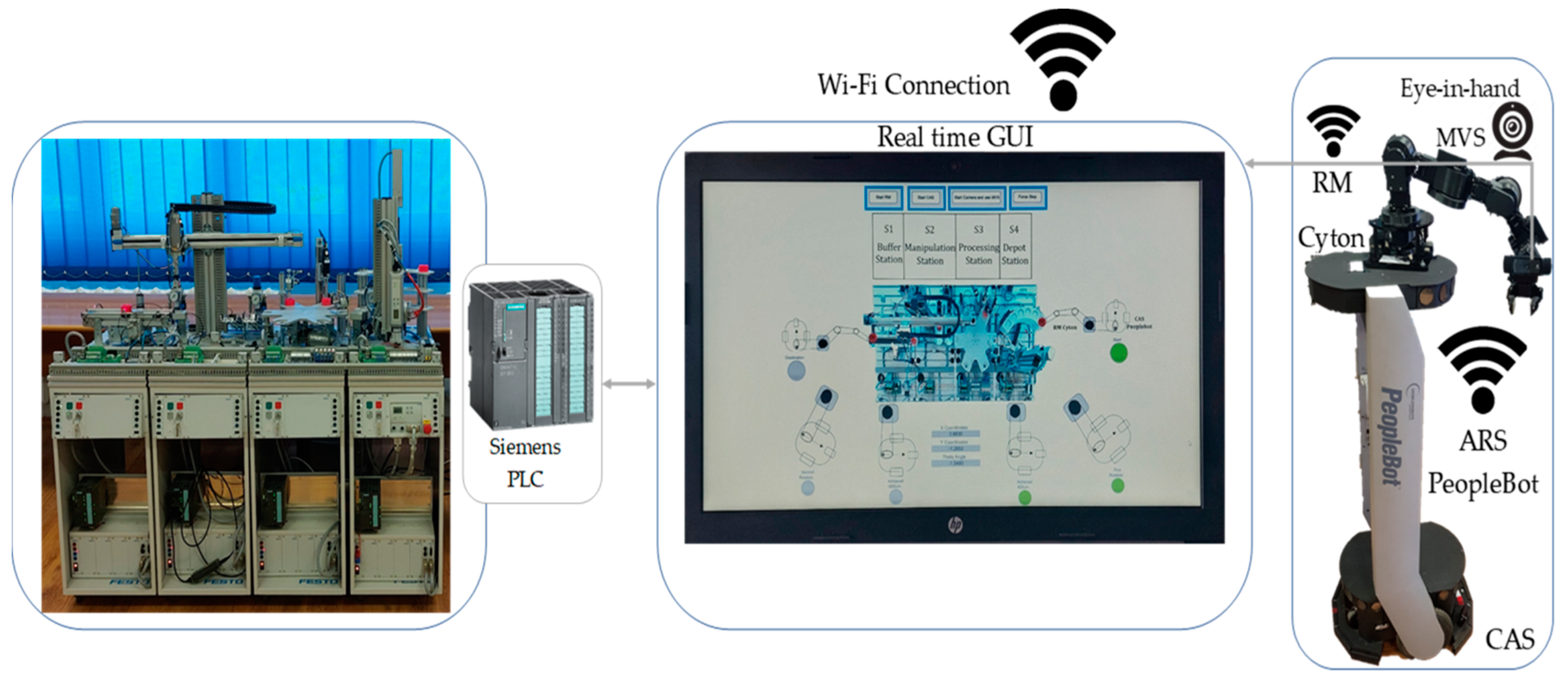
2.1. The Hardware Architecture of the P/RML Assisted by CAS
- The first station triggers the color tests and then transports the pieces to the warehouse corresponding to the color;
- The second station is where the pieces are buffered for further processing;
- The third station performs drilling and boring operations;
