


Laser In Situ Synthesis of Gradient Fe-Ti Composite during Direct Energy Deposition Process



Abstract
:1. Introduction
2. Materials and Methods
2.1. Powder Materials
- -
- A titanium powder of TiGd2-grade, 99.76 wt% Ti, with a particle size range of 80–100 μm;
- -
- An iron powder with 99.76 wt% Fe, with a particle size range of 40–50 μm. Both powders had a mass flow of nearly 1.4 gr/s and were produced by TLS Technik GmbH & Co. (Bitterfeld-Wolfen, Germany). The substrates were round plates of 65 mm diameter and 5 mm height and were made of low-carbon steel.
2.2. Experimental Setup
- -
- A 2-channel MEDICOAT powder feeder. The powder-feeding rate could be adjusted separately for each channel. Argon was applied as the carrying and shielding (assistant) gas.
- -
- A coaxial nozzle with a coaxial injection gave a small heat-affected zone (HAZ) and possibility of multidirectional cladding due to the radial symmetry between the laser beam and powder flux. The shielding gas protected the powder flow and the melting pool from oxidation.
- -
- CNC center LASMA 1054 was necessary for the displacement of the sample and nozzle relative to each other, with a positioning accuracy of up to 1 µm.
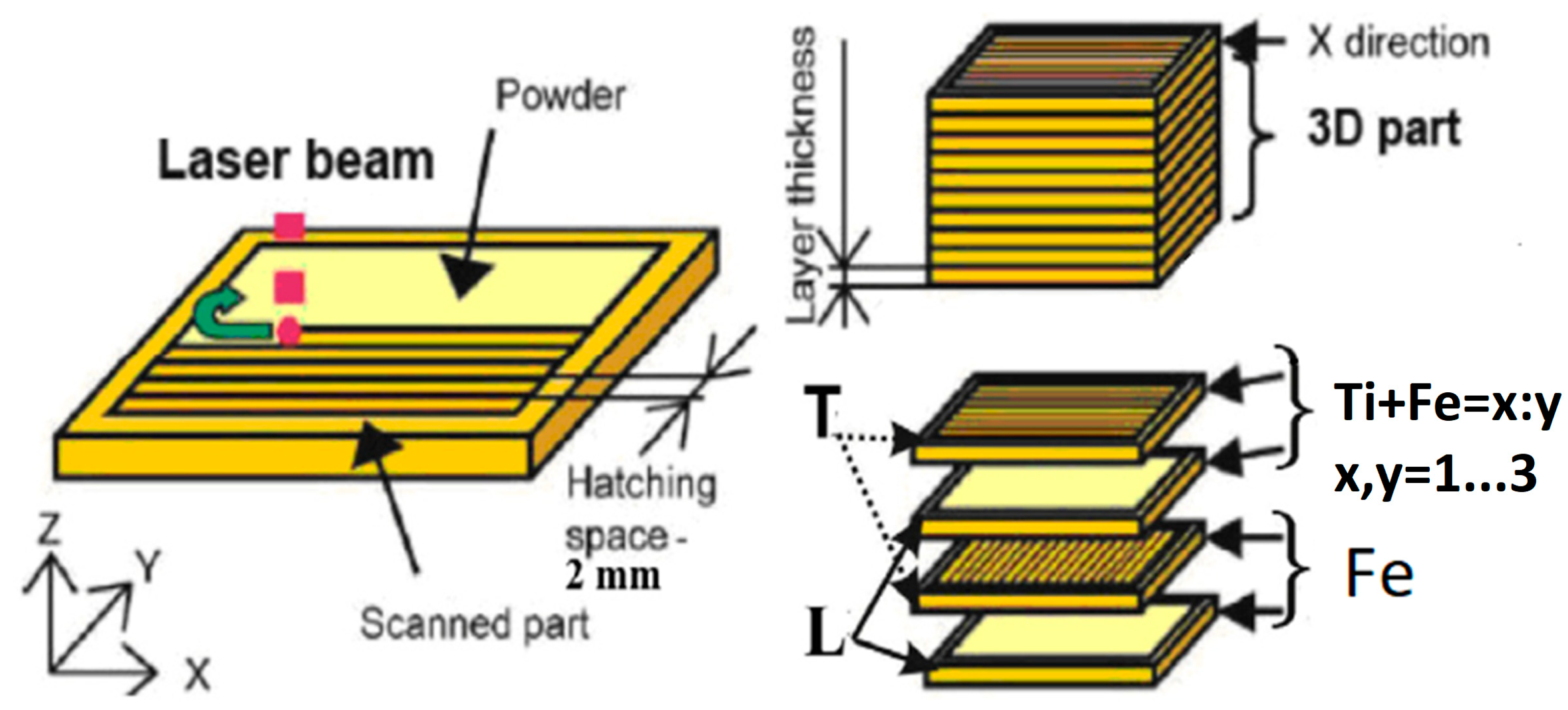
2.3. Scheme of Functional Graded Structure Fabrication
2.4. Microstructure Characterisation
3. Results
4. Discussion
5. Conclusions
- -
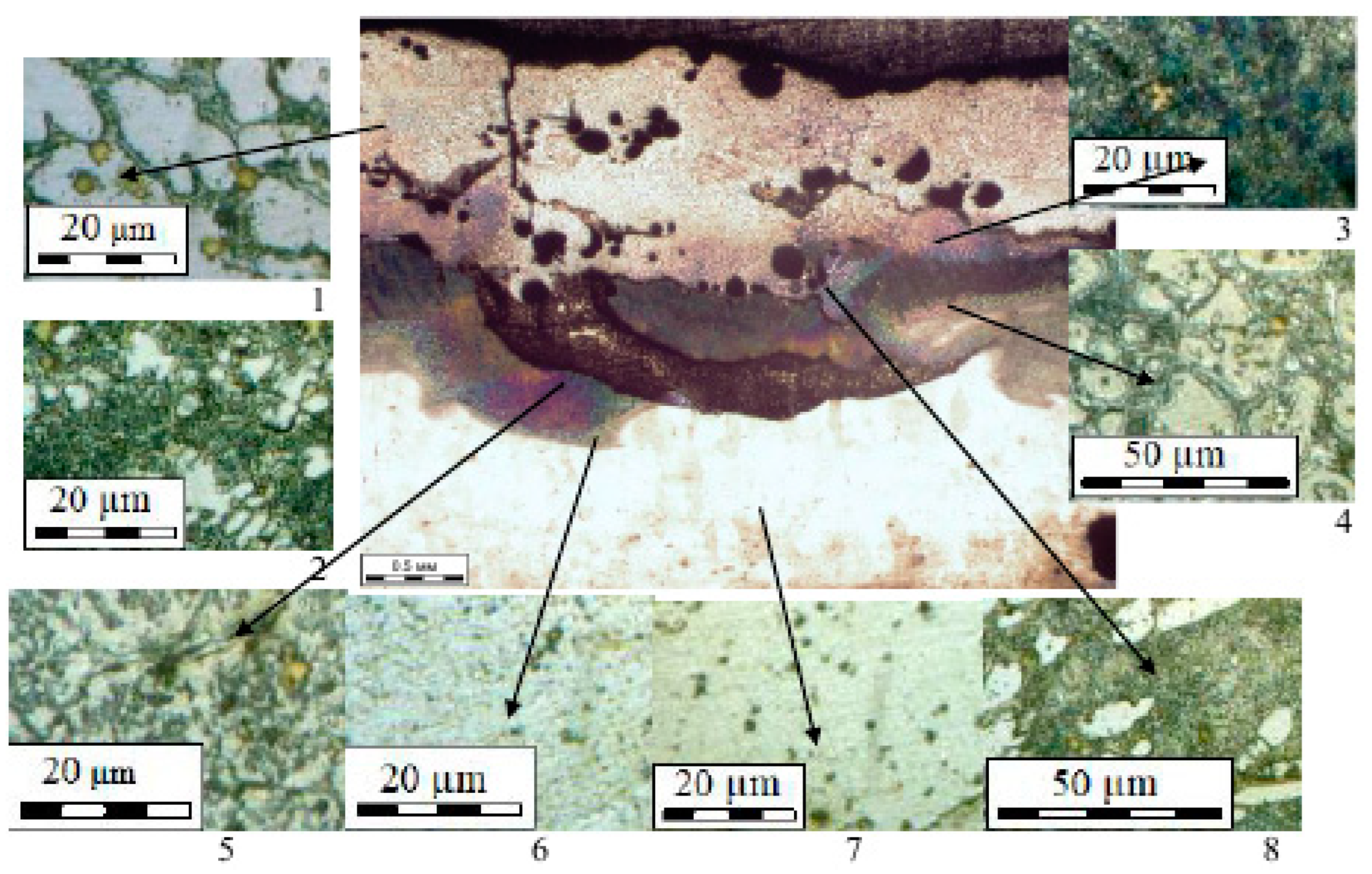
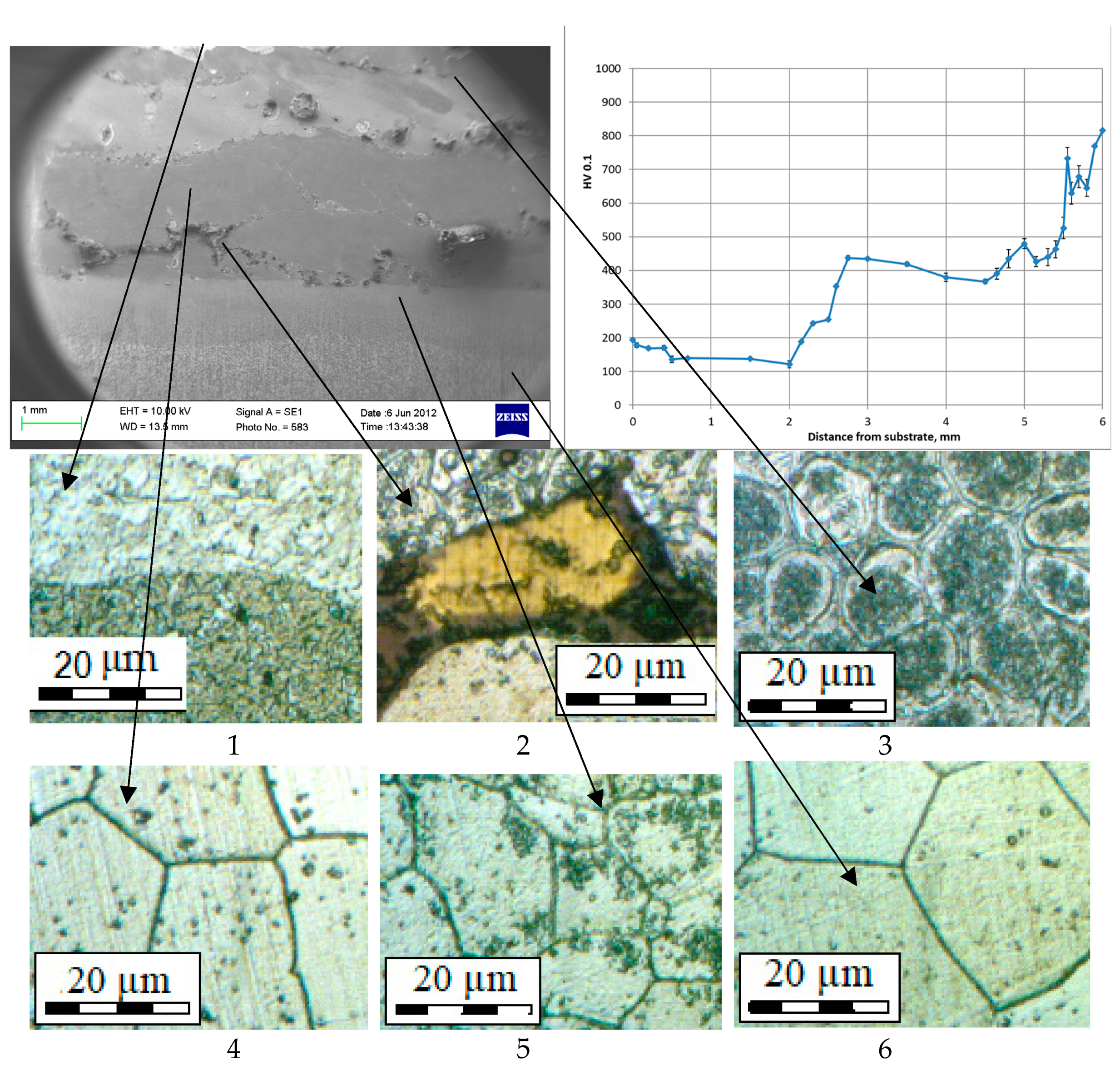
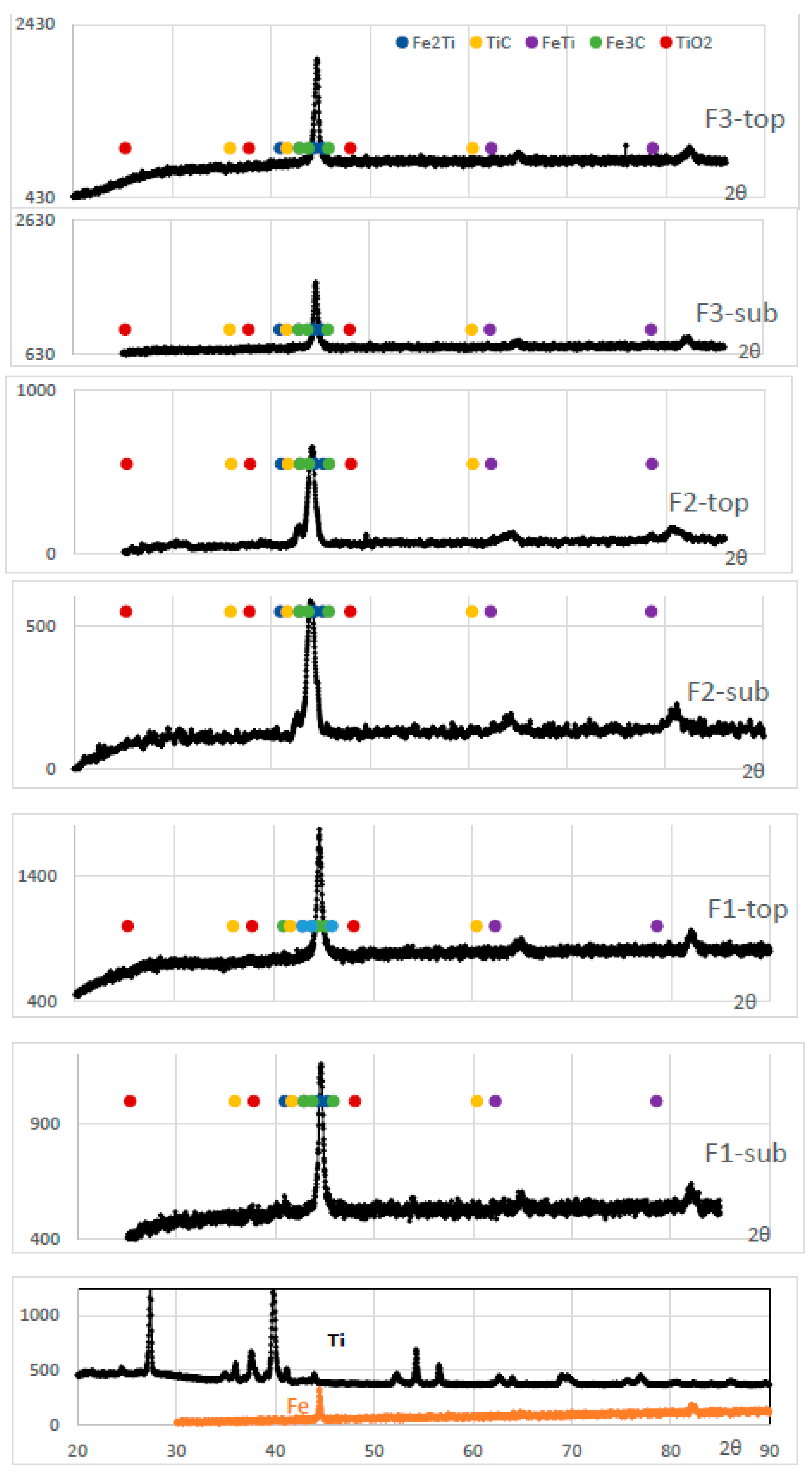
- The DED process has the tendency to form heterogeneous structures with intermetallic phases of FeTi, Fe2Ti eutectoids, complex titanium oxides and nitrides, and iron carbides.
