
Performance of Polymer Cementitious Coatings for High-Voltage Electrical Infrastructure



Abstract
:1. Introduction
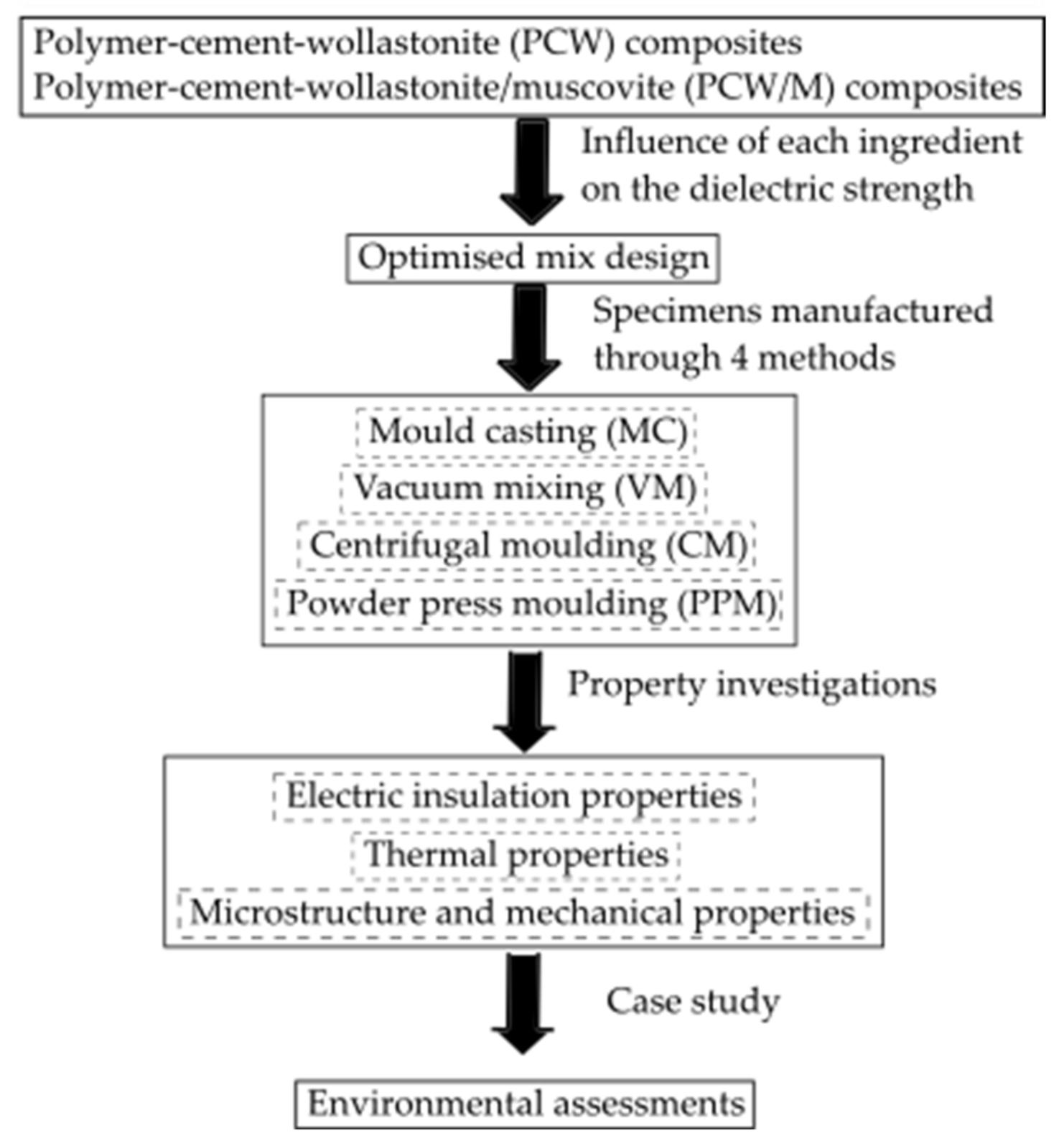
2. Materials and Mixes
2.1. Material Details
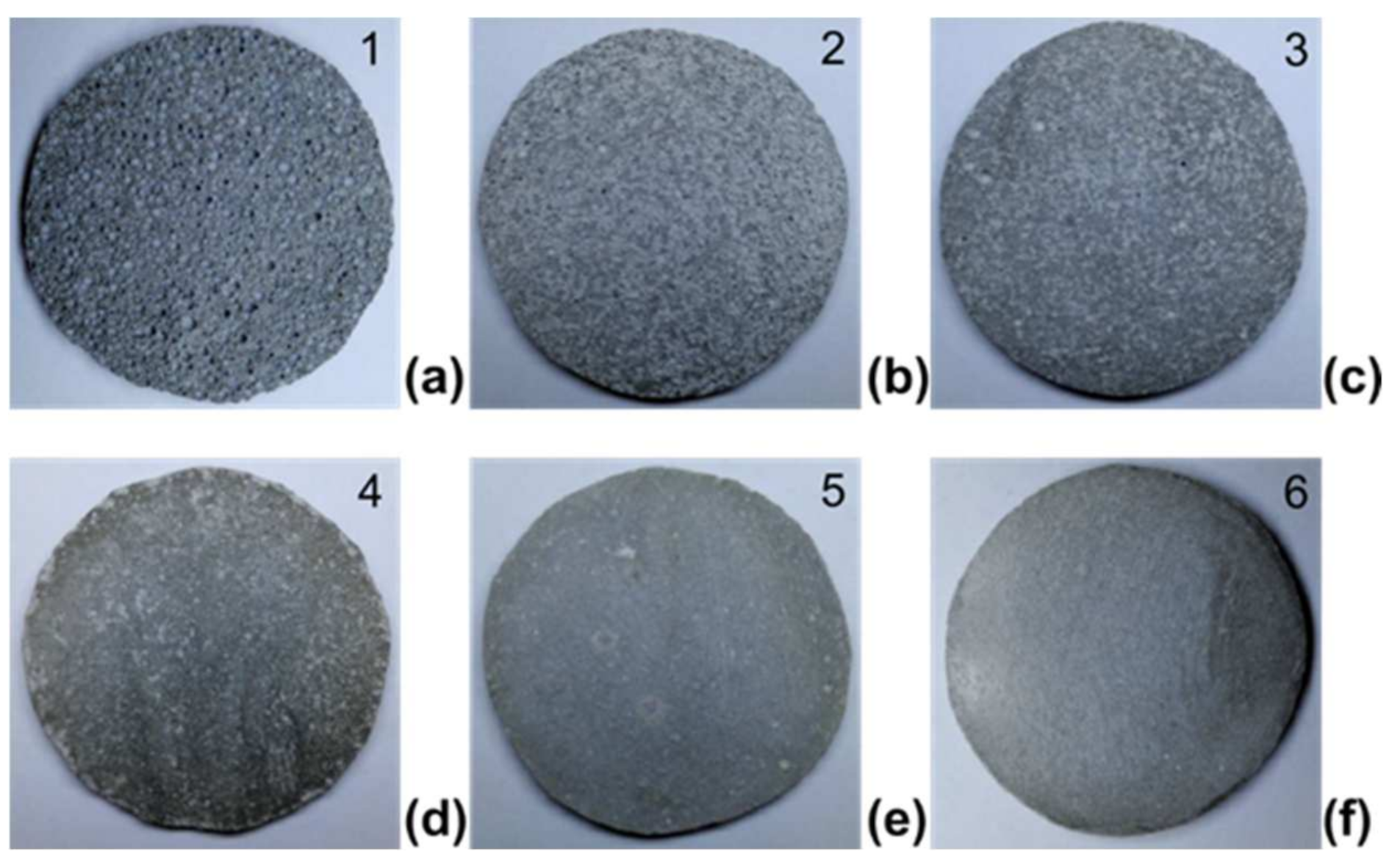
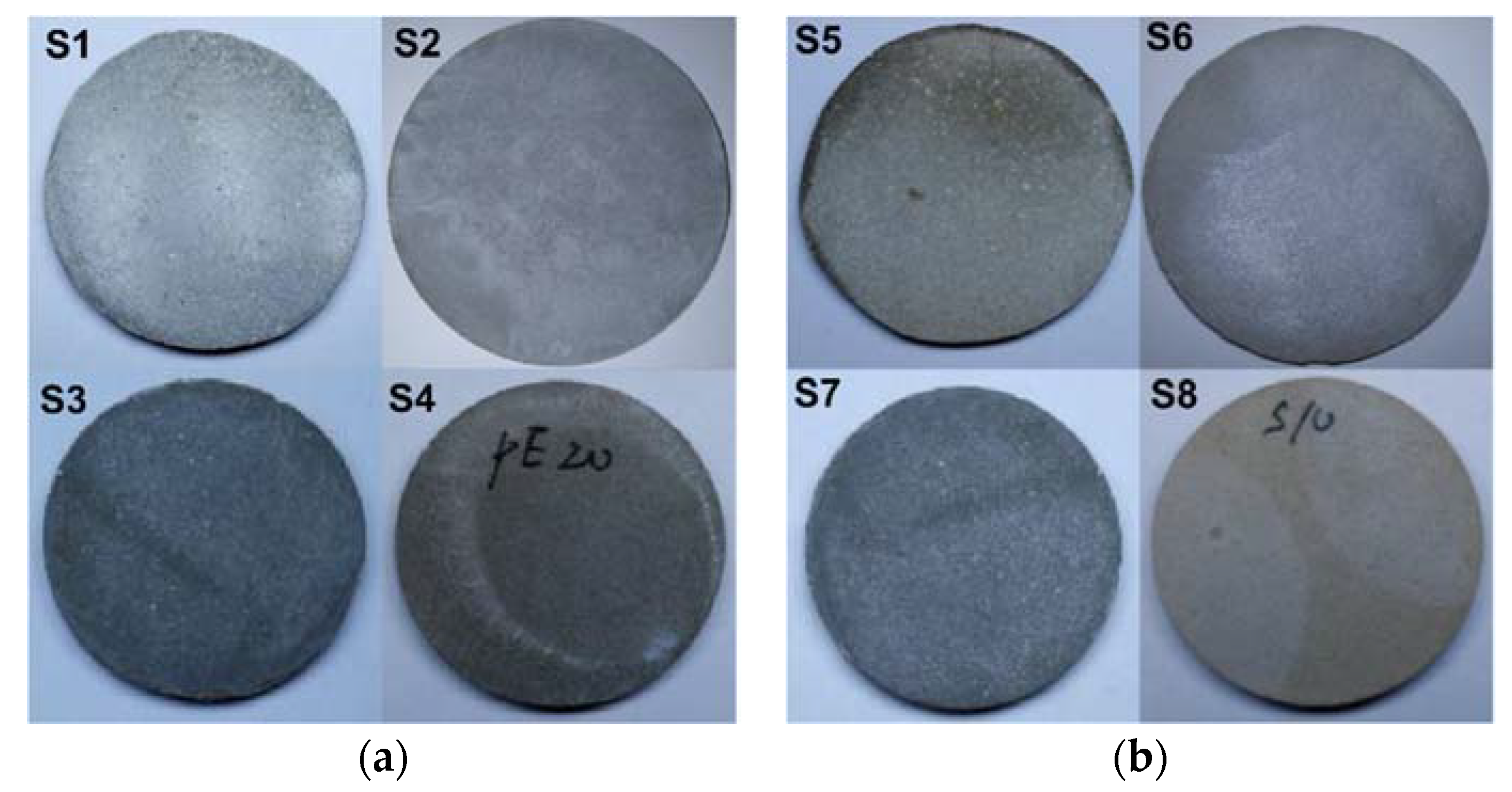
2.2. Manufacturing Methods
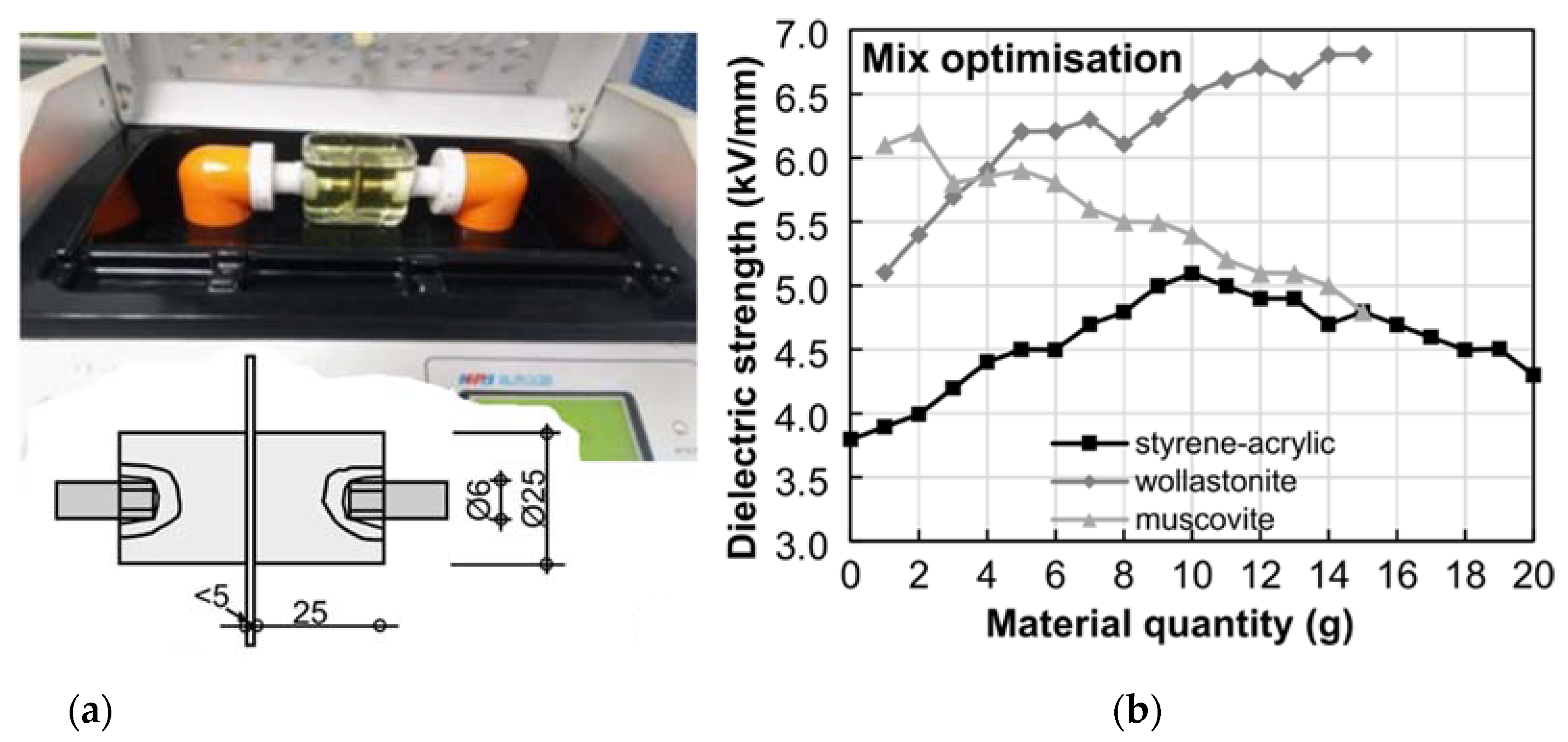
2.3. Mix Optimisation
3. Electric Insulation Properties
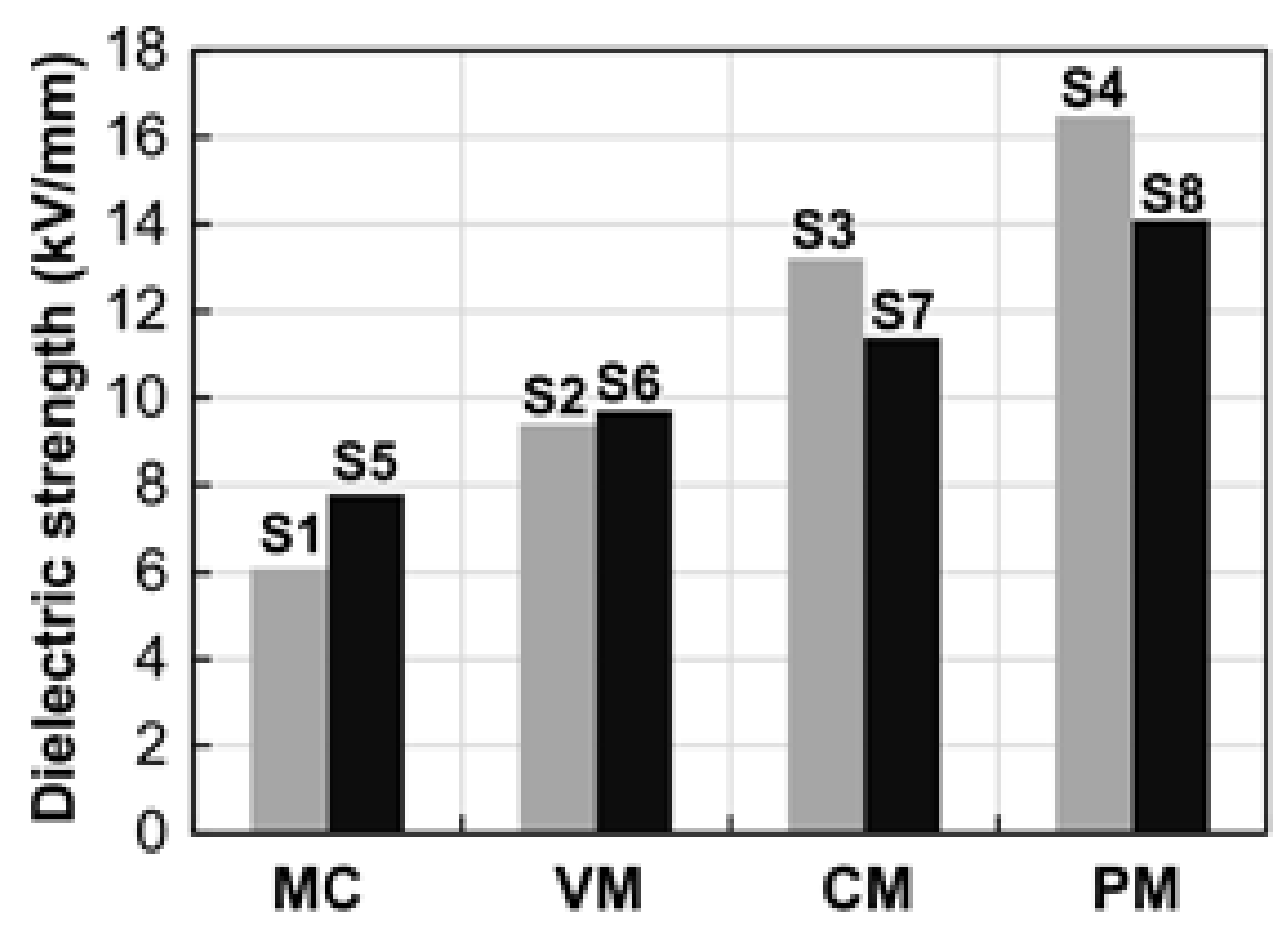
3.1. Dielectric Strength
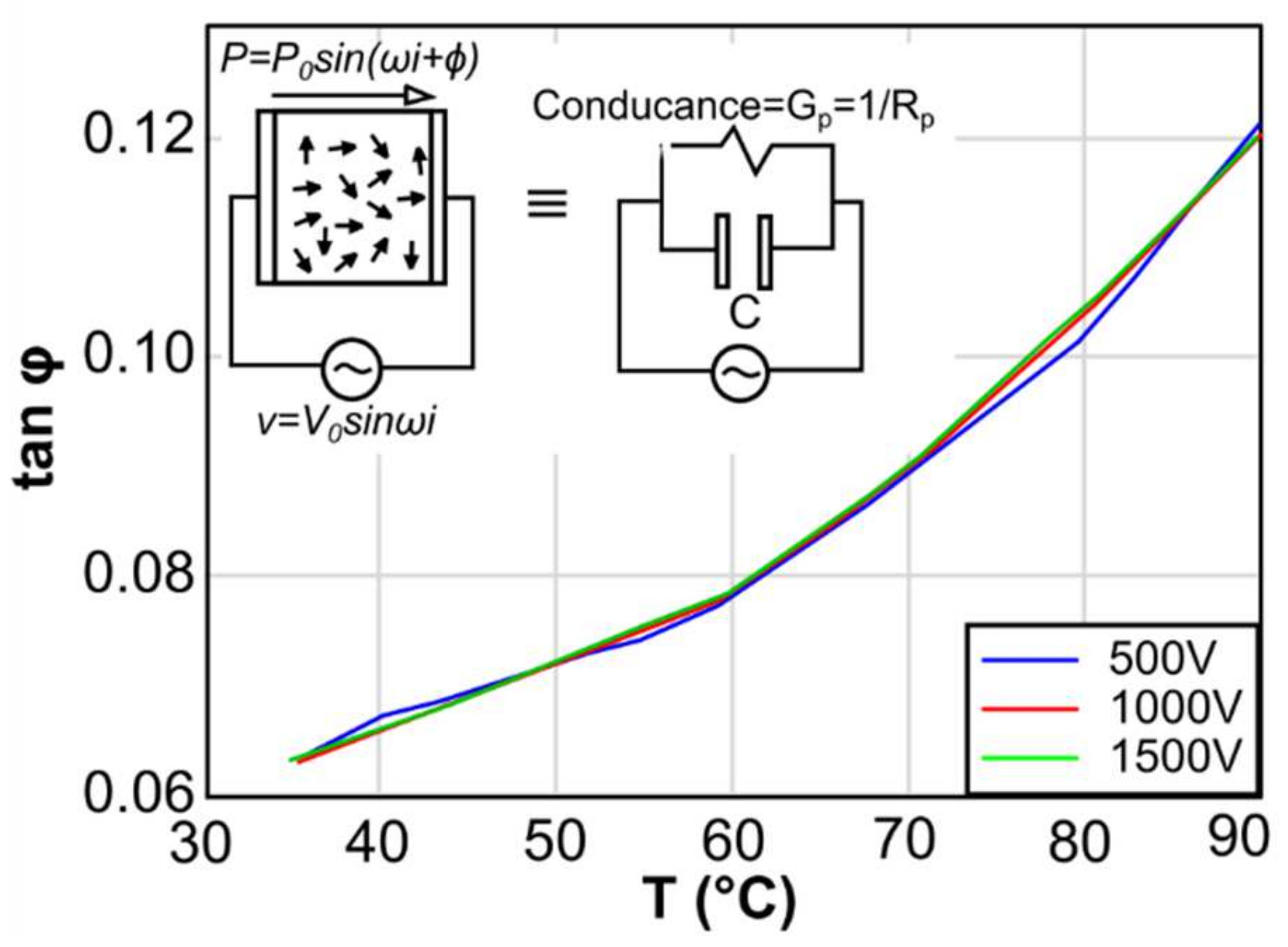
3.2. Dielectric Loss
4. Thermal Properties
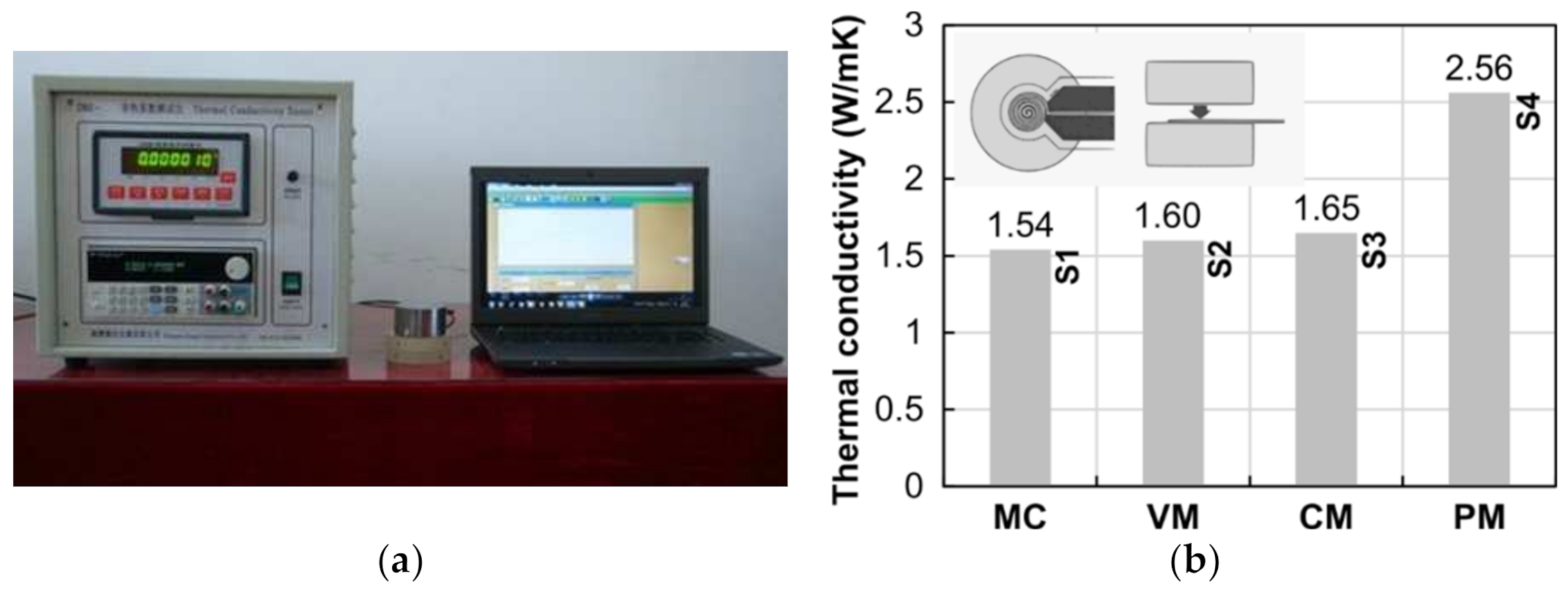
4.1. Thermal Conductivity
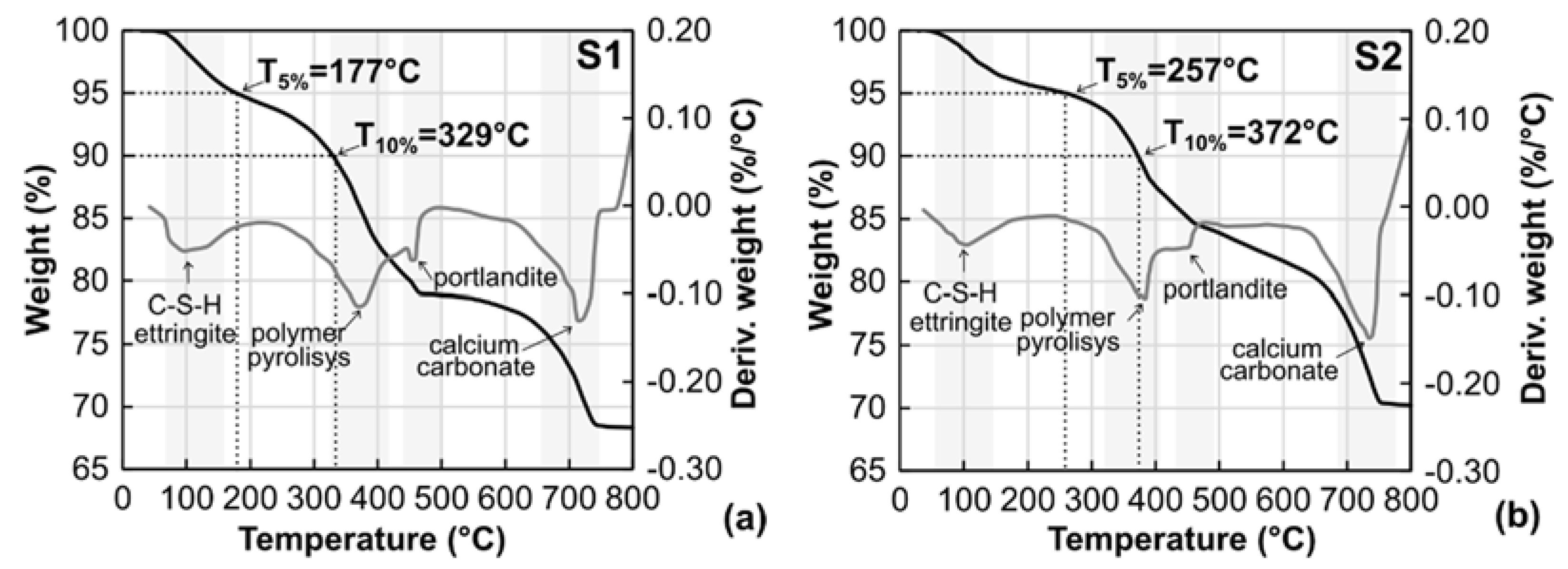
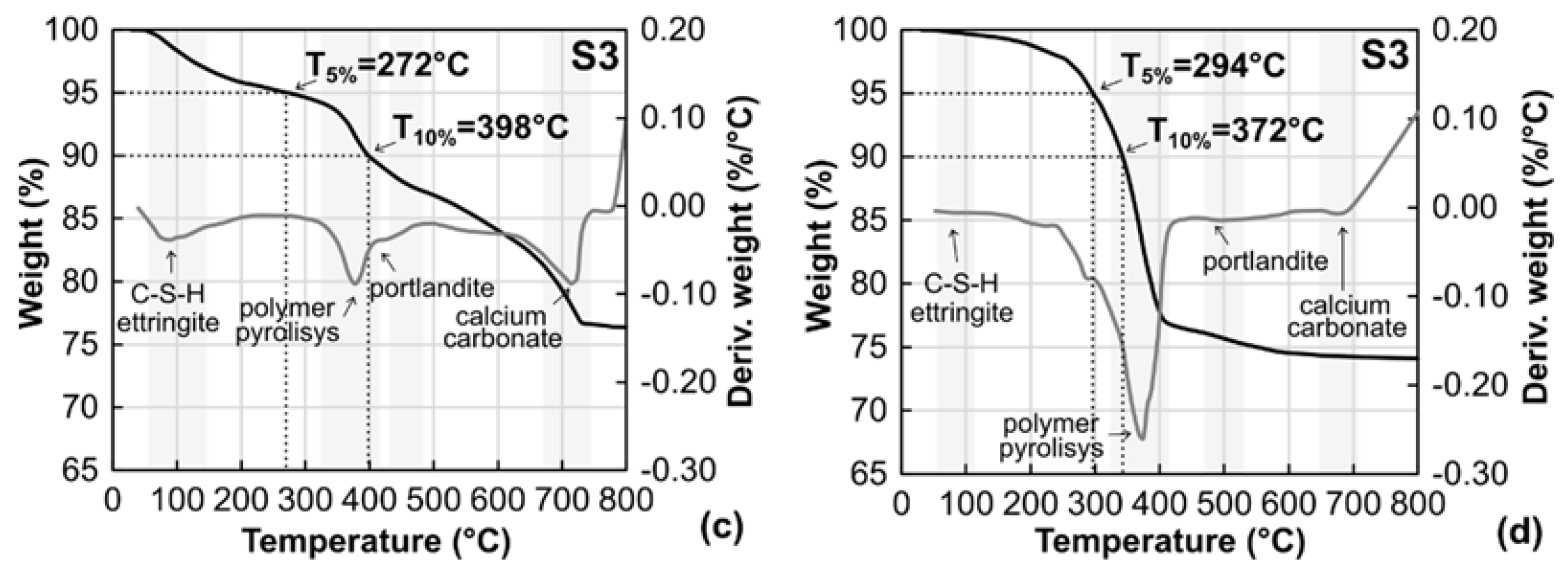
4.2. Thermalgravimetric Analysis
5. Microstructure and Mechanical Properties
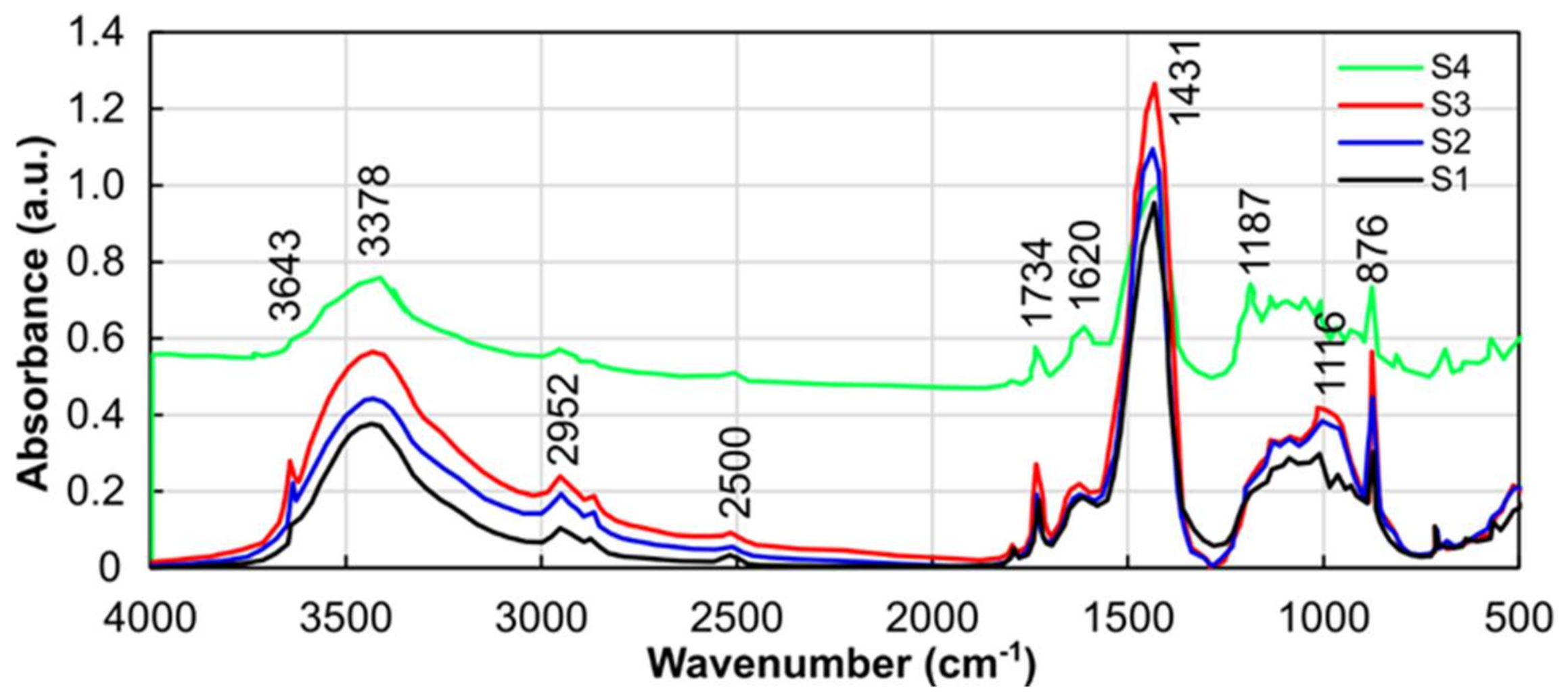
5.1. Infrared Spectroscopy Analysis
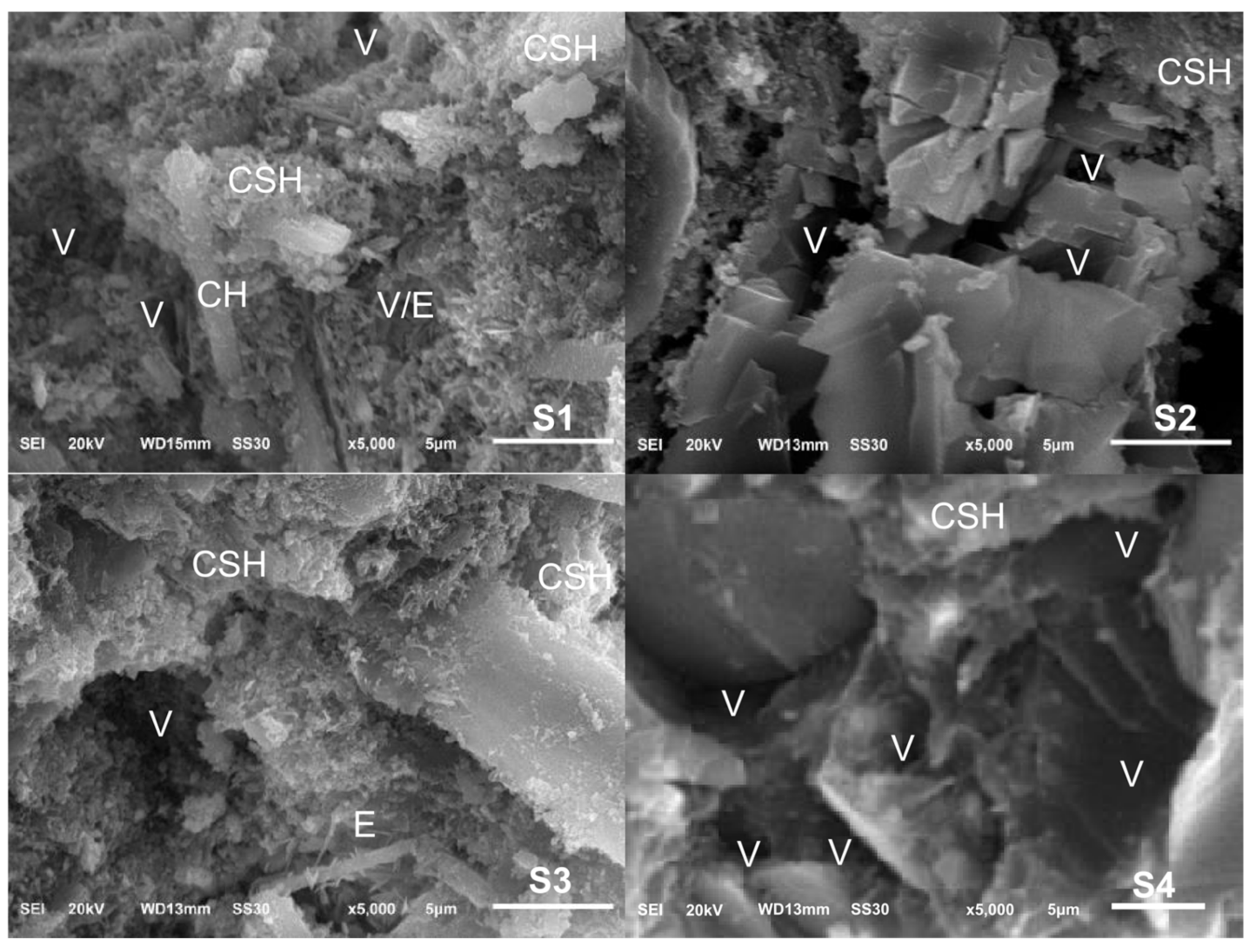
5.2. Microstructural Analysis
5.3. Mechanical Properties
6. Environmental Assessments
7. Concluding Remarks
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Marvila, M.T.; Azevedo, A.R.G.; Barroso, L.S.; Barbosa, M.Z.; Brito, J. Gypsum plaster using rock waste: A proposal to repair the renderings of historical buildings in Brazil. Constr. Build. Mater. 2020, 250, 118786. [Google Scholar] [CrossRef]
- Marvila, M.T.; Azevedo, A.R.G.; Cecchin, D.; Costa, J.M.; Xavier, G.C.; Carmo, D.; Monterio, S.N. Durability of coating mortars containing acai-fibres. Case Stud. Constr. Mater. 2020, 13, e00406. [Google Scholar] [CrossRef]
- Marques, B.; Antonio, J.; Almeida, J.; Tadeu, A.; Brito, J.D.; Dias, S.; Pedro, F.; Sena, J.D. Vibro-acoustic behaviour of polymer-based composite materials produced with rice husk and recycled rubber granules. Constr. Build. Mater. 2020, 264, 120221. [Google Scholar] [CrossRef]
