

The Influence of Different Type Materials of Grit Blasting on the Corrosion Resistance of S235JR Carbon Steel

 ,
,
Abstract
:1. Introduction
2. Materials and Methods
- (a)
- At T1 = 0 (immersion):
- -
- OCP1 with a duration of 60 min, meas period 0.6 s.
- -
- Rp1-Vcorr1, determine 30 points, scan rate = 1 mV/s, over voltage = 40 mV, OCP duration = 1 min
- (b)
- At T2 = (after 336 h):
- -
- OCP2 with a duration of 60 min, meas period 0.6 s.
- -
- Rp2-Vcorr2, determine 30 points, scan rate = 1 mV/s, over voltage = 40 mV, OCP duration = 1 min
3. Results and Discussion
3.1. Electrochemical Measurements and Gravimetric Method Results Used to Determine the Corrosion of Tested Samples
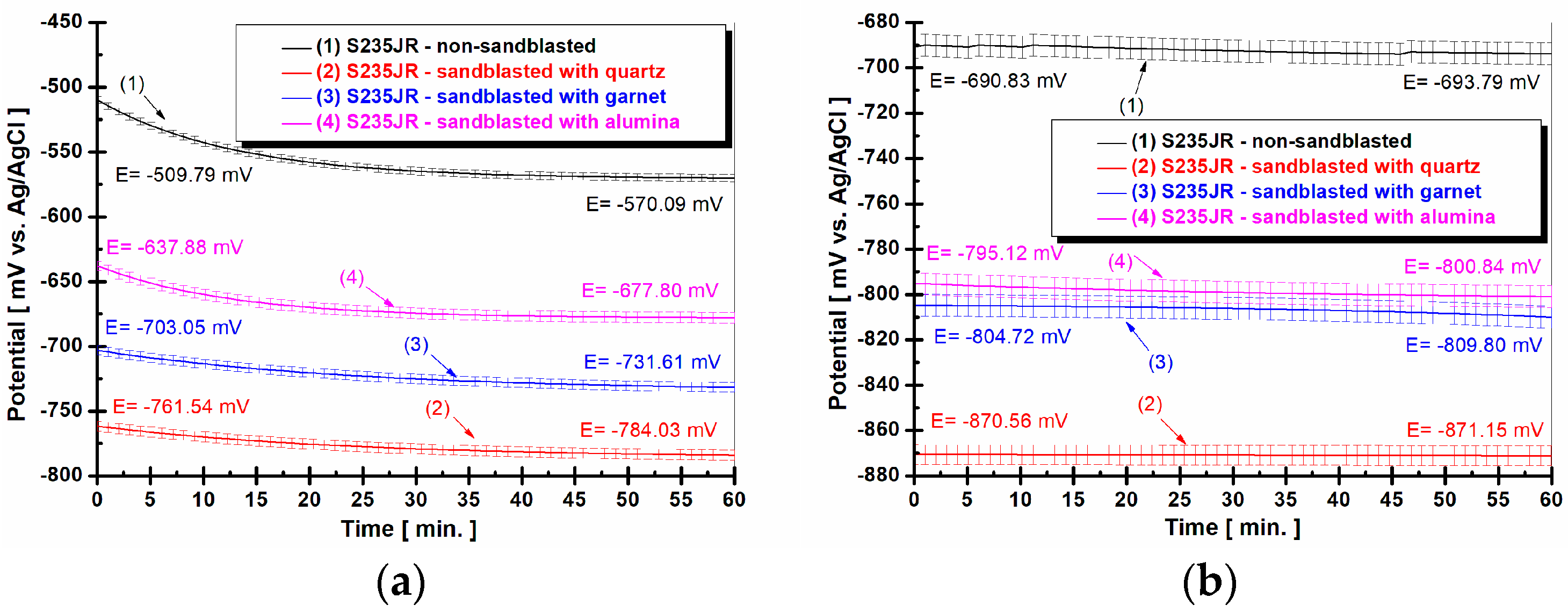
3.1.1. Open Circuit Potential
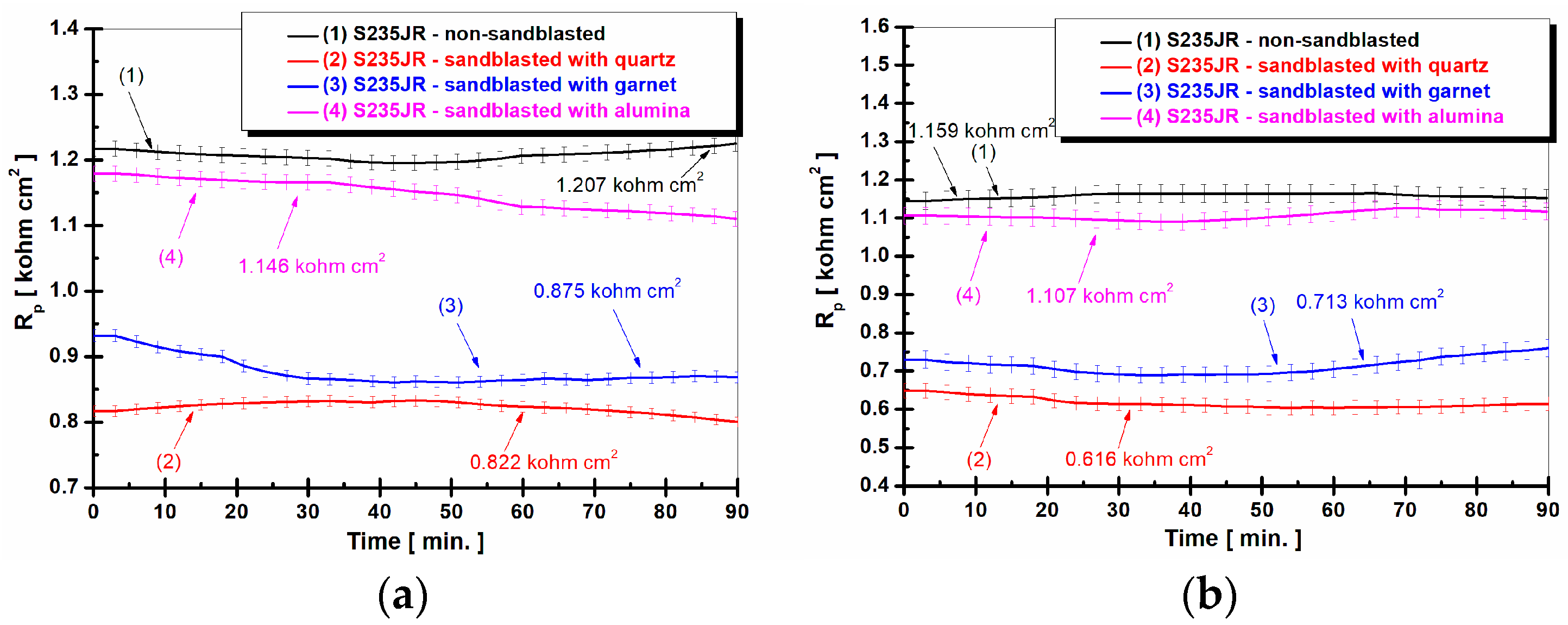
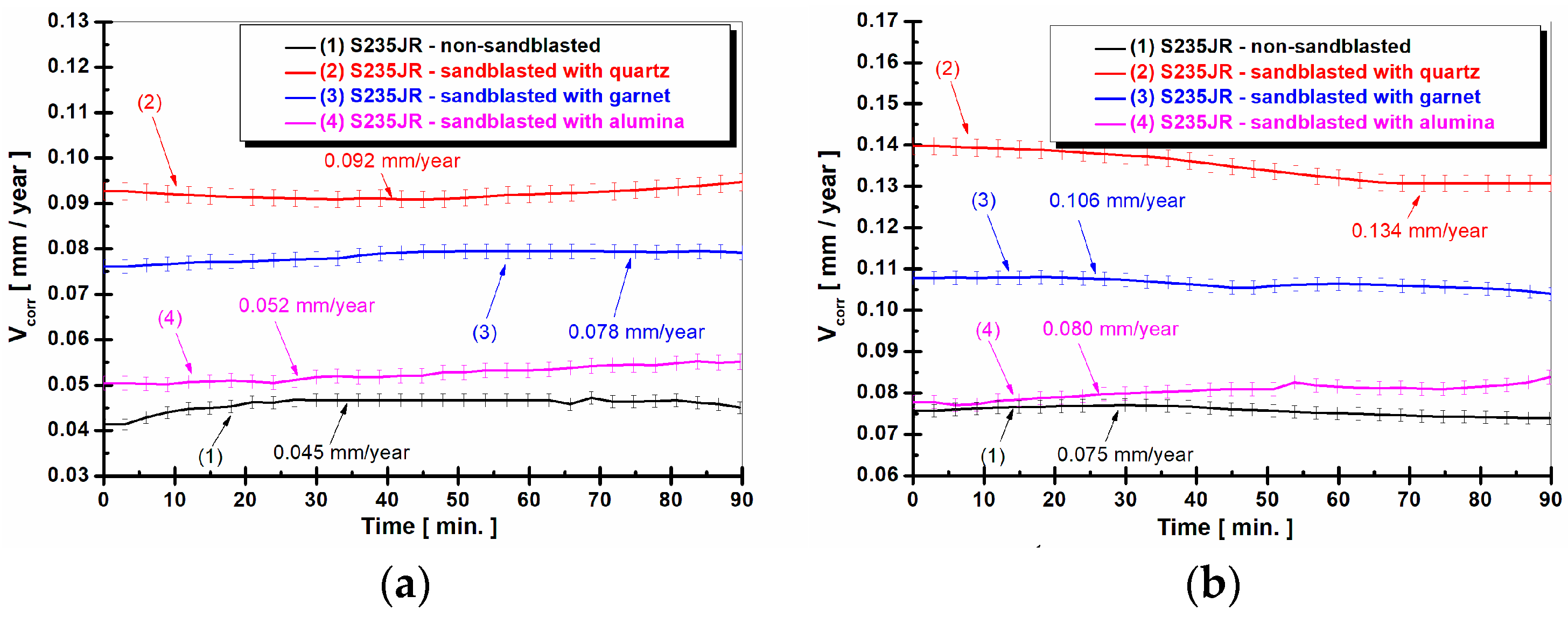
3.1.2. Evolution of Polarization Resistance and Corrosion Rate (Rp-Vcorr)
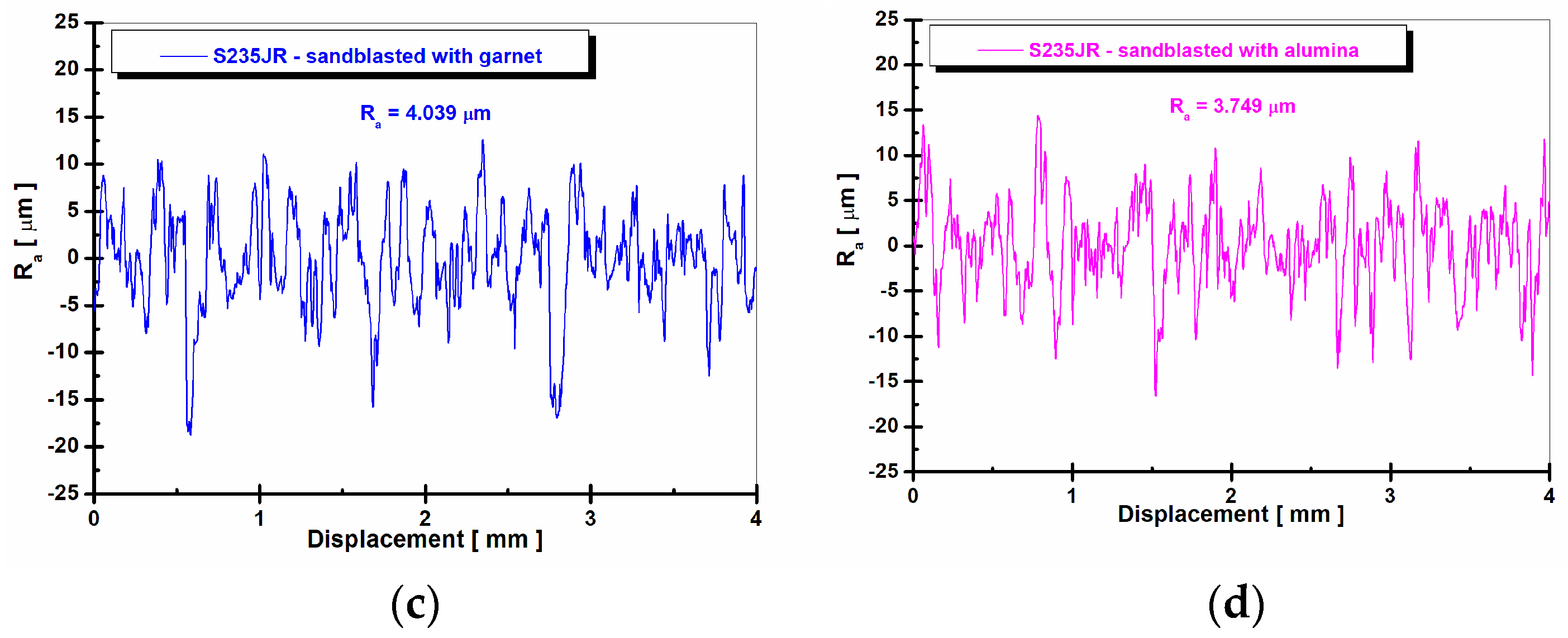
3.2. Surface Roughness Results of Tested Surfaces before and after Corrosion Process
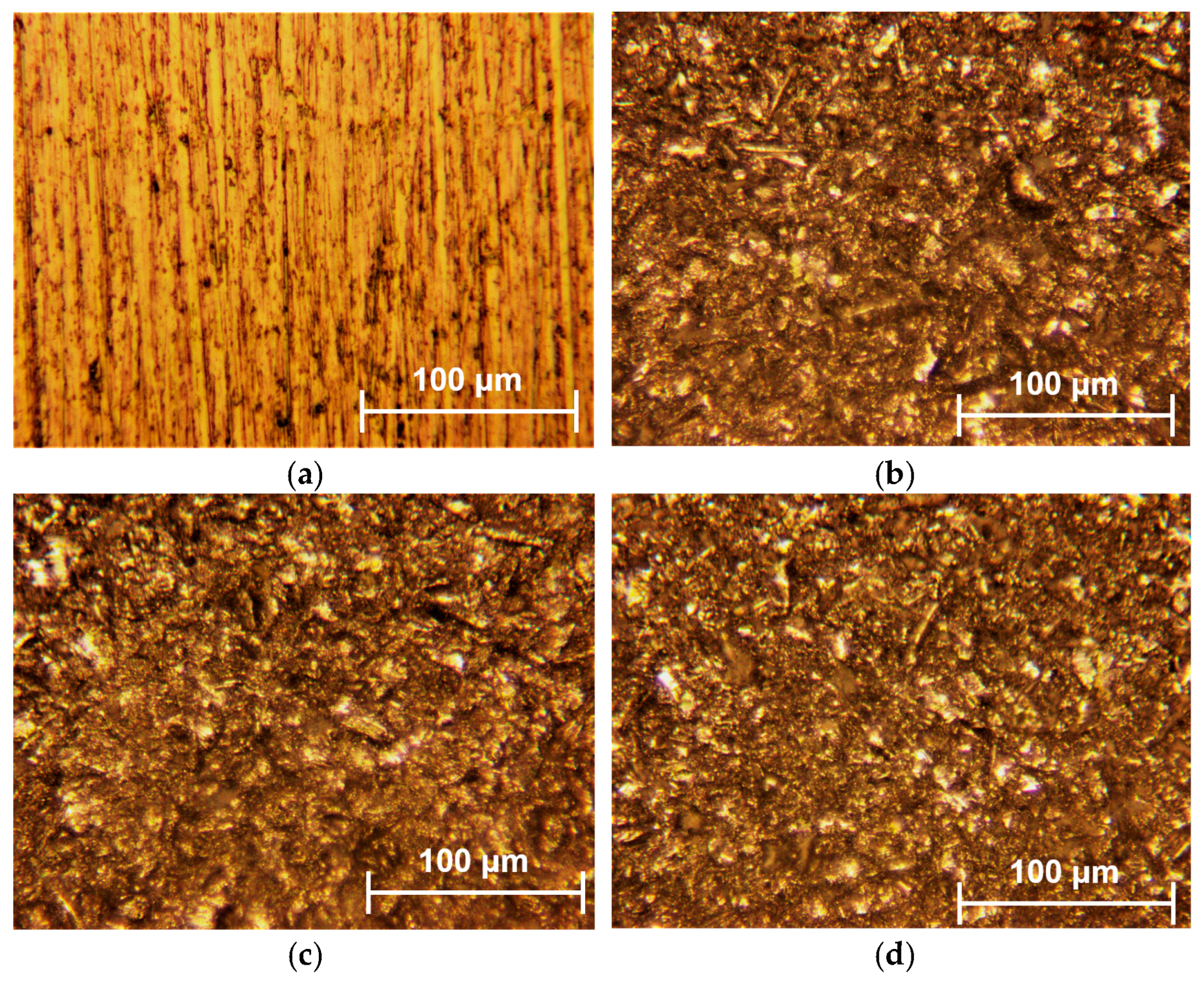
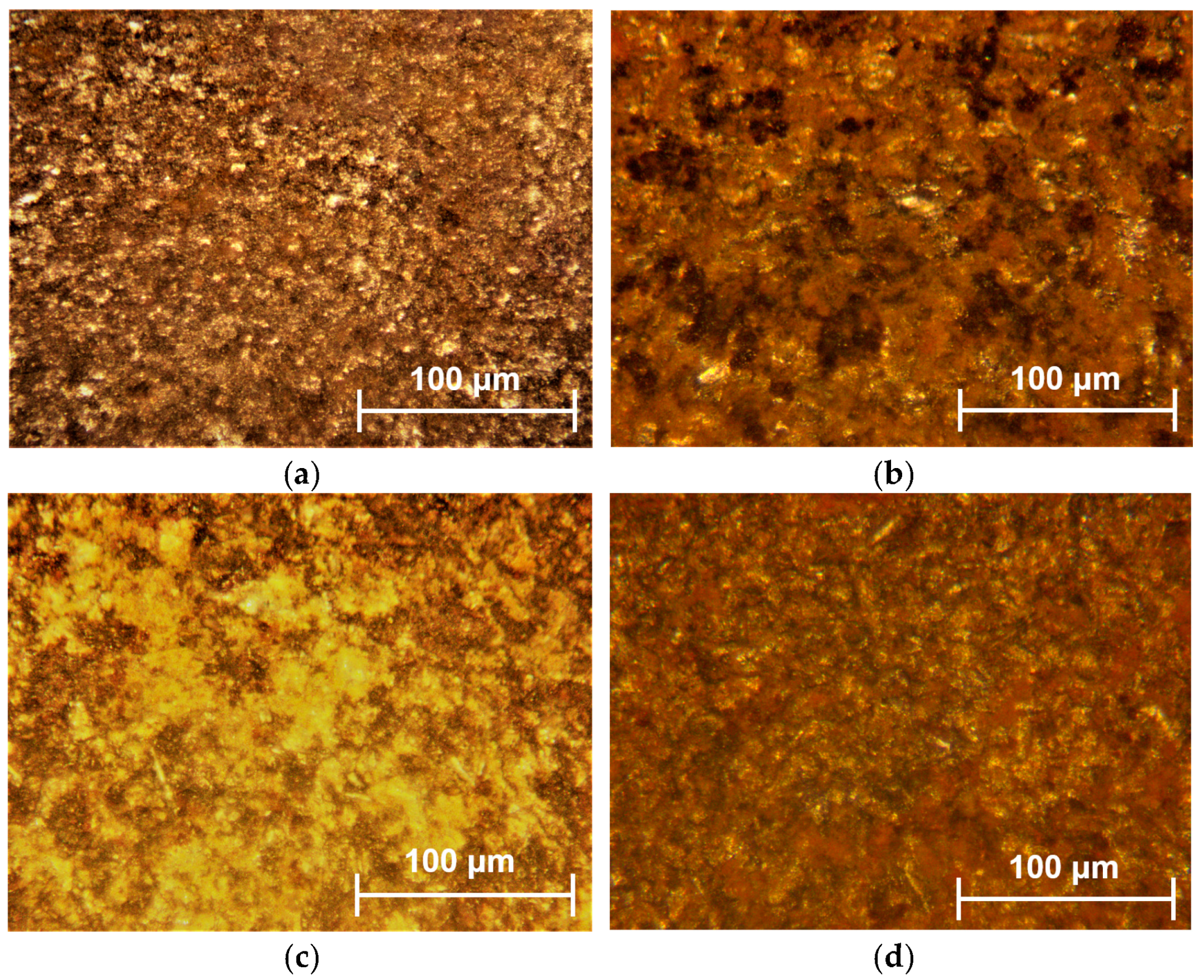
3.3. Optical Microscopy of Tested Surfaces before and after Corrosion
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Fang, C.K.; Chuang, T.H. Surface morphologies and erosion rates of metallic building materials after sandblasting. Wear 1999, 230, 156–164. [Google Scholar] [CrossRef]
- Rajput, A.; Paik, J.K. Effects of naturally-progressed corrosion on the chemical and mechanical properties of structural steels. Structures 2021, 29, 2120–2138. [Google Scholar] [CrossRef]
