This section is structured into several parts, starting with a general overview of the novel crosswalk. It delves into specific features like photoluminescence, reflectivity, durability, acoustic, anti-sliding, removability, and sustainability. Then, the manuscript provides detailed insights into the design, materials, and manufacturing processes, including the composition of the crosswalk parts, pigments, and coatings. The section also includes a description of the manufacturing method, with details of the surface treatment and the mechanical tests performed.
2.1. General Description
This paper introduces an innovative crosswalk design utilizing new materials and configurations to create road markings based on topology, length, and quantity (
Figure 1). The tiles aim to replace traditional crosswalks with durable elements, utilizing photoluminescence for sustainable and safer illumination in low- or no-light conditions. Extensive studies, as detailed in [
24], have demonstrated its benefits for road safety. The proposed solution extends its applicability to various horizontal signage types, including discontinuous transverse markings, arrows, inscriptions, curbs/islets marking, and other road markings. Compared to conventional methods involving acrylic paint, two-component paint, or cobblestone-based solutions, the proposed signage offers several technical advantages:
- -
It reduces municipal maintenance costs by eliminating the need for periodic repainting.
- -
Its installation requires only adherent fastening elements or mechanical anchoring, enabling its reuse without civil works.
- -
It enhances visibility in low-light conditions, thereby improving perception.
- -
It operates independently of electrical lighting sources, eliminating energy dependence which is common in active road marking systems.
The pedestrian crosswalk, defined by reversible tiles featuring two identical faces, maintains a maximum height of 15 mm across all points once integrated into the public thoroughfare. The variation in elevation between the various pieces within the crosswalk assembly complies with the restriction outlined in the regulation, ensuring that the leading edge does not exceed 5 mm under any circumstance [
25]. The assembly comprises two types of pieces: square tiles measuring 500 × 500 mm and ramps measuring 500 × 250 mm. Both consist of male/female dovetail-type elements that protrude/enter, facilitating the cohesion of the diverse tiles and ramps constituting the ensemble. These elements include both the white and black colors demarcating the crosswalk.
Figure 2 illustrates the design of the upper face of a tile, which mirrors the identical pattern on its lower face, as well as the design of the upper face of the ramp, featuring a flat lower surface.
Corrugated strips have been incorporated into the tile-type modules. These strips exhibit an amplitude of 15 mm and a ridge spacing of 100 mm. Each strip is 15 mm wide and stands 5 mm above the base on which it is positioned. Furthermore, both the tile-type and ramp-type modules feature a button-type texture, with a height of 1 mm and a diameter of 8 mm, spaced at a center-to-center distance of 15 mm.
The solution involves a photoluminescent substance with a whitish appearance in daylight, emitting passive light in partial or total darkness without requiring a power source. This ensures sustainability and energy independence compared to active road signage systems. The proposed photoluminescent blue color can be varied for different light effects (e.g., white, green, purple, or orange). The material is water-resistant, and light intensity can be adjusted within a 20–50% range of the base material. The illumination quality, rated on a scale of six values (A, B, C, D, E, S), corresponds to level 2 per DIN 67,510 specifications [
26], indicating the easy recognition of photoluminescent signals in areas under constant light.
The proposed material incorporates glass microspheres to enhance the visibility of road markings at night by reflecting light from vehicle headlights [
27]. This combination with the photoluminescent substrate amplifies reflective effects, particularly in low-contrast pavements or over longer distances, setting it apart from conventional solutions. The improvement is especially pronounced in wet conditions, where retroreflection typically decreases by 15–40% [
28]. The glass microspheres used have specific characteristics, including a silicic sodium–calcium crystal composition, sphericity exceeding 70%, bulk density between 1.55 and 1.65, refractive index between 1.5 and 1.55, and a diameter range of 60–850 μm, applied at a rate of 500 g/m
2.
The system’s body utilizes plastic materials combined with additives as a strategy to extend the system’s lifespan. This approach aims to gradually enhance the desired effects as the road system materials undergo wear. Specifically, polyol-isocyanate resins resistant to solar exposure and hot washing up to 100 °C are employed. The white components are colored with RAL 9016 (B-118 reference per UNE 48,103 standard), while RAL 9017 black pieces are positioned at ground level to facilitate pedestrian passage [
29]. Both lower and upper sides share identical construction features, enabling the rotation of pieces in case of wear to effectively double their lifespan without requiring replacements.
