Effect of Build Orientation on the Microstructure and Mechanical Properties of Selective Laser-Melted Ti-6Al-4V Alloy



Abstract
:1. Introduction
2. Materials and Methods
3. Results
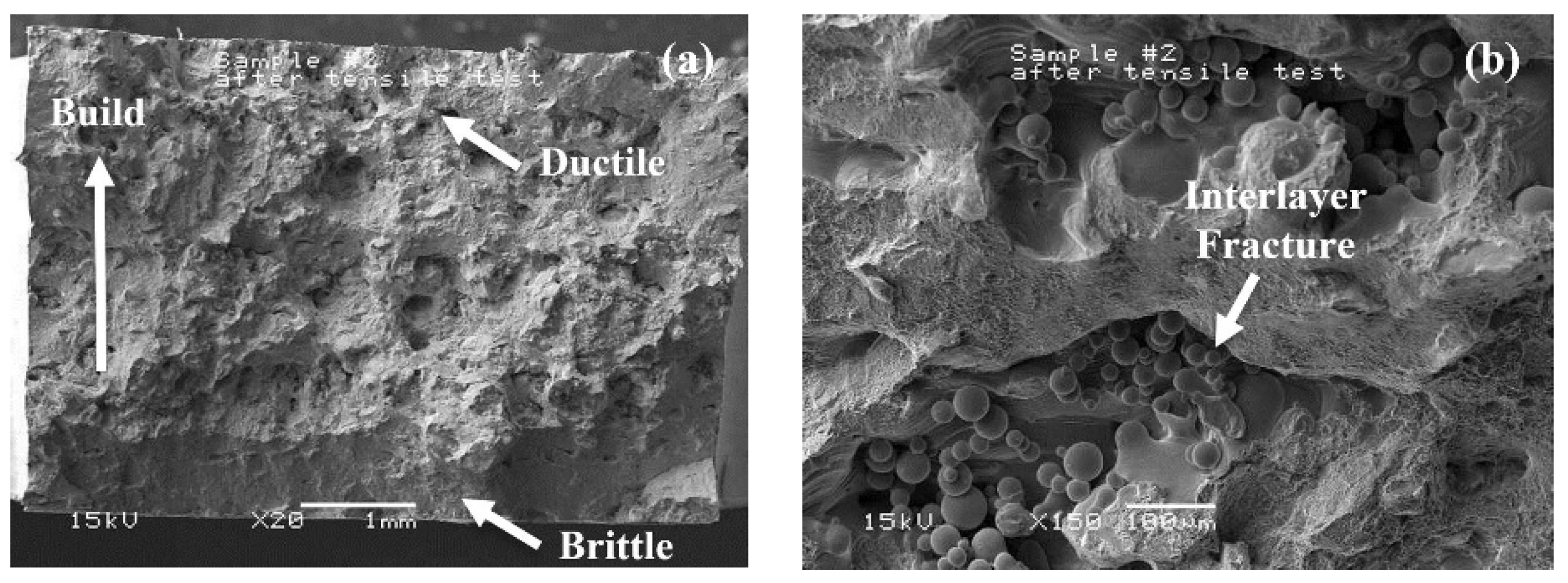
3.1. Tensile Test
3.2. Fracture Toughness
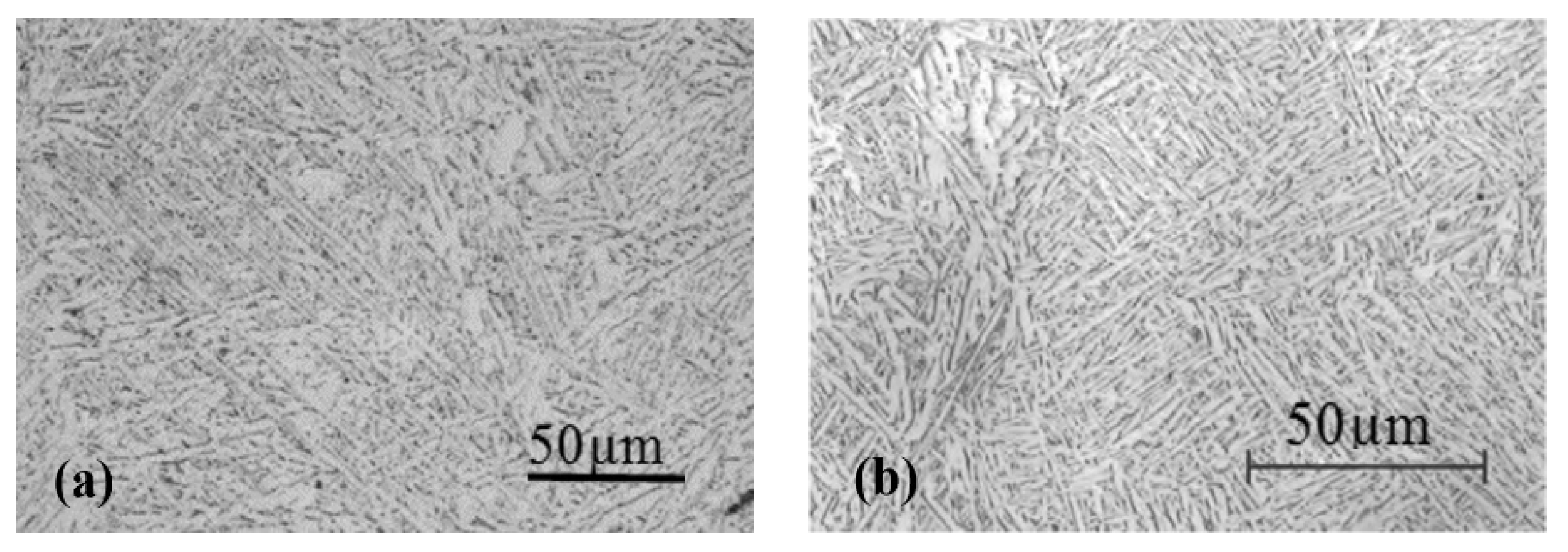
3.3. Metallography
3.4. Hardness Test
3.5. Surface Roughness
4. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Gong, H.; Rafi, K.; Gu, H.; Starr, T.; Stucker, B. Analysis of defect generation in Ti-6Al-4V parts made using powder bed fusion additive manufacturing processes. Addit. Manuf. 2014, 1, 87–98. [Google Scholar] [CrossRef]
- Introduction to Additive Manufacturing Technology; European Powder Metallurgy Association: Shrewsbury, UK, 2013; p. 6.
- Rafi, H.K.; Karthik, N.V.; Gong, H.; Starr, T.L.; Stucker, B.E. Microstructures and mechanical properties of Ti6Al4V parts fabricated by selective laser melting and electron beam melting. J. Mater. Eng. Perform. 2013, 22, 3872–3883. [Google Scholar] [CrossRef]
- Sieniawski, J.; Ziaja, W.; Kubiak, K.; Motyka, M. Microstructure and Mechanical Properties of High Strength Two-Phase Titanium Alloys. In Titanium Alloys-Advances in Properties Control; Sieniawski, J., Ziaja, W., Eds.; InTech: Gdańsk, Poland, 2013; pp. 69–80. [Google Scholar]
- Simonelli, M.; Tse, Y.Y.; Tuck, C. The formation of α + β microstructure in as-fabricated selective laser melting of Ti-6Al-4V. J. Mater. Res. 2014, 29, 2028–2035. [Google Scholar] [CrossRef]
- Barriobero-Vila, P.; Gussone, J.; Haubrich, J.; Sandlöbes, S.; da Silva, J.C.; Cloetens, P.; Schell, N.; Requena, G. Inducing stable α + β microstructures during selective laser melting of Ti-6Al-4V using intensified intrinsic heat treatments. Materials 2017, 10, 268. [Google Scholar] [CrossRef] [PubMed]