- -
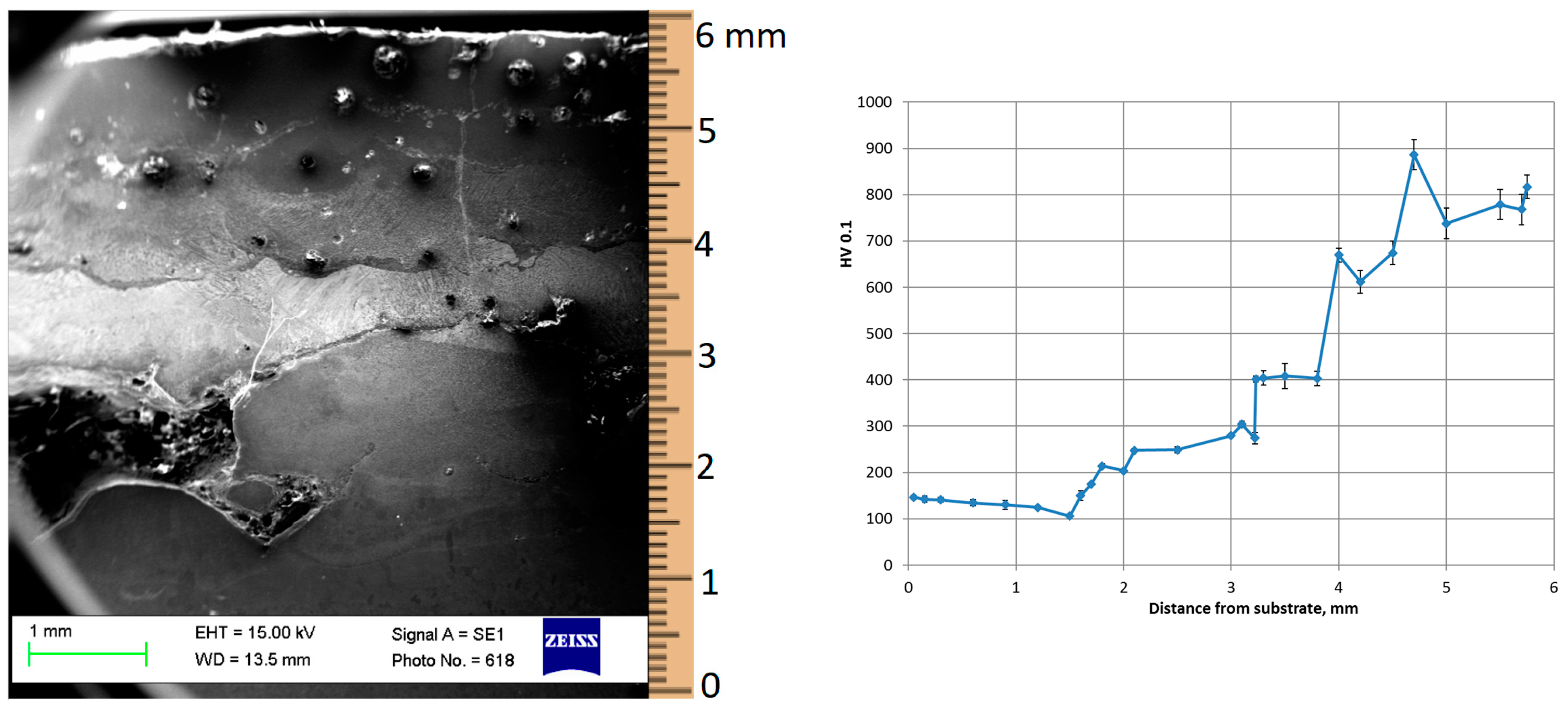
- The microhardness growth from 150 HV to 900 HV was obtained for the all samples due to the precipitation of brittle intermetallic phases in the gradient Fe-Ti system during the DED. The dispersion of microhardness values becomes significant in Ti-rich areas; there, pores and cracks are found. Titanium could pull carbon from the substrate and collect nitrogen and oxygen from the air for the formation of oxinitrides.
- -
- The level of the power for the DED process for Ti-rich layers has to be less than for Fe-rich zones due to the poor heat conductivity of Ti.
- -
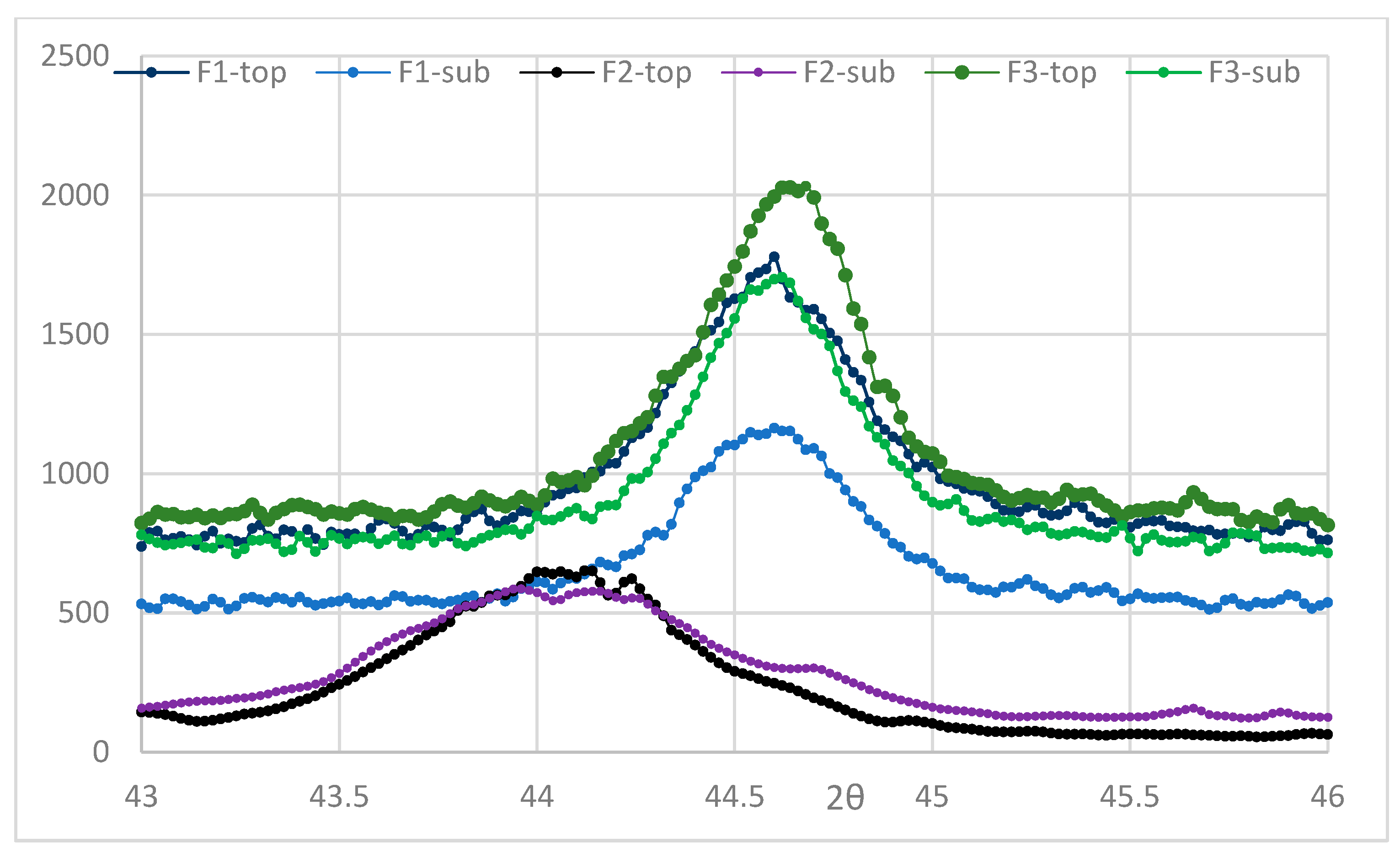
- The presence of initial steel substrate results in a lower level of residual microstress.
