
Investigation of LCD 3D Printing of Carbon Fiber Composites by Utilising Central Composite Design


Abstract
:1. Introduction
2. Material and Methods
2.1. Carbon Fiber
2.2. ABS-like Photopolymer Resin
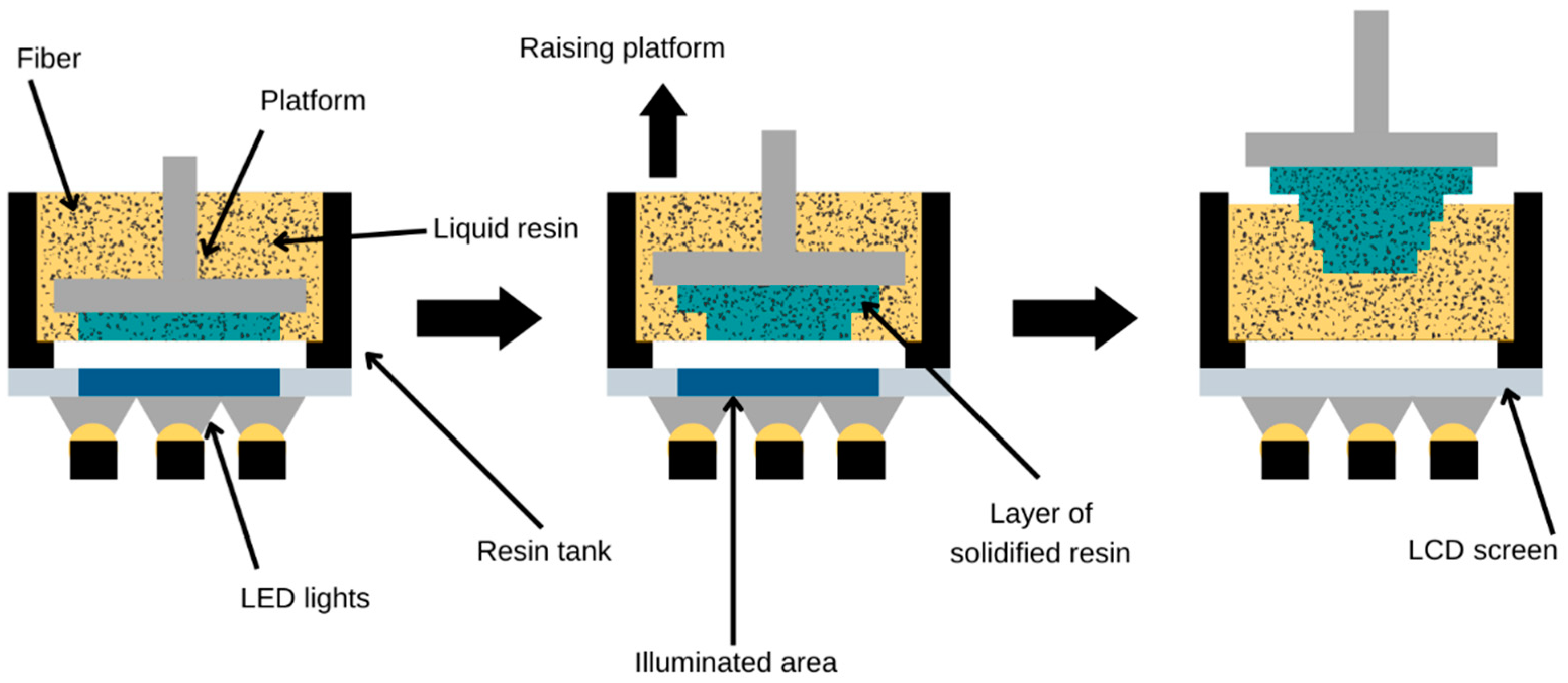
2.3. Stereolithographic 3D Printing
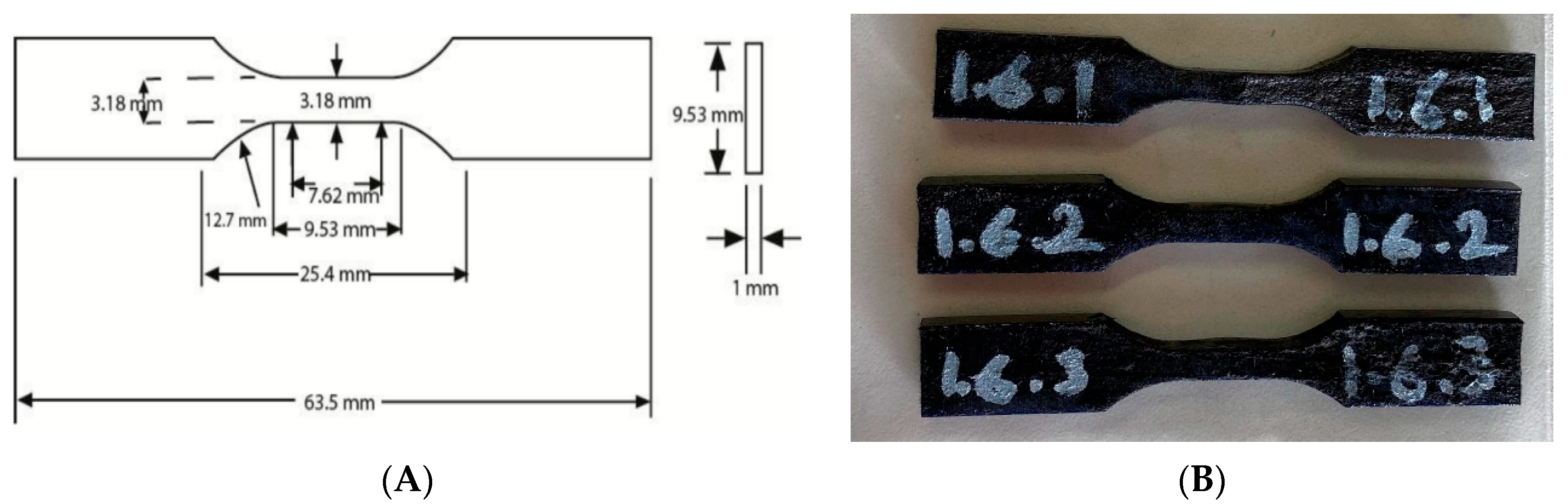
2.4. Specimen Manufacturing
2.5. Design of Experiments (DoE) Using Q-DAS
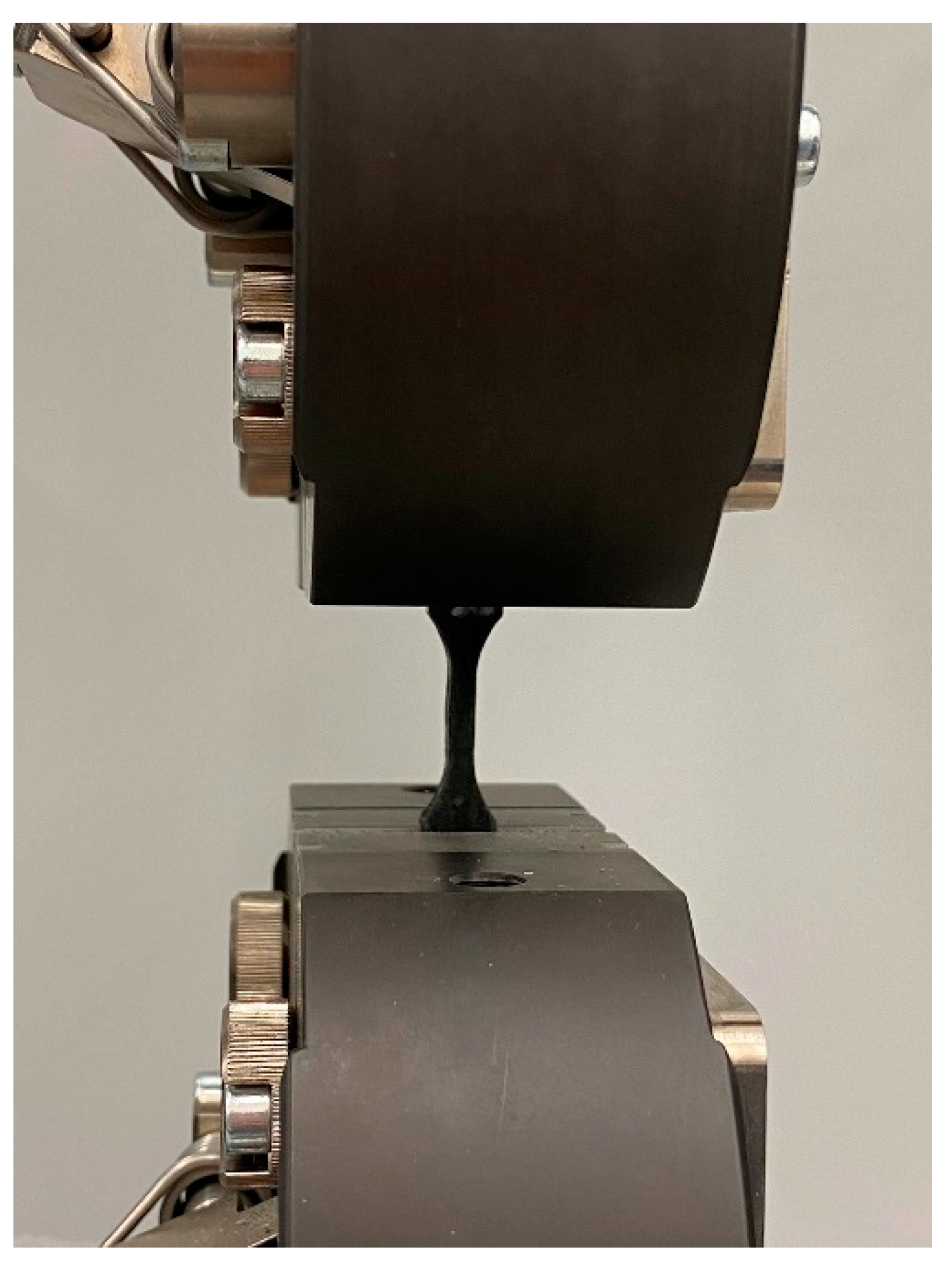
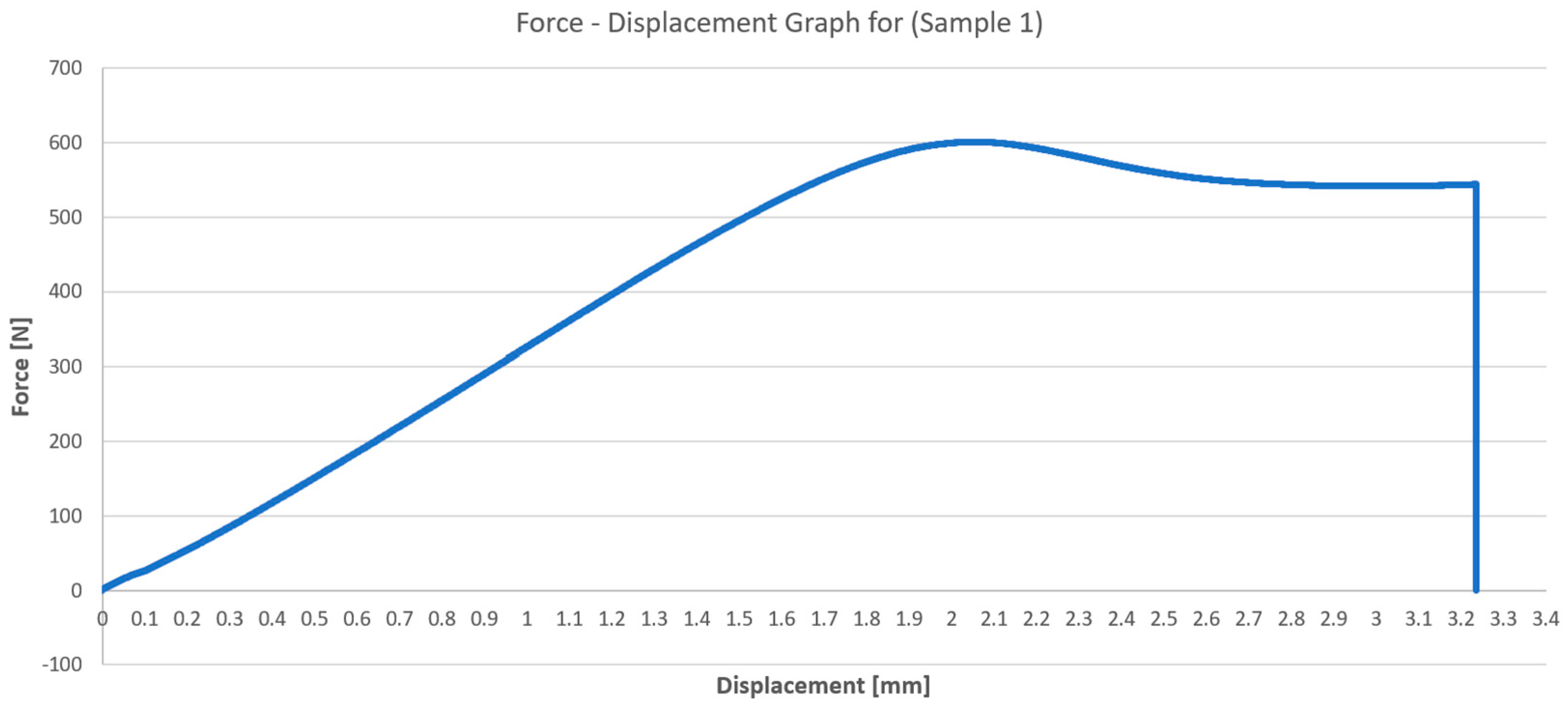
2.6. Mechanical Tests
3. Results and Discussion
3.1. Composite Material 3D Printing
3.2. Mechanical Characteristics of the Specimens
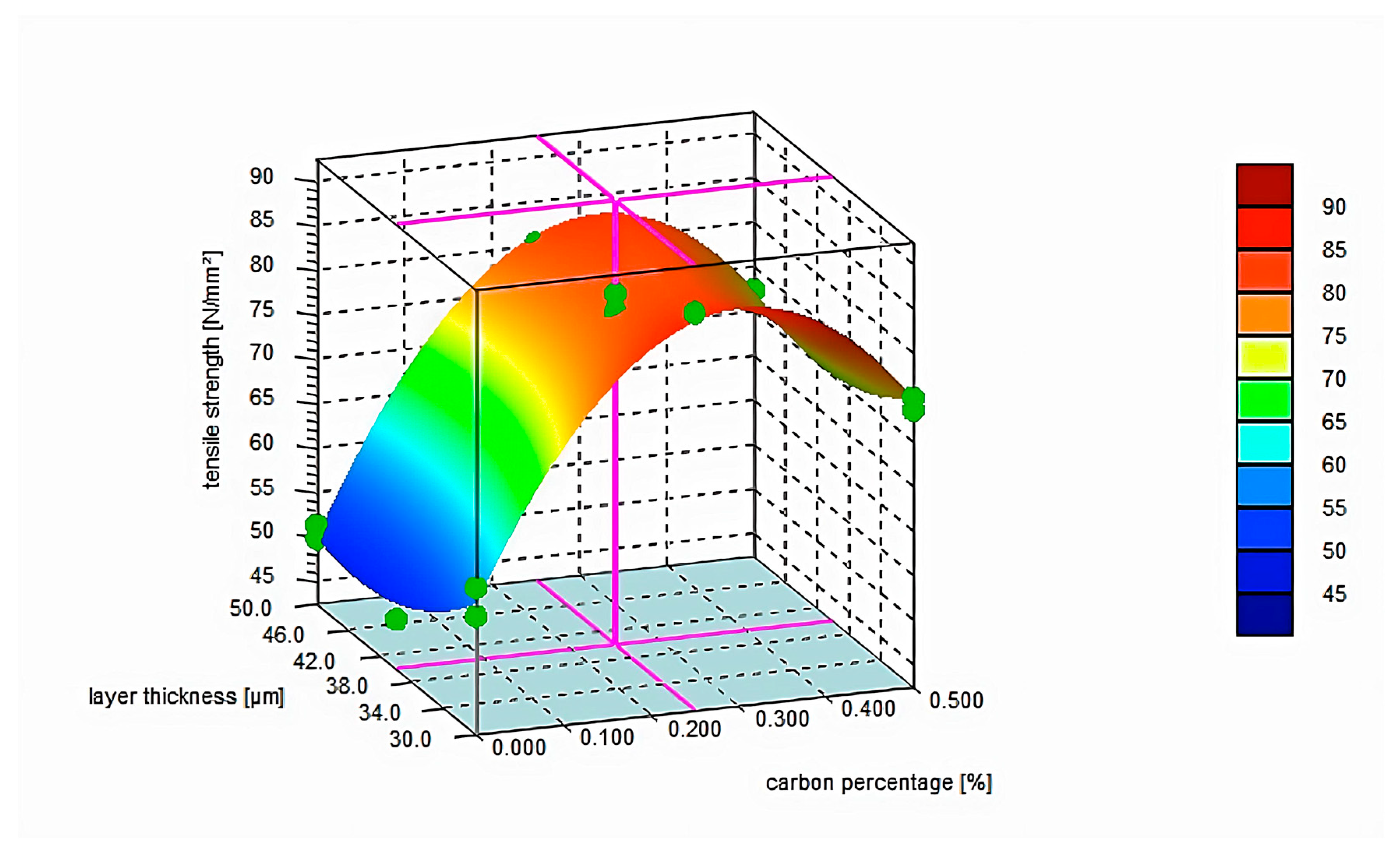
3.2.1. Effect of Carbon Fiber Percentages on the Tensile Test Results
3.2.2. Influence of Layer Thickness on the Tensile Strength
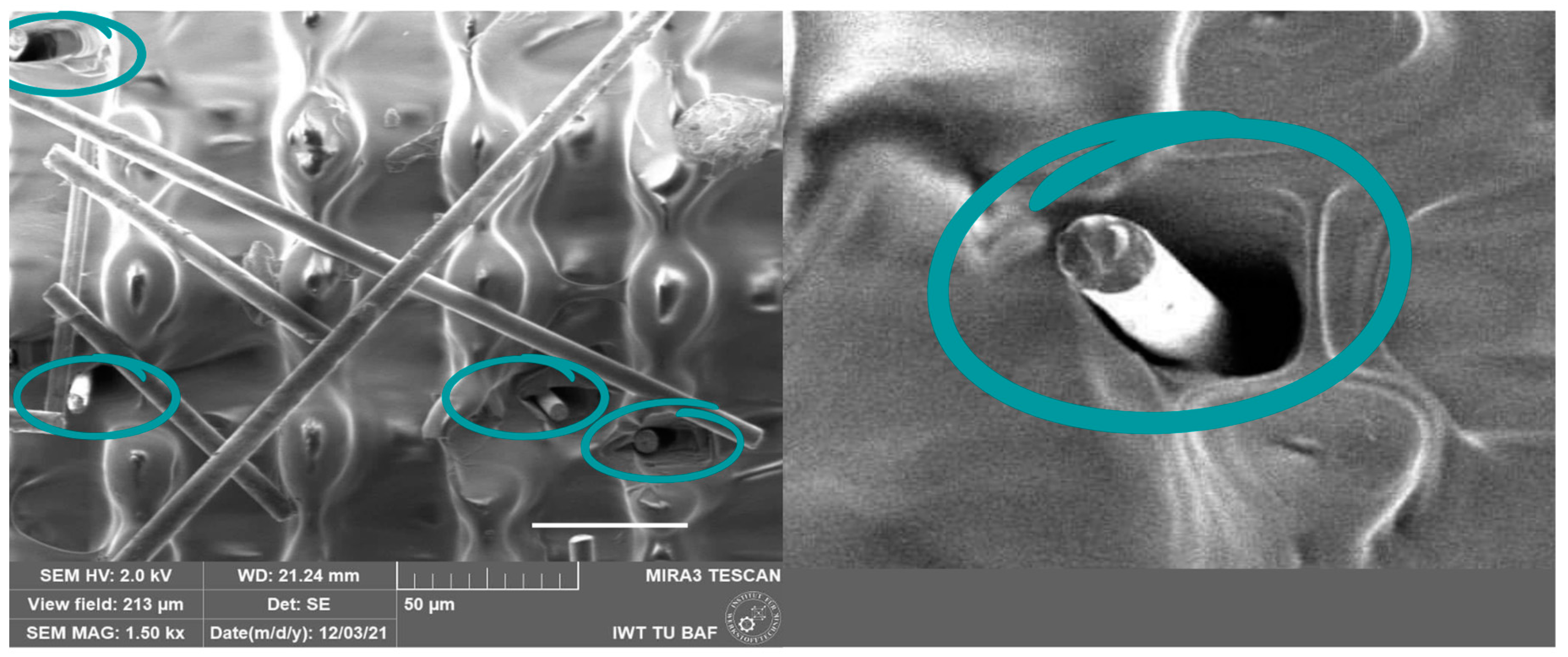
3.3. Sectional Examination of the Specimens
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Steenhuis, H.-J.; Fang, X.; Ulusemre, T. Global Diffusion of Innovation during the Fourth Industrial Revolution: The Case of Additive Manufacturing or 3D Printing. Int. J. Innov. Technol. Manag. 2020, 17, 2050005. [Google Scholar] [CrossRef]
- Spencer, O.O.; Yusuf, O.T.; Tofade, T.C. Additive Manufacturing Technology Development: A Trajectory towards Industrial Revolution. Am. J. Mech. Ind. Eng. 2018, 3, 80. [Google Scholar]
