In accordance with the actual FSW process, a self-similar and self-stabilizing behavior was found throughout all the test series. This section initially provides a fundamental characterization of the frictional system based on one example test series. Afterwards, this characterization is extended to results from other test series, considering further influences and their effects, such as tool geometry or relative velocity. Based on these findings, an extended analysis of the local frictional conditions, the material behavior in the contact zone, and the induced material flow is provided.
4.1. Characterization of Frictional Behavior Based on Example Test Series
Directly after the initial contact between tool and workpiece, the frictional system is inevitably controlled by oxide or adsorption layers. These layers have to be broken up before metallic contact between the tool and substrate aluminum (and as such the FSW process itself) can be established. This change of the frictional system from being controlled by ambient oxides to being controlled by the metallic aluminum substrate represents a
friction transition in tribology terms [
16]. The transition includes wear processes such as breaking-in, running-in, or wearing-in.
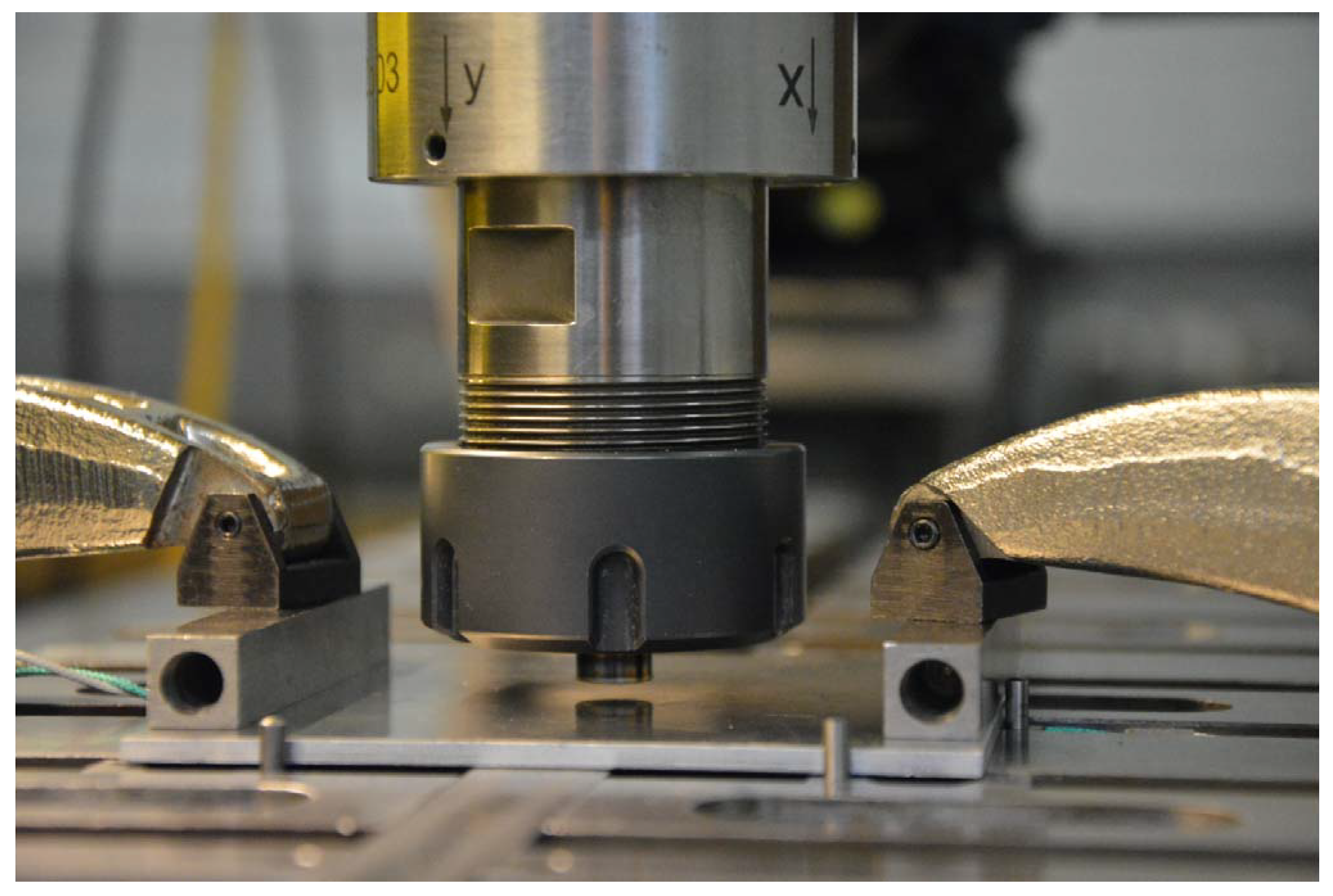
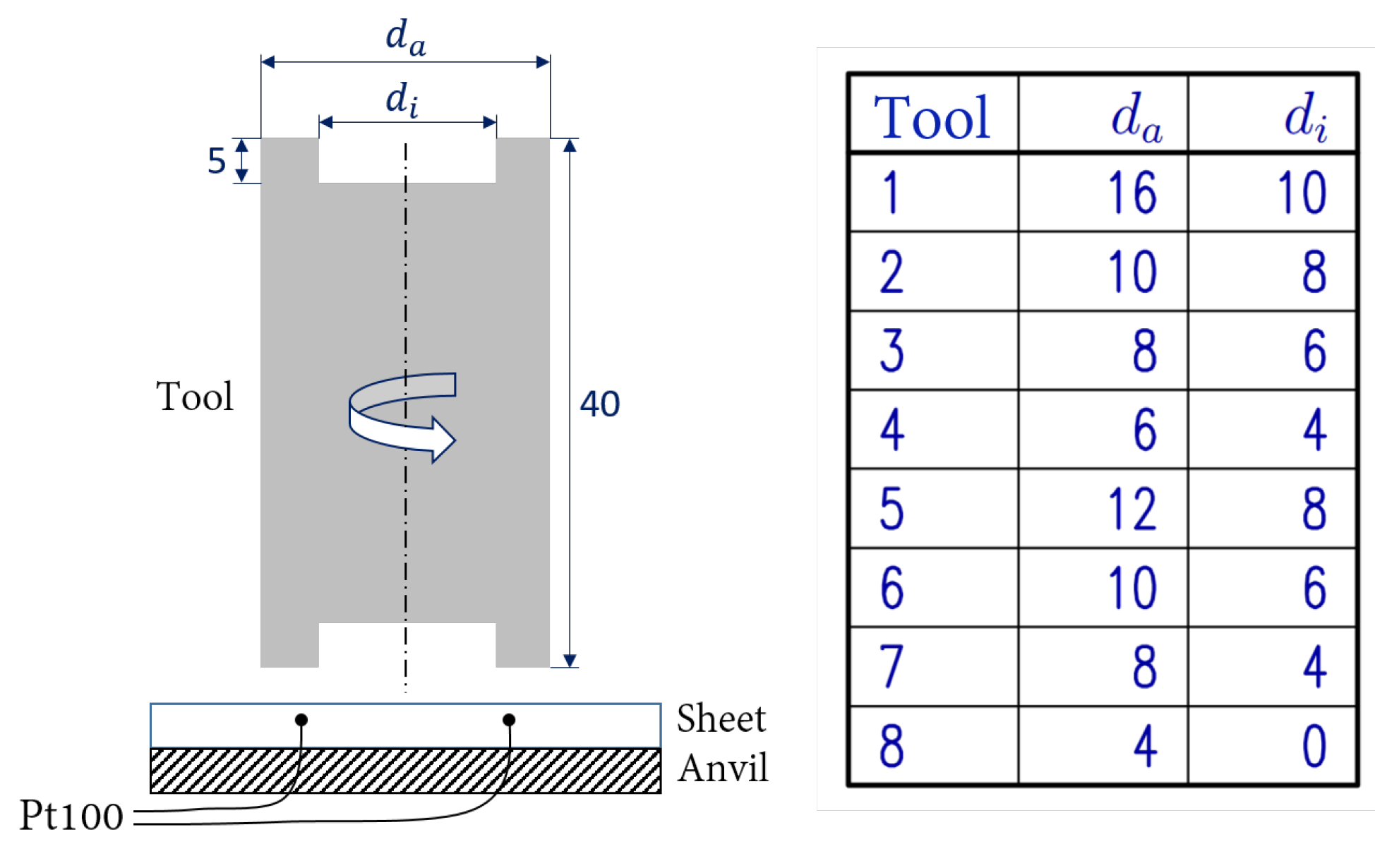
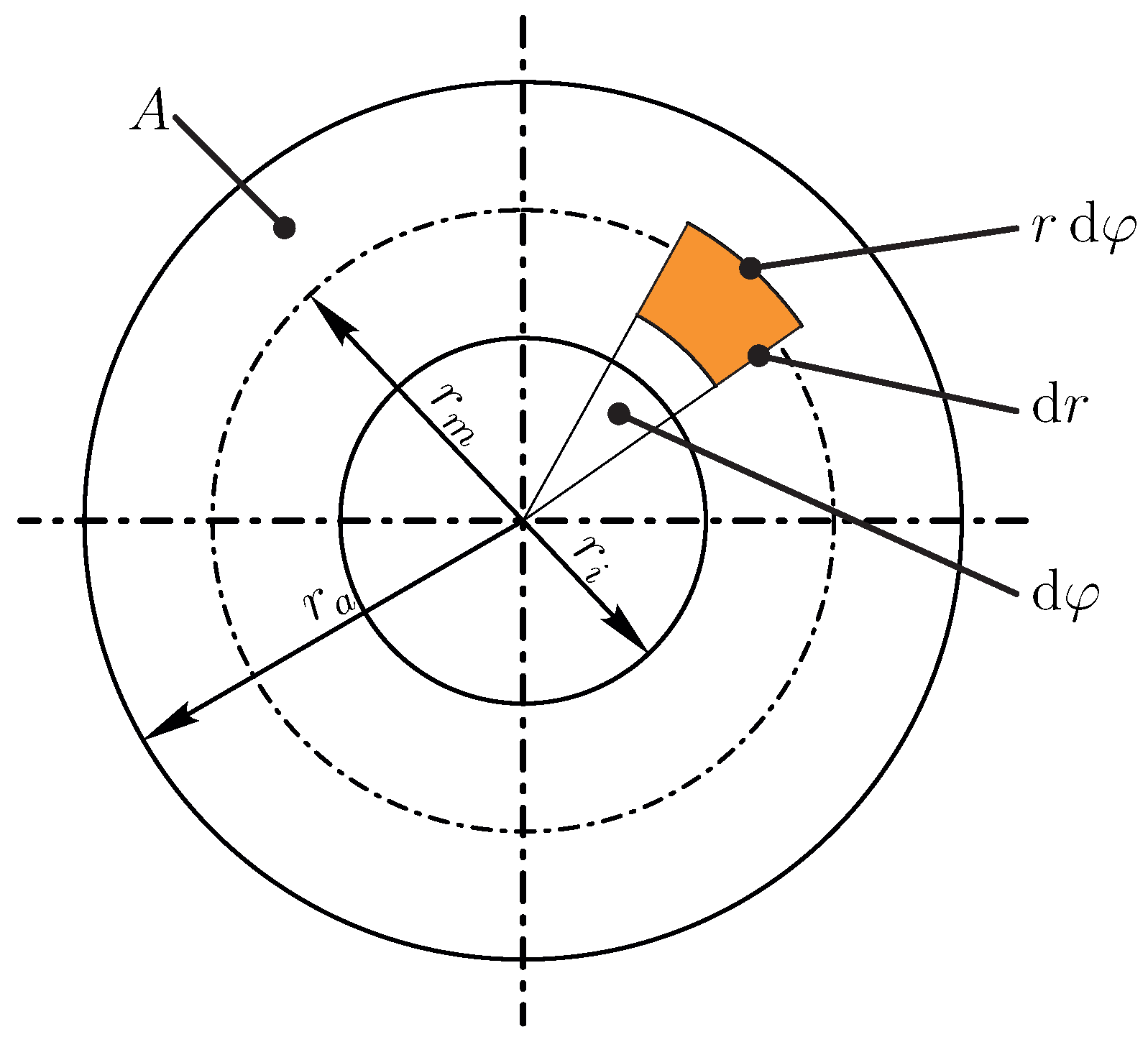
Figure 5 shows an overview of the resulting surfaces and the course of friction coefficients and temperatures for an example test series. For this series, the inner and outer diameters of the tool were about 10 and 16 mm respectively. The exact wall thickness was between 3.07 mm and 3.14 mm, resulting in an area of
. The spindle speed during the experiments was set to 500 rpm, resulting in a relative velocity of about 350 mm/s.
Table 2 summarizes the parameter sets of the test series.
From the results of the surfaces shown, it can be seen that contact pressures up to 25 MPa essentially result in wear of the oxides only. Comparatively low contact pressures of 5 MPa (R 90) initially result in abrasion or surface fatigue wear mechanisms and the subsequent formation of a particle layer (debris) between the tool and workpiece.
With increasing contact pressure, this debris layer is pushed further into the sheet and the remaining oxides. This results in further abrasive mechanisms such as
micro-grooving or
plowing, cf. [
16,
17]. These can be identified by the circular grooves in the surfaces of the samples R 92 and R 94 shown in
Figure 5. With increasing contact pressure and as more and more oxide is broken up, the amount of debris exiting the contact area and accumulating around it increases as well.