- Chelaru, J.D.; Mureşan, L.M. Study of S235 steel corrosion process in wastewater from the petrochemical industry. Stud. UBB Chem. 2019, LXIV 2 Tom II, 323–333. [Google Scholar] [CrossRef]
- Kim, A.; Kainuma, S.; Yang, M. Surface characteristics and corrosion behavior of carbon steel treated by abrasive blasting. Metals 2021, 11, 2065. [Google Scholar] [CrossRef]
- Trela, J.; Chat, M.; Scendo, M. Influence of sodium molybdate (VI) on the corrosion of S235 carbon steel. Chemik 2015, 69, 592–599. [Google Scholar]
- Lipiński, T. Corrosion of S235JR steel in NaCl environment at 3 °C. In Proceeding of the 26th International Conference on Metallurgy and Materials, Brno, Czech Republic, 24–26 May 2017. [Google Scholar]
- Khalaj, G.; Pouraliakbar, H.; Arab, N.; Nazerfakhari, M. Correlation of passivation current density and potential by using chemical composition and corrosion cell characteristics in HSLA steels. Measurement 2015, 75, 5–11. [Google Scholar] [CrossRef]
- Kiahosseini, S.R.; Mohammadi Baygi, S.J.; Khalaj, G.; Khoshakhlagh, A.; Samadipour, R. A study on structural, corrosion, and sensitization behavior of ultrafine and coarse grain 316 stainless steel processed by multiaxial forging and heat treatment. J. Mater. Eng. Perform. 2017, 27, 271–281. [Google Scholar] [CrossRef]
- Burduhos-Nergis, D.-P.; Vizureanu, P.; Sandu, A.V.; Bejinariu, C. Phosphate surface treatment for improving the corrosion resistance of the C45 carbon steel used in carabiners manufacturing. Materials 2020, 13, 3410. [Google Scholar] [CrossRef]