- Li, G.; Ding, Y.; Gao, T.; Qin, T.; Lv, Y.; Wang, K. Chloride resistance of concrete containing nanoparticle-modified polymer cementitious coatings. Constr. Build. Mater. 2021, 299, 123736. [Google Scholar] [CrossRef]
- Schütz, M.K.; Baldissera, A.F.; Coteskvisk, P.M.; Vecchia, F.D.; Menezes, S.C.; Miranda, C.R.; Einloft, S. Chemical degradation of reinforced epoxy-cement composites under CO2-rich environments. Polym. Compos. 2018, 39, E2234–E2244. [Google Scholar] [CrossRef]
- Ashraf, W.; Olek, J.; Tian, N. Multiscale characterization of carbonated wollastonite paste and application of homogenization schemes to predict its effective elastic modulus. Cem. Concr. Compos. 2016, 72, 284–298. [Google Scholar] [CrossRef]
- Yücel, H.E.; Özcan, S. Strength characteristics and microstructural properties of cement mortars incorporating synthetic wollastonite produced with a new technique. Constr. Build. Mater. 2019, 223, 165–176. [Google Scholar] [CrossRef]
- Osman, M.A.; Atallah, A.; Müller, M.; Suter, U.W. Reinforcement of poly (dimethylsiloxane) networks by mica flakes. Polymer 2001, 42, 6545–6556. [Google Scholar] [CrossRef]
- Chandra, S.; Flodin, P. Interactions of polymers and organic admixtures on portland cement hydration. Cem. Concr. Res. 1987, 17, 875–890. [Google Scholar] [CrossRef]
- Ollitrault-Fichet, R.; Gauthier, C.; Clamen, G.; Boch, P. Microstructural aspects in a polymer-modified cement. Cem. Concr. Res. 1998, 28, 1687–1693. [Google Scholar] [CrossRef]