All of these processes are directly reflected in the resulting frictional forces. In general, the stochastic nature of the wear processes of the oxide results in localized microscopic impacts and vibrations which affect and interact with the frictional system and the machinery. This is particularly the case if the contact pressure is kept low and the contact between the workpiece and tool is barely initiated. The result is high scattering and unpredictable frictional forces. A typical example of this is the course of the friction coefficient
for experiment R 90, which resulted in only a moderately worn surface (
Figure 5). As the contact pressure is increased, the wear processes stabilize and micro-perturbations decrease. After this, the frictional forces increase almost linearly with the contact pressure. However, a slight increase in the friction coefficient with increasing contact pressure can be found when comparing R 92, R 94, and R 95. Overall, the oxide-controlled frictional system can be characterized by comparable low frictional forces, with friction coefficients
typically ranging between 0.15 and 0.5. Corresponding to these low frictional forces, the heat input stays relatively low, e. g. for R 90 less than 90 W overall or 0.7
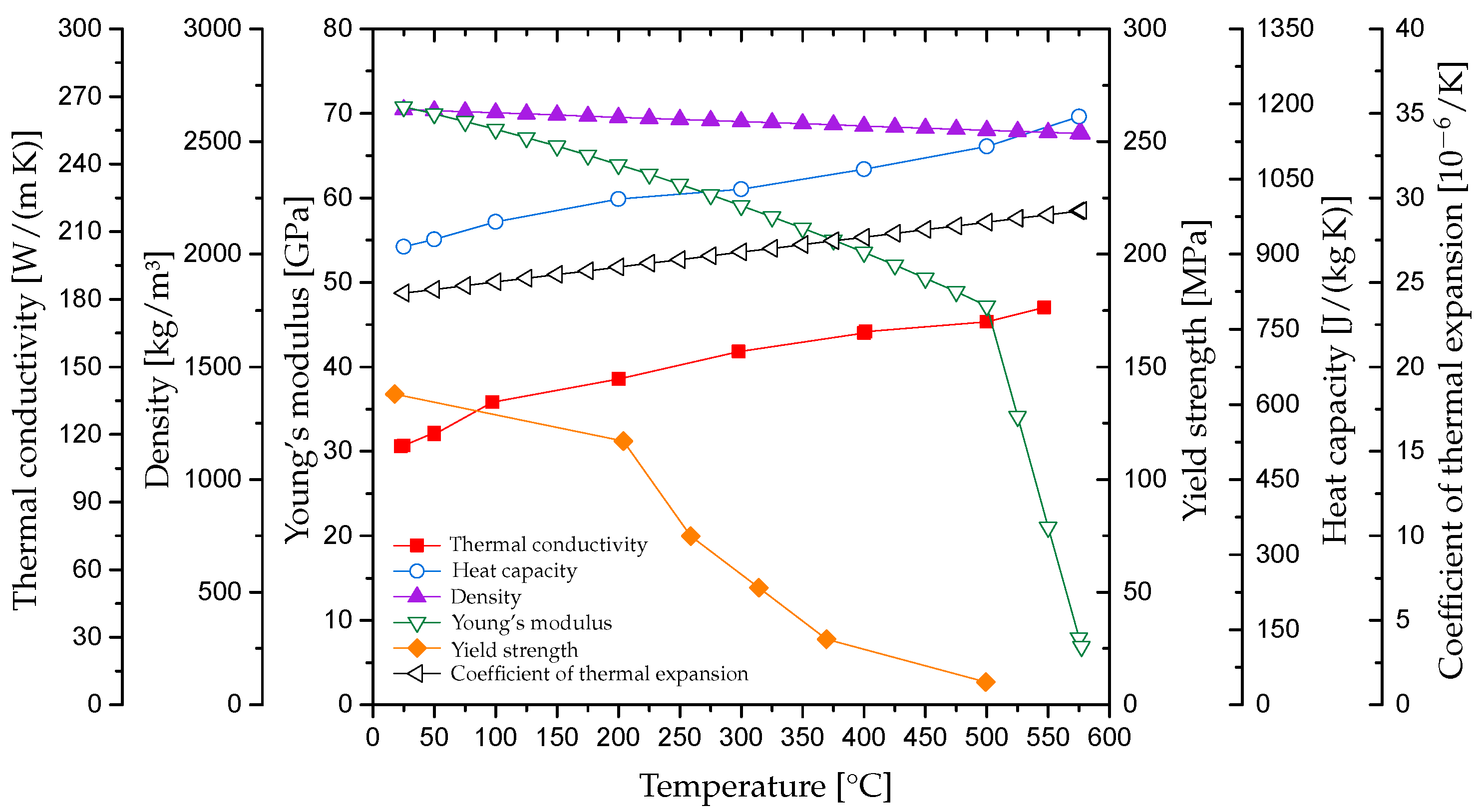
. Due to the high thermal conductivity of the substrate, a temperature equilibrium is reached quickly during the experiments. In this regime the resulting temperatures stay below 200 °C and so do not cause a significant softening of the alloy, cf.
Figure 3.
