
Metrology of Sheet Metal Distortion and Effects of Spot-Welding Sequences on Sheet Metal Distortion

 ,
, 
Abstract
:1. Introduction
2. Materials and Methods
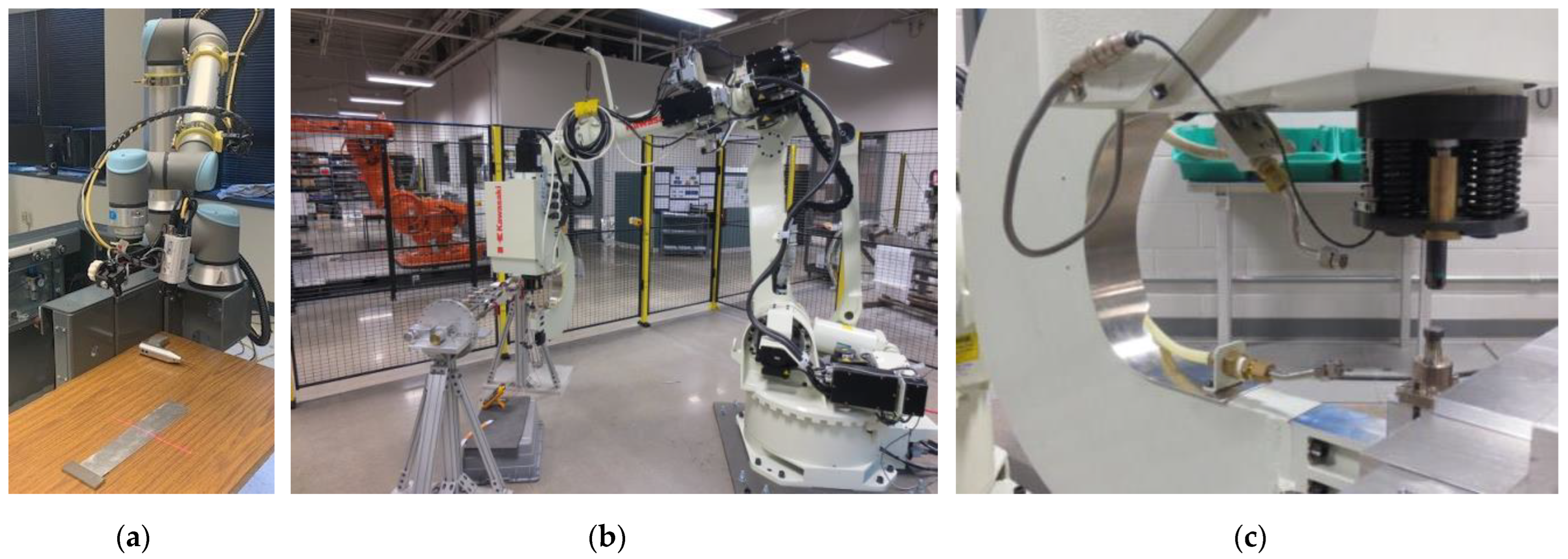
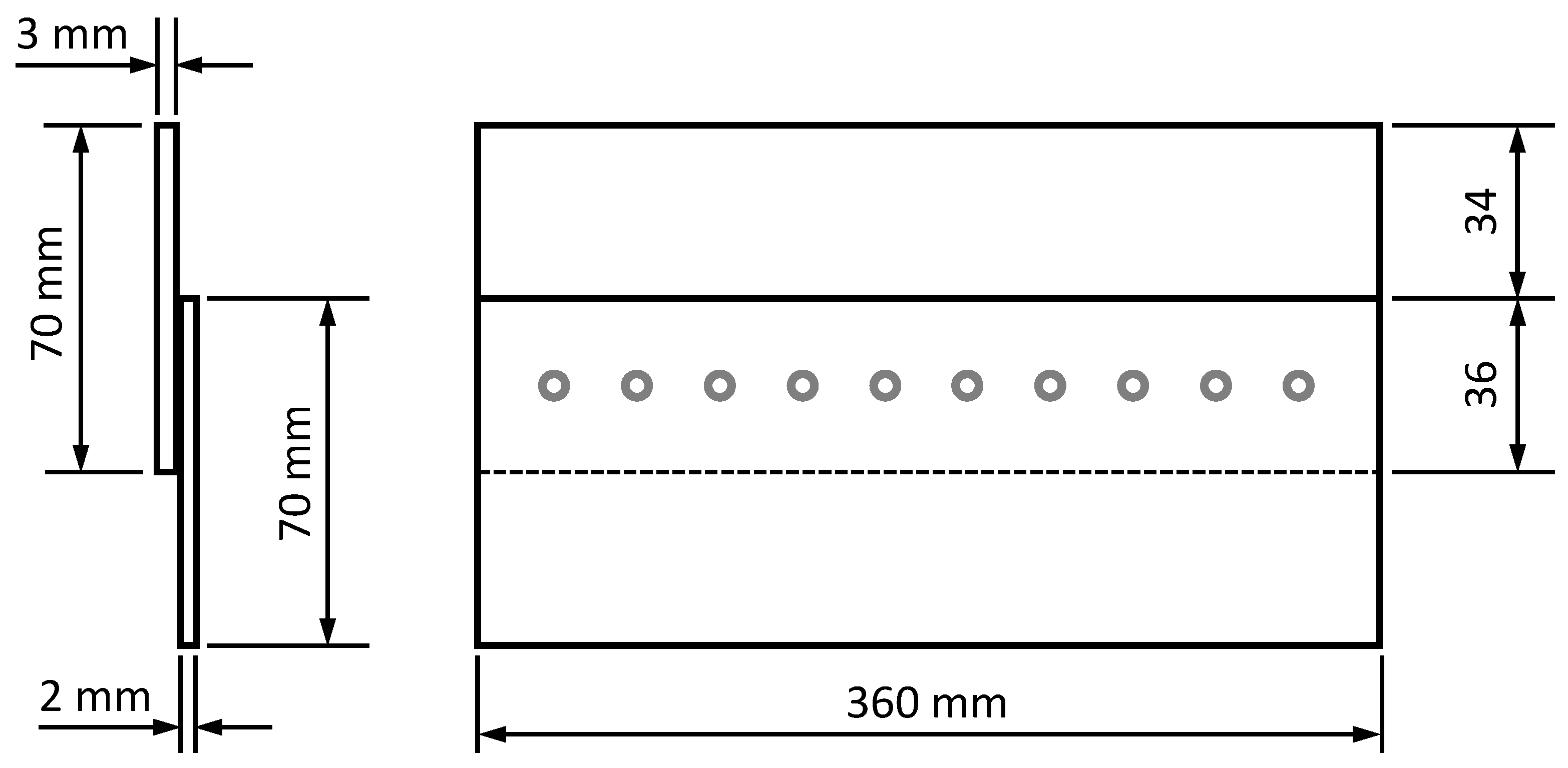
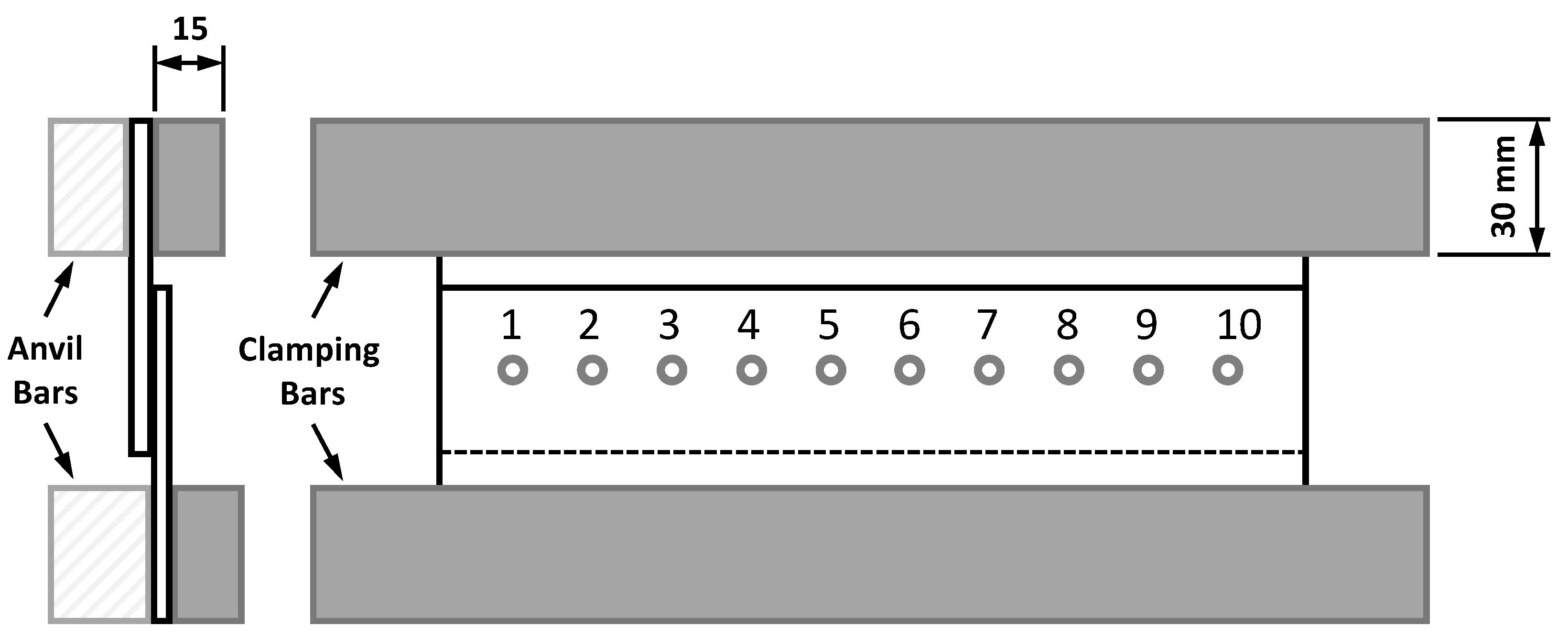
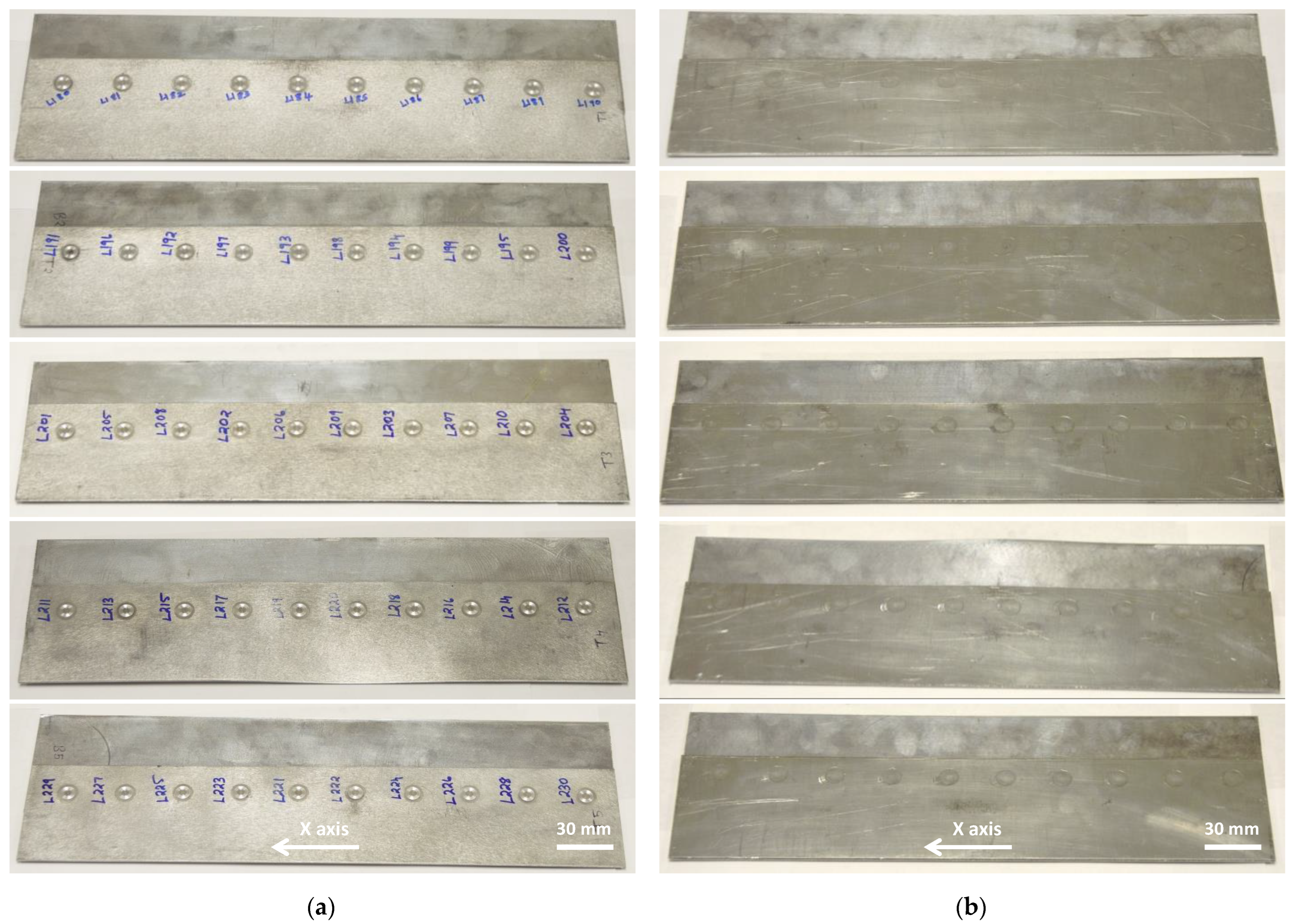
2.1. Panel Fabrication with Refill Friction Stir Spot Welding
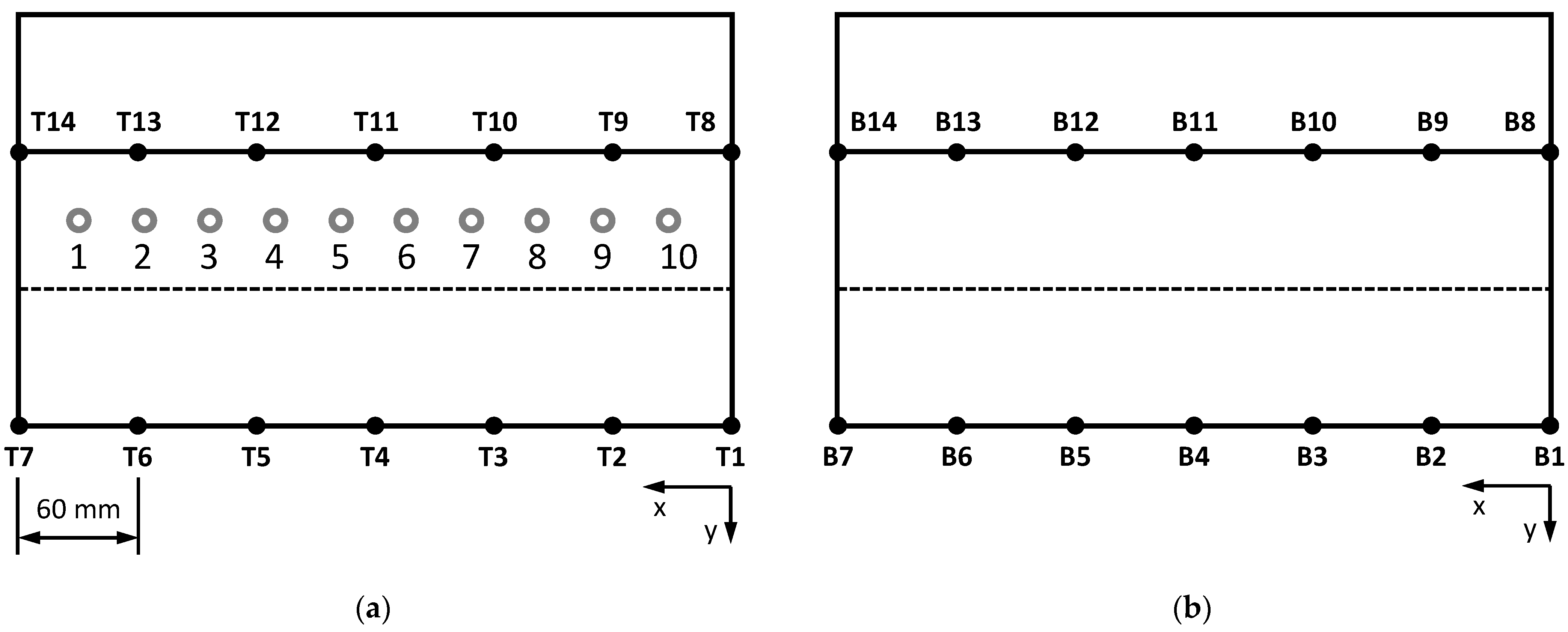
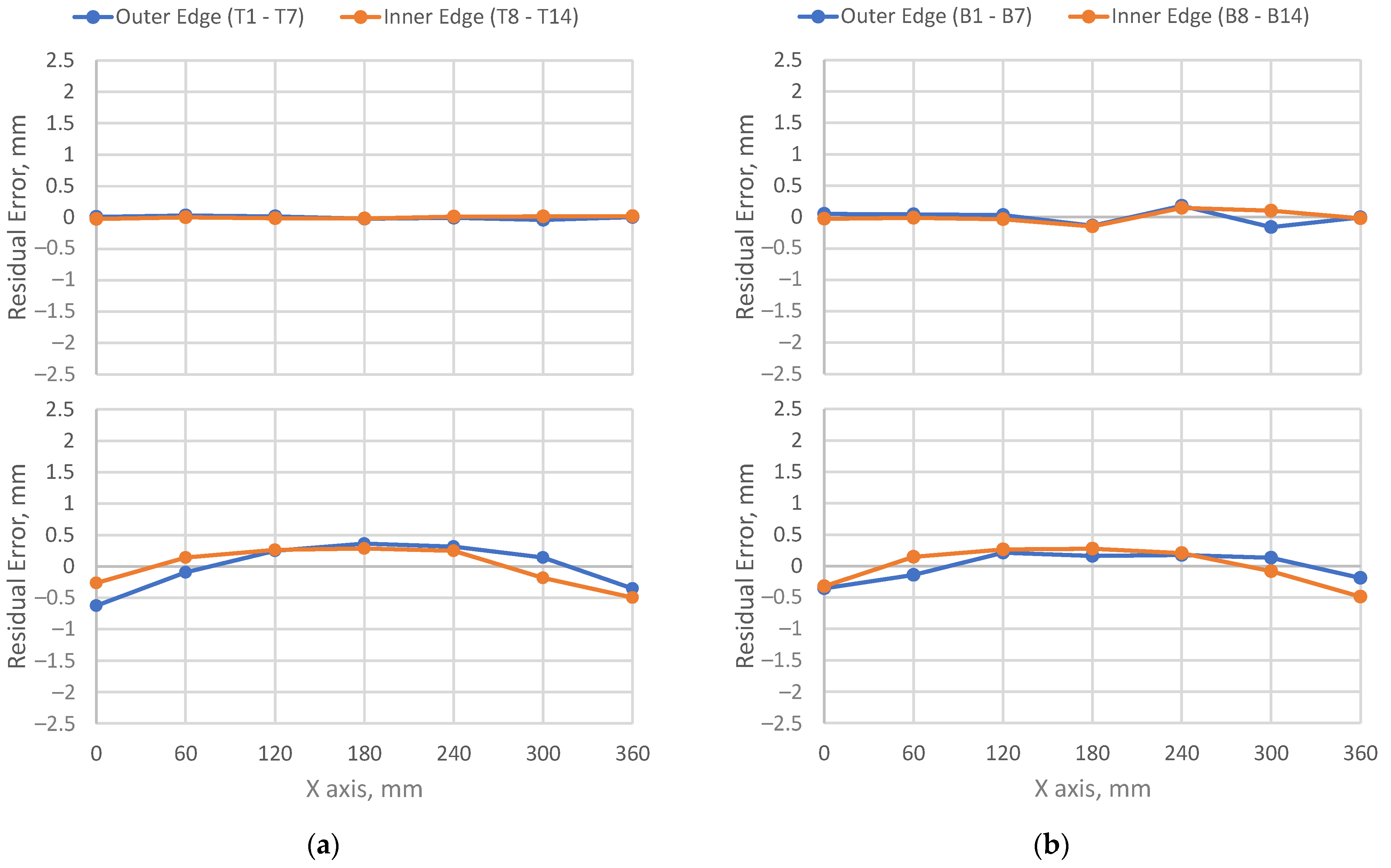
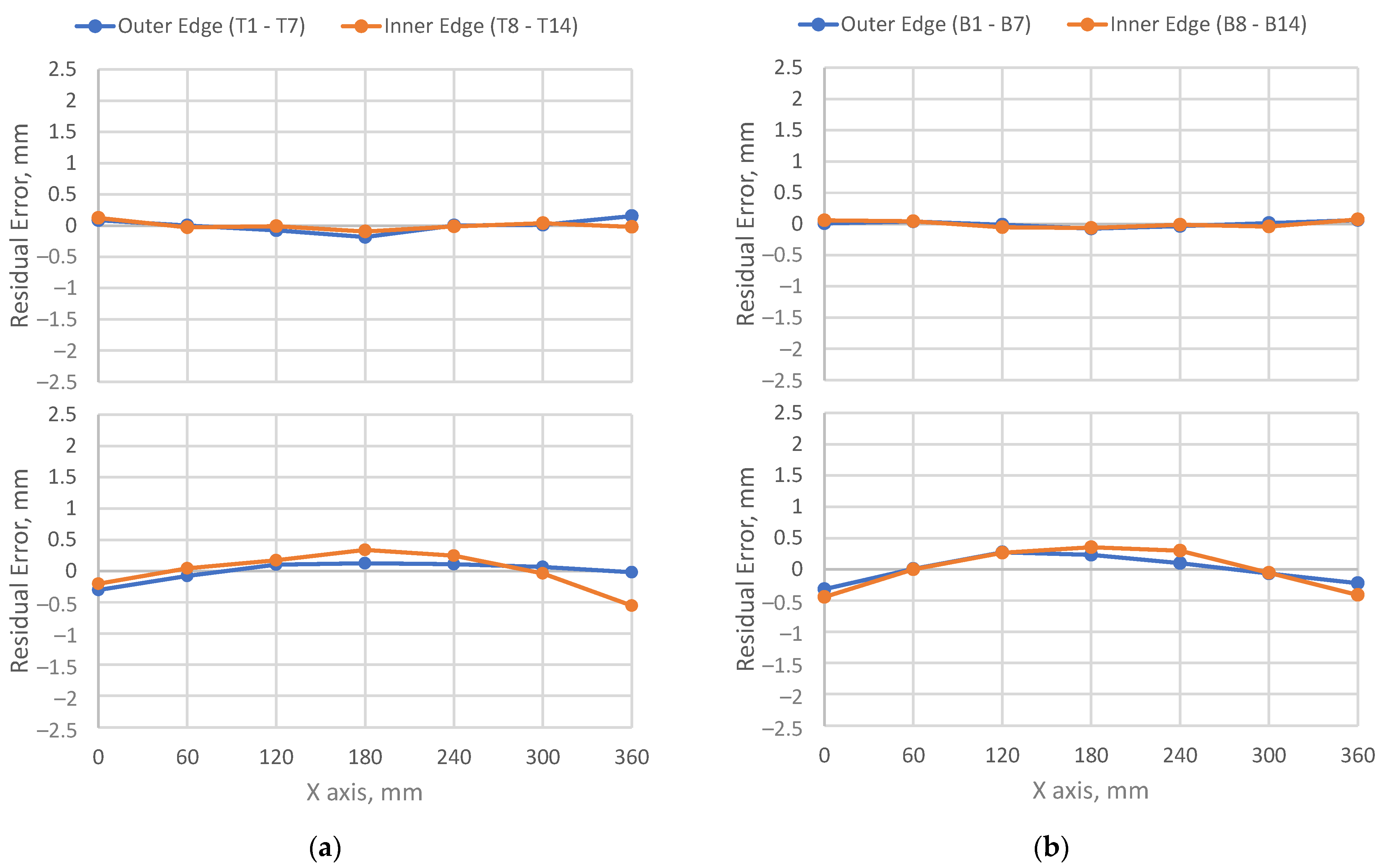
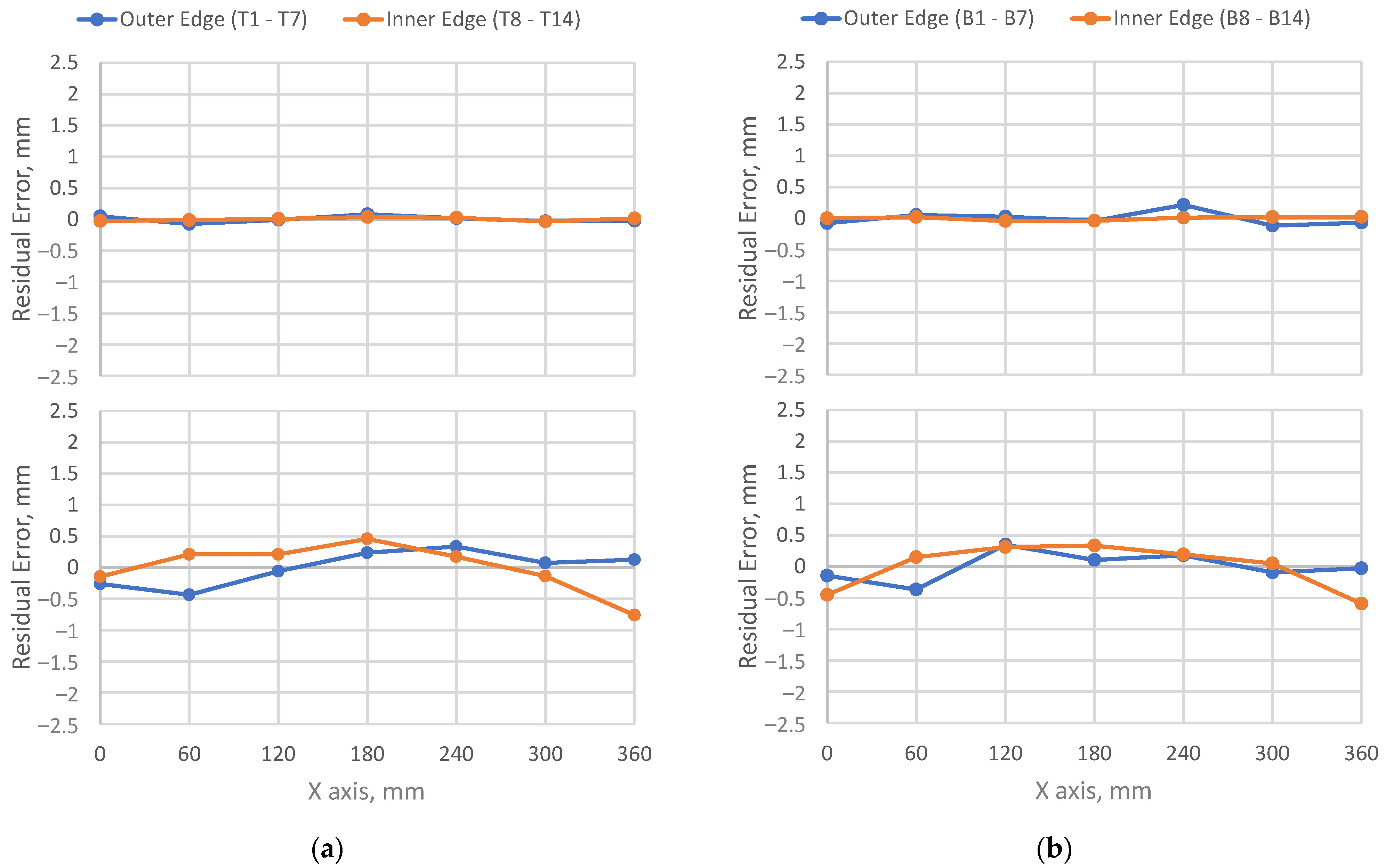
2.2. Metrology of Sheet Metal Distortion
3. Results and Discussion
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Shen, Z.; Ding, Y.; Gerlich, A.P. Advances in friction stir spot welding. Crit. Rev. Solid State Mater. Sci. 2020, 45, 457–534. [Google Scholar] [CrossRef]
- Schilling, C.; Dos Santos, J. Method and Device for Linking at Least Two Adjoining Work Pieces by Friction Welding. U.S. Patent 6,722,556, 20 April 2004. [Google Scholar]
- Okada, H.; Kamimuki, K.; Yoshikawa, S.; Fukada, S. Refill Friction Spot Joining for Aerospace Application; SAE Technical Paper 2015-01-2614; SAE: Warrendale, PA, USA, 2015. [Google Scholar] [CrossRef]