- Ngo, T.D.; Kashani, A.; Imbalzano, G.; Nguyen, K.T.Q.; Hui, D. Additive manufacturing (3D printing): A review of materials, methods, applications and challenges. Compos. Part B Eng. 2018, 143, 172–196. [Google Scholar] [CrossRef]
- Kumar, S.; Kruth, J.-P. Composites by rapid prototyping technology. Mater. Des. 2009, 31, 850–856. [Google Scholar] [CrossRef]
- Razavykia, A.; Brusa, E.; Delprete, C.; Yavari, R. An Overview of Additive Manufacturing Technologies—A Review to Technical Synthesis in Numerical Study of Selective Laser Melting. Materials 2020, 13, 3895. [Google Scholar] [CrossRef]
- Fu, Y.F.; Rolfe, B.; Chiu, L.N.; Wang, Y.; Huang, X.; Ghabraie, K. Design and experimental validation of self-supporting topologies for additive manufacturing. Virtual Phys. Prototyp. 2019, 14, 382–394. [Google Scholar] [CrossRef]
- Fu, S. Effects of Fiber Length and Fiber Orientation Distributions on the Tensile Strength of Short-fiber-reinforced Polymers. Compos. Sci. Technol. 1996, 56, 1179–1190. [Google Scholar] [CrossRef]
- Blanco, I. The Rediscovery of POSS: A Molecule Rather than a Filler. Polymers 2018, 10, 904. [Google Scholar] [CrossRef] [Green Version]
- El Moumen, A.; Tarfaoui, M.; Lafdi, K. Additive manufacturing of polymer composites: Processing and modeling approaches. Compos. Part B Eng. 2019, 171, 166–182. [Google Scholar] [CrossRef]