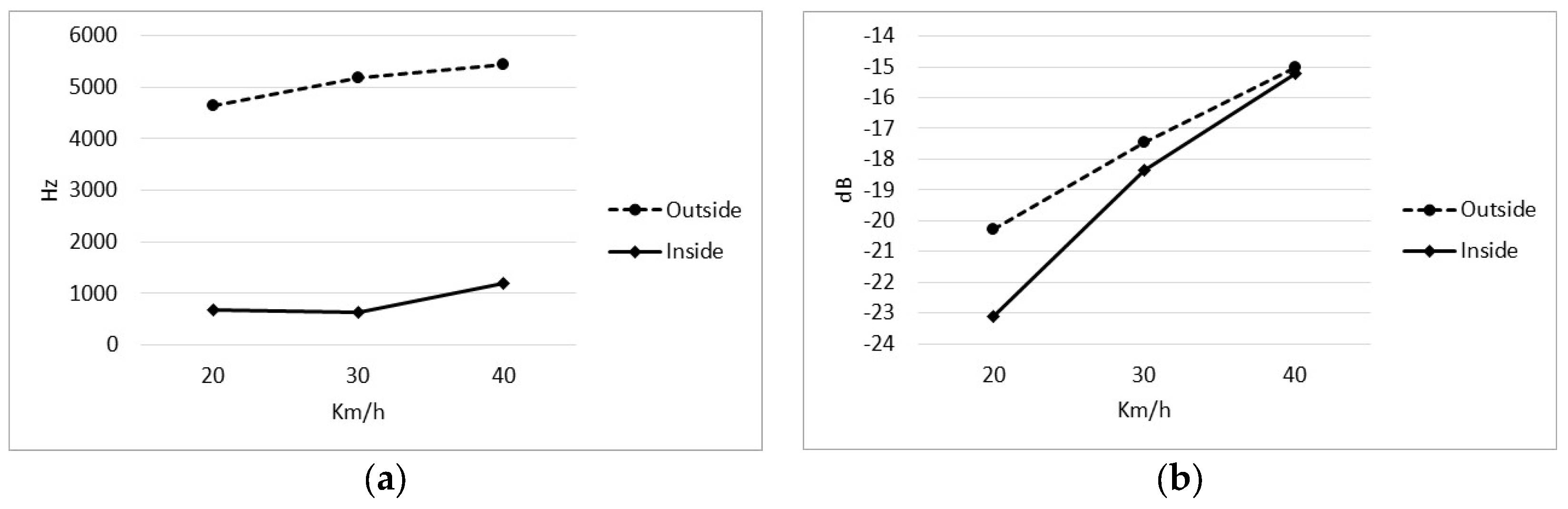
The system components feature a surface texture designed to generate mechanical and sound effects during vehicle operation. The primary goal is to alert drivers to adjust their speed according to road limits, supported by research indicating that sound and vibration impact can reduce accident occurrences [
28]. This textured surface serves as a warning element for drivers, with specific dimensions and distances calibrated to activate when speeds surpass predefined thresholds based on the road type (e.g., 20 km/h, 30 km/h, or 50 km/h). The proposed button-type texture is intended to transmit vibrations through vehicle tires, increasing noise. This function is particularly beneficial for alerting pedestrians to the presence of electric vehicles and guiding visually impaired individuals. Notably, this approach surpasses other solutions, such as side markings on highways, which require refreshing the texture by adding new film thicknesses during road signage repainting.
This system has an anti-slip property which is achieved by combining two elements [
30]. Firstly, the base material includes an anti-slip additive with angular corundum or Al
2O
3 particles (non-carcinogenic, non-toxic), sized between FEPA 20 and 36 (1190–425 μm). Secondly, the components are designed with a dual-effect anti-sliding texture. The macro texture consists of drainage channels for efficient water removal, improving the crosswalk’s performance in humid conditions. Additionally, the micro texture, with specific patterns, enhances responsiveness, preventing skidding for both pedestrians and vehicles (e.g., bicycles or scooters).
The pieces are affixed to the roadway using anchor bolts, with the option of considering chemical adherent fixing. Adherent elements may include temperature-hardening bituminous binders like bitumen, asphalt, or tar. However, for the case study, mechanical fixation is preferred, allowing easy removal and replacement by road workers without specific training, particularly useful during road resurfacing. Anti-vandalism fasteners with a steel bolt insertion are employed to prevent unauthorized removal or elevation due to long-term traffic vibrations. The height of the crosswalk parts adheres to current local traffic regulations to ensure vehicle integrity and occupant safety [
25,
28].