- The fourth station is where the pieces are stored and organized by their colors.
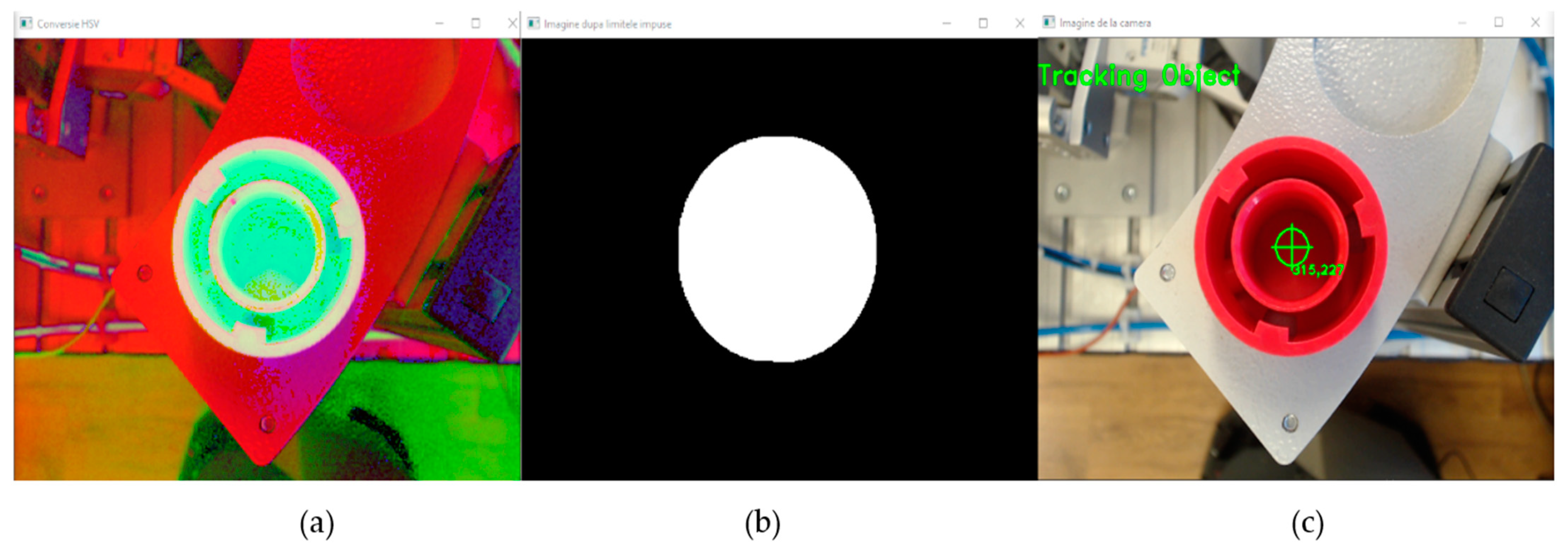
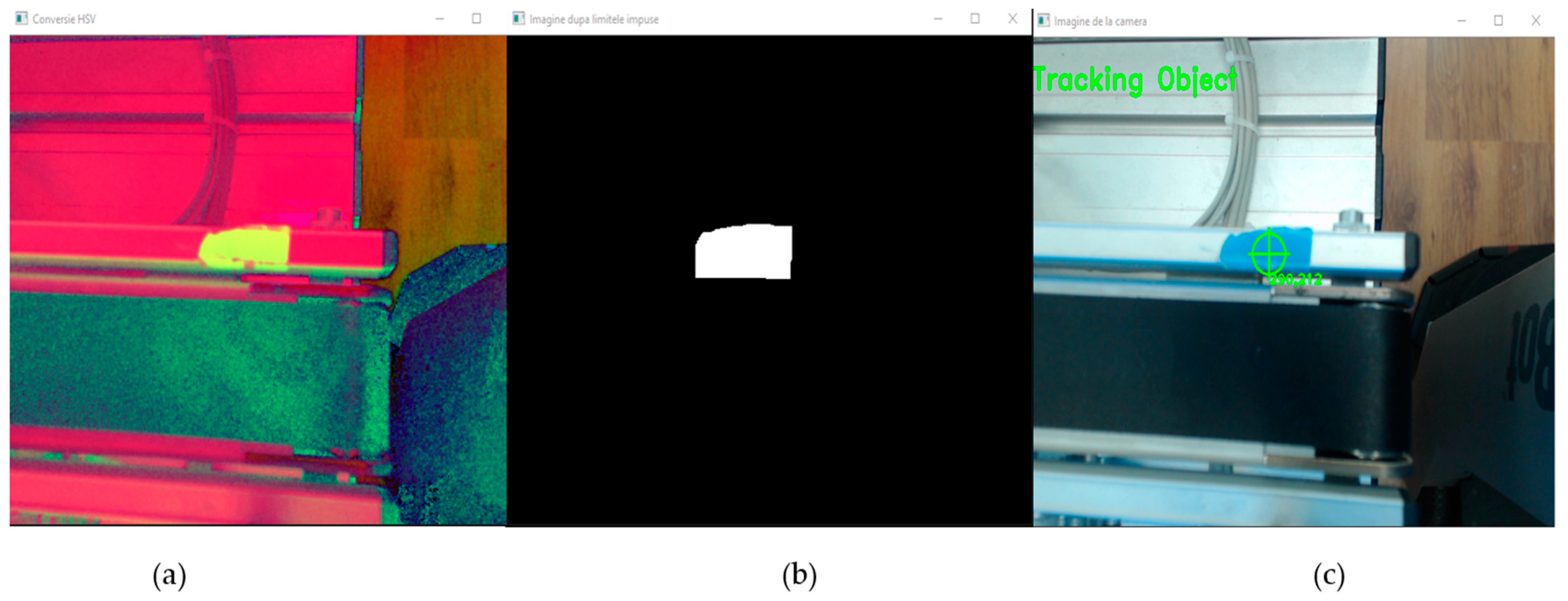
2.2. Eye in Hand MVS
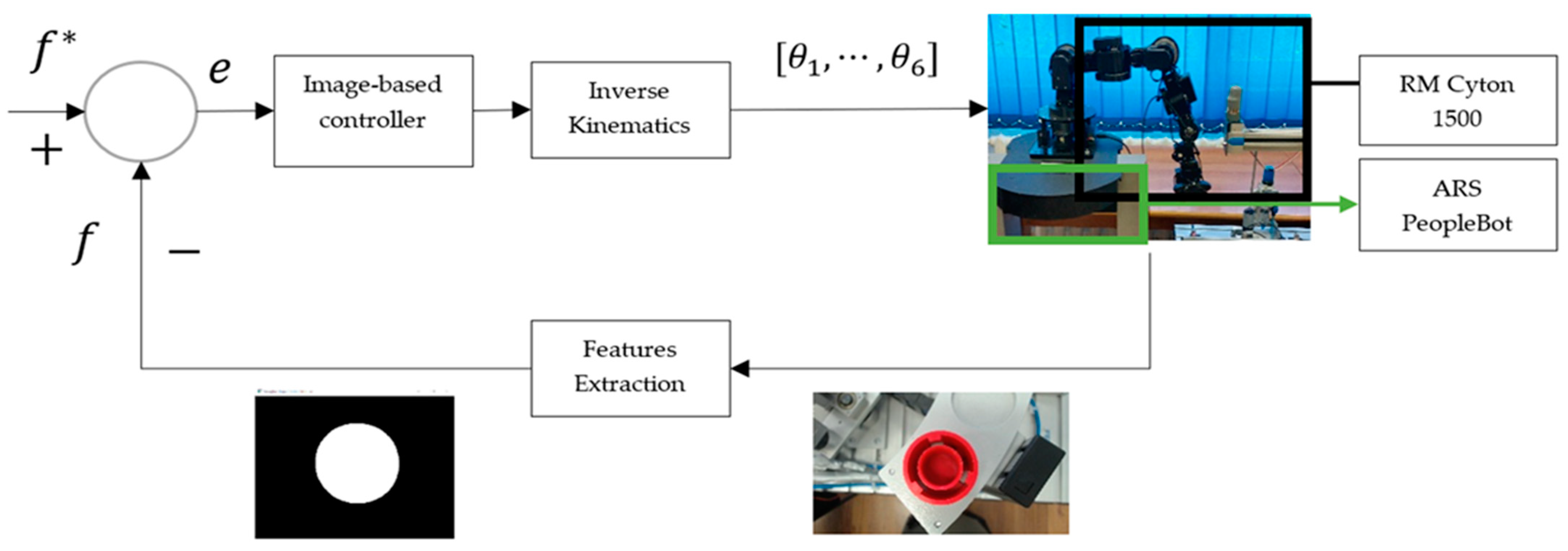
2.3. Modelling and Control of MVS Based on the Moments of the Image Method
2.4. Assumptions and Task Planning