- Blok, L.G.; Longana, M.L.; Yu, H.; Woods, B.K.S. An investigation into 3D printing of fiber reinforced thermoplastic composites. Addit. Manuf. 2018, 22, 176–186. [Google Scholar]
- Kabir, S.M.F.; Mathur, K.; Seyam, A.F.M. A critical review on 3D printed continuous fiber-reinforced composites: History, mechanism, materials and properties. Compos. Struct. 2020, 232, 111476. [Google Scholar] [CrossRef]
- Naranjo-Lozada, J.; Ahuett-Garza, H.; Orta-Castañón, P.; Verbeeten, W.M.H.; Sáiz-González, D. Tensile properties and failure behavior of chopped and continuous carbon fiber composites produced by additive manufacturing. Addit. Manuf. 2019, 26, 227–241. [Google Scholar] [CrossRef]
- Shahrubudin, N.; Lee, T.; Ramlan, R. An Overview on 3D Printing Technology: Technological, Materials, and Applications. Procedia Manuf. 2019, 35, 1286–1296. [Google Scholar] [CrossRef]
- Zindani, D.; Kumar, K. An insight into additive manufacturing of fiber reinforced polymer composite. Int. J. Lightweight Mater. Manuf. 2019, 2, 267–278. [Google Scholar] [CrossRef]
- Parandoush, P.; Lin, D. A review on additive manufacturing of polymer-fiber composites. Compos. Struct. 2017, 182, 36–53. [Google Scholar] [CrossRef]
- Kumar, S.; Hofmann, M.; Steinmann, B.; Foster, E.J.; Weder, C. Reinforcement of stereolithographic resins for rapid prototyping with cellulose nanocrystals. ACS Appl. Mater. Interfaces 2012, 4, 5399–5407. [Google Scholar] [CrossRef]