- Dadbakhsh, B.V.J.-P.K.S.; Vleugels, J.V.H.K.K.J. Additive Manufacturing of Metals via Selective Laser Melting: Process Aspects and Material Developments. In Additive Manufacturing; Sudarshan, T.S.S.T.S., Ed.; CRC Group, Taylor & Francis Group: Boca Raton, NJ, USA, 2015; pp. 69–99. [Google Scholar]
- Kruth, J.P.; Levy, G.; Klocke, F.; Childs, T.H.C. Consolidation phenomena in laser and powder-bed based layered manufacturing. CIRP Ann. Manuf. Technol. 2007, 56, 730–759. [Google Scholar] [CrossRef]
- Childs, T. Selective laser sintering (melting) of stainless and tool steel powders: Experiments and modelling. Proc. Inst. Mech. Eng. Part B 2005, 219, 339–357. [Google Scholar] [CrossRef]
- Das, S. Physical Aspects of Process Control in Selective Laser Sintering of Metals. Adv. Eng. Mater. 2003, 5, 701–711. [Google Scholar] [CrossRef]
- Fatemi, S.A.; Ashany, J.Z.; Aghchai, A.J.; Abolghasemi, A. Experimental investigation of process parameters on layer thickness and density in direct metal laser sintering: A response surface methodology approach. Virtual Phys. Prototyp. 2017, 12, 133–140. [Google Scholar] [CrossRef]
- Mohanty, P.S.; Mazumder, J. Solidification behavior and microstructural evolution during laser beam—Material interaction. Metall. Mater. Trans. B 1998, 29, 1269–1279. [Google Scholar] [CrossRef]
- Lavernia, E.J.; Srivatsan, T.S. The rapid solidification processing of materials: Science, principles, technology, advances, and applications. J. Mater. Sci. 2010, 45, 287–325. [Google Scholar] [CrossRef]