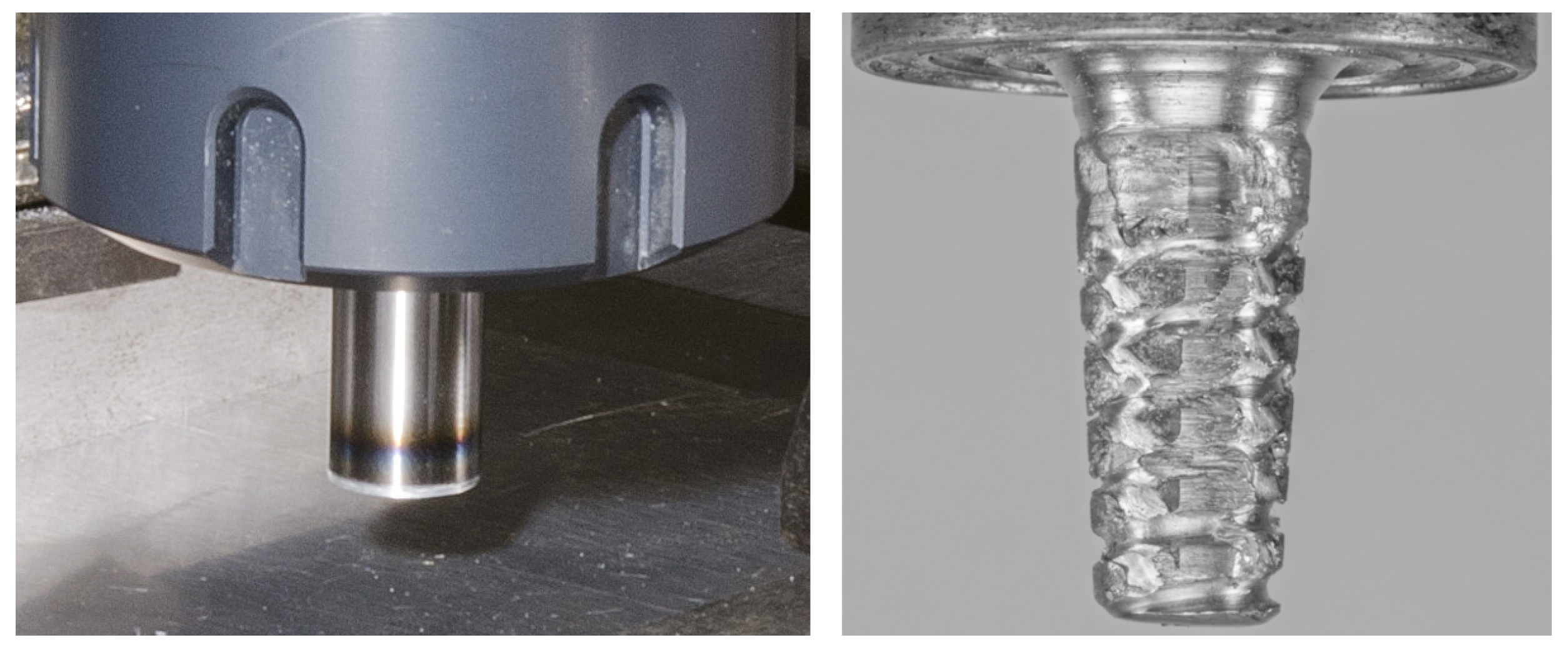
As the contact pressure is further increased, another wear mechanism evolves and becomes dominant. As temperatures reach the softening range of the AA 5182 alloy, the aluminum substrate starts to plastically deform below the oxide and the tool starts penetrating into the sheet. Since, compared to the base material, the oxide layer is very brittle, it cannot follow the aluminum’s plastic deformation; therefore, it breaks up and is quickly dispersed. The removal of the oxide results in a direct metallic contact between the aluminum and the tool. As a result of the high local contact pressure and temperature [
16], strong interfacial bonds are initiated, leading to an
adhesion of the aluminum to the tool, cf.
Figure 6. This is the beginning of the friction transition. Significantly higher tool forces are needed for dragging and shearing the adherent aluminum compared to the action of sliding over oxides. This results in self-reinforcing effects in two ways; first, the increase in frictional forces directly increases the heat input which further softens the aluminum locally; second, the strong plastic deformation of the aluminum being dragged with the tool efficiently breaks up and disperses any remaining oxides. The interplay of both effects results in rapid growth of the metallic contact area between the aluminum substrate and the tool, which in turn enhances both processes, i. e. a positive feedback loop is created.
