
Effect of Heat Treatment on the Mechanical and Tribological Properties of Dual-Reinforced Cold-Sprayed Al Coatings


Abstract
:1. Introduction
2. Materials and Methods
2.1. Sample Preparation
2.2. Sample Characterization
3. Results
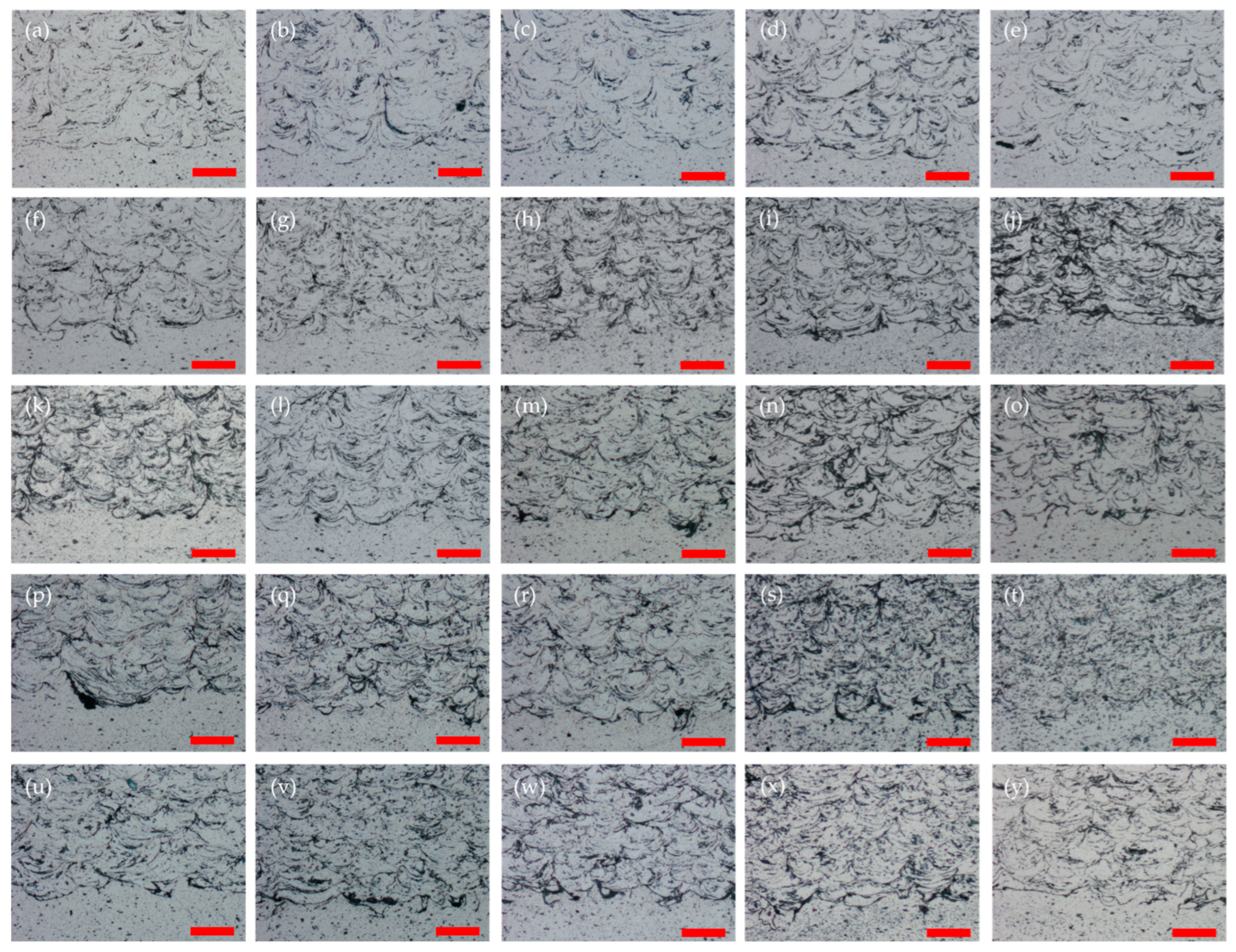
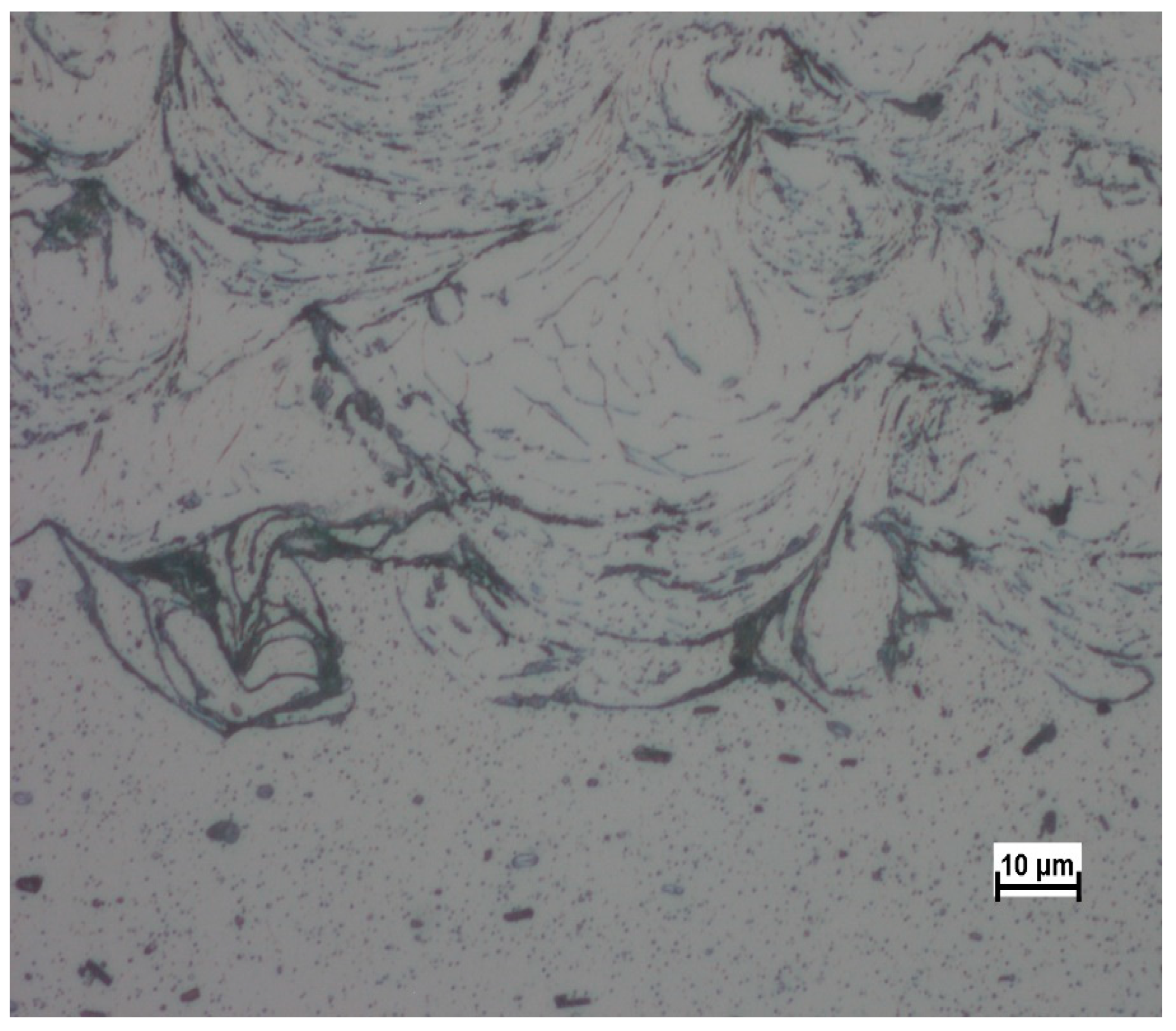