- Burduhos-Nergis, D.-P.; Vizureanu, P.; Sandu, A.V.; Bejinariu, C. Evaluation of the corrosion resistance of phosphate coatings deposited on the surface of the carbon steel used for carabiners manufacturing. Appl. Sci. 2020, 10, 2753. [Google Scholar] [CrossRef]
- Rudawska, A.; Danczak, I.; Müller, M.; Valasek, P. The effect of sandblasting on surface properties for adhesion. Int. J. Adhes. Adhes. 2016, 70, 176–190. [Google Scholar] [CrossRef]
- Bechikh, A.; Klinkova, O.; Maalej, Y.; Tawfiq, I.; Nasri, R. Sandblasting parameter variation effect on galvanized steel surface chemical composition, roughness and free energy. Int. J. Adhes. Adhes. 2020, 102, 102653. [Google Scholar] [CrossRef]
- Geng, S.; Sun, J.; Guo, L. Effect of sandblasting and subsequent acid pickling and passivation on the microstructure and corrosion behavior of 316L stainless steel. Mater. Des. 2015, 88, 1–7. [Google Scholar] [CrossRef]
- Petrov, Y.M.; Vasiliev, M.O.; Trofimova, L.M.; Filatova, V.S. Layer-by-layer evolution of a microstructure in a Cu–Zn alloy after sandblasting. Usp. Fiz. Met. 2006, 7, 173–187. [Google Scholar] [CrossRef]
- Ding, L.; Torbati-Sarraf, H.; Poursaee, A. The influence of the sandblasting as a surface mechanical attrition treatment on the electrochemical behavior of carbon steel in different pH solutions. Surf. Coat. Technol. 2018, 352, 112–119. [Google Scholar] [CrossRef]
- Multigner, M.; Frutos, E.; González-Carrasco, J.L.; Jiménez, J.A.; Marín, P.; Ibáñez, J. Influence of the sandblasting on the subsurface microstructure of 316LVM stainless steel: Implications on the magnetic and mechanical properties. Mater. Sci. Eng. C 2009, 29, 1357–1360. [Google Scholar] [CrossRef]