- Kong, X.; Emmerling, S.; Pakusch, J.; Rueckel, M.; Nieberle, J. Retardation effect of styrene-acrylate copolymer latexes on cement hydration. Cem. Concr. Res. 2015, 75, 23–41. [Google Scholar] [CrossRef]
- Marceau, S.; Lespinasse, F.; Bellanger, J.; Mallet, C.; Boinski, F. Microstructure and mechanical properties of polymer-modified mortars. Eur. J. Environ. Civ. Eng. 2012, 16, 571–581. [Google Scholar] [CrossRef]
- Gomes, C.E.M.; Ferreira, O.P.; Fernandes, M.R. Influence of vinyl acetate-versatic vinylester copolymer on the microstructural characteristics of cement pastes. Mater. Res. 2005, 8, 51–56. [Google Scholar] [CrossRef]
- Lokuge, W.; Aravinthan, T. Effect of fly ash on the behaviour of polymer concrete with different types of resin. Mater. Des. 2013, 51, 175–181. [Google Scholar] [CrossRef]
- Zhang, X.; Li, G.; Song, Z. Influence of styrene-acrylic copolymer latex on the mechanical properties and microstructure of Portland cement/Calcium aluminate cement/Gypsum cementitious mortar. Constr. Build. Mater. 2019, 227, 116666. [Google Scholar] [CrossRef]
- Wang, R.; Wang, P. Function of styrene-acrylic ester copolymer latex in cement mortar. Mater. Struct. 2010, 43, 443–451. [Google Scholar] [CrossRef]
- Plyushch, A.O.; Paddubskaya, A.G.; Kuzhir, P.P.; Maksimenko, S.A.; Ivanova, T.; Merijs-Meri, R.; Bitenieks, J.; Zicans, J.; Suslyaev, V.I.; Pletnev, M.A. Comparative Analysis of Electromagnetic Response of PVA/MWCNT and Styrene-Acrylic Copolymer/MWCNT Composites. Russ. Phys. J. 2016, 59, 278–283. [Google Scholar] [CrossRef]
- Wang, M.; Chung, D.D.L. Understanding the increase of the electric permittivity of cement caused by latex addition. Compos. Part B Eng. 2018, 134, 177–185. [Google Scholar] [CrossRef]