- -
- The increased concentration of Ti up to Ti + Fe = 3:1 on the Fe- and Fe + Ti substrate with concentrations of Ti + Fe = 1:1 and Ti + Fe = 1:3 lead to increasing hardness and distribution, but also increasing residual microstress.
- -
- The calculated values of crack initiation criteria CIC = 1.6 for TiC/FeTi and CIC = 1.4 for Fe3C/FeTi phase interfaces exceeds the permissible level of the continuity preservation condition CPC parameter, which characterizes the safe level of internal stresses in the area of local discontinuity, by 140%.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Zhou, S.; Zeng, X. Growth characteristic and mechanism of carbides precipitated in WC-Fe composite coatings by laser induction hybrid rapid cladding. J. Alloys Compd. 2010, 505, 685–691. [Google Scholar] [CrossRef]
- Comisso, N.; Davolio, G.; Soragni, E.; Mengoli, G. The cycle life of 50/50 TiFe alloy electrodes for charge storage. J. Electroanal. Chem. 2001, 512, 92–100. [Google Scholar] [CrossRef]
- Patel, A.K.; Duguay, A.; Tougas, B.; Schade, C.; Sharma, P.; Huot, J. Microstructure and first hydrogenation properties of TiFe alloy with Zr and Mn as additives. Int. J. Hydrogen Energy 2020, 45, 787–797. [Google Scholar] [CrossRef]
- Abrashev, B.; Spassov, T.; Bliznakov, S.; Popov, A. Microstructure and electrochemical hydriding/dehydriding properties of ball-milled TiFe-based alloys. Int. J. Hydrogen Energy 2010, 35, 6332–6337. [Google Scholar] [CrossRef]
- Verma, J.; Taiwade, R.V. Effect of welding processes and conditions on the microstructure, mechanical properties and corrosion resistance of duplex stainless steel weldments—A review. J. Manuf. Process. 2017, 25, 134–152. [Google Scholar] [CrossRef]
- Buffa, G.; Fratini, L.; Micari, F. Mechanical and microstructural properties prediction by artificial neural networks in FSW processes of dual phase titanium alloys. J. Manuf. Process. 2012, 14, 289–296. [Google Scholar] [CrossRef]
- Tanaka, K.; Nakazawa, T.; Sakairi, K.; Sato, Y.; Kokawa, H.; Omori, T.; Ishida, K. Feasibility of Iridium Containing Nickel Based Superalloy Tool to Friction Stir Spot Welding of High Strength Steel. In Friction Stir Welding and Processing IX; Springer: Berlin/Heidelberg, Germany, 2017; pp. 29–35. [Google Scholar]
- Bakavos, D.; Prangnell, P.B. Mechanisms of joint and microstructure formation in high power ultrasonic spot welding 6111 aluminium automotive sheet. Mater. Sci. Eng. A 2010, 527, 6320–6334. [Google Scholar] [CrossRef]
- Gussone, J.; Bugelnig, K.; Barriobero-Vila, P.; da Silva, J.C.; Hecht, U.; Dresbach, C.; Sket, F.; Cloetens, P.; Stark, A.; Schell, N.; et al. Ultrafine eutectic Ti-Fe-based alloys processed by additive manufacturing—A new candidate for high temperature applications. App. Mat. Today 2020, 20, 100767. [Google Scholar] [CrossRef]
- Shishkovsky, I.; Missemer, F.; Smurov, I. Direct metal deposition of functional graded structures in Ti-Al system. Phys. Procedia 2012, 39, 382–391. [Google Scholar] [CrossRef]
- Ocylok, S.; Weisheit, A.; Kelbassa, I. Functionally graded multi-layers by laser cladding for increased wear and corrosion protection. Phys. Procedia 2010, 5, 359–367. [Google Scholar] [CrossRef]
- Shishkovsky, I.; Missemer, F.; Smurov, I. Metal matrix composites with ternary intermetallic inclusions fabricated by laser direct energy deposition. Compos. Struct. 2018, 183, 663–670. [Google Scholar] [CrossRef]
- Shishkovsky, I.; Smurov, I. Titanium base functional graded coating via 3D laser cladding. Mater. Lett. 2012, 73, 32–35. [Google Scholar] [CrossRef]