- Heikki, R.; Eero, K.; Pauli, L.; Jani, R.; Ari, N.; Pasi, H.; Tuomo, K. Influence of surface integrity on the fatigue strength of high-strength steels. J. Constr. Steel Res. 2013, 89, 21–29. [Google Scholar] [CrossRef]
- Garbatov, Y.; Parunov, J.; Kodvanj, J.; Saad-Eldeen, S.; Guedes Soares, C. Experimental assessment of tensile strength of corroded steel specimens subjected to sandblast and sandpaper cleaning. Mar. Struct. 2016, 49, 18–30. [Google Scholar] [CrossRef]
- Alhussein, A.; Capelle, J.; Gilgert, J.; Dominiak, S.; Azari, Z. Influence of sandblasting and hydrogen on tensile and fatigue properties of pipeline API 5L X52 steel. Int. J. Hydrog. Energy 2011, 36, 2291–2301. [Google Scholar] [CrossRef]
- Krawczyk, J.; Bembenek, M.; Frocisz, Ł.; ´Sleboda, T.; Pa´cko, M. The effect of sandblasting on properties and structures of the DC03/1.0347, DC04/1.0338, DC05/1.0312, and DD14/1.0389 steels for deep drawing. Materials 2021, 14, 3540. [Google Scholar] [CrossRef]
- Wang, X.; Li, D. Mechanical and electrochemical behavior of nanocrystalline surface of 304 stainless steel. Electrochim. Acta 2002, 47, 3939–3947. [Google Scholar] [CrossRef]
- Hou, J.; Fu, X.; Chung, D.D.L. Improving both bond strength and corrosion resistance of steel rebar in concrete by water immersion or sand blasting of rebar. Cem. Concr. Res. 1997, 27, 679–684. [Google Scholar] [CrossRef]
- Ding, L.; Poursaee, A. The impact of sandblasting as a surface modification method on the corrosion behavior of steels in simulated concrete pore solution. Constr. Build. Mater. 2017, 157, 591–599. [Google Scholar] [CrossRef]