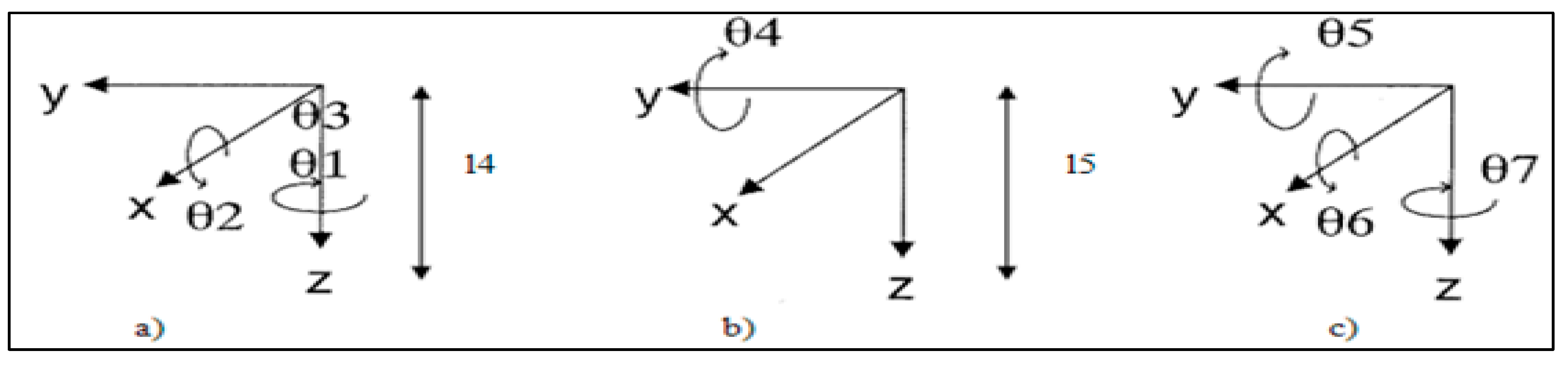
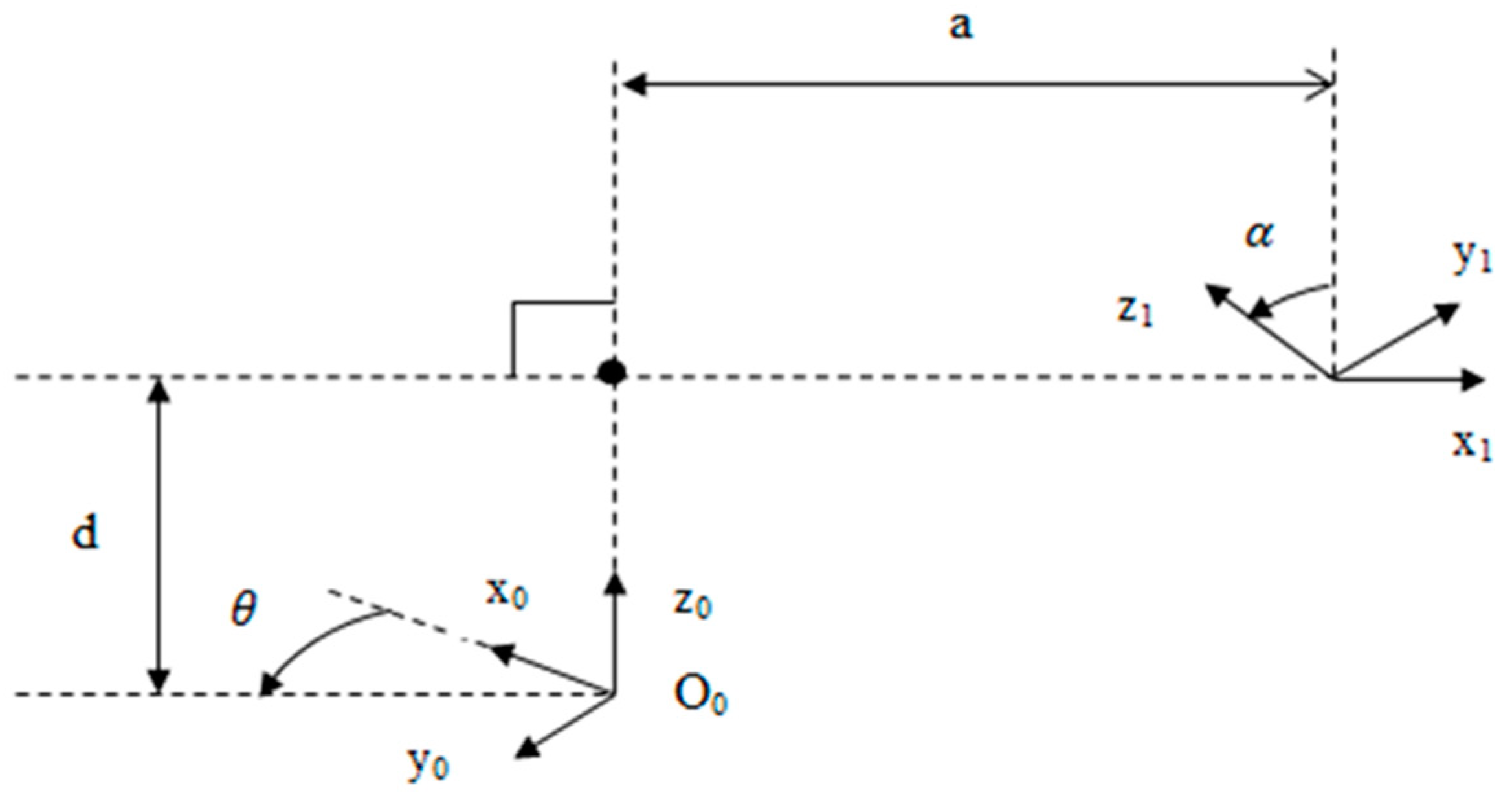
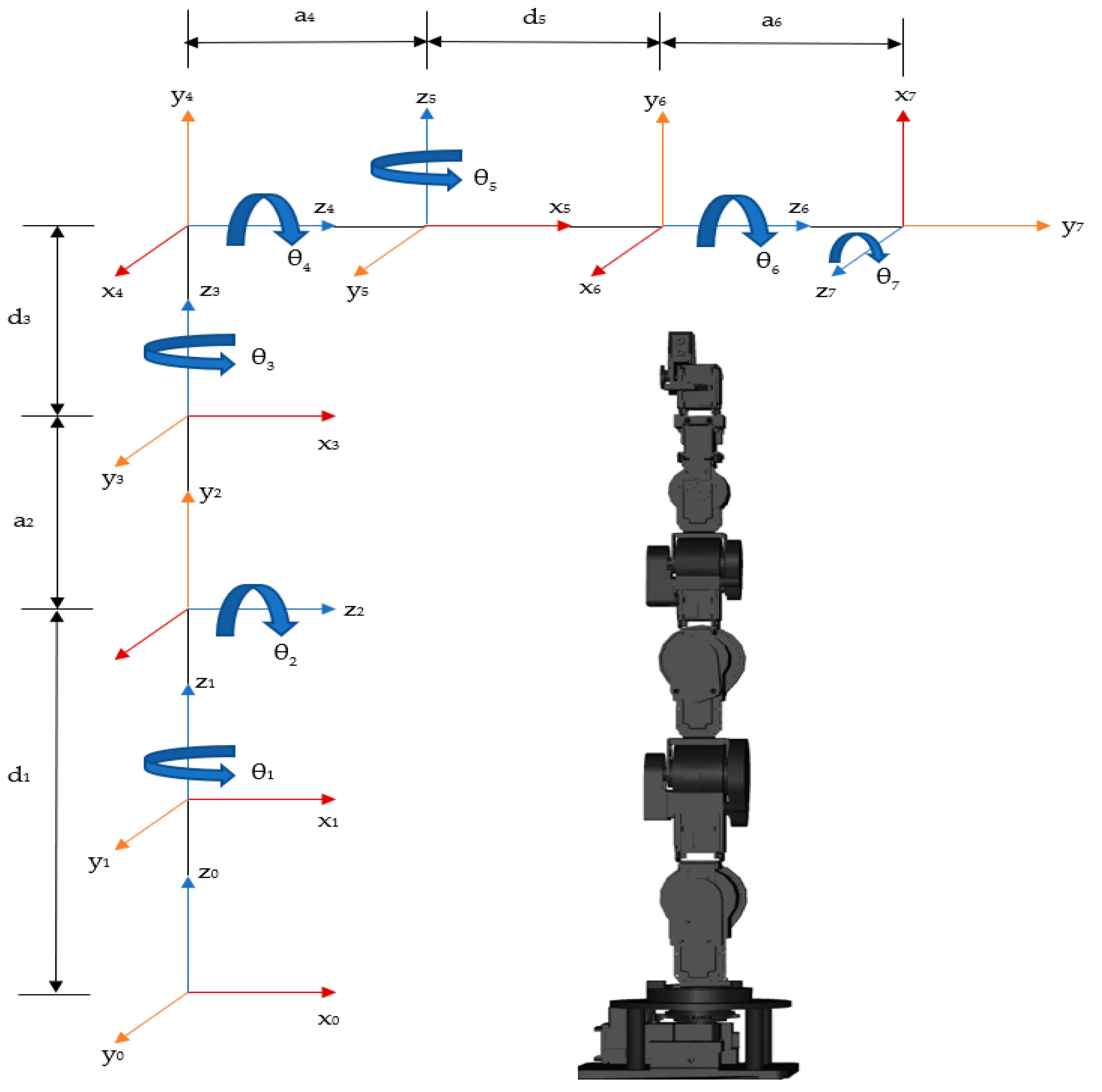
3. Direct and Inverse Kinematics Model of RM Cyton 1500
- One shoulder type joint, characterized by three angles;
- One elbow type joint, characterized by one angle;
- One wrist type joint, characterized by three angles.