- Hovanski, Y.; Hunt, J.; Larsen, B. Refill Friction Stir Spot Welding using a Super Abrasive Tool. U.S. Patent Application No. 17/436,915, 12 May 2022. [Google Scholar]
- Oberembt, C.; Allen, C.; Arbegast, W.; Patnaik, A. Screening for process variable sensitivity in refill friction spot welding of 6061 aluminium sheet. In Friction Stir Welding and Processing IV; Mishra, R.S., Mahoney, M.W., Lienert, T.J., Jata, K.V., Eds.; John Wiley & Sons: New York, NY, USA, 2007; pp. 359–368. [Google Scholar]
- Shen, Z.; Yang, X.; Zhang, Z.; Cui, L.; Li, T. Microstructure and failure mechanisms of refill friction stir spot welded 7075-T6 aluminum alloy joints. Mater. Des. 2013, 44, 476–486. [Google Scholar] [CrossRef]
- Reimann, M.; Goebel, J.; dos Santos, J.F. Microstructure Evolution and Mechanical Properties of Keyhole Repair Welds in AA 2219-T851 Using Refill Friction Stir Spot Welding. J. Mater. Eng. Perform. 2018, 27, 5220–5226. [Google Scholar] [CrossRef]
- De Castro, C.C.; Plaine, A.H.; Dias, G.P.; de Alcântara, N.G.; dos Santos, J.F. Investigation of geometrical features on me-chanical properties of AA2198 refill friction stir spot welds. J. Manufact. Proc. 2018, 36, 330–339. [Google Scholar] [CrossRef]