- Birol, Y. Microstructural characterization of a rapidly-solidified AI-12 wt% Si alloy. J. Mater. Sci. 1996, 31, 2139–2143. [Google Scholar] [CrossRef]
- Sing, S.L.; An, J.; Yeong, W.Y.; Wiria, F.E. Laser and electron-beam powder-bed additive manufacturing of metallic implants: A review on processes, materials and designs. J. Orthop. Res. 2016, 34, 369–385. [Google Scholar] [CrossRef] [PubMed]
- Lewandowski, J.J.; Seifi, M. Metal Additive Manufacturing: A Review of Mechanical Properties. Annu. Rev. Mater. Res. 2016, 46, 151–186. [Google Scholar] [CrossRef]
- Sames, W.J.; List, F.A.; Pannala, S.; Dehoff, R.R.; Babu, S.S. The metallurgy and processing science of metal additive manufacturing. Int. Mater. Rev. 2016, 61, 315–360. [Google Scholar] [CrossRef]
- Sing, S.L.; Wiria, F.E.; Yeong, W.Y. Selective laser melting of titanium alloy with 50wt% tantalum: Effect of laser process parameters on part quality. Int. J. Refract. Met. Hard Mater. 2018, 77, 120–127. [Google Scholar] [CrossRef]
- Simonelli, M.; Tse, Y.Y.; Tuck, C. Effect of the build orientation on the mechanical properties and fracture modes of SLM Ti-6Al-4V. Mater. Sci. Eng. A 2014, 616, 1–11. [Google Scholar] [CrossRef]
- Edwards, P.; Ramulu, M. Effect of build direction on the fracture toughness and fatigue crack growth in selective laser melted Ti-6Al-4-‰V. Fatigue Fract. Eng. Mater. Struct. 2015, 38, 1228–1236. [Google Scholar] [CrossRef]
- Barriobero-Vila, P.; Gussone, J.; Stark, A.; Schell, N.; Haubrich, J.; Requena, G. Peritectic titanium alloys for 3D printing. Nat. Commun. 2018, 9, 3426. [Google Scholar] [CrossRef] [PubMed]
- Ti6Al4V ELI-0406 Powder for Additive Manufacturing; Renishaw plc: Staffordshire, UK, 2017.