- Wen, S.; Chung, D.D. Effect of admixtures on the dielectric constant of cement paste. Cem. Concr. Res. 2001, 31, 673–677. [Google Scholar] [CrossRef]
- Somtürk, S.M.; Emek, İ.Y.; Senler, S.; Eren, M.; Kurt, S.Z.; Orbay, M. Effect of wollastonite extender on the properties of exterior acrylic paints. Prog. Org. Coat. 2016, 93, 34–40. [Google Scholar] [CrossRef]
- Zareei, S.A.; Ameri, F.; Shoaei, P.; Bahrami, N. Recycled ceramic waste high strength concrete containing wollastonite particles and micro-silica: A comprehensive experimental study. Constr. Build. Mater. 2019, 201, 11–32. [Google Scholar] [CrossRef]
- Huang, H.; Guo, R.; Wang, T.; Hu, X.; Garcia, S.; Fang, M.; Luo, Z.; Maroto-Valer, M.M. Carbonation curing for wollastonite-Portland cementitious materials: CO2 sequestration potential and feasibility assessment. J. Clean. Prod. 2019, 211, 830–841. [Google Scholar] [CrossRef]
- Yao, G.; Zang, H.; Wang, J.; Wu, P.; Qiu, J.; Lyu, X. Effect of mechanical activation on the pozzolanic activity of muscovite. Clays Clay Miner. 2019, 67, 209–216. [Google Scholar] [CrossRef]
- Li, C.; Wan, J.; Sun, H.; Li, L. Investigation on the activation of coal gangue by a new compound method. J. Hazard. Mater. 2010, 179, 515–520. [Google Scholar] [CrossRef]
- China Electric Power Research Institute. Feasibility Study on Polymer Concrete Pipeline Transmission Technology; Report ZGY2017-24; NARI Group Corporation: Nanjing, China, 2017. (In Chinese) [Google Scholar]
- Standardization Administration of China, GB 175-2007. Common Portland Cement; AQSIQ and SAC: Beijing, China, 2009. [Google Scholar]
- Lingfeng Chemical Reagent Co. Ltd.: Shanghai, China. Available online: http://shlfhx.yixie8.com/ (accessed on 9 September 2019).