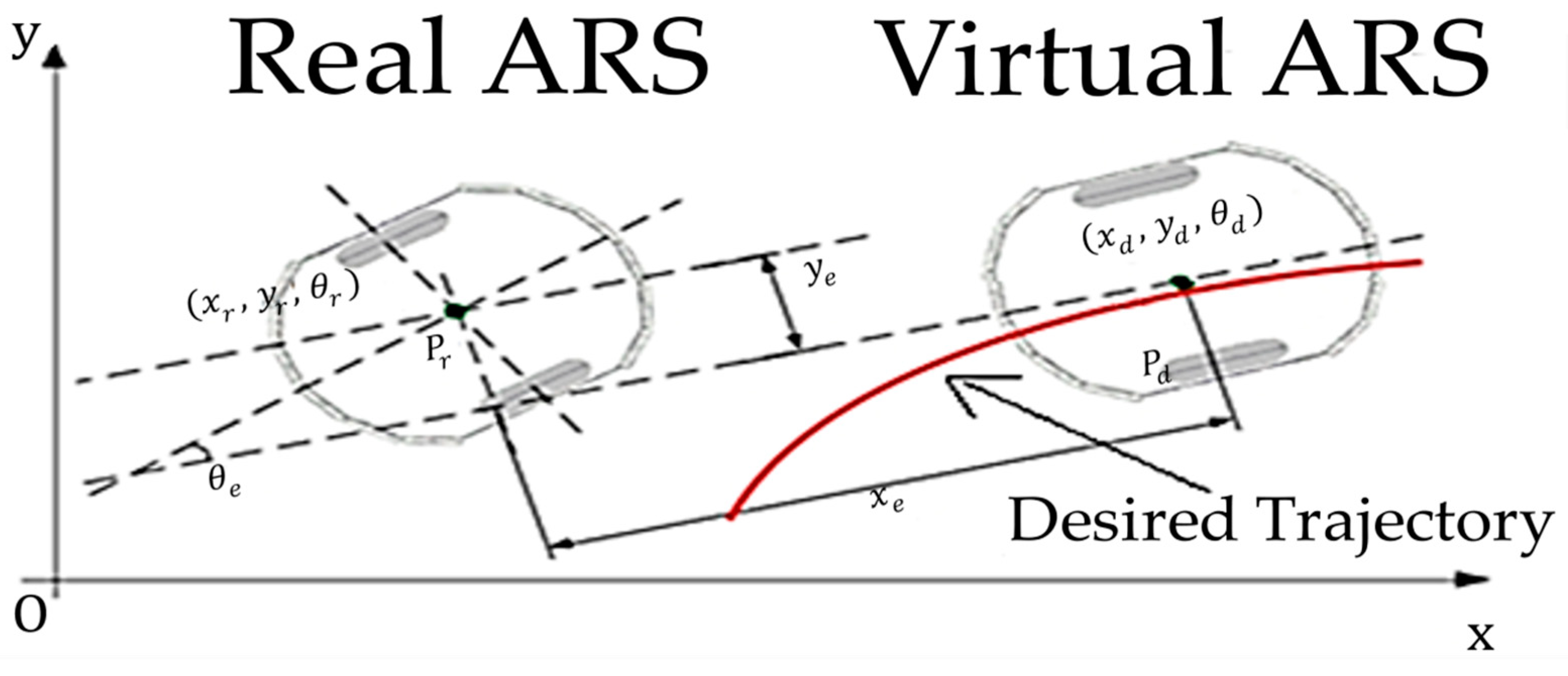
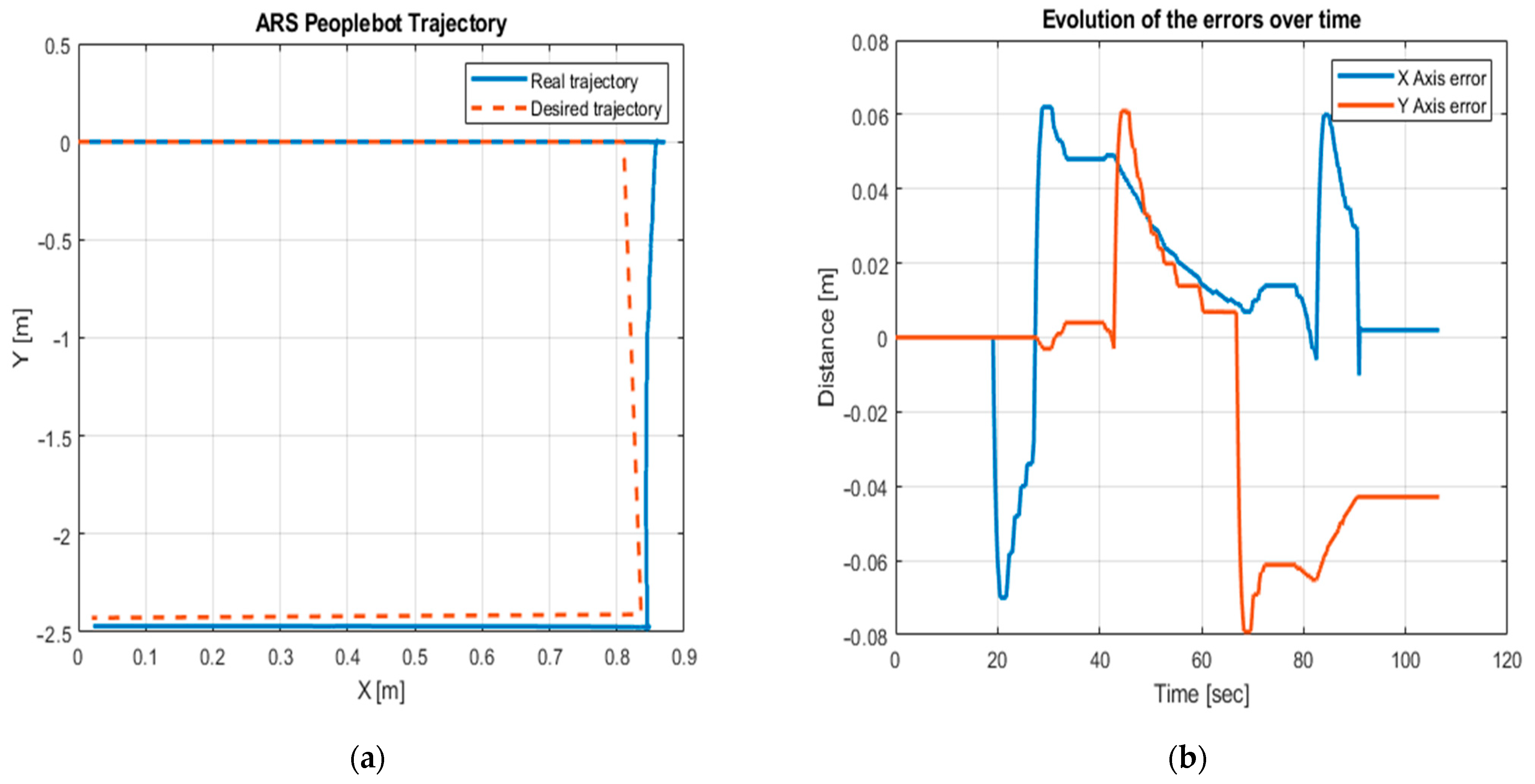
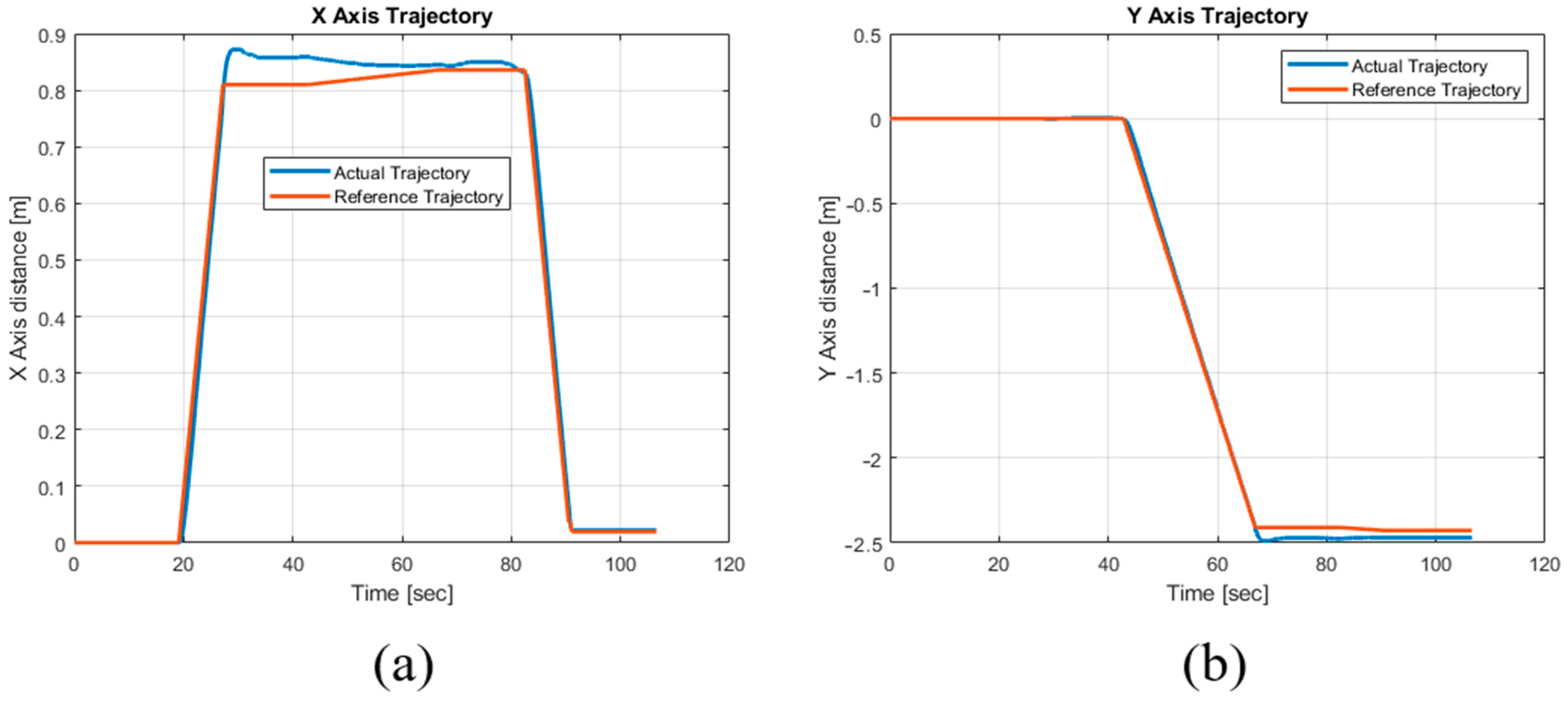
4. Trajectory Tracking Sliding-Mode Control of ARS PeopleBot
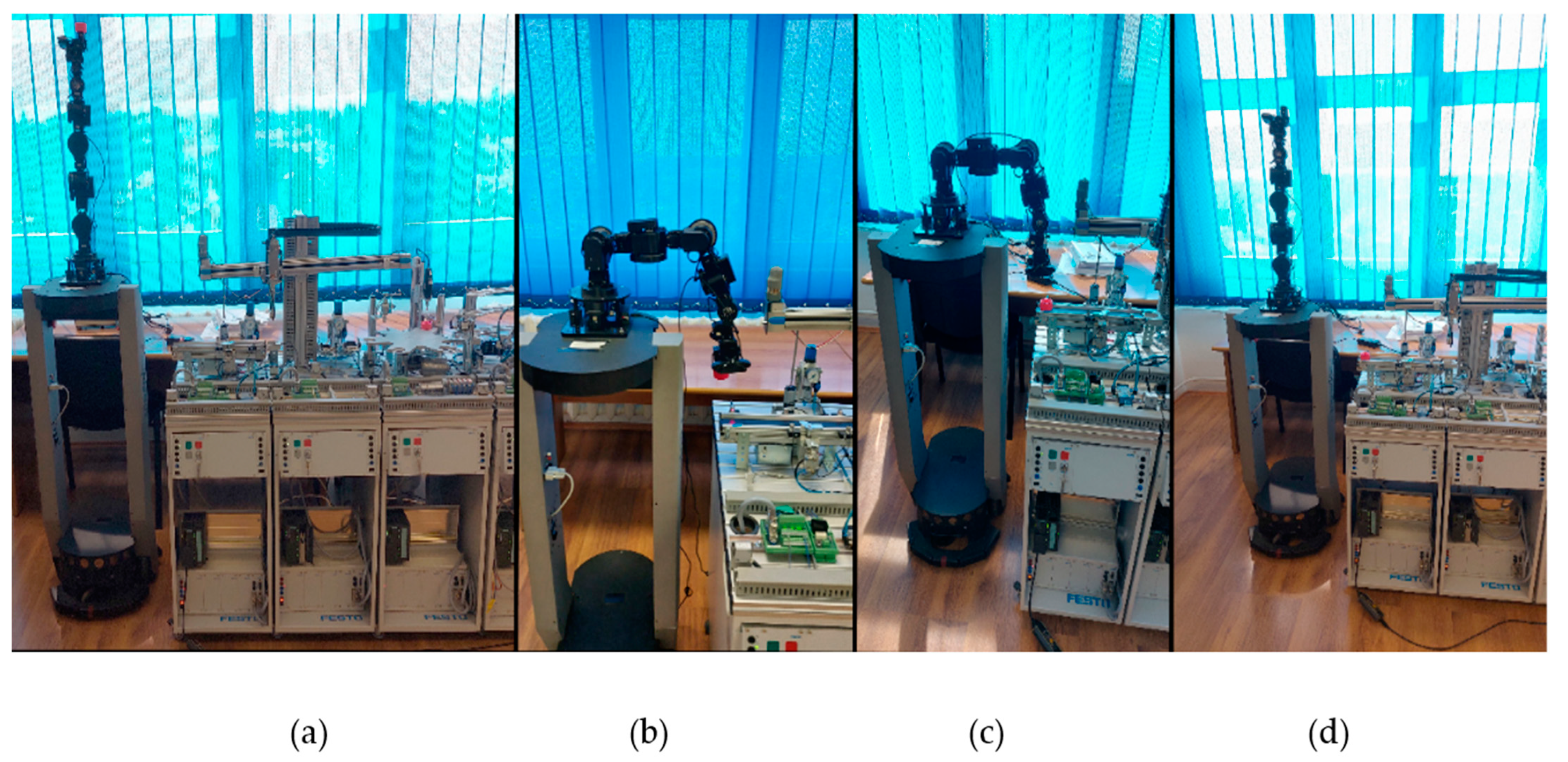
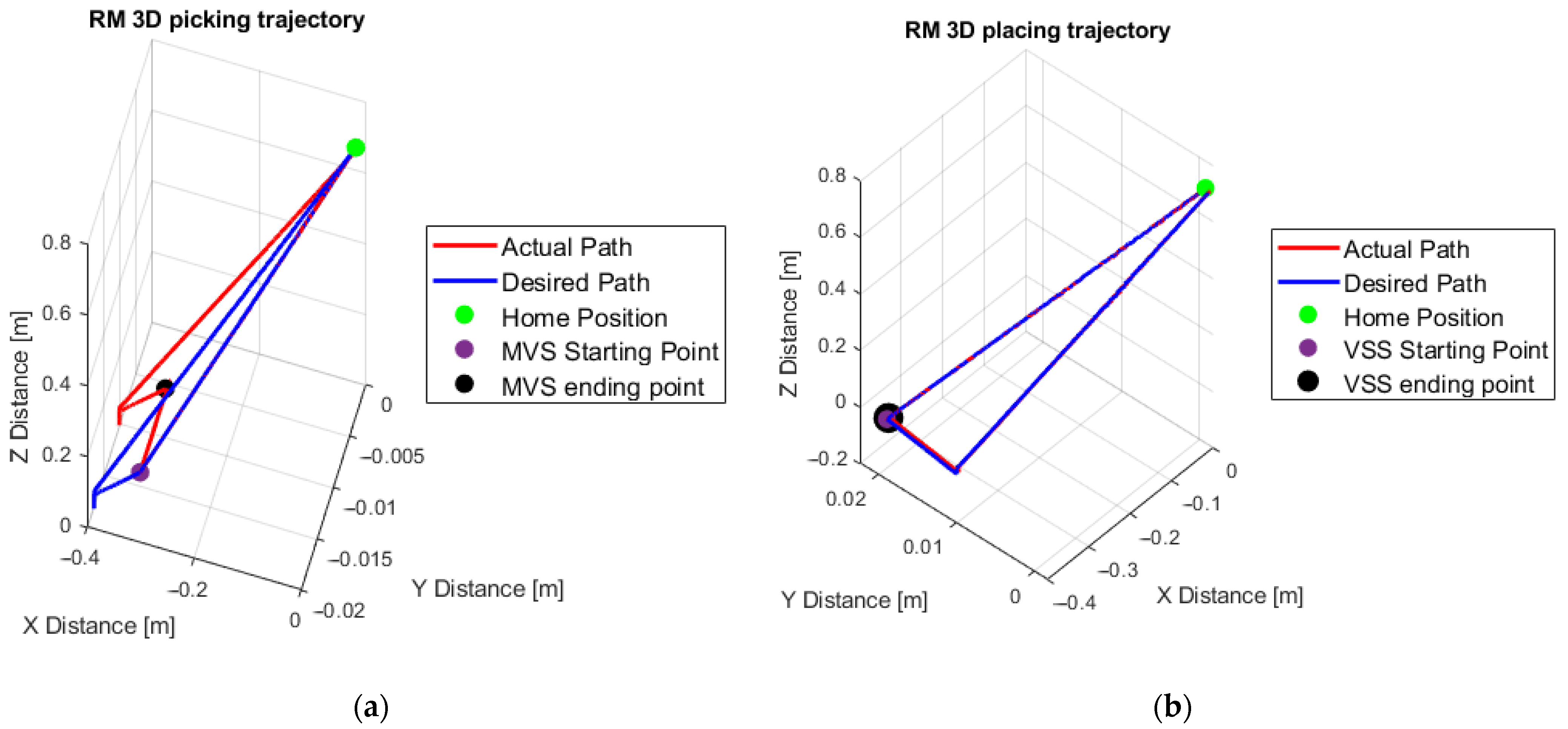
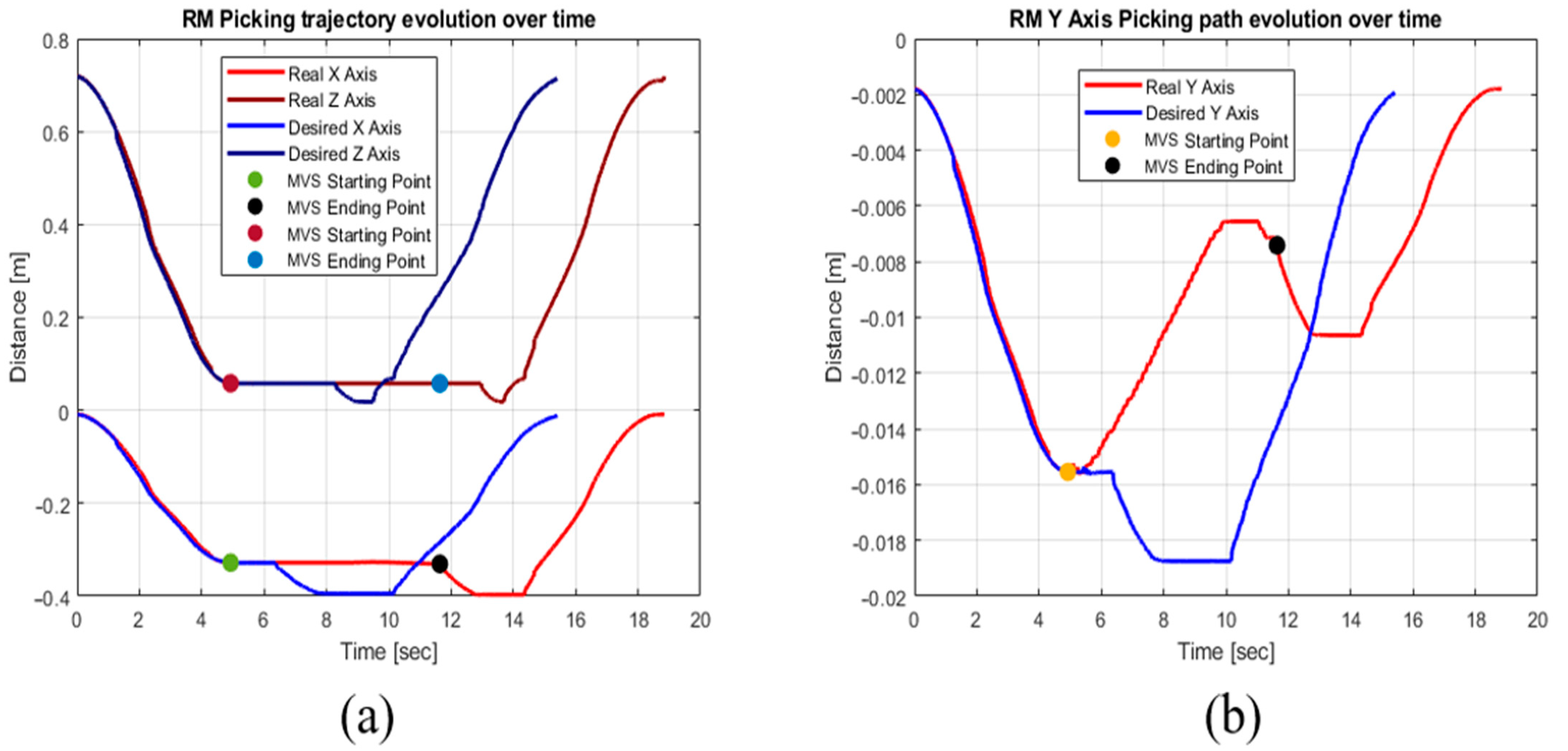
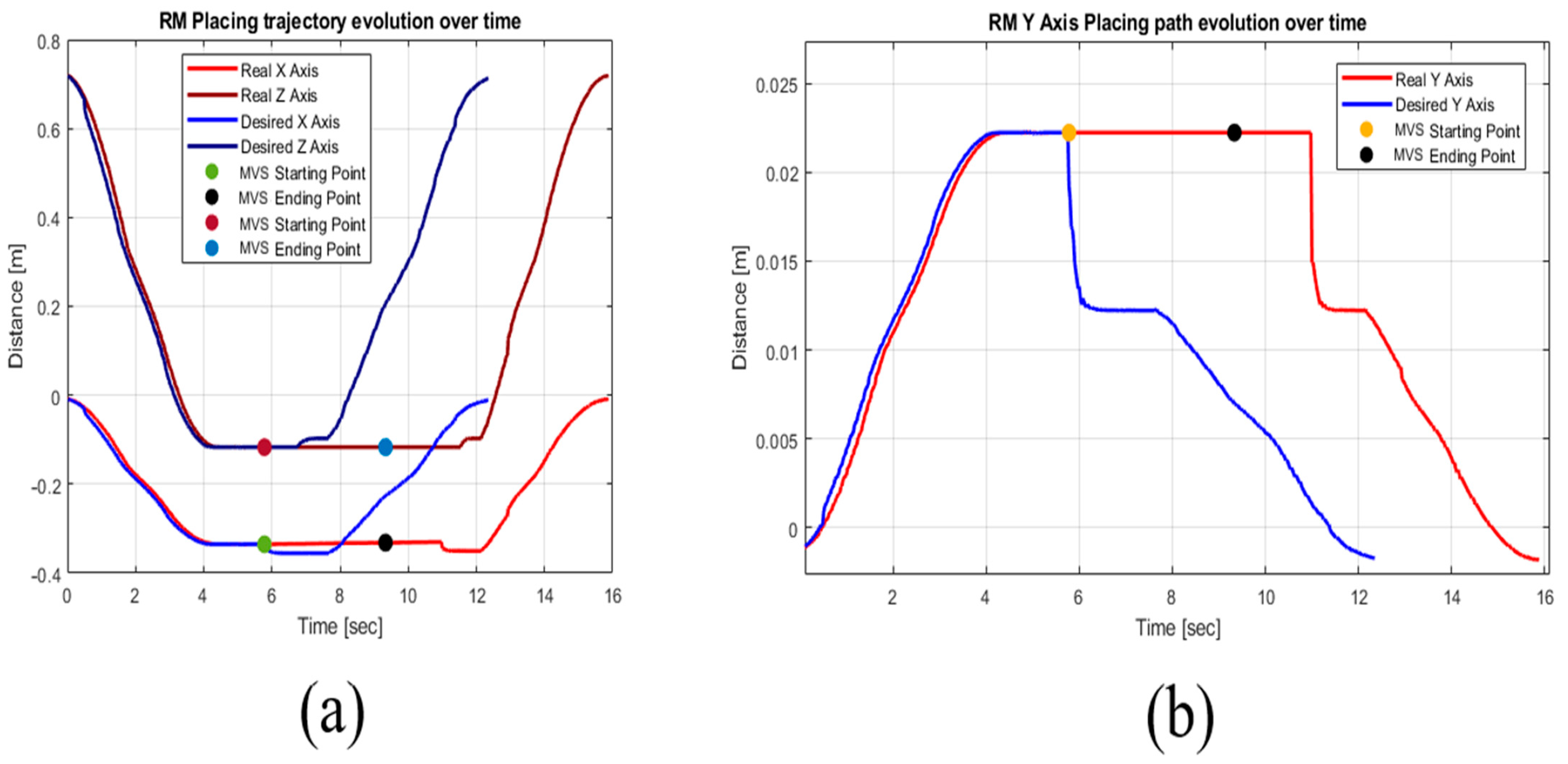
5. Real-Time Control of P/RML Assisted by CAS
- Control loop for the P/RML with Siemens PLCs, programmed in Simatic Step 7;
- Control loop for the ARS PeopleBot based on TTSMC used in workpiece transportation;
- Control loop for the RM Cyton with eye in hand MVS for precise positioning for both picking and placing workpieces.
6. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Stoll, J.T.; Schanz, K.; Pott, A. Mechatronic Control System for a Compliant and Precise Pneumatic Rotary Drive Unit. Actuators 2020, 9, 1. [Google Scholar] [CrossRef] [Green Version]
- Syafrudin, M.; Fitriyani, N.L.; Alfian, G.; Rhee, J. An Affordable Fast Early Warning System for Edge Computing in Assembly Line. Appl. Sci. 2019, 9, 84. [Google Scholar] [CrossRef] [Green Version]
- de Gea Fernández, J.; Yu, B.; Bargsten, V.; Zipper, M.; Sprengel, H. Design, Modelling and Control of Novel Series-Elastic Actuators for Industrial Robots. Actuators 2020, 9, 6. [Google Scholar] [CrossRef] [Green Version]
- Filipescu, A.; Mincă, E.; Filipescu, A.; Coandă, H.-G. Manufacturing Technology on a Mechatronics Line Assisted by Autonomous Robotic Systems, Robotic Manipulators and Visual Servoing Systems. Actuators 2020, 9, 127. [Google Scholar] [CrossRef]
- Chen, Z.-Y.; Chen, C.-T. A Remote-Controlled Robotic Arm That Reads Barcodes and Handles Products. Inventions 2018, 3, 17. [Google Scholar] [CrossRef] [Green Version]