- Shishkovsky, I.; Missemer, F.; Kakovkina, N.; Smurov, I. Intermetallics synthesis in the Fe-Al system via layer-by layer 3D laser cladding. Crystals 2013, 3, 517–529. [Google Scholar] [CrossRef]
- Bo, H.; Wang, J.; Duarte, L.; Leinenbach, C.; Liu, L.; Liu, H.; Jin, Z. Thermodynamic re-assessment of Fe−Ti binary system. Trans. Nonferrous Met. Soc. China 2012, 22, 2204–2211. [Google Scholar] [CrossRef]
- Sharma, R.K.; Das, R.K.; Kumar, S.R. Microstructure, adhesion and erosion properties of Fe-Cr-Ti-Mo-C-Si coating with varying Titanium. Mater. Today Commun. 2021, 26, 101826. [Google Scholar] [CrossRef]
- Kocaman, E.; Kılınç, B.; Şen, Ş.; Şen, U. In-situ TiB2 and Fe2Ti intermetallic assisted hard coatings by Fe-Ti-B based hardfacing electrodes. J. Alloys Comp. 2022, 900, 163478. [Google Scholar] [CrossRef]
- Baeslack, W.A.; Gerken, J.M.; Cross, J.H.C.; Liu, P.S.; Monses, J.C.; Schley, J.; Showalter, L. Welding Handbook 4, 8th ed.; Gerken, J.M., Ed.; American Welding Society: Miami, FL, USA, 1998; pp. 488–540. [Google Scholar]
- Lathabai, S.; Jarvis, B.L.; Barton, K.J. Comparison of keyhole and conventional gas tungsten arc welds in commercially pure titanium. Mater. Sci. Eng. A 2001, 299, 81–93. [Google Scholar] [CrossRef]
- Ren, D.; Jiang, Y.; Hu, X.; Zhang, X.; Xiang, X.; Huang, K.; Ling, H. Investigation of tensile and high cycle fatigue failure behavior on a TIG welded titanium alloy. Intermetallics 2021, 132, 107115. [Google Scholar] [CrossRef]
- Cooke, K.O.; Richardson, A.; Khan, T.I.; Shar, M.A. High-Temperature Diffusion Bonding of Ti–6Al–4V and Super-Duplex Stainless Steel Using a Cu Interlayer Embedded with Alumina Nanoparticles. J. Manuf. Mater. Process. 2020, 4, 3. [Google Scholar] [CrossRef]
- Li, W.; Liou, F.; Newkirk, J.; Brown Taminger, K.M.; Seufzer, W.J. Ti6Al4V/SS316 multi-metallic structure fabricated by laser 3D printing and thermodynamic modeling prediction. Int. J. Adv. Manuf. Technol. 2017, 92, 4511–4523. [Google Scholar] [CrossRef]
- Bobbio, L.D.; Bocklund, B.; Otis, R.; Borgoni, J.P.; Dillon, R.P.; Shapiro, A.A.; McEnerney, B.; Liu, Z.; Beese, A.M. Characterization of a functionally graded material of Ti-6Al-4V to 304L stainless steel with an intermediate V section. J. Alloys Compd. 2018, 742, 1031–1036. [Google Scholar] [CrossRef]
- Shishkovsky, I.V. Laser Controlled Intermetallics Synthesis during Surface Cladding. In Laser Surface Engineering. Processes and Applications; Lawrence, J., Waugh, D.G., Eds.; Woodhead Publishing Series in Electronic and Optical Materials; Elsevier Science & Technology: Oxford, UK, 2015; Chapter 11; pp. 237–286. ISBN 978-1-78242-074-3. [Google Scholar] [CrossRef]
- Wu, L.; Zhou, Z.; Zhang, K.; Zhang, X.; Wang, G.; Zhang, F.; Wu, L. Reinforced mechanical properties of plasma-sprayed Fe-based amorphous composite coatings by in-situ TiNx/TiOy. Ceram. Int. 2022, 48, 36305–36317. [Google Scholar] [CrossRef]
- Shang, H.; Zhang, Y.; Gao, J.; Zhang, W.; Wei, X.; Yuan, Z.; Li, Y. Characteristics of electrochemical hydrogen storage using TieFe based alloys prepared by ball milling. Int. J. Hydrogen Energy. 2022, 47, 1036–1047. [Google Scholar] [CrossRef]
- Astarita, A.; Scherillo, F.; Curioni, M.; Aprea, P.; Impero, F.; Squillace, A.; Zhou, X. Study of the linear friction welding process of dissimilar Ti-6Al-4Vestainless steel joints. Mater. Manuf. Process. 2016, 31, 2115–2122. [Google Scholar] [CrossRef]
- Kundu, S.; Ghosh, M.; Chatterjee, S. Diffusion bonding of commercially pure titanium and 17-4 precipitation hardening stainless steel. Mater. Sci. Eng. 2006, 428, 18–23. [Google Scholar] [CrossRef]