- ASTM. E8/E8M standard test methods for tension testing of metallic materials 1. In Annu. B. ASTM Stand. 4; ASTM International: West Conshohocken, PA, USA, 2010; Volume I, pp. 1–27. [Google Scholar]
- E08-Committee. ASTM E399-97—Standard Test Method for Plane-Strain Fracture Toughness of Metallic Materials 1; ASTM International: West Conshohocken, PA, USA, 1997; Volume E399–90. [Google Scholar]
- Yuan, P.; Gu, D.; Dai, D. Particulate migration behavior and its mechanism during selective laser melting of TiC reinforced Al matrix nanocomposites. Mater. Des. 2015, 82, 46–55. [Google Scholar] [CrossRef]
- Seifi, M.; Dahar, M.; Aman, R.; Harrysson, O.; Beuth, J.; Lewandowski, J.J. Evaluation of Orientation Dependence of Fracture Toughness and Fatigue Crack Propagation Behavior of As-Deposited ARCAM EBM Ti-6Al-4V. JOM 2015, 67, 597–607. [Google Scholar] [CrossRef]
- Chauke, L.; Mutombo, K.; Kgomo, C. Characterization of the direct metal laser sintered Ti6Al4V Components. In Proceedings of the RAPDASA 2013 Conference, Clarens, South Africa, 29 October–1 November 2013. [Google Scholar]
- ASTM International. BS ISO/ASTM 52900:2015 Additive Manufacturing. General Principles. Terminology; Rapid Manufacturing Association: West Conshohocken, PA, USA, 2013; pp. 10–12. [Google Scholar]
- Herderick, E. Additive manufacturing of metals: A review. Mater. Sci. Technol. Conf. Exhib. 2011, 2, 1413–1425. [Google Scholar]
- Cain, V.; Thijs, L.; van Humbeeck, J.; van Hooreweder, B.; Knutsen, R. Crack propagation and fracture toughness of Ti6Al4V alloy produced by selective laser melting. Addit. Manuf. 2015, 5, 68–76. [Google Scholar] [CrossRef]
- Van Hooreweder, B.; Moens, D.; Boonen, R.; Kruth, J.-P.; Sas, P. Analysis of Fracture Toughness and Crack Propagation of Ti6Al4V Produced by Selective Laser Melting. Adv. Eng. Mater. 2012, 14, 92–97. [Google Scholar] [CrossRef]
- Becker, T.H.; Beck, M.; Scheffer, C. Microstructure and mechanical properties of Direct Metal Laser Sintered Ti-6Al-4V. S. Afr. J. Ind. Eng. 2015, 26, 1–10. [Google Scholar] [CrossRef]
- Vrancken, B.; Thijs, L.; Kruth, J.-P.; van Humbeeck, J. Heat treatment of Ti6Al4V produced by Selective Laser Melting: Microstructure and mechanical properties. J. Alloys Compd. 2012, 541, 177–185. [Google Scholar] [CrossRef]
- Poondla, N.; Srivatsan, T.S.; Patnaik, A.; Petraroli, M. A study of the microstructure and hardness of two titanium alloys: Commercially pure and Ti-6Al-4V. J. Alloys Compd. 2009, 486, 162–167. [Google Scholar] [CrossRef]
- Mower, T.M.; Long, M.J. Mechanical behavior of additive manufactured, powder-bed laser-fused materials. Mater. Sci. Eng. A 2016, 651, 198–213. [Google Scholar] [CrossRef]















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Environment | Argon/Nitrogen |
|---|---|
| Exposure time | 50 µs |
| Focal point | 75 µm |
| Laser power | 200 W |
| Layer thickness | 30 µm |