- Marina, C.; Vasco, P.P.; Apostolos, N.C.; Spiros, G.P. Effect of corrosion and sandblasting on the high cycle fatigue behavior of reinforcing B500C steel bars. Frat. Integrita. Strutt. 2017, 42, 9–22. [Google Scholar]
- Hammouda, N.; Belmokre, K. Effect of surface treatment by sandblasting on the quality and electrochemical corrosion properties of a C-1020 carbon steel used by an Algerian oil company. MATEC Web Conf. 2019, 272, 01001. [Google Scholar] [CrossRef]
- Hubbs, A.F.; Minhas, N.S.; Jones, W.; Greskevitch, M.; Battelli, L.A.; Porter, D.W.; Goldsmith, W.T.; Frazer, D.; Landsittel, D.P.; Ma, J.Y.; et al. Comparative pulmonary toxicity of 6 abrasive blasting agents. Toxicol. Sci. 2001, 61, 135–143. [Google Scholar] [CrossRef]
- Franziska, K.; Michael, B.; Torsten, G. Potential of garnet sand as an unconventional resource of the critical high-technology metals scandium and rare earth elements. Sci. Rep. 2021, 11, 5306. [Google Scholar] [CrossRef]
- Zadorozhnaya, O.Y.; Khabasa, T.A.; Tiunova, O.V.; Malykhin, S.E. Effect of grain size and amount of zirconia on the physical and mechanical properties and the wear resistance of zirconia-toughened alumina. Ceram. Int. 2020, 46, 9263–9270. [Google Scholar] [CrossRef]
- EN ISO 8501-1:2007; Corrosion Protection of Steel Structures by Painting. ISO: Geneva, Switzerland, 2007.
- Ofoegbu, S.U. Comparative gravimetric studies on carbon steel corrosion in selected fruit juices and acidic chloride media (HCl) at different pH. Materials 2021, 14, 4755. [Google Scholar] [CrossRef] [PubMed]
- Muresan, A.C.; Istrate, G.G. Elemente de Electrochimie si Coroziune; Note de curs; Editura Galati, University Press: Galati, Romania, 2021; pp. 170–171. [Google Scholar]