3.1. Splat Structure
3.2. Mechanical Properties
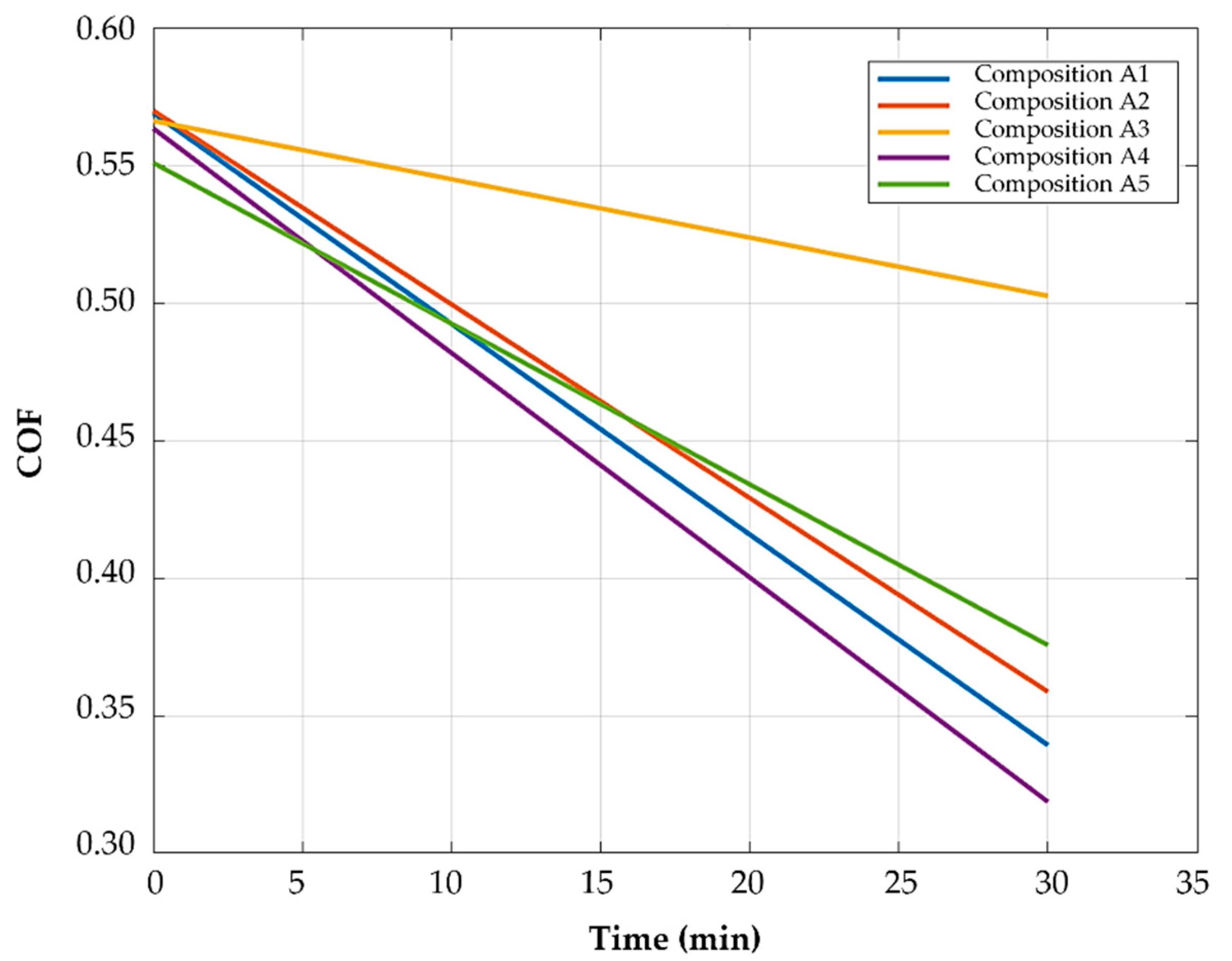
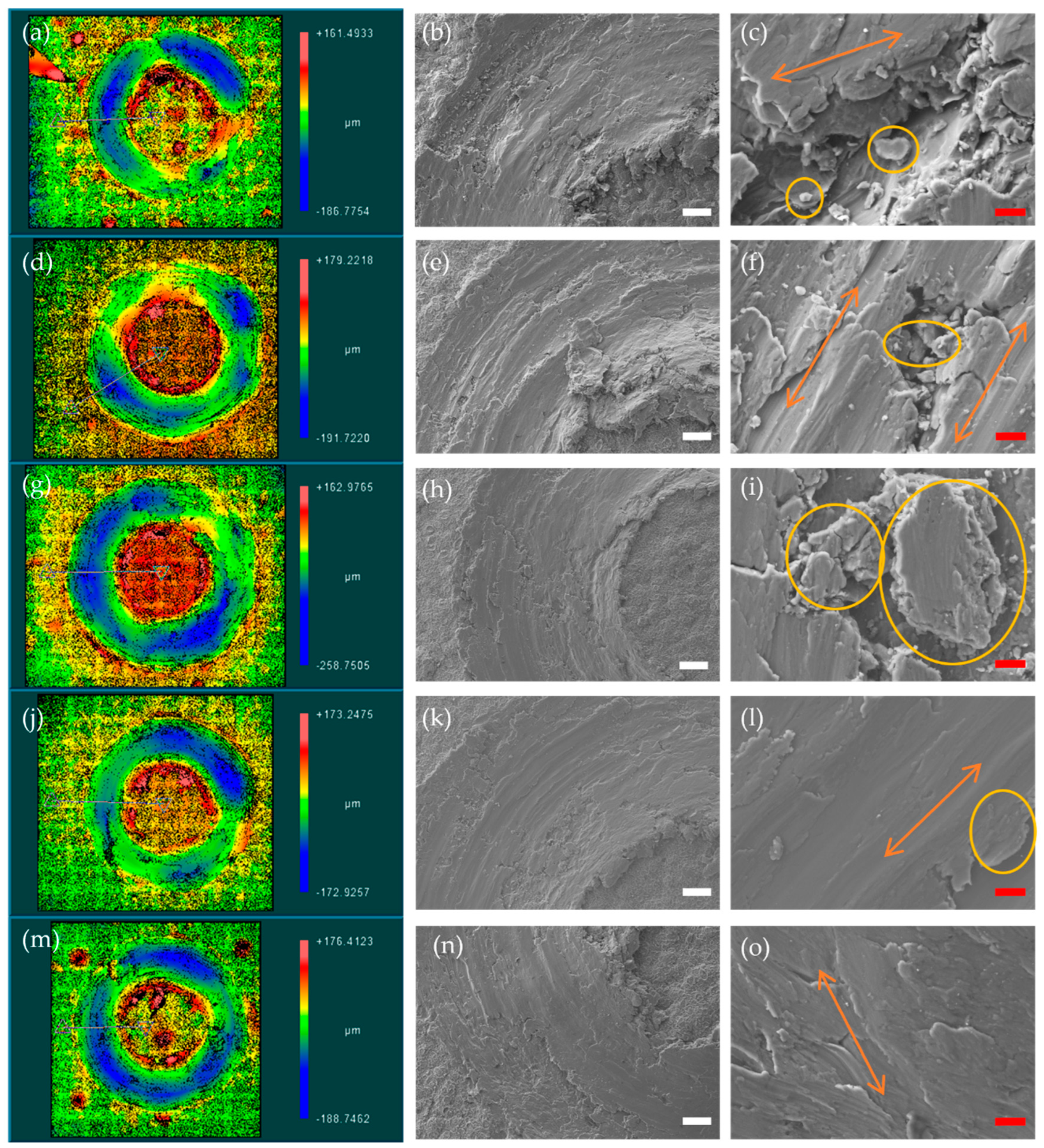
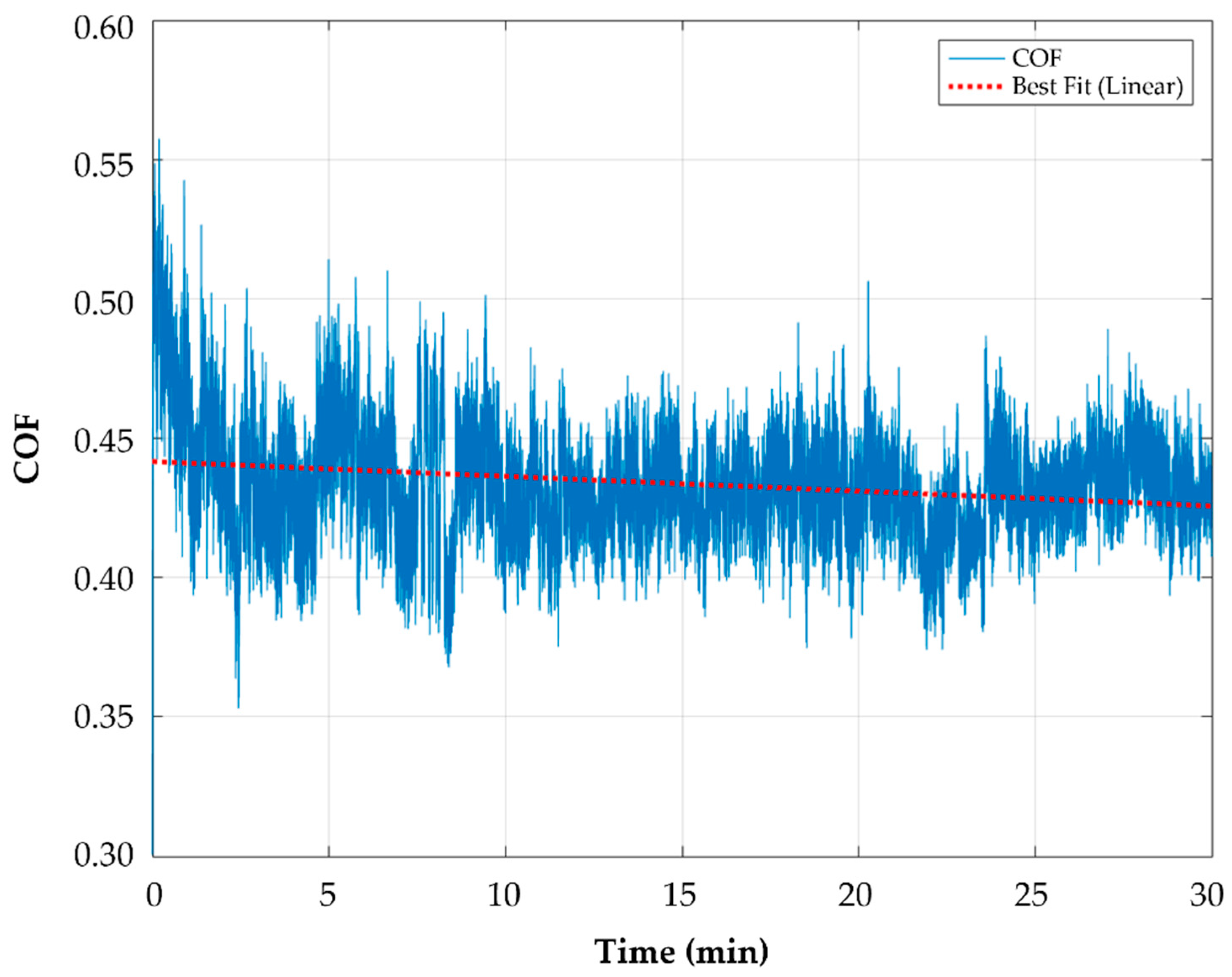
3.3. Tribological Properties
4. Discussion
4.1. Discussion of Hardness Results
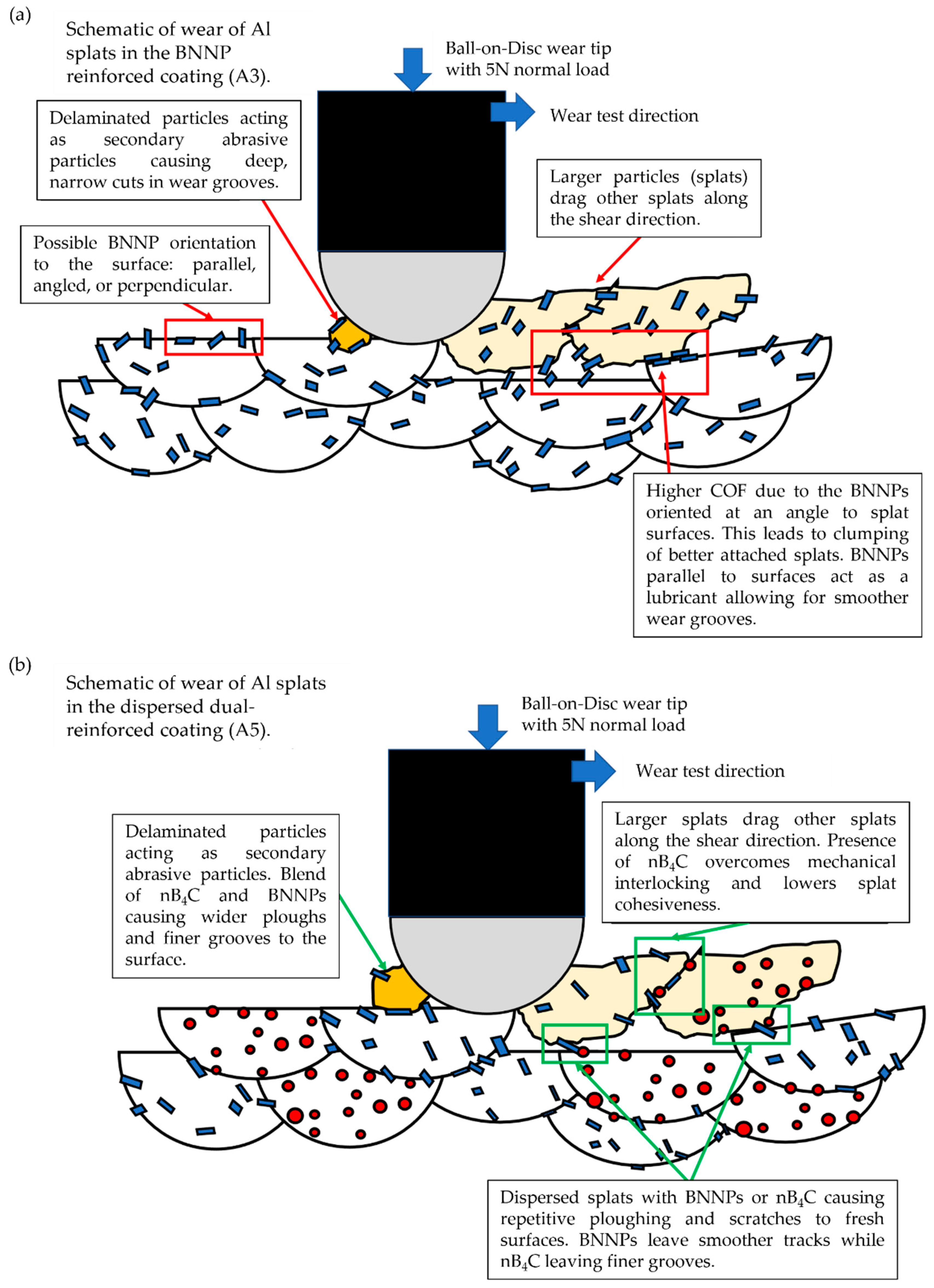
4.2. Discussion of Wear Results