Traditional crosswalks, painted with white acrylic water-based paint, incur costs ranging from EUR 60 to 150 per crosswalk with 5–12 bands. The use of white polyurethane paint raises the cost to EUR 135–200, and employing granite pavers further increases it to EUR 950–2200. In contrast, the estimated cost of a photoluminescent crosswalk is about EUR 767–1841, presenting a middle-ground and financially viable solution. Moreover, conventional streetlamps, illuminating a crosswalk for 2 years, consume 2920 KWh of energy, resulting in a carbon footprint of 1080.40–405.14 Kg of CO
2 emissions. Switching to LED lighting reduces the power consumption to 1094.96 KWh, leading to a monetary saving of EUR 6.29–16.77 based on the European Trading Scheme’s annual average price of CO
2 emission rights [
31]. This saving is attributed to the inherent self-illumination of the proposed photoluminescent crosswalk.
2.2. Materials and Methods
The tiles and ramps of the photoluminescent crosswalk are constructed using a thermosetting polyurethane resin polymer as the base material. The polyurethane resin is derived from two components: Polyol G0181RPC P-SL 120 000 and Isocyanate G0181RPC I-SL000 221. This transparent resin is specifically designed for vacuum casting, ensuring optimal performance. This product is mercury-free and meets the compliance standards set by European directives on the restriction of hazardous substances (RoHS), namely 2002/96/EC [
32], 2000/53/EC [
33], 2000/11/EC [
34], 2011/65/EU [
35], and 2017/2012/EU [
36]. Additionally, the resin exhibits very high UV stability, and its composition allows for easy polishing and coloring. For instance, its transparency enables efficient blending with photoluminescent powder and pigments.
Table 1 provides an overview of the physical properties of the components, including the color, aspect, viscosity, and density at 25 °C. Complementarily,
Table 2 outlines the mechanical and thermal properties of the polymer, with the average values obtained through measurements on specimens subjected to post-curing conditions (2 h at 70 °C + 16 h at 100 °C + 24 h at room temperature) in accordance with the manufacturer’s specifications.
The white-colored tiles and ramps are integrated with photoluminescent powder, with the specific type utilized being MHB-5B, procured from Zhejiang Minhui L&T Co., Ltd (Jinhua, China). After exposure to sunlight for 10 to 30 min, this photoluminescent powder exhibits a residual glow that persists for more than 12 h. It is non-radioactive, non-toxic, highly weather-resistant, chemically stable, and boasts a shelf life of 15 years. The chemical composition of the photoluminescent powder is Sr
4Al
14O
25: Eu
+2, Dy
+3, a rare earth-doped strontium aluminate. Its appearance is light white under daylight conditions and transitions to a bluish hue under low-light conditions.
Table 3 details the characteristics and properties of the utilized photoluminescent powder. It not only conforms to the US standards specified in ASTM F963-16 (Consumer Safety Standard Specification for Toy Safety) [
46] with respect to the total lead (test method CPSC-CH-E1003-09.1) [
47] and soluble heavy metal (ASTM F963-16, Clause 8.3), but it is also registered in compliance with the EU REACH standard under REACH Regulation (EC) No 1907/2006 [
48].
White tiles and ramps, incorporating white pigment 501 (WCP0501-0.1 by Castro Composites, Pontevedra, Spain), exhibit a medium viscosity paste color concentrate designed for the pigmentation of polyester or vinyl ester resins. This concentrate, with a viscosity, at 25 °C, of 12.5 dPa.s and an acid number of 25 mg KOH/g, is also suitable for gel coats and top coats with a similar composition. The produced white tiles and ramps, according to the RGB color model obtained with the GIMP application, exhibit values of 231, 235, and 238. This corresponds to RAL 9003 (as per
https://hextoral.com/rgb-to-ral/, accessed on 13 March 2024). In this context, a difference of Δ = 4.5541 with RAL 9016 as required in traffic white colors was ascertained, signifying a 5.13% variance. Regarding the black-colored tiles and ramps, the coloration is accomplished using CASTRO Composite’s black pigment, specifically identified as DTH9002D-0.03. This concentrated dye, formulated for exterior applications and compatible with both solvent- and water-based products, has a density of 1.05 g/cm
3 ± 0.001 and a non-volatile content of 30% ± 8%. Also, according to data from the GIMP application, the black tiles and ramps obtained RGB values of 38, 37, and 45, which corresponds to RAL 5008 (according to
https://hextoral.com/rgb-to-ral/, accessed on 13 March 2024). It gives a difference of Δ = 6.8499 with RAL 9017 required in traffic black colors, assuming a 7.72% difference. To calculate the percentage difference between black and white colors compared to those used in traffic paint, it has been considered that the total difference between RAL 9016 and RAL 9017 is Δ = 88.7364.