- Ciubucciu, G.; Filipescu, A., Jr.; Filipescu, S.; Dumitrascu, B. Control and Obstacle Avoidance of a WMR Based on Sliding-Mode, Ultrasounds and Laser. In Proceedings of the 12th IEEE International Conference on Control and Automation (ICCA), Kathmandu, Nepal, 1–3 June 2016; pp. 779–784, ISBN 978-1-5090-1737-9. [Google Scholar] [CrossRef]
- Lupu, C.; Popescu, D.; Florea, G. Supervised Solutions for Precise Ratio Control: Applicability in Continuous Production Line. Stud. Inform. Control 2014, 23, 53–64. [Google Scholar] [CrossRef] [Green Version]
- Radaschin, A.; Voda, A.; Filipescu, A. Task Planning Algorithm in Hybrid Assembly/Disassembly Process. In Proceedings of the 14th IFAC Symposium on Information Control Problems in Manufacturing, Bucharest, Romania, 23–25 May 2012; Volume 45, pp. 571–576. [Google Scholar] [CrossRef] [Green Version]
- Minca, E.; Filipescu, A.; Voda, A. Modelling and control of an assembly/disassembly mechatronics line served by mobile robot with manipulator. Control Eng. Pract. 2014, 31, 50–62. [Google Scholar] [CrossRef]
- Filipescu, A., Jr.; Petrea, G.; Filipescu, A.; Filipescu, S. Modeling and Control of a Mechatronics System Served by a Mobile Platform Equipped with Manipulator. In Proceedings of the 33rd Chinese Control Conference, Nanjing, China, 28–30 July 2014; pp. 6577–6582, ISBN 978-988-15638-4-2. [Google Scholar] [CrossRef]
- Petrea, G.; Filipescu, A., Jr.; Minca, E. Hybrid Modelling and Simulation of a P/RML with Integrated Complex Autonomous Systems. In Proceedings of the 22nd IEEE, International Conference on System Theory, Control and Computing, (ICSTCC), Sinaia, Romania, 10–12 October 2018; pp. 439–444, ISBN 978-1-5386-4444-7. [Google Scholar] [CrossRef]
- Copot, C. Control Techniques for Visual Servoing Systems. Ph.D. Thesis, Gheorghe Asachi Technical University of Iasi, Iasi, Romania, 2012. [Google Scholar]
- Song, R.; Li, F.; Fu, T.; Zhao, J. A Robotic Automatic Assembly System Based on Vision. Appl. Sci. 2020, 10, 1157. [Google Scholar] [CrossRef] [Green Version]