- Chiu, S.-H.; Wicaksono, S.T.; Chen, K.-T.; Chen, C.-Y.; Pong, S.-H. Mechanical and thermal properties of photopolymer/CB (carbon black) nanocomposite for rapid prototyping. Rapid Prototyp. J. 2015, 21, 262–269. [Google Scholar] [CrossRef]
- Compton, B.G.; Lewis, J.A. 3D-printing of lightweight cellular composites. Adv. Mater. 2014, 26, 5930–5935. [Google Scholar] [CrossRef]
- Bhaskar, R.; Butt, J.; Shirvani, H. Investigating the Properties of ABS-Based Plastic Composites Manufactured by Composite Plastic Manufacturing. J. Manuf. Mater. Process. 2022, 6, 163. [Google Scholar] [CrossRef]
- Park, S.; Shou, W.; Makatura, L.; Matusik, W.; Fu, K.K. 3D Printing of Polymer Composites: Materials, Processes, and Applications. Matter 2022, 5, 43–76. [Google Scholar] [CrossRef]
- Dul, S.; Fambri, L.; Pegoretti, A. Fused deposition modelling with ABS-graphene nanocomposites. Compos. Part A 2016, 85, 181–191. [Google Scholar] [CrossRef]
- Kidalov, S.; Voznyakovskii, A.; Vozniakovskii, A.; Titova, S.; Auchynnikau, Y. The Effect of Few-Layer Graphene on the Complex of Hardness, Strength, and Thermo Physical Properties of Polymer Composite Materials Produced by Digital Light Processing (DLP) 3D Printing. Materials 2023, 16, 1157. [Google Scholar] [CrossRef] [PubMed]