As another component, a varnish from Montana Colors based on solvent-based thermoplastic acrylic resins was used, whose main characteristics are very fast drying, good hardening, excellent adhesion, high gloss, durability, easy application and repainting, good elasticity, outstanding water resistance, no yellowing and good UV performance (see
Table 4). Finally, glass beads made of silica-sodium-calcareous glass were used as the reflective material (see
Table 5).
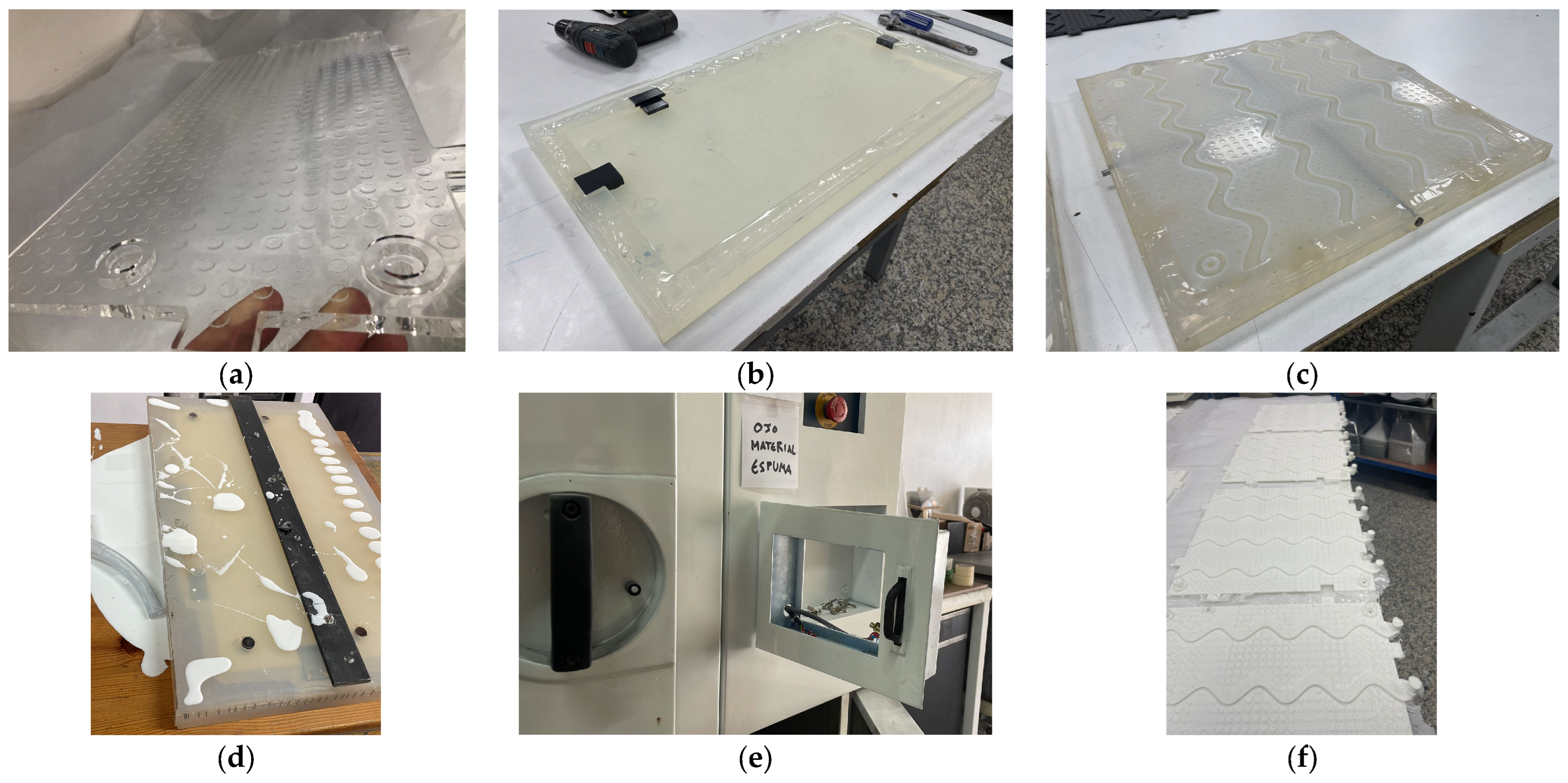
To mold the resin used, two methods can typically be used: (1) the vacuum casting machine process and (2) the hand casting process. In this instance, the selected procedure was the former, utilizing a vacuum casting machine. Prior to the resin casting, it was imperative to fabricate silicone molds from master molds to produce the two different parts (i.e., tiles and ramps). Once the silicone molds were prepared, the resin was cast following the manufacturer’s procedure, which entailed the following steps: (1) preheating the polyaddition molds to 70 °C, (2) weighing the isocyanate portion in the upper glass, ensuring the inclusion of the residual product, (3) weighing the polyol portion into the mixing vessel, (4) subjecting the mixture to a 10 min vacuum, (5) pouring the isocyanate portion into the mixing vessel, (6) stirring until the mixture achieved complete clarity for at least 2 min at 25 °C, (7) pouring the mixture into the silicone mold, (8) placing the mold in an oven at 70 °C for approximately 120 min, contingent upon the thickness of the piece, and (9) cooling the mold with compressed air before demolding the parts. Finally, the pieces were extracted from the mold, and the burrs resulting from excess resin that accumulated in the joint areas between the mold and the part during the injection process were eliminated to obtain a clean and imperfection-free piece through cutting, sanding, and polishing techniques.
Figure 3 illustrates the complete manufacturing process of tiles and ramps, where the same silicone mold was used to produce different tongue-and-groove joints using incoming and outgoing inserts. Further specifics, including the mixture proportion by weight and the mixing and demolding times, are provided in
Table 6.