| Operational temperature | 170 °C |
| Hatch spacing | 75 µm |
| Orientation | Tensile | Fracture |
|---|---|---|
| XYZ (X) | TX | FX |
| XZY (Y) | TY | FY |
| ZXY (Z) | TZ | FZ |
| Build Orientation | Yield Strength MPa (ksi) | Ultimate Strength MPa (ksi) | Strain % | E MPa (psi) |
|---|---|---|---|---|
| TX | 1002.15 (145.35) | 1023.9 (148.5) | 1.13 | 97,216 (14.1 × 106) |
| TY | 981.81 (142.40) | 1018.3 (147.7) | 1.30 | 97,216 (14.1 × 106) |
| TZ | 868.05 (125.90) | 872.9 (126.6) | 0.98 | 95,148 (13.8 × 106) |
| Orientation | PQ Kgf (lbs) | Kq MPa√m (psi√in) | Kq Std. Deviation |
|---|---|---|---|
| FX | 1073.6 (2367) | 55.6 (50,953) | 0.99 (1438.25) |
| FY | 1031.5 (2274) | 57.8 (55,507) | 1.06 (3107.03) |
| FZ | 992.0 (2187) | 61.6 (52,841) | 2.54 (2285.37) |
| Machine | Condition | Orientation | Kq (MPa√m) | Kq (psi√in) | Reference |
|---|---|---|---|---|---|
| SLM | As built | XY | 28 ± 2 | 25,481 | [30] |
| XZ | 23 ± 1 | 20,931 | |||
| ZX | 16 ± 1 | 14,561 | |||
| Stress relieved | XY | 28 ± 2 | 25,481 | ||
| XZ | 30 ± 1 | 27,301 | |||
| ZX | 31 ± 2 | 28,211 | |||
| Heat treated | XY | 41 ± 2 | 37,312 | ||
| XZ | 49 ± 2 | 44,592 | |||
| ZX | 49 ± 1 | 44,592 | |||
| SLM MTT250 | As built | XY | 66.9 ± 2.6 | 60,882 | [20] |
| XZ | 64.8 ± 16.9 | 58,971 | |||
| YZ | 41.8 ± 1.7 | 38,040 | |||
| SLM | As built | ZX | 52.4 ± 3.48 | 47,686 | [31] |
| EOS M280 | As built | XY | 37.5 ± 5 | 34,126 | [32] |
| HIP | XY | 57.8 ± 5 | 52,600 | ||
| Heat-treated | XY | 86.3 | 78,537 | ||
| SLM | Heat-treated | XY | 55.6 ± 1.0 | 50,953 | Current Study |
| AM250 | XZ | 57.8 ± 1.1 | 55,507 | Current Study | |
| ZX | 61.6 ± 2.5 | 52,841 | Current Study |
| Build Orientation | Ave. HRC Bottom Layer | Ave. HRC Top Layer |
|---|---|---|
| TX | 33.55 | 31.65 |
| TY | 32.77 | 24.01 |
| TZ | 37.67 | 30.10 |
© 2018 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Hartunian, P.; Eshraghi, M. Effect of Build Orientation on the Microstructure and Mechanical Properties of Selective Laser-Melted Ti-6Al-4V Alloy. J. Manuf. Mater. Process. 2018, 2, 69. https://doi.org/10.3390/jmmp2040069
Hartunian P, Eshraghi M. Effect of Build Orientation on the Microstructure and Mechanical Properties of Selective Laser-Melted Ti-6Al-4V Alloy. Journal of Manufacturing and Materials Processing. 2018; 2(4):69. https://doi.org/10.3390/jmmp2040069
Chicago/Turabian StyleHartunian, Patrick, and Mohsen Eshraghi. 2018. "Effect of Build Orientation on the Microstructure and Mechanical Properties of Selective Laser-Melted Ti-6Al-4V Alloy" Journal of Manufacturing and Materials Processing 2, no. 4: 69. https://doi.org/10.3390/jmmp2040069
APA StyleHartunian, P., & Eshraghi, M. (2018). Effect of Build Orientation on the Microstructure and Mechanical Properties of Selective Laser-Melted Ti-6Al-4V Alloy. Journal of Manufacturing and Materials Processing, 2(4), 69. https://doi.org/10.3390/jmmp2040069