- Patnaik, A.; Koch, K.; Arbegast, W.; Allen, C. Static Properties of “Refill” Friction Spot Welded Skin Stiffened Compression Panels; SAE Technical Paper 2006-01-0967; SAE: Warrendale, PA, USA, 2006. [Google Scholar] [CrossRef]
- Muci-Küchler, K.H.; Kalagara, S.; Arbegast, W.J. Simulation of a Refill Friction Stir Spot Welding Process Using a Fully Coupled Thermo-Mechanical FEM Model. J. Manuf. Sci. Eng. 2010, 132, 014503. [Google Scholar] [CrossRef]
- Lacki, P.; Derlatka, A. Strength evaluation of beam made of the aluminum 6061-T6 and titanium grade 5 alloys sheets joined by RFSSW and RSW. Compos. Struct. 2017, 159, 491–497. [Google Scholar] [CrossRef]
- Berger, E.; Miles, M.; Curtis, A.; Blackhurst, P.; Hovanski, Y. 2D Axisymmetric Modeling of Refill Friction Stir Spot Welding and Experimental Validation. J. Manuf. Mater. Process. 2022, 6, 89. [Google Scholar] [CrossRef]
- Okada, H.; Kamimuki, K.; Fujimoto, M. Assembly Study of Refill FSSW. SAE Int. J. Aerosp. 2013, 6, 299–304. [Google Scholar] [CrossRef]