In the case of R 95, this friction transition can be clearly recognized from the curve of the frictional coefficient, as shown in
Figure 5. After about 6 s, the linear relationship of frictional and normal forces seen in the oxide-controlled experiments suddenly comes to an end. Almost instantaneously, the frictional coefficient doubles, followed by a further increase to about 250% of its initial value, as can be seen in
Figure 5. To the same extent, the energy intensity increases from around 6
to almost 15
, an increase from around 750 to 1750 W overall. With an effective shear stress in the contact zone of now almost 40 MPa, the heat generation is approximately twenty times higher than in experiment R 90. Consequently, the temperature rises from about 200 °C to 425 °C. By the end of the transition, the frictional system is fully controlled by the behavior of the aluminum substrate. This situation has the following consequences: as the aluminum softens with increasing temperature, its resistance to mechanical deformation, and thus the heat input of the process, decreases. The result of this is an equilibrium of forces, heat balance, and temperature, which is well known from the actual FSW process. This interplay can be recognized in experiment R 95; about seven seconds after the transition (at 13 s overall) the friction coefficient starts to decline slightly, while the slope of the temperature rise flattens out. Due to this system behavior the heat input is self-limiting, resulting in asymptotic temperature curves not reaching the melting interval of the alloy.
Figure 5 provides an overview of the surface of R 95 after the friction transition. Its white metallic shine clearly distinguishes it from the surfaces of R 90, R 92, and R 94, and strongly resembles the surface of real FSW seams. No remaining oxide layers can be identified within the former contact area. Moreover, the penetration of the tool into the aluminum sheet is clearly visible. Due to its geometry, the hollow cylindrical tool leaves a prominent elevation in the center that is covered by dispersed oxides.
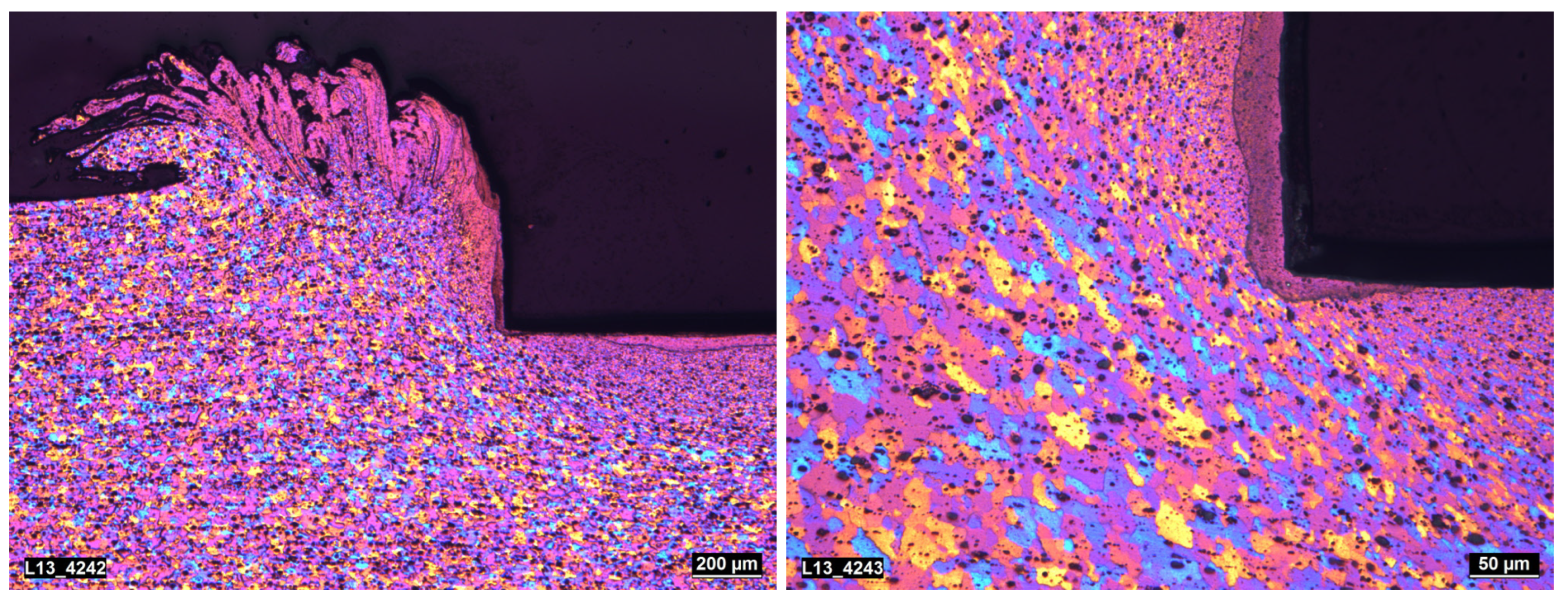
Figure 7 shows a barker-etched cross-section of sample R 95. In addition to the penetration of the tool into the sheet and the accumulation of oxides, another effect known from the actual FSW process can be recognized from the micro-structure; due to the severe plastic deformation of the material and the simultaneous heat impact, grain refinement is induced in the vicinity of the contact surfaces (continuous dynamic recrystallization—CDRX).