- Hagen, C.M.H.; Hognestad, A.; Knudsen, O.Ø.; Sørby, K. The effect of surface roughness on corrosion resistance of machined and epoxy coated steel. Prog. Org. Coat. 2019, 130, 17–23. [Google Scholar] [CrossRef]
- Evgeny, B.; Hughes, T.; Eskin, D. Effect of surface roughness on corrosion behaviour of low carbon steel in inhibited 4 M hydrochloric acid under laminar and turbulent flow conditions. Corros. Sci. 2016, 103, 196–205. [Google Scholar] [CrossRef]
- Toloei, A.; Stoilov, V.; Northwood, D. The relationship between surface roughness and corrosion. In Proceeding of the ASME International Mechanical Engineering Congress and Exposition (IMECE), San Diego, California, USA, 15–21 November 2013. [Google Scholar]
- Finger, C.; Stiesch, M.; Eisenburger, M.; Breidenstein, B.; Busemann, S.; Greuling, A. Effect of sandblasting on the surface roughness and residual stress of 3Y-TZP (zirconia). SN Appl. Sci. 2020, 2, 1700. [Google Scholar] [CrossRef]
- Poorna Chander, K.; Vashista, M.; Sabiruddin, K.; Paul, S.; Bandyopadhyay, P.P. Effects of grit blasting on surface properties of steel substrates. Mater. Des. 2009, 30, 2895–2902. [Google Scholar] [CrossRef]











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| C | Mn | Si | P | S | N | Cu | Fe |
|---|---|---|---|---|---|---|---|
| 0.17 | 1.40 | 0.025 | 0.028 | 0.025 | 0.12 | 0.45 | Balance |
| Type of Sandblasting Grit | Hardness [Mohs] | Chemical Composition | Shape of Particles | Grain Size [mm] | Density [g/cm3] |
|---|---|---|---|---|---|
| Quartz | 7 | SiO2: 99% Fe2O3: 0.2% Other: 0.8% | rounded, yellowish white | 0.25–0.60 mm | 1.63 |