- Fukada, S.; Ohashi, R.; Fujimoto, M.; Okada, H. Refill friction stir spot welding of dissimilar materials consisting of A6061 and hot dip zinc-coated steel sheets. In Proceedings of the 201st International Joint Symposium on Joining and Welding3, Osaka, Japan, 6–8 November 2013; pp. 183–187. [Google Scholar] [CrossRef]
- Boldsaikhan, E.; Fukada, S.; Fujimoto, M.; Kamimuki, K.; Okada, H.; Duncan, B.; Bui, P.; Yeshiambel, M.; Brown, B.; Handyside, A. Refill Friction Stir Spot Joining Rivet Replacement Technology; SAE Technical Paper 2016-01-2130; SAE: Warrendale, PA, USA, 2016. [Google Scholar] [CrossRef]
- Boldsaikhan, E.; Fukada, S.; Fujimoto, M.; Kamimuki, K.; Okada, H. Refill friction stir spot welding of surface-treated aerospace aluminum alloys with faying-surface sealant. J. Manuf. Process. 2019, 42, 113–120. [Google Scholar] [CrossRef]
- Balasubramaniam, G.L.; Boldsaikhan, E.; Fukada, S.; Fujimoto, M.; Kamimuki, K. Effects of Refill Friction Stir Spot Weld Spacing and Edge Margin on Mechanical Properties of Multi-Spot-Welded Panels. J. Manuf. Mater. Process. 2020, 4, 55. [Google Scholar] [CrossRef]
- Balasubramaniam, G.L.; Boldsaikhan, E.; Rosario, G.F.J.; Ravichandran, S.P.; Fukada, S.; Fujimoto, M.; Kamimuki, K. Mechanical Properties and Failure Mechanisms of Refill Friction Stir Spot Welds. J. Manuf. Mater. Process. 2021, 5, 118. [Google Scholar] [CrossRef]