All black and white tiles and ramps were subjected to a four-layer surface treatment. Three coats of varnish and a coat of glass beads were applied. Initially, a coat of varnish (i.e., layer 1) was administered to the surfaces. Subsequently, and while still in a wet state, glass beads (i.e., layer 2) were evenly distributed at an approximate rate of 500 g/m2. Following the complete drying and fixation of the glass beads from the first varnish layer, two additional varnish coats were sequentially applied (i.e., layer 3 and layer 4), adhering to the manufacturer’s prescribed repainting intervals between each application.
Due to the lack of knowledge about applications in this field similar to the proposal, it became imperative to manufacture a series of samples encompassing varying material percentages (i.e., photoluminescent powder, glass beads, and different pigments). The objective was to achieve an equilibrium between durability and the desired photoluminescent properties. Initially, it became apparent that polyurethane-based mixtures did not meet the requisite criteria, ultimately leading to the utilization of a polyol-isocyanate mixture. Specifically, the polyurethane resins PU212 and PU28LE from the manufacturer Axson were the materials mainly considered. PU212, boasting a density of 1.14 g/cm
3, showcased commendable hardness, flexural modulus, and strength, albeit with a slightly inferior tensile strength compared to polyol-isocyanate’s 65 MPa. PU212 was also noted for its translucency, which adds to its aesthetic appeal in certain applications where mixing with other color pigments is required. However, PU212 exhibited a Shore D hardness of 80, while polyol-isocyanate and PU28LE both had a Shore D hardness of 85. Conversely, PU28LE demonstrated a higher tensile strength of 75 MPa and an impressive flexural modulus of 2800 MPa, surpassing PU212 in these aspects. However, both PU212 and PU28LE exhibited lower mechanical strength and impact resistance in comparison to polyol-isocyanate. Despite this drawback, PU28LE stood out with its excellent thermal resistance and compliance with regulatory standards. However, PU28LE’s more whitish appearance made it more challenging to blend with other color pigments compared to polyol-isocyanate, which integrated better with various pigments. According to the tests, the final white modules consisted of a composition comprising 87.48% polyol-isocyanate resin, 9.84% photoluminescent powder, and 2.68% white pigment. In contrast, the black modules were formulated with 97.03% polyol-isocyanate resin and 2.97% black pigment. For reference,
Figure 4 shows an example of different samples made with various mixtures of the materials tested.


 ,
, 












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}