5. Conclusions
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
Appendix A



References
- Raoelison, R.N.; Verdy, C.; Liao, H. Cold Gas Dynamic Spray Additive Manufacturing Today: Deposit Possibilities, Technological Solutions and Viable Applications. Mater. Des. 2017, 133, 266–287. [Google Scholar] [CrossRef]
- Moridi, A.; Hassani-Gangaraj, S.M.; Guagliano, M.; Dao, M. Cold Spray Coating: Review of Material Systems and Future Perspectives. Surf. Eng. 2014, 30, 369–395. [Google Scholar] [CrossRef]
- Hussain, T.; McCartney, D.G.; Shipway, P.H.; Zhang, D. Bonding Mechanisms in Cold Spraying: The Contributions of Metallurgical and Mechanical Components. J. Therm. Spray Technol. 2009, 18, 364–379. [Google Scholar] [CrossRef]
- Champagne, V.K.; Helfritch, D.; Leyman, P.; Grendahl, S.; Klotz, B. Interface Material Mixing Formed by the Deposition of Copper on Aluminum by Means of the Cold Spray Process. J. Therm. Spray Technol. 2005, 14, 330–334. [Google Scholar] [CrossRef]
- Champagne, V.K. The Repair of Magnesium Rotorcraft Components by Cold Spray. J. Fail. Anal. Prev. 2008, 8, 164–175. [Google Scholar] [CrossRef]
- Additive Manufacturing and Obsolescence Management in the Defence Context; Rand Corporation: Santa Monica, CA, USA, 2015.