- Ravichandran, S.P. Comparison of refill friction stir spot welding versus riveting in aircraft applications. Master’s Thesis, Wichita State University, Wichita, KS, USA, 2019. [Google Scholar]
- Joseph Rosario, G.F. Static test simulation of refill friction stir spot welded and riveted coupons using finite element analysis. Master’s Thesis, Wichita State University, Wichita, KS, USA, 2019. [Google Scholar]
- Madras Karunamurthy, S.K. Distortion of refill friction stir spot welding. Master’s Thesis, Wichita State University, Wichita, KS, USA, 2020. [Google Scholar]
- Lakshmi Balasubramaniam, G. Robotic Refill Friction Stir Spot Welding for Aerospace Applications. Ph.D. Thesis, Wichita State University, Wichita, KS, USA, 2021. [Google Scholar]
- Kubit, A.; Trzepiecinski, T. A fully coupled thermo-mechanical numerical modelling of the refill friction stir spot welding process in Alclad 7075-T6 aluminium alloy sheets. Arch. Civ. Mech. Eng. 2020, 20, 1–14. [Google Scholar] [CrossRef]
- Kluz, R.; Kubit, A.; Trzepiecinski, T.; Faes, K. Polyoptimisation of the refill friction stir spot welding parameters applied in joining 7075-T6 Alclad aluminium alloy sheets used in aircraft components. Int. J. Adv. Manuf. Technol. 2019, 103, 3443–3457. [Google Scholar] [CrossRef] [Green Version]
- Kluz, R.; Kubit, A.; Trzepiecinski, T.; Faes, K.; Bochnowski, W. A Weighting Grade-Based Optimization Method for Determining Refill Friction Stir Spot Welding Process Parameters. J. Mater. Eng. Perform. 2019, 28, 6471–6482. [Google Scholar] [CrossRef] [Green Version]
- Korbel, A. Effect of aircraft rivet installation process and production variables on residual stress, clamping force and fatigue behaviour of thin sheet riveted lap joints. Thin Walled Struct. 2022, 181, 110041. [Google Scholar] [CrossRef]
- Liang, Q.; Zhang, T.; Zhu, C.; Bi, Y. Effect of Riveting Angle and Direction on Fatigue Performance of Riveted Lap Joints. Coatings 2021, 11, 236. [Google Scholar] [CrossRef]
- Tabar, R.S.; Wärmefjord, K.; Söderberg, R. Rapid sequence optimization of spot welds for improved geometrical quality using a novel stepwise algorithm. Eng. Optim. 2020, 53, 867–884. [Google Scholar] [CrossRef]