The metal-controlled frictional system is clearly distinguished from the oxide-controlled one in several ways: first, by significantly higher friction coefficients with an associated higher heat input; second, by a material transfer of the aluminum to the tool surface due to high local temperatures and pressures; third, by being controlled by the material behavior of the substrate, thus by a self-stabilizing behavior involving an equilibrium of forces, heat balance, and temperatures; and fourth, by the stabilization of the frictional system with the transition to being metal-controlled. This stabilization is reflected in the significantly lower scattering of frictional forces compared to the oxide-controlled frictional system. A short example video of a friction transition with the stabilization of the contact area is available in the data repository, along with unfiltered force diagrams showing the large degree of scattering; see [
12].
4.2. Results from Further Test Series: Influences, Effects, and Correlations
Up to this point the focus of the characterization of the frictional system has concentrated on the behavior during the friction transition and the subsequent self-stabilizing phase. In the following section, this analysis is extended to cover two further aspects of the process: first, how the frictional system is influenced when geometrical boundary conditions are varied (contact area, relative velocity, etc.), and second, how the system behaves when the load is increased beyond the level needed for a frictional transition.
Table 3 provides an overview of the results of three tool geometries at different pressures and speeds. All combinations shown in the table achieved a friction transition. Images of all the surfaces involved are available in the data repository together with additional diagrams for experiments
to
. As stated before, all the experiments showed a similar behavior with the main differences being how quickly the wear transition was initiated and how long it took until an equilibrium of forces and temperature was reached (
Figure 8).
For experiment , the same tool geometry was used as for the previous series. For direct comparison, experiment R 95 is included in the table with its tool number 1 as . Both experiments are comparable since they were the first in their respective series, 500 and 1500 rpm, to achieve a wear transition. It can be clearly seen that at higher relative velocities, the friction transition can be achieved at a lower normal pressure. While at 500 rpm (350 mm/s) at least 30 MPa is needed, 20 MPa is sufficient at 1500 rpm (1020 mm/s). In comparison, experiment R 94 with a higher pressure of 25 MPa but a rotational velocity of only 500 rpm was not able to initiate a wear transfer and remained oxide controlled. Moreover, the higher rotational speed experiment had a significantly lower effective shear stress in the contact zone and a smaller friction coefficient after the wear transition compared to . With an overall heat input of 1300 W, the temperature of ranged around 305 °C at the end of the experiment, which is significantly below the temperature reached in the slower rotational speed sample (1750 W/425 °C).
The findings of this direct comparison can be further generalized and extended by analyzing the results for tool geometries 2 and 6, shown in
Table 3. With an outer diameter of 10 mm, both tools are significantly smaller than tool 1. Tool 2 has an inner diameter of 8 mm, i.e., a wall thickness of 1 mm and a contact area of
. Tool 6, with an inner diameter of 6 mm, has a wall thickness of 2 mm and a contact area of
.
From the results shown in
Table 1, the following general relationships can be identified: after the friction transition, an increase of the normal pressure at the same relative velocity results in higher shear stresses and temperatures (cf.
–
–
). As shown in these three experiments, the friction coefficient is not necessarily affected by this. Reduced friction coefficients are the result when the additional pressure causes the temperature to rise into the thermal softening range of the alloy, which in turn reduces its capacity for mechanical resistance (cf.
and
). However, the frictional coefficient reductions found during the experiments were always smaller than the relative increase in normal pressure; thus, the effective shear stress was increased. For example, when the normal pressure was increased by 60% from 25 to 40 MPa (
to
), the friction coefficient decreased by about 25%. However, because the effective shear stress simultaneously increased by around 18%, the heat input rose to the same extent, from about 740 to 875 W. A finer gradation of this effect can be recognized when comparing experiments
and
. As with the normal pressure, increasing the relative velocity causes an increase in heat input, and thus the temperature. Simultaneously, there is a reduction of the effective shear stress. Increasing the relative velocity by 50% at 40 MPa from 420 to 630 mm/s (
to
) results in a reduction of the effective shear stress from 34 to 27 MPa (−21%). The combination of both effects results in an increase of the heat input from 700 to 875 W (+24%) and a rise in the temperature from 300 to 350 °C.
Comparing the experiments, the sensitivity of the heat input to changing relative velocity or normal pressure is found to be comparable. Furthermore, it should be emphasized that after the frictional transition, there is no linear relationship between a change in speed or contact pressure and the change in heat input. Again, the reason for this can found in the response of the material, i.e., the self-stabilizing behavior of the process. In analyzing the first experiments of each series achieving a friction transition, e.g., , , and , a strong synergistic effect between contact pressure and velocity can be stated generally, with higher velocities requiring lower normal pressure to achieve a friction transition and vice versa.