- Husseini, T. US NAVSEA Develops Cold Spray Technique for Ship Maintenance. Nav. Technol. 2019. [Google Scholar]
- He, L.; Hassani, M. A Review of the Mechanical and Tribological Behavior of Cold Spray Metal Matrix Composites. J. Therm. Spray Technol. 2020, 29, 1565–1608. [Google Scholar] [CrossRef]
- Woo, D.J.; Heer, F.C.; Brewer, L.N.; Hooper, J.P.; Osswald, S. Synthesis of Nanodiamond-Reinforced Aluminum Metal Matrix Composites Using Cold-Spray Deposition. Carbon 2015, 86, 15–25. [Google Scholar] [CrossRef]
- Shao, C.; Zhao, S.; Wang, X.; Zhu, Y.; Zhang, Z.; Ritchie, R.O. Architecture of High-Strength Aluminum–Matrix Composites Processed by a Novel Microcasting Technique. NPG Asia Mater. 2019, 11, 69. [Google Scholar] [CrossRef]
- Vogt, R.; Zhang, Z.; Topping, T.; Lavernia, E.; Schoenung, J. Cryomilled Aluminum Alloy and Boron Carbide Nano-Composite Plate. J. Mater. Process. Technol. 2009, 209, 5046–5053. [Google Scholar] [CrossRef]
- Rawal, S.P. Metal-Matrix Composites for Space Applications. JOM 2001, 53, 14–17. [Google Scholar] [CrossRef]
- Bodunrin, M.O.; Alaneme, K.K.; Chown, L.H. Aluminium Matrix Hybrid Composites: A Review of Reinforcement Philosophies; Mechanical, Corrosion and Tribological Characteristics. J. Mater. Res. Technol. 2015, 4, 434–445. [Google Scholar] [CrossRef] [Green Version]
- Bakshi, S.R.; Wang, D.; Price, T.; Zhang, D.; Keshri, A.K.; Chen, Y.; McCartney, D.G.; Shipway, P.H.; Agarwal, A. Microstructure and Wear Properties of Aluminum/Aluminum–Silicon Composite Coatings Prepared by Cold Spraying. Surf. Coat. Technol. 2009, 204, 503–510. [Google Scholar] [CrossRef]
- Shockley, J.; Strauss, H.; Chromik, R.; Brodusch, N.; Gauvin, R.; Irissou, E.; Legoux, J.-G. In Situ Tribometry of Cold-Sprayed Al-Al2O3 Composite Coatings. Surf. Coat. Technol. 2013, 215, 350–356. [Google Scholar] [CrossRef]
- Xie, X.; Yin, S.; Raoelison, R.; Chen, C.; Verdy, C.; Li, W.; Ji, G.; Ren, Z.; Liao, H. Al Matrix Composites Fabricated by Solid-State Cold Spray Deposition: A Critical Review. J. Mater. Sci. Technol. 2021, 86, 20–55. [Google Scholar] [CrossRef]
- Huang, R.; Sone, M.; Ma, W.; Fukanuma, H. The Effects of Heat Treatment on the Mechanical Properties of Cold-Sprayed Coatings. Surf. Coat. Technol. 2015, 261, 278–288. [Google Scholar] [CrossRef]
- Rokni, M.; Widener, C.; Champagne, V.; Crawford, G. Microstructure and Mechanical Properties of Cold Sprayed 7075 Deposition during Non-Isothermal Annealing. Surf. Coat. Technol. 2015, 276, 305–315. [Google Scholar] [CrossRef]
- Rokni, M.; Widener, C.; Ozdemir, O.; Crawford, G. Microstructure and Mechanical Properties of Cold Sprayed 6061 Al in As-Sprayed and Heat Treated Condition. Surf. Coat. Technol. 2017, 309, 641–650. [Google Scholar] [CrossRef]
- Loganathan, A.; Rengifo, S.; Hernandez, A.F.; Zhang, C.; Agarwal, A. Effect of Nanodiamond Reinforcement and Heat-Treatment on Microstructure, Mechanical and Tribological Properties of Cold Sprayed Aluminum Coating. Surf. Coat. Technol. 2021, 412, 127037. [Google Scholar] [CrossRef]
- Norrell, T.; Ferguson, G.; Ansell, T.; Saladin, T.; Nardi, A.; Nieto, A. Synthesis and Corrosion Behavior of Cold Sprayed Dual Nanoparticle Reinforced Al Coatings. Surf. Coat. Technol. 2020, 401, 126280. [Google Scholar] [CrossRef]