- Xu, H.; Sun, S.; Yu, Q.; Wei, J. Effect of β-cyclodextrin pendant on the dispersion robustness of polycarboxylate superplasticizer toward kaolin. Polym. Compos. 2018, 39, 755–761. [Google Scholar] [CrossRef]
- Zhao, H.; Deng, M.; Tang, M. Synthesis, characterization and dispersing mechanism of aminosulfonate-phenol-formaldehyde superplasticizer for the cement particles. Polym. Compos. 2018, 39, 2250–2258. [Google Scholar] [CrossRef]
- China National Standards, GB/T 1408.1-2006. Electrical Strength of Insulation Materials-Test Methods—Part 1: Tests at Power Frequencies; Chinese Standard Press: Beijing, China, 2006. [Google Scholar]
- China National Standards, GB/T 507-2002. Insulating Oil Breakdown Voltage Measurement; Chinese Standard Press: Beijing, China, 2002. [Google Scholar]
- Bompa, D.V.; Elghazouli, A.Y.; Xu, B.; Stafford, P.J.; Ruiz-Teran, A.M. Experimental assessment and constitutive modelling of rubberised concrete materials. Constr. Build. Mater. 2017, 137, 246–260. [Google Scholar] [CrossRef] [Green Version]
- Salih, A.; Salim, K.; Hassooni, M.; Shihab, A.; Jabbar, H.; Abdulameer, I.; Mahdi, S.; Kadhem, H. Study the effect of nano SiO2 on dielectric strength property of zirconia. AIP Conf. Proc. 2018, 1968, 020021. [Google Scholar] [CrossRef]
- Gunasekaran, M.; Boneti, H.J. Performance of polymer concrete insulators in Latin America. In Proceedings of the Conference on Electrical Insulation and Dielectric Phenomena—CEIDP ‘96, Millbrae, CA, USA, 20–23 October 1996; Volume 1, pp. 420–423. [Google Scholar] [CrossRef]