Additional characteristics of FSW’s frictional system can be identified by comparing results across tool geometries. For example, experiments and have the same relative velocity of 350 mm/s; nevertheless, more than twice the normal pressure of was required to achieve a frictional transition in the case of . The reason for this can be found in the more than 75% reduction in contact area and 67% reduction in wall thickness of tool 2. At , the energy intensity for tool 2 is significantly higher than for tool 1 (≈15 ), while the overall heat input of 765 W is significantly lower (tool 1: 1750 W). This results in lower temperatures and a reduced softening of the alloy. Another example of the influence of tool geometry can be found in the comparison of experiment with . In both experiments, the same temperature was reached at the measuring location after 20 s. However, for generating the required heat input of 990 W, an intensity of was needed for tool 2. This is more than double the value required for tool 1. Generally, it has to be emphasized that despite the high variance of the input variables a comparatively homogeneous temperature range is found across the experimental series. In contrast to this, the friction coefficients show a large scatter, with an interval ranging from 0.45 to 1.22.
4.3. Extended Considerations, Multi-Layer Shearing, and Link to Material Flow
In the previous sections, the general character of FSW’s frictional system and its influences has been clarified. One important characteristic aspect stands out as being of major importance, namely, transition of the system to being controlled by the aluminum adhering to the tool. This section addresses the reasons why such interfacial bonds form and then focuses on the implications for the FSW process.
In general, material transfer during frictional contact requires the formation of interfacial bonds, which have to be stronger than the inherent cohesion of the adhering material, i.e., its strength [
18,
19]. For such transfer and adhesion processes, the following relationships are known from the tribological literature:
The adhesion tendency increases with decreasing hardness [
20,
21].
The adhesion tendency increases depending on the lattice structure in the following order:
hcp-
bcc-
fcc [
17,
22]. The reason for this is the different number of available slip planes, which influences the formation of the true contact surface.
The adhesion strength increases in the following order:
transition metals-
noble metals-
metals of the boron group, depending on their electron configuration and the associated possible bonding modes [
18].
The adhesion tendency increases with increasing contact temperature and with increasing contact pressure [
16,
17].
From this compilation, the high suitability of tool adhesion for materials commonly joined by FSW is obvious. Aluminum, for example, is typically FS welded at absolute temperatures of 0.6–0.8
and normal pressures in the mid-two digit MPa range [
4]. Aluminum has an fcc lattice structure and belongs to the boron group. In addition, with increasing temperatures, additional slip planes are activated in the material, further promoting the formation of interfacial bonds between the tool and workpiece. Moreover, it is clear from the above that the FSW tool material has to have a significantly higher hardness and strength than the processed material at processing temperatures.
As has been described on the basis of experiment R 95, the consequences of material adhering to the tool are extensive. Deeper material layers become involved in the development of the frictional contact when they are dragged along and deformed by the tool’s movement, leading to
multi-layer shearing [
16] of the softer contact partner. As a result, shearing and heat generation after the transition no longer takes place at the contact surfaces of the friction partners only, but also inside the workpiece itself, leading to a more diffuse heat input.
Figure 9 provides an example of how the FSW material flow around the tool is stimulated by multi-layer shearing; the figure shows a macro-level top view along the welding direction in the middle of a 3 mm deep weld. It can be seen that in front of the tool, even before making contact with the pin, the joint line is deflected by the material flow in the direction of rotation (white arrows). It is then entrained and drawn into the actual joining zone next to, or behind, the tool. During this process, a gradual mechanical disintegration of the oxides occurs. Parts of the original oxide layers may still be identified up to a rotation around the tool of about 270°. After this, no oxide fragments are visible (optical resolution ≈ 0.5 to 1.5 µm). In the example shown, a rotating cylinder forms that has a minimum extension in front of the tool of about 350 µm. This corresponds to an increase in the effective area of the tool of about 15%. Behind the tool, an expansion of slightly more than 500 µm (almost 25%) is achieved.
Adhesion and multi-layer shearing provide an explanation for the lifetime of FSW tools as well. In well-adjusted FSW applications, tools may last up to a few kilometers of weld seam length in aluminum. But even if a usable distance of only 500 m and a welding speed of 2 m/min are considered, this means a contact time between tool and workpieces of more than 4 h. Especially for tools with detailed active material flow structures, such lifetimes could not be possible for steady contact of the tool material with the very hard aluminum oxides under FSW conditions. This point is supported by the fact that when the contact between tool and oxide is enforced, e.g., by welding oxide-reinforced aluminum alloys [
23,
24], tools wear out rapidly and fail after a few meters. The reason for the comparatively low wear of FSW tools is explained by the co-rotating material flow, which prevents contact with oxides and so protects the tool and its geometrical structures.














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}