- Matsuzaki, R.; Ueda, M.; Namiki, M.; Jeong, T.-K.; Asahara, H.; Horiguchi, K.; Nakamura, T.; Todoroki, A.; Hirano, Y. Three-dimensional printing of continuous-fiber composites by in-nozzle impregnation. Sci. Rep. 2016, 6, 23058. [Google Scholar] [CrossRef] [Green Version]
- Badanova, N.; Perveen, A.; Talamona, D. Study of SLA Printing Parameters Affecting the Dimensional Accuracy of the Pattern and Casting in Rapid Investment Casting. J. Manuf. Mater. Process. 2022, 6, 109. [Google Scholar] [CrossRef]
- Baek, D.-M.; Park, J.-K.; Son, S.-A.; Ko, C.-C.; Garcia-Godoy, F.; Kim, H.-I.; Kwon, Y.H. Mechanical properties of composite resins light-cured using a blue DPSS laser. Lasers Med. Sci. 2013, 28, 597–604. [Google Scholar] [CrossRef]
- Dawan, F.; Givens, M.; Williams, L.; Mensah, P. Carbonated 3D-Printable Polymer Composite for Thermo-Mechanically Stable Applications. J. Manuf. Mater. Process. 2022, 6, 66. [Google Scholar] [CrossRef]
- Sugiyama, K.; Matsuzaki, R.; Ueda, M.; Todoroki, A.; Hirano, Y. 3D printing of composite sandwich structures using continuous carbon fiber and fiber tension. Compos. Part A 2018, 113, 114–121. [Google Scholar] [CrossRef]
- Brosh, T.; Ganor, Y.; Belov, I.; Pilo, R. Analysis of strength properties of light-cured resin composites. Dent. Mater. 1999, 15, 174–179. [Google Scholar] [CrossRef]