- Tabar, R.S.; Lindkvist, L.; Wärmefjord, K.; Söderberg, R. Efficient Joining Sequence Variation Analysis of Stochastic Batch Assemblies. J. Comput. Inf. Sci. Eng. 2022, 22, 1–10. [Google Scholar] [CrossRef]
- MMPDS. MMPDS-14 Metallic Materials Properties Development and Standardization (MMPDS) Handbook; Battelle Memorial Institute: Columbus, OH, USA, 2020. [Google Scholar]
- Boldsaikhan, E. Measuring and Estimating Rotary Joint Axes of an Articulated Robot. IEEE Trans. Instrum. Meas. 2020, 69, 8279–8287. [Google Scholar] [CrossRef]
- Chen, L.-Q. Phase-Field Models for Microstructure Evolution. Annu. Rev. Mater. Res. 2002, 32, 113–140. [Google Scholar] [CrossRef] [Green Version]












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| AA6013-T6 (Top Sheet) | AA2029-T8 (Bottom Sheet) | |
|---|---|---|
| Ultimate Strength | 378 MPa | 439 MPa |
| Yield Strength | 300 MPa | 410 MPa |
| Elongation | 8% | 8% |
| Panels | RFSSW Sequences for Spots in Figure 3 |
|---|---|
| Panel 1 | |
| Panel 2 | |
| Panel 3 | |
| Panel 4 | |
| Panel 5 |
| RFSSW Process Parameters | Optimum Settings |
|---|---|
| Shoulder Plunge Depth | 2.4 mm |
| Probe Speed | 6 mm/s |