- Pratap, A. Vinyl ester and acrylic based polymer concrete for electrical applications. Prog. Cryst. Growth Charact. Mater. 2002, 45, 117–125. [Google Scholar] [CrossRef]
- China National Standards, GB/T 1409-2006. Recommended Methods for the Determination of the Permittivity and Dielectric Dissipation Factor of Electrical Insulating Materials at Power, Audio and Radio Frequencies Including Meter Wavelengths; Chinese Standard Press: Beijing, China, 2006. [Google Scholar]
- An, Q.; Qi, S.; Zhou, W. Thermal, electrical, and mechanical properties of Si3N4 filled LLDPE composite. Polym. Compos. 2009, 30, 866–871. [Google Scholar] [CrossRef]
- Bignozzi, M.C.; Saccani, A.; Sandrolini, F. New polymer mortars containing polymetric wastes. Part 2. Dynamic mechanical and dielectric behaviour. Compos. Part A Appl. Sci. Manuf. 2002, 33, 205–211. [Google Scholar] [CrossRef]
- Guo, J.; Wang, X.; Jia, Z.; Wang, J. Nonlinear electrical properties and field dependency of BST and nano-ZnO-doped silicone rubber composites. Molecules 2018, 23, 3153. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Luo, Y.; Luo, J.; Li, B. Performance of cross-linked polyethylene insulated cable based on detection of high voltage electric field. IEEE Trans. Electr. Electron. Mater. 2018, 20, 40–45. [Google Scholar] [CrossRef]
- Liu, T.; Fothergill, J.; Dodd, S.; Nilsson, U. Dielectric spectroscopy measurements on very low loss cross-linked polyethylene power cables. In Journal of Physics: Conference Series; University of Reading: Reading, UK, 2009; Volume 183. [Google Scholar] [CrossRef]
- Koch, D. SF6 Properties, and Use in MV and HV Switchgear. Cahier Technique No. 188. 2003. Available online: http://www.schneider-electric.com/ (accessed on 28 April 2021).