- Shanmugarajan, B.; Padmanabham, G. Fusion welding studies using laser on Ti-SS dissimilar combination. Opt. Laser Eng. 2012, 50, 1621–1627. [Google Scholar] [CrossRef]
- Chen, S.; Zhang, M.; Huang, J.; Cui, C.; Zhang, H.; Zhao, X. Microstructures and mechanical property of laser butt welding of titanium alloy to stainless steel. Mater. Des. 2014, 53, 504–511. [Google Scholar] [CrossRef]
- Reichardt, A.; Dillon, R.P.; Borgonia, J.P.; Shapiro, A.A.; McEnerney, B.W.; Momose, T.; Hosemann, P. Development and characterization of Ti-6Al-4V to 304L stainless steel gradient components fabricated with laser deposition additive manufacturing. Mater. Des. 2016, 104, 404–413. [Google Scholar] [CrossRef]
- Deng, Y.; Sheng, G.; Xu, C. Evaluation of the microstructure and mechanical properties of diffusion bonded joints of titanium to stainless steel with a pure silver interlayer. Mater. Des. 2013, 46, 84–87. [Google Scholar] [CrossRef]
- Kundu, S.; Chatterjee, S. Characterization of diffusion bonded joint between titanium and 304 stainless steels using a Ni interlayer. Mater. Charact. 2008, 59, 631–637. [Google Scholar] [CrossRef]
- Kundu, S.; Chatterjee, S. Evolution of interface microstructure and mechanical properties of titanium/304 stainless steel diffusion bonded joint using Nb interlayer. ISIJ Int. 2010, 50, 1460–1465. [Google Scholar] [CrossRef]
- Kundu, S.; Mishra, B.; Olson, D.L.; Chatterjee, S. Interfacial reactions and strength properties of diffusion bonded joints of Ti64 alloy and 17-4PH stainless steel using nickel alloy interlayer. Mater. Des. 2013, 51, 714–722. [Google Scholar] [CrossRef]
- Chen, J.; Guo, C.; Zhou, J. Microstructure and tribological properties of laser cladding Fe-based coating on pure Ti substrate. Trans. Nonferrous Met. Soc. China 2012, 22, 2171–2178. [Google Scholar] [CrossRef]
- Li, W.; Yan, L.; Karnati, S.; Liou, F.; Newkirk, J.; Brown Taminger, K.M.; Seufzer, W.J. Ti-Fe intermetallics analysis and control in joining titanium alloy and stainless steel by Laser Metal Deposition. J. Mater. Process. Technol. 2017, 242, 39–48. [Google Scholar] [CrossRef]
- Cui, D.; Mohanta, A.; Leparoux, M. Interface Control in Additive Manufacturing of Dissimilar Metals Forming Intermetallic Compounds-Fe-Ti as a Model System. Materials 2020, 13, 4747. [Google Scholar] [CrossRef]
- Wachowski, M.; Gloc, M.; Ślęzak, T.; Płociński, T.; Kurzydłowski, K.J. The Effect of Heat Treatment on the Microstructure and Properties of Explosively Welded Titanium-Steel Plates. J. Mater. Eng. Perform. 2017, 26, 945–954. [Google Scholar] [CrossRef]
- Emamian, A.; Corbin, S.; Khajepour, A. In-Situ Deposition of Metal Matrix Composite in Fe-Ti-C System Using Laser Cladding Process; IntechOpen: Rijeka, Croatia, 2011. [Google Scholar] [CrossRef]
- Khaimovich, A.; Shishkovsky, I.; Erisov, Y.; Agapovichev, A.; Smelov, V.; Razzhivin, V. Research on Cracked Conditions in Nickel Chrome Alloy Ni50Cr33W4.5Mo2.8TiAlNb, Obtained by Direct Laser Deposition. Metals 2022, 12, 1902. [Google Scholar] [CrossRef]
- Moracheskij, A.G.; Sladkov, I.B. Thermodynamic Calculations in Metallurgy; Metallurgiya: Moscow, Russia, 1985. [Google Scholar]
- Zhu, L.; Friák, M.; Udyansky, A.; Ma, D.; Schlieter, A.; Kühn, U.; Eckert, J.; Neugebauer, J. Ab initio based study of finite-temperature structural, elastic and thermodynamic properties of FeTi. Intermetallics 2014, 45, 11–17. [Google Scholar] [CrossRef]
- Hallstedt, B.; Djurovic, D.; von Appen, J.; Dronskowski, R.; Dick, A.; Körmann, F.; Hickel, T.; Neugebauer, J. Thermodynamic properties of cementite (Fe3C). Calphad 2010, 34, 129–133. [Google Scholar] [CrossRef]