- Oliver, W.C.; Pharr, G.M. An Improved Technique for Determining Hardness and Elastic Modulus Using Load and Displacement Sensing Indentation Experiments. J. Mater. Res. 1992, 7, 1564–1583. [Google Scholar] [CrossRef]
- Page, T.F.; Hainsworth, S.V. Using Nanoindentation Techniques for the Characterization of Coated Systems: A Critique. Surf. Coat. Technol. 1993, 61, 201–208. [Google Scholar] [CrossRef]
- Bull, S. Nanoindentation of Coatings. J. Phys. D Appl. Phys. 2005, 38, R393. [Google Scholar] [CrossRef]
- Hall, A.C.; Cook, D.J.; Neiser, R.A.; Roemer, T.J.; Hirschfeld, D.A. The Effect of a Simple Annealing Heat Treatment on the Mechanical Properties of Cold-Sprayed Aluminum. J. Therm. Spray Technol. 2006, 15, 233–238. [Google Scholar] [CrossRef]
- Grubbs, F.E. Sample Criteria for Testing Outlying Observations. Ann. Math. Stat. 1950, 1, 27–58. [Google Scholar] [CrossRef]
- Grubbs, F.E. Procedures for Detecting Outlying Observations in Samples. Technometrics 1969, 11, 1–21. [Google Scholar] [CrossRef]
- Paul, T.; Zhang, C.; Denis, N.; Boesl, B.; Agarwal, A. Role of Ultrasonic Treatment on Microstructure, Mechanical and Tribological Behavior of 2D Boron Nitride Reinforced Aluminum Composites. Mater. Sci. Eng. A 2021, 809, 140970. [Google Scholar] [CrossRef]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| C1 | C2 | C3 | C4 | C5 |
|---|---|---|---|---|
| As-sprayed | Annealed at 300 °C for 1 h | Annealed at 300 °C for 4 h | Annealed at 500 °C for 1 h | Annealed at 500 °C for 4 h |
| A1 | A2 | A3 | A4 | A5 | |
|---|---|---|---|---|---|
| COF | 0.48 | 0.47 | 0.51 | 0.46 | 0.48 |
| Mass Loss (mg) | 1.24 | 1.54 | 2.54 | 1.50 | 1.56 |
| Specific Wear Rate (mm3/Nm) | 0.00405 | 0.00580 | 0.00596 | 0.00391 | 0.00417 |
| A1_C4 | A2_C4 | A3_C4 | A4_C4 | A5_C4 | |
|---|---|---|---|---|---|
| Average Wear Debris Size (μm) | 107 | 49.5 | 78.7 | 68.9 | 138 |
| σ (μm) | 118 | 69.7 | 98.3 | 99.7 | 109 |
| Max (μm) | 1128 | 840 | 994 | 1202 | 669 |
| Min (μm) | 7.03 | 6.39 | 6.50 | 6.73 | 13.6 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Phua, K.M.; Stapel, T.; Ansell, T.Y. Effect of Heat Treatment on the Mechanical and Tribological Properties of Dual-Reinforced Cold-Sprayed Al Coatings. J. Manuf. Mater. Process. 2023, 7, 32. https://doi.org/10.3390/jmmp7010032
Phua KM, Stapel T, Ansell TY. Effect of Heat Treatment on the Mechanical and Tribological Properties of Dual-Reinforced Cold-Sprayed Al Coatings. Journal of Manufacturing and Materials Processing. 2023; 7(1):32. https://doi.org/10.3390/jmmp7010032
Chicago/Turabian StylePhua, Kia Min, Thomas Stapel, and Troy Y. Ansell. 2023. "Effect of Heat Treatment on the Mechanical and Tribological Properties of Dual-Reinforced Cold-Sprayed Al Coatings" Journal of Manufacturing and Materials Processing 7, no. 1: 32. https://doi.org/10.3390/jmmp7010032
APA StylePhua, K. M., Stapel, T., & Ansell, T. Y. (2023). Effect of Heat Treatment on the Mechanical and Tribological Properties of Dual-Reinforced Cold-Sprayed Al Coatings. Journal of Manufacturing and Materials Processing, 7(1), 32. https://doi.org/10.3390/jmmp7010032