- Kalia, S.; Kaith, B.S.; Kaur, I. Pretreatments of natural fibers and their application as reinforcing material in polymer composites—A review. Polym. Eng. Sci. 2013, 49, 1253–1272. [Google Scholar] [CrossRef]
- Karalekas, D.E. Study of the mechanical properties of nonwoven fibre mat reinforced photopolymers used in rapid prototyping. Mater. Des. 2003, 24, 665–670. [Google Scholar] [CrossRef]
- Tekinalp, H.L.; Kunc, V.; Velez-Garcia, G.M.; Duty, C.E.; Love, L.J.; Naskar, A.K.; Blue, C.A.; Ozcan, S. Highly oriented carbon fiber-polymer composites via additive manufacturing. Compos. Sci. Technol. 2014, 105, 144–150. [Google Scholar] [CrossRef] [Green Version]
- Ning, F.; Cong, W.; Qiu, J.; Wei, J.; Wang, S. Additive manufacturing of carbon fiber reinforced thermoplastic composites using fused deposition modeling. Compos. Part B Eng. 2015, 80, 369–378. [Google Scholar] [CrossRef]
- Rahman, A.; Islam, Z.; Gibbon, L.; Ulven, C.A.; La Scala, J.J. 3D Printing of Continuous Carbon Fiber Reinforced Thermoset Composites Using UV Curable Resin. Polym. Compos. 2021, 42, 5859–5868. [Google Scholar] [CrossRef]
- Shinde, V.V.; Wang, Y.; Salek, M.F.; Auad, M.L.; Beckingham, L.E.; Beckingham, B.S. Material Design for Enhancing Properties of 3D Printed Polymer Composites for Target Applications. Technologies 2022, 10, 45. [Google Scholar] [CrossRef]