- Lan, C.-W.; Chang, C.-Y. Development of a Low Cost and Path-free Autonomous Patrol System Based on Stereo Vision System and Checking Flags. Appl. Sci. 2020, 10, 974. [Google Scholar] [CrossRef] [Green Version]
- Deng, L.; Wilson, W.; Janabi-Sharifi, F. Dynamic performance of the position-based visual servoing method in the cartesian and image spaces. In Proceedings of the IEEE/RSJ International Conference on Intelligent Robots and Systems, Las Vegas, NV, USA, 27–31 October 2003; pp. 510–515. [Google Scholar] [CrossRef]
- Gans, N.; Hutchinson, S.; Corke, P. Performance tests for visual servo control systems, with application to partitioned approaches to visual servo control. Int. J. Robot. Res. 2003, 22, 955–981. [Google Scholar] [CrossRef]
- Corke, P.I.; Spindler, F.; Chaumette, F. Combining Cartesian and polar coordinates in IBVS. In Proceedings of the 2009 IEEE/RSJ International Conference on Intelligent Robots and Systems, St. Louis, MO, USA, 11 December 2009; pp. 5962–5967. [Google Scholar] [CrossRef] [Green Version]
- Dragomir, F.; Mincă, E.; Dragomir, O.E.; Filipescu, A. Modelling and Control of Mechatronics Lines Served by Complex Autonomous Systems. Sensors 2019, 19, 3266. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Petrea, G.; Filipescu, A.; Minca, E.; Voda, A.; Filipescu, A., Jr.; Serbencu, A. Hybrid Modelling Based Control of a Processing/Reprocessing Mechatronics Line Served by an Autonomous Robotic System. In Proceedings of the 17th IEEE, International Conference on System Theory, Control and Computing, (ICSTCC), Sinaia, Romania, 11–13 October 2013; pp. 410–415, ISBN 978-1-4799-2228-4. [Google Scholar] [CrossRef]
- Gasparetto, A.; Zanotto, V. A new method for smooth trajectory planning of robot manipulators. Mech. Mach. Theory 2007, 42, 455–471. [Google Scholar] [CrossRef]