| Tool Spindle Speed | 1800 r/min |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Boldsaikhan, E.; Milhon, M.; Fukada, S.; Fujimoto, M.; Kamimuki, K. Metrology of Sheet Metal Distortion and Effects of Spot-Welding Sequences on Sheet Metal Distortion. J. Manuf. Mater. Process. 2023, 7, 109. https://doi.org/10.3390/jmmp7030109
Boldsaikhan E, Milhon M, Fukada S, Fujimoto M, Kamimuki K. Metrology of Sheet Metal Distortion and Effects of Spot-Welding Sequences on Sheet Metal Distortion. Journal of Manufacturing and Materials Processing. 2023; 7(3):109. https://doi.org/10.3390/jmmp7030109
Chicago/Turabian StyleBoldsaikhan, Enkhsaikhan, Michael Milhon, Shintaro Fukada, Mitsuo Fujimoto, and Kenichi Kamimuki. 2023. "Metrology of Sheet Metal Distortion and Effects of Spot-Welding Sequences on Sheet Metal Distortion" Journal of Manufacturing and Materials Processing 7, no. 3: 109. https://doi.org/10.3390/jmmp7030109
APA StyleBoldsaikhan, E., Milhon, M., Fukada, S., Fujimoto, M., & Kamimuki, K. (2023). Metrology of Sheet Metal Distortion and Effects of Spot-Welding Sequences on Sheet Metal Distortion. Journal of Manufacturing and Materials Processing, 7(3), 109. https://doi.org/10.3390/jmmp7030109