- Log, T.; Gustafsson, S.E. Transient plane source (TPS) technique for measuring thermal transport properties of building materials. Fire Mater. 1995, 19, 43–49. [Google Scholar] [CrossRef]
- Gustafsson, S.E.; Karawacki, E.; Khan, M.N. Transient hot-strip method for simultaneously measuring thermal conductivity and thermal diffusivity of solids and fluids. J. Phys. D Appl. Phys. 1979, 12, 1411. [Google Scholar] [CrossRef]
- China National Standards, GB/T10297-2015. Test Method for Thermal Conductivity of Nonmetal Solid Materials by Hot-Wire Method; Chinese Standard Press: Beijing, China, 2015. [Google Scholar]
- ISO 22007-2. Plastics—Determination of Thermal Conductivity and Thermal Diffusivity—Part 2: Transient Plane Heat Source (Hot Disc) Method; International Organization for standardization: Geneva, Switzerland, 2008. [Google Scholar]
- Jones, M.R.; McCarthy, A. Heat of hydration in foamed concrete: Effect of mix constituents and plastic density. Cem. Concr. Res. 2006, 36, 1032–1041. [Google Scholar] [CrossRef]
- Ramamurthy, K.; Kunhanandan Nambiar, E.K.; Ranjani, I.S. A classification of studies on properties of foam concrete. Cem. Concr. Compos. 2009, 31, 388–396. [Google Scholar] [CrossRef]
- Xiong, X.; Yang, M.; Liu, C.; Li, X.; Tang, D. Thermal conductivity of cross-linked polyethylene from molecular dynamics simulation. J. Appl. Phys. 2017, 122, 035104. [Google Scholar] [CrossRef]
- Zhou, W.; Wang, C.; An, Q.; Qu, H. Thermal properties of heat conductive silicone rubber filled with hybrid filler. J. Compos. Mater. 2008, 42, 173–187. [Google Scholar] [CrossRef]
- Ishida, H.; Rimdusit, S. Very high thermal conductivity obtained by boron nitride-filled polybenzoxazine. Thermochim. Acta 1998, 320, 177–186. [Google Scholar] [CrossRef]
- El-Hamouly, S.H.; Ismail, M.R.; Abdel-Rahman, H.A.; Younes, M.M.; Amin, E.H. Thermal, mineralogical, and microstructural characterizations of irradiated polymer blended cement mortar composites. Polym. Compos. 2015, 36, 1849–1858. [Google Scholar] [CrossRef]
- Alarcon-Ruiz, L.; Platret, G.; Massieu, E.; Ehrlacher, A. The use of thermal analysis in assessing the effect of temperature on a cement paste. Cem. Concr. Res. 2005, 35, 609–613. [Google Scholar] [CrossRef]
- Zhou, Q.; Glasser, F.P. Thermal stability and decomposition mechanisms of ettringite at <120 C. Cem. Concr. Res. 2001, 31, 1333–1339. [Google Scholar] [CrossRef]
- Kim, S.J.; Yang, K.H.; Moon, G.D. Hydration characteristics of low-heat cement substituted by fly ash and limestone powder. Materials 2015, 8, 5847–5861. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Khoury, G.A. Compressive strength of concrete at high temperatures: A reassessment. Mag. Concr. Res. 1992, 44, 291–309. [Google Scholar] [CrossRef]
- Bompa, D.V.; Xu, B.; Elghazouli, A.Y. Constitutive modelling and mechanical properties of cementitious composites incorporating recycled vinyl banner plastics. Constr. Build. Mater. 2021, 275, 122159. [Google Scholar] [CrossRef]
- Tiggemann, H.M.; Tomacheski, D.; Celso, F.; Ribeiro, V.F.; Nachtigall, S.M. Use of wollastonite in a thermoplastic elastomer composition. Polym. Test. 2013, 32, 1373–1378. [Google Scholar] [CrossRef]
- Bulatović, V.; Melešev, M.; Radeka, M.; Radonjanin, V.; Lukić, I. Evaluation of sulfate resistance of concrete with recycled and natural aggregates. Constr. Build. Mater. 2017, 152, 614–631. [Google Scholar] [CrossRef]
- Wang, R.; Yao, L.; Wang, P. Mechanism analysis and effect of styrene–acrylate copolymer powder on cement hydrates. Constr. Build. Mater. 2013, 41, 538–544. [Google Scholar] [CrossRef]
- Kalinkina, E.V.; Kalinkin, A.M.; Forsling, W.; Makarov, V.N. Sorption of atmospheric carbon dioxide and structural changes of Ca and Mg silicate minerals during grinding: I. Diopside. Int. J. Miner. Process. 2001, 61, 273–288. [Google Scholar] [CrossRef]
- Jo, W.H.; Cruz, C.A.; Paul, D.R. FTIR investigation of interactions in blends of PMMA with a styrene/acrylic acid copolymer and their analogs. J. Polym. Sci. Part B Polym. Phys. 1989, 27, 1057–1076. [Google Scholar] [CrossRef]
- Chatterjee, A.; Khobragade, P.S.; Mishra, S. Physicomechanical properties of wollastonite (CaSiO3)/styrene butadiene rubber (SBR) nanocomposites. J. Appl. Polym. Sci. 2015, 132, 42811. [Google Scholar] [CrossRef]
- Witkowski, H.; Koniorczyk, M. New sampling method to improve the reliability of FTIR analysis for Self-Compacting Concrete. Constr. Build. Mater. 2018, 172, 196–203. [Google Scholar] [CrossRef]
- Deshmukh, G.S.; Peshwe, D.R.; Pathak, S.U.; Ekhe, J.D. Evaluation of mechanical and thermal properties of Poly (butylene terephthalate) (PBT) composites reinforced with wollastonite. Trans. Indian Inst. Met. 2011, 64, 127. [Google Scholar] [CrossRef]
- Singh, N.P.; Singh, N.B. Interaction between poly (styrene-alt-maleic acid) sodium salt and hydrating Portland cement. Prog. Cryst. Growth Charact. Mater. 2006, 52, 84–90. [Google Scholar] [CrossRef]
- Monteagudo, S.M.; Moragues, A.; Gálvez, J.C.; Casati, M.J.; Reyes, E. The degree of hydration assessment of blended cement pastes by differential thermal and thermogravimetric analysis. Morphological evolution of the solid phases. Thermochim. Acta 2014, 592, 37–51. [Google Scholar] [CrossRef]
- Bompa, D.V.; Elghazouli, A.Y. Creep properties of recycled tyre rubber concrete. Constr. Build. Mater. 2019, 209, 126–134. [Google Scholar] [CrossRef] [Green Version]
- Richardson, I.G.; Groves, G.W. Microstructure and microanalysis of hardened ordinary Portland cement pastes. J. Mater. Sci. 1993, 28, 265–277. [Google Scholar] [CrossRef]
- Liu, S.J.; Hu, Q.Q.; Zhao, F.Q.; Chu, X.M. Utilization of steel slag, iron tailings and fly ash as aggregates to prepare a polymer-modified waterproof mortar with a core–shell styrene–acrylic copolymer as the modifier. Constr. Build. Mater. 2014, 72, 15–22. [Google Scholar] [CrossRef]
- Vardhan, K.; Goyal, S.; Siddique, R.; Singh, M. Mechanical properties and microstructural analysis of cement mortar incorporating marble powder as partial replacement of cement. Constr. Build. Mater. 2015, 96, 615–621. [Google Scholar] [CrossRef]
- Xu, B.; Bompa, D.V.; Elghazouli, A.Y. Cyclic stress–strain rate-dependent response of rubberised concrete. Constr. Build. Mater. 2020, 254, 119253. [Google Scholar] [CrossRef]
- CEN (European Committee for Standardization). EN 1992-1-1, Eurocode 2: Design of Concrete Structures, Part 1–1: General Rules for Buildings; CEN: Brussels, Belgium, 2004. [Google Scholar]
- National Standard GB50010-2010. Code for Design of Concrete Structures; Ministry of Housing and Urban-Rural Construction of the People’s Republic of China: Beijing, China, 2011. [Google Scholar]
- Harrison, G.P.; McLean, E.J.; Karamanlis, S.; Ochoa, L.F. Life cycle assessment of the transmission network in Great Britain. Energy Policy 2010, 38, 3622–3631. [Google Scholar] [CrossRef] [Green Version]
- Mo, S.; Zhang, J.; Liang, D.; Chen, H. Study on Pyrolysis Characteristics of Cross-linked Polyethylene Material Cable. Procedia Eng. 2013, 52, 588–592. [Google Scholar] [CrossRef] [Green Version]
- Ou, Y. Practical Technology of Flame Retardant; Chemical Industry Press: Shanghai, China, 2002; p. 234. [Google Scholar]
- Qudaih, R.; Janajreh, I.; Vukusic, S.E. Recycling of cross-linked polyethylene cable waste via particulate infusion. In Advances in Sustainable Manufacturing, Proceedings of the 8th Global Conference on Sustainable Manufacturing, Abu Dhabi, United Arab Emirates, 22–24 November 2010; Springer: Berlin/Heidelberg, Germany, 2011; pp. 233–239. [Google Scholar]
- Hammond, G.P.; Jones, C.I. Embodied energy and carbon in construction materials. Proc. Inst. Civ. Eng. Energy 2008, 161, 87–97. [Google Scholar] [CrossRef] [Green Version]
- Kissinger, M.; Sussmann, C.; Moore, J.; Rees, W.E. Accounting for greenhouse gas emissions of materials at the urban scale-relating existing process life cycle assessment studies to urban material and waste composition. Low Carbon Econ. 2013, 4, 36–44. [Google Scholar] [CrossRef] [Green Version]
- Electricity Alliance. Kirkby to Lister Drive: Cable Replacement Project. Electricity Alliance London. 2007. Available online: http://www.nationalgrid.com/uk/Electricity/projects/kirkby/ (accessed on 7 June 2021).