- Kim, J.; Park, J.; Chung, W. Self-Diagnosis of Localization Status for Autonomous Mobile Robots. Sensors 2018, 18, 3168. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Brassai, S.T.; Iantovics, B.; Enăchescu, C. Optimization of Robotic Mobile Agent Navigation. Stud. Inform. Control 2012, 21, 6. [Google Scholar] [CrossRef] [Green Version]
- Ravankar, A.; Ravankar, A.A.; Kobayashi, Y.; Hoshino, Y.; Peng, C.-C. Path Smoothing Techniques in Robot Navigation: State-of-the-Art, Current and Future Challenges. Sensors 2018, 18, 3170. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Chou, C.-Y.; Juang, C.-F. Navigation of an Autonomous Wheeled Robot in Unknown Environments Based on Evolutionary Fuzzy Control. Inventions 2018, 3, 3. [Google Scholar] [CrossRef] [Green Version]
- Filipescu, A.; Ionescu, D.; Filipescu, A.; Mincă, E.; Simion, G. Multifunctional Technology of Flexible Manufacturing on a Mechatronics Line with IRM and CAS, Ready for Industry 4.0. Processes 2021, 9, 864. [Google Scholar] [CrossRef]
- Tolio, T. Design of Flexible Production Systems—Methodologies and Tools; Springer: Berlin, Germany, 2009. [Google Scholar]
- Tahri, O.; Chaumette, F. Point-based and region-based image moments for visual servoing of planar objects. IEEE Trans. Robot. 2005, 21, 1116–1127. [Google Scholar] [CrossRef]
- Abuqassem, M.R.M. Simulation and Interfacing of 5 DOF Educational Robot Arm. Master’s Thesis, Islamic University of Gaza, Gaza, Palestine, June 2010. [Google Scholar]
- Badler, N.I.; Tolani, D. Real-Time Inverse Kinematics of the Human Arm. In Teleoperators and Virtual Environments; University of Pennsylvania: Philadelphia, PA, USA, 1996; Volume 5, pp. 393–401. [Google Scholar] [CrossRef] [Green Version]
- Spong, W.; Hutchinson, S.; Vidyasagar, M. Robot Modeling and Control, 1st ed.; Wiley: Urbana, IL, USA, 2005; pp. 71–93. ISBN 978-0471649908. [Google Scholar]
- Kromanis, R.; Forbes, C. A Low-Cost Robotic Camera System for Accurate Collection of Structural Response. Inventions 2019, 4, 47. [Google Scholar] [CrossRef] [Green Version]






