- Yunus, D.E.; He, R.; Shi, W.; Kaya, O.; Liu, Y. Short fiber reinforced 3d printed ceramic composite with shear induced alignment. Ceram. Int. 2017, 43, 11766–11772. [Google Scholar] [CrossRef]
- Wang, X.; Jiang, M.; Zhou, Z.; Gou, J.; Hui, D. 3D printing of polymer matrix composites: A review and prospective. Compos. Part B Eng. 2017, 110, 442–458. [Google Scholar] [CrossRef]
- Dickson, A.N.; Abourayana, H.M.; Dowling, D.P. 3D Printing of Fibre-Reinforced Thermoplastic Composites Using Fused Filament Fabrication—A Review. Polymers 2020, 12, 2188. [Google Scholar] [CrossRef] [PubMed]
- Jahangir, M.; Billah, K.; Lin, Y.; Roberson, D.; Wicker, R.; Espalin, D. Reinforcement of material extrusion 3D printed polycarbonate using continuous carbon fiber. Addit. Manuf. 2019, 28, 354–364. [Google Scholar] [CrossRef]
- Yeong, W.Y.; Goh, G.D. 3D Printing of Carbon Fiber Composite: The Future of Composite Industry? Matter 2020, 2, 1361–1363. [Google Scholar] [CrossRef]
- ELEGOO Official. ELEGOO ABS-Like LCD UV-Curing Photopolymer Rapid Resin for 3D Printers. Available online: www.elegoo.com/products/elegoo-abs-like-resin (accessed on 20 August 2022).
- Aniwaa. List of 3D Printing Technologies—Guide on All 3D Printing Technologies. 5 August 2021. Available online: www.aniwaa.com/guide/3d-printers/3d-printing-technologies (accessed on 8 December 2022).