| Red garnet | 8 | Almandine: 98% Ilmenite: 1% Quartz: 0.5% Other: 0.5% | angular | 2.4 | |
| Alumina (white electrocorundum) | 9.2 | Al2O3: 99.52% Fe2O3: 0.029% SiO2: 0.034% Na2O: 0.26% Other: 0.16% | angular | 3.85 |
| Parameters | 3.5% NaCl | |||
|---|---|---|---|---|
| before Corrosion Process | ||||
| S235JR—Non-Sandblasted | S235JR—Sandblasted with Quartz | S235JR—Sandblasted with Garnet | S235JR—Sandblasted with Alumina | |
| pH | 6.73 ± 0.2 | |||
| Conductivity [mS/cm] | 42.3 ± 1 | |||
| Salinity [ppt] | 26.5 ± 0.5 | |||
| after Corrosion Process | ||||
| pH | 7.11 ± 0.3 | 7.96 ± 0.5 | 7.88 ± 0.2 | 7.80 ± 0.1 |
| Conductivity [mS/cm] | 43.5 ± 0.5 | 43.7 ± 0.9 | 43.6 ± 0.6 | 43.1 ± 0.3 |
| Salinity [ppt] | 26.8 ± 0.1 | 26.5 ± 0.4 | 27.3 ± 0.7 | 27.1 ± 0.5 |
| Parameters | Sample Code | |||
|---|---|---|---|---|
| S235JR—Non-Sandblasted | S235JR—Sandblasted with Quartz | S235JR—Sandblasted with Garnet | S235JR—Sandblasted with Alumina | |
| W1 [g] | 6.0982 ± 0.003 | 5.9829 ± 0.009 | 5.4550 ± 0.006 | 5.4520 ± 0.002 |
| W2 [g] | 6.0875 ± 0.002 | 5.9630 ± 0.007 | 5.4394 ± 0.003 | 5.4393 ± 0.001 |
| S [m2] | 0.0529 ± 0.003 | |||
| t [h] | 336 | |||
| K | 87.600 | |||
| [g cm−3] | 7.87 | |||
| Δw [g/m2 h] | 6.07 ± 0.03 × 10−4 | 1.11 ± 0.06 × 10−3 | 8.77 ± 0.04 × 10−4 | 7.14 ± 0.02 × 10−4 |
| CR [mm year−1] | 0.067 ± 0.004 | 0.124 ± 0.009 | 0.097 ± 0.005 | 0.074 ± 0.003 |
| Parameters | Sample Code | |||
|---|---|---|---|---|
| before Corrosion Process | ||||
| S235JR—Non-Sandblasted | S235JR—Sandblasted with Quartz | S235JR—Sandblasted with Garnet | S235JR—Sandblasted with Alumina | |
