






Thermomechanical Joining of Hypoeutectic Aluminium Cast Plates †


Abstract
:1. Introduction
2. Materials and Methods
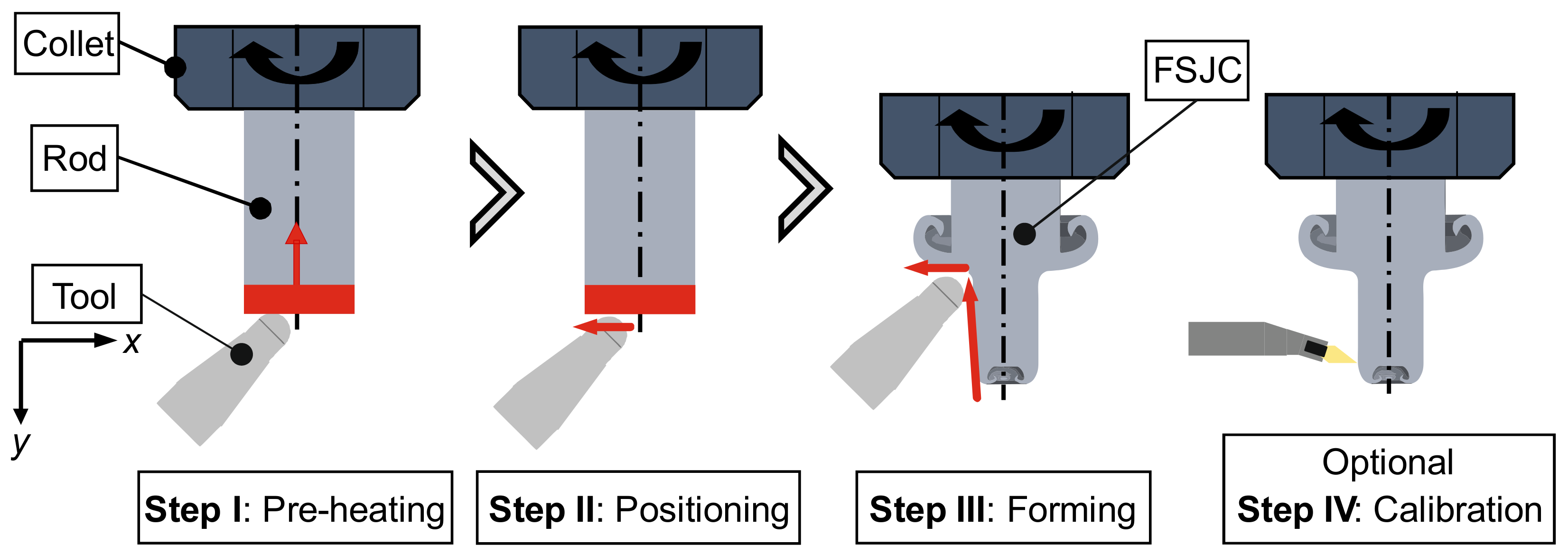