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Joint | Lower Limit (in Angles) | Upper Limit (in Angles) |
|---|---|---|
| Shoulder Roll | −150° | 150° |
| Shoulder Pitch | −105° | 105° |
| Shoulder Yaw | −105° | 105° |
| Elbow Pitch | −105° | 105° |
| Wrist Yaw | −105° | 105° |
| Wrist Pitch | −105° | 105° |
| Wrist Roll | −150° | 150° |
| i | α | a | d | P |
|---|---|---|---|---|
| 1 | 90 | 0 | d1 | θ1 |
| 2 | 0 | a2 | 0 | θ2 |
| 3 | 90 | 0 | d3 | θ3 |
| 4 | 0 | a4 | 0 | θ4 |
| 5 | 90 | 0 | d5 | θ5 |
| 6 | 0 | a5 | 0 | θ6 |
| 7 | −90 | a6 | 0 | θ7 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Simion, G.; Filipescu, A.; Ionescu, D.; Șolea, R.; Cernega, D.; Mincă, E.; Filipescu, A. Mobile Visual Servoing Based Control of a Complex Autonomous System Assisting a Manufacturing Technology on a Mechatronics Line. Inventions 2022, 7, 47. https://doi.org/10.3390/inventions7030047
Simion G, Filipescu A, Ionescu D, Șolea R, Cernega D, Mincă E, Filipescu A. Mobile Visual Servoing Based Control of a Complex Autonomous System Assisting a Manufacturing Technology on a Mechatronics Line. Inventions. 2022; 7(3):47. https://doi.org/10.3390/inventions7030047
Chicago/Turabian StyleSimion, Georgian, Adrian Filipescu, Dan Ionescu, Răzvan Șolea, Daniela Cernega, Eugenia Mincă, and Adriana Filipescu. 2022. "Mobile Visual Servoing Based Control of a Complex Autonomous System Assisting a Manufacturing Technology on a Mechatronics Line" Inventions 7, no. 3: 47. https://doi.org/10.3390/inventions7030047
APA StyleSimion, G., Filipescu, A., Ionescu, D., Șolea, R., Cernega, D., Mincă, E., & Filipescu, A. (2022). Mobile Visual Servoing Based Control of a Complex Autonomous System Assisting a Manufacturing Technology on a Mechatronics Line. Inventions, 7(3), 47. https://doi.org/10.3390/inventions7030047