| Ra [µm] | 0.856 ± 0.01 | 5.548 ± 0.05 | 4.039 ± 0.02 | 3.749 ± 0.01 |
| Rq [µm] | 1.068 ± 0.1 | 6.805 ± 0.2 | 5.209 ± 0.4 | 4.826 ± 0.2 |
| Rz [µm] | 4.652 ± 0.3 | 31.723 ± 0.9 | 25.732 ± 0.5 | 25.291 ± 0.7 |
| after Corrosion Process | ||||
| Ra [µm] | 1.153 ± 0.03 | 5.065 ± 0.03 | 3.642 ± 0.01 | 3.349 ± 0.02 |
| Rq [µm] | 1.422 ± 0.5 | 6.452 ± 0.6 | 4.881 ± 0.4 | 4.360 ± 0.3 |
| Rz [µm] | 6.894 ± 0.1 | 29.812 ± 0.3 | 25.571 ± 0.1 | 24.448 ± 0.5 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Bogatu, N.; Muresan, A.C.; Mardare, L.; Ghisman, V.; Ravoiu, A.; Dima, F.M.; Buruiana, D.L. The Influence of Different Type Materials of Grit Blasting on the Corrosion Resistance of S235JR Carbon Steel. Inventions 2023, 8, 39. https://doi.org/10.3390/inventions8010039
Bogatu N, Muresan AC, Mardare L, Ghisman V, Ravoiu A, Dima FM, Buruiana DL. The Influence of Different Type Materials of Grit Blasting on the Corrosion Resistance of S235JR Carbon Steel. Inventions. 2023; 8(1):39. https://doi.org/10.3390/inventions8010039
Chicago/Turabian StyleBogatu, Nicoleta, Alina Crina Muresan, Laurentiu Mardare, Viorica Ghisman, Anca Ravoiu, Floricel Maricel Dima, and Daniela Laura Buruiana. 2023. "The Influence of Different Type Materials of Grit Blasting on the Corrosion Resistance of S235JR Carbon Steel" Inventions 8, no. 1: 39. https://doi.org/10.3390/inventions8010039
APA StyleBogatu, N., Muresan, A. C., Mardare, L., Ghisman, V., Ravoiu, A., Dima, F. M., & Buruiana, D. L. (2023). The Influence of Different Type Materials of Grit Blasting on the Corrosion Resistance of S235JR Carbon Steel. Inventions, 8(1), 39. https://doi.org/10.3390/inventions8010039