- Wood, I.G.; Vocadlo, L.; Knight, K.S.; Dobson, D.P.; Marshall, W.G.; Price, G.D.; Brodholt, J. Thermal expansion and crystal structure of cementite, Fe3C, between 4 and 600 K determined by time-of-flight neutron powder diffraction. J. Appl. Crystallogr. 2004, 37, 82–90. [Google Scholar] [CrossRef]
- Murray, J.-L. Phase Diagrams of Binary Titanium Alloys; ASM International: Materials Park, OH, USA, 1987. [Google Scholar]
- Dang, D.; Fan, J.L.; Gong, H. Thermodynamic and mechanical properties of TiC from ab initio calculation. J. Appl. Phys. 2014, 116, 033509. [Google Scholar] [CrossRef]









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Number of Image | Grains (Grey) | Eutectoids (Dark) | Spheres (Yellow) | Dendrites (Light) | Including (Light Dots) |
|---|---|---|---|---|---|
| 1 | Fe:Ti = 7:3 | Fe:Ti:C = 8:1:1 | Ti:O = 4:6 | Fe:Ti:O:N = 1:4:2:3 | Ti:O:N = 4:4:2 |
| 2 | Fe:Ti = 7:3 | Fe:Ti:C = 8:1:1 | Ti:O = 4:6 | Fe:Ti:O:N = 1:4:2:3 | |
| 3 | Fe:Ti = 7:3 | Fe:Ti:C = 8:1:1 | Ti:O = 4:6 | Fe:Ti:O:N = 1:4:2:3 | |
| 4 | Fe:Ti = 7:3 | Fe:Ti:C = 8:1:1 | Ti:O:N = 4:5:1 | ||
| 5 | Fe:Ti = 7:3 | Fe:Ti:C = 8:1:1 | |||
| 6 | Fe:Ti:O:C = 65:15:10:10 | ||||
| 7 | Fe:Ti = 85:15 | Fe:Ti = 85:5 | |||
| 8 | Fe:Ti = 95:5 | Fe:Ti:C = 8:1:1 |
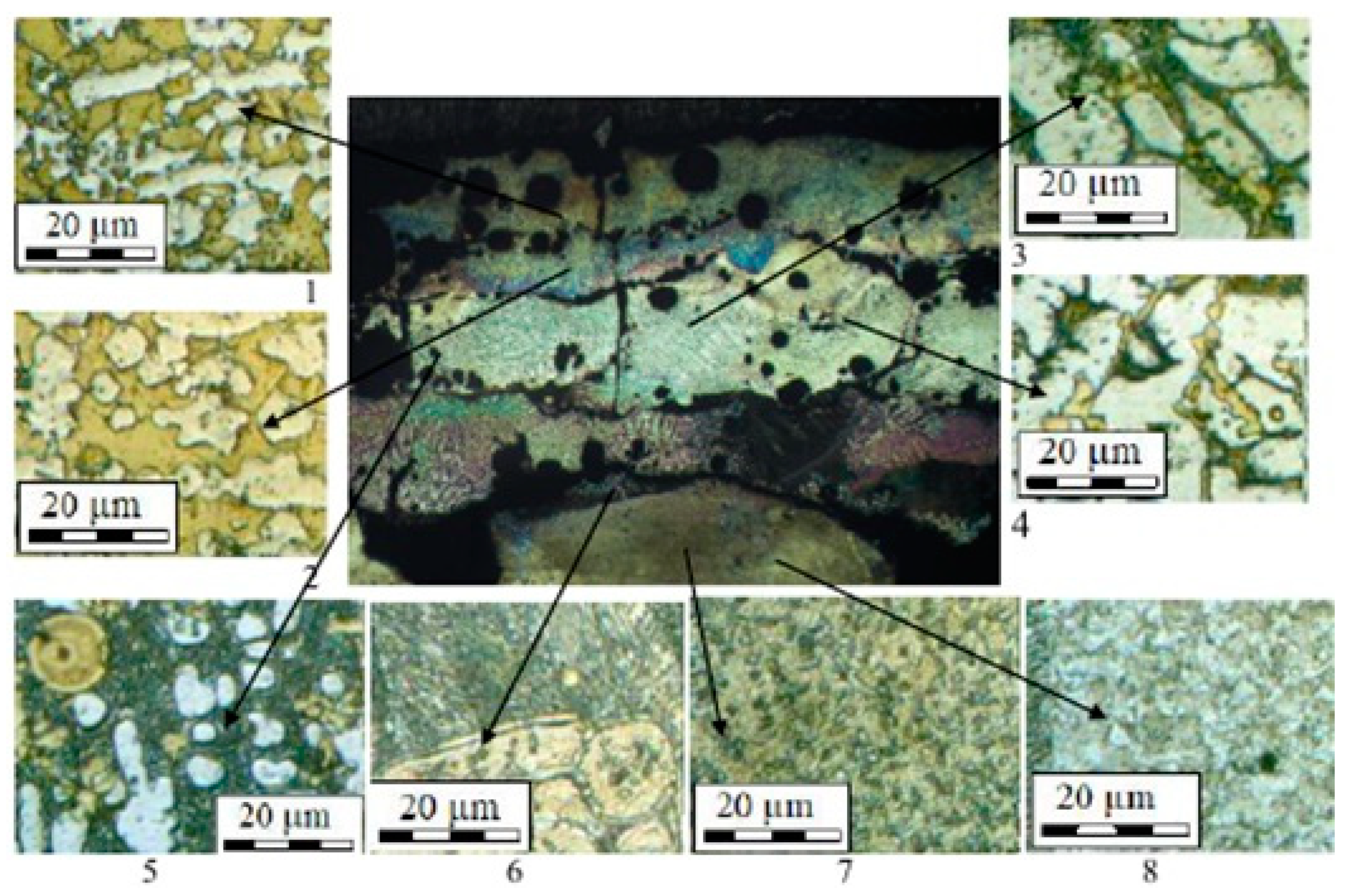
| Number of Image | Grains (Dark Yellow Islands) | Eutectoids (Dark Colored) | Spheres (Yellow) | Dendrites (Light Yellow) |
|---|---|---|---|---|
| 1 | Fe:Ti = 4:6 | Fe:Ti = 5:5 | ||
| 2 | Fe:Ti = 4:6 | Fe:Ti = 5:5 | ||
| 3 | Fe:Ti = 4:6 | Fe:Ti = 5:5 | ||
| 4 | Fe:Ti = 4:6 | Fe:Ti = 5:5, Ti:O:N = 4:4:1 | ||
| 5 | Fe:Ti:C = 6:2:2 | Fe:Ti:C = 8:1:1 | Ti:O = 4:6 | |
| 6 | Fe:Ti:C = 80:4:15 | Fe:Ti:C = 8:1:1 | Fe:Ti = 7:3 | |
| 7 | Fe:Ti:C = 80:4:15 | |||
| 8 | Fe:Ti:C = 80:4:15 |
| Number of Image | Grains (Light Grey) | Including (Dark Marked) |
|---|---|---|
| 1 | Fe:Ti = 4:6 | Ti:O = 4:6 |
| 2 | Fe:Ti = 4:6 | |
| 3 | Fe:Ti:C = 80:4:15 | Fe:Ti:C = 80:6:20 |
| 4 | Fe:Ti = 4:6 | |
| 5 | Fe:Ti:C = 80:4:15 | Fe:Ti:C = 80:6:20 |
| 6 | Fe:Ti:C = 80:6:20 |
| FeTi | TiC | Fe3C | |
|---|---|---|---|
| , J/mol/K | 22 [43] | 34 [44] | 110 [45] |
| Melting Temperature, Tm, K | 1383 [45] | 3363 [46] | 1147 [45] |
| CTE | 0.90 × 10−5 [47] | 0.42 × 10−5 [45] | 1.90 × 10−5 [46] |
| CPC continuitycondition | CPCv for FeTi | CPC v/w for interface of phases FeTi/TiC | CPC v/w for interface of phases FeTi/Fe3C |
| 0.0065 (Exp. 1) | 0.0169 (Exp. 2) | 0.0169 (Exp. 2) | |
| CIC | 1.6 (Exp. 3) | 1.4 (Exp. 3) |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Shishkovsky, I.; Kakovkina, N.; Nosova, E.; Khaimovich, A. Laser In Situ Synthesis of Gradient Fe-Ti Composite during Direct Energy Deposition Process. J. Manuf. Mater. Process. 2023, 7, 66. https://doi.org/10.3390/jmmp7020066
Shishkovsky I, Kakovkina N, Nosova E, Khaimovich A. Laser In Situ Synthesis of Gradient Fe-Ti Composite during Direct Energy Deposition Process. Journal of Manufacturing and Materials Processing. 2023; 7(2):66. https://doi.org/10.3390/jmmp7020066
Chicago/Turabian StyleShishkovsky, Igor, Nina Kakovkina, Ekaterina Nosova, and Alexander Khaimovich. 2023. "Laser In Situ Synthesis of Gradient Fe-Ti Composite during Direct Energy Deposition Process" Journal of Manufacturing and Materials Processing 7, no. 2: 66. https://doi.org/10.3390/jmmp7020066
APA StyleShishkovsky, I., Kakovkina, N., Nosova, E., & Khaimovich, A. (2023). Laser In Situ Synthesis of Gradient Fe-Ti Composite during Direct Energy Deposition Process. Journal of Manufacturing and Materials Processing, 7(2), 66. https://doi.org/10.3390/jmmp7020066