- Singh, P.; Deparrois, N.; Burra, K.G.; Bhattacharya, S.; Gupta, A.K. Energy recovery from cross-linked polyethylene wastes using pyrolysis and CO2 assisted gasification. Appl. Energy 2019, 254, 113722. [Google Scholar] [CrossRef]
- Cableizer. Embodied Energy and Carbon. 2021. Available online: https://www.cableizer.com/documentation/EEC/ (accessed on 10 June 2021).
- Hossain, M.U.; Poon, C.S.; Lo, I.M.C.; Cheng, J.C.P. Comparative LCA on using waste materials in the cement industry: A Hong Kong case study. Resour. Conserv. Recycl. 2017, 120, 199–208. [Google Scholar] [CrossRef]
- Bushi, L.; Meil, J. An Environmental Life Cycle Assessment of Portland Limestone and Ordinary Portland Cement in Concrete; Technical Brief; Athena Sustainable Materials Institute: Ottawa, ON, Canada, 2014. [Google Scholar]
- Sabau, M.; Bompa, D.V.; Silva, L.F. Comparative carbon emission assessments of recycled and natural aggregate concrete: Environmental influence of cement content. Geosci. Front. 2021, 12, 101235. [Google Scholar] [CrossRef]
- Chen, T.Y.; Burnett, J.; Chau, C.K. Analysis of embodied energy use in the residential building of Hong Kong. Energy 2001, 26, 323–340. [Google Scholar] [CrossRef]
- Kwon, S.J.; Wang, X.Y. Optimization of the mixture design of low-CO2 high-strength concrete containing silica fume. Adv. Civ. Eng. 2019, 2019, 7168703. [Google Scholar] [CrossRef] [Green Version]
- Cognat, F.; EPDLA Life Cycle Inventory of Polymer Dispersions. European Plymer Dispersion & Latex Association. 2012. Available online: https://specialty-chemicals.eu/wp-content/uploads/2017/07/4_EPDLA-Life-Cycle-Assessment-LCA-Summary-Report.pdf (accessed on 7 June 2021).













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sample Number | Number of Mixes (-) | Cement (g) | SA(g) | Wollastonite (g) | Muscovite (g) | Superplasticiser + Defoamer (g) | Water (g) |
|---|---|---|---|---|---|---|---|
| TT00-TT20 | 21 | 40 | 0–20 | 0 | 0 | 0.32 | 10 |
| TW01-TW16 | 15 | 40 | 10 | 1–15 | 0 | 0.32 | 10 |
| TM01-TM16 | 15 | 40 | 10 | 5 | 1–15 | 0.32 | 10 |
| Method | Group | Type | Cement (g) | SA (g) | Wollastonite (g) | Muscovite (g) | Superplasticiser + Defoamer (g) | Water (g) | Dielectric Strength (kV/mm) |
|---|---|---|---|---|---|---|---|---|---|
| MC | S1 | PCW C | 40 | 10 | 5 | 0 | 0.32 | 10 | 6.1 |
| S5 | PCW/MC | 40 | 10 | 5 | 3.2 | 0.32 | 10 | 7.8 | |
| VM | S2 | PCWC | 40 | 10 | 5 | 0 | 0.32 | 10 | 9.4 |
| S6 | PCW/MC | 40 | 10 | 5 | 3.2 | 0.32 | 10 | 9.7 | |
| CM | S3 | PCWC | 40 | 10 | 5 | 0 | 0.32 | 10 | 13.2 |
| S7 | PCW/MC | 40 | 10 | 5 | 3.2 | 0.32 | 10 | 11.4 | |
| PM | S4 | PCWC | 40 | 10 | 5 | 0 | 0.32 | + | 16.5 |
| S8 | PCW/MC | 40 | 10 | 5 | 3.2 | 0.32 | + | 14.1 |
| Method | Group | Dielectric Strength (kV/mm) | SD * | Thermal Conductivity (W/mK) | SD | Compressive Strength (MPa) | SD | Flexural Strength (MPa) | SD |
|---|---|---|---|---|---|---|---|---|---|
| MC | S1 | 6.1 | 0.5 | 1.54 | 0.17 | 38.2 | 3.7 | 7.2 | 0.6 |
| VM | S2 | 9.4 | 0.5 | 1.60 | 0.07 | 40.5 | 4.5 | 12.0 | 1.0 |
| CM | S3 | 13.2 | 1.5 | 1.65 | 0.08 | 65.8 | 4.9 | 15.7 | 1.8 |
| PM | S4 | 16.5 | 0.6 | 2.56 | 0.20 | 80.7 | 6.8 | 20.5 | 1.8 |
| Material | Embodied Energy (MJ/t) | Embodied Carbon (kg CO2 eq./t) | Specific Gravity (-) | Embodied Energy/m3 (MJ/m3) | Embodied Carbon/m3 (kg CO2 eq./m3) |
|---|---|---|---|---|---|
| PVC | 77,000 | 3100 | 1.40 | 107,800 | 4340 |
| PE | 76,700 | 3100 | 0.96 | 73,600 | 2970 |
| XLPE | 76,700 | 4400 | 0.92 | 70,560 | 4050 |
| HDPE | 77,000 | 2700 | 1.96 | 150,920 | 5300 |
| Components (Group S3) | Embodied Energy (MJ/t) | Embodied Carbon (kg CO2 eq./t) | Amount per Sample (g) | Specific Gravity (-) | Embodied Energy/m3 of PCC (MJ/m3) | Embodied Carbon /m3 of PCC (kg CO2 eq./m3) |
|---|---|---|---|---|---|---|
| Cement | 5500 | 1000 | 40 | 3.11 | 6430 | 1200 |
| SA | 37,400 | 1500 | 10 | 1.08 | 10,920 | 438 |
| Wollastonite | - | - | 5 | 2.75 | - | - |
| Muscovite | - | - | 0 | 2.77 | - | - |
| Superplasticiser | 9000 | 250 | 0.32 | 1.08 | 84 | 2.3 |
| Sum | 17,434 | 1640 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Xu, B.; Li, H.; Bompa, D.V.; Elghazouli, A.Y.; Chen, J. Performance of Polymer Cementitious Coatings for High-Voltage Electrical Infrastructure. Infrastructures 2021, 6, 125. https://doi.org/10.3390/infrastructures6090125
Xu B, Li H, Bompa DV, Elghazouli AY, Chen J. Performance of Polymer Cementitious Coatings for High-Voltage Electrical Infrastructure. Infrastructures. 2021; 6(9):125. https://doi.org/10.3390/infrastructures6090125
Chicago/Turabian StyleXu, Bowen, Hui Li, Dan V. Bompa, Ahmed Y. Elghazouli, and Jiangbo Chen. 2021. "Performance of Polymer Cementitious Coatings for High-Voltage Electrical Infrastructure" Infrastructures 6, no. 9: 125. https://doi.org/10.3390/infrastructures6090125
APA StyleXu, B., Li, H., Bompa, D. V., Elghazouli, A. Y., & Chen, J. (2021). Performance of Polymer Cementitious Coatings for High-Voltage Electrical Infrastructure. Infrastructures, 6(9), 125. https://doi.org/10.3390/infrastructures6090125