- Hwang, S.R.; Park, M.S. Property Analysis of Photo-Polymerization-Type 3D-Printed Structures Based on Multi-Composite Materials. Appl. Sci. 2021, 11, 8545. [Google Scholar] [CrossRef]
- Guo, H.; Lv, R.; Bai, S. Recent Advances on 3D Printing Graphene-based Composites. Nano Mater. Sci. 2019, 1, 101–115. [Google Scholar] [CrossRef]
- Sano, Y.; Matsuzaki, R.; Ueda, M.; Todoroki, A.; Hirano, Y. 3D printing of discontinuous and continuous fibre composites using stereolithography. Addit. Manuf. 2018, 24, 521–527. [Google Scholar] [CrossRef]
- Barad, M. Design of Experiments (DOE)—A Valuable Multi-Purpose Methodology. Appl. Math. 2014, 5, 48158. [Google Scholar] [CrossRef] [Green Version]
- ASTM D638-14; Standard Test Method for Tensile Properties of Plastics. ASTM International: West Conshohocken, PA, USA, 2015.
- ASTM F2792-12a; Standard Terminology for Additive Manufacturing Technologies. ASTM International: West Conshohocken, PA, USA, 2013; pp. 10–12.
- Tumbleston, J.R.; Shirvanyants, D.; Ermoshkin, N.; Janusziewicz, R.; Johnson, A.R.; Kelly, D.; Chen, K.; Pinschmidt, R.; Rolland, J.P.; Ermoshkin, A.; et al. Continuous liquid interface production of 3D objects. Science 2015, 347, 1349–1352. [Google Scholar] [CrossRef]



















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| No. | Carbon Percentage wt% | Layer Thickness μm |
|---|---|---|
| 1 | 0.00 | 30 |
| 2 | 0.50 | 30 |
| 3 | 0.00 | 50 |
| 4 | 0.50 | 50 |
| 5 | 0.00 | 30 |
| 6 | 0.50 | 30 |
| 7 | 0.00 | 50 |
| 8 | 0.50 | 50 |
| 9 | 0.00 | 40 |
| 10 | 0.50 | 40 |
| 11 | 0.25 | 30 |
| 12 | 0.25 | 50 |
| 13 | 0.25 | 40 |
| 14 | 0.25 | 40 |
| 15 | 0.25 | 40 |
| No. | Carbon Fiber Percentage wt% | Layer Thickness μm | Tensile Strength MPa |
|---|---|---|---|
| 1 | 0.00 | 30 | 58.96 |
| 2 | 0.50 | 30 | 74.98 |
| 3 | 0.00 | 50 | 51.29 |
| 4 | 0.50 | 50 | 72.42 |
| 5 | 0.00 | 30 | 55.72 |
| 6 | 0.50 | 30 | 73.57 |
| 7 | 0.00 | 50 | 49.76 |
| 8 | 0.50 | 50 | 72.20 |
| 9 | 0.00 | 40 | 52.10 |
| 10 | 0.50 | 40 | 74.20 |
| 11 | 0.25 | 30 | 87.16 |
| 12 | 0.25 | 50 | 80.32 |
| 13 | 0.25 | 40 | 82.27 |
| 14 | 0.25 | 40 | 83.40 |
| 15 | 0.25 | 40 | 82.54 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Salih, R.M.; Kadauw, A.; Zeidler, H.; Aliyev, R. Investigation of LCD 3D Printing of Carbon Fiber Composites by Utilising Central Composite Design. J. Manuf. Mater. Process. 2023, 7, 58. https://doi.org/10.3390/jmmp7020058
Salih RM, Kadauw A, Zeidler H, Aliyev R. Investigation of LCD 3D Printing of Carbon Fiber Composites by Utilising Central Composite Design. Journal of Manufacturing and Materials Processing. 2023; 7(2):58. https://doi.org/10.3390/jmmp7020058
Chicago/Turabian StyleSalih, Raveen Mohammed, Abdulkader Kadauw, Henning Zeidler, and Rezo Aliyev. 2023. "Investigation of LCD 3D Printing of Carbon Fiber Composites by Utilising Central Composite Design" Journal of Manufacturing and Materials Processing 7, no. 2: 58. https://doi.org/10.3390/jmmp7020058
APA StyleSalih, R. M., Kadauw, A., Zeidler, H., & Aliyev, R. (2023). Investigation of LCD 3D Printing of Carbon Fiber Composites by Utilising Central Composite Design. Journal of Manufacturing and Materials Processing, 7(2), 58. https://doi.org/10.3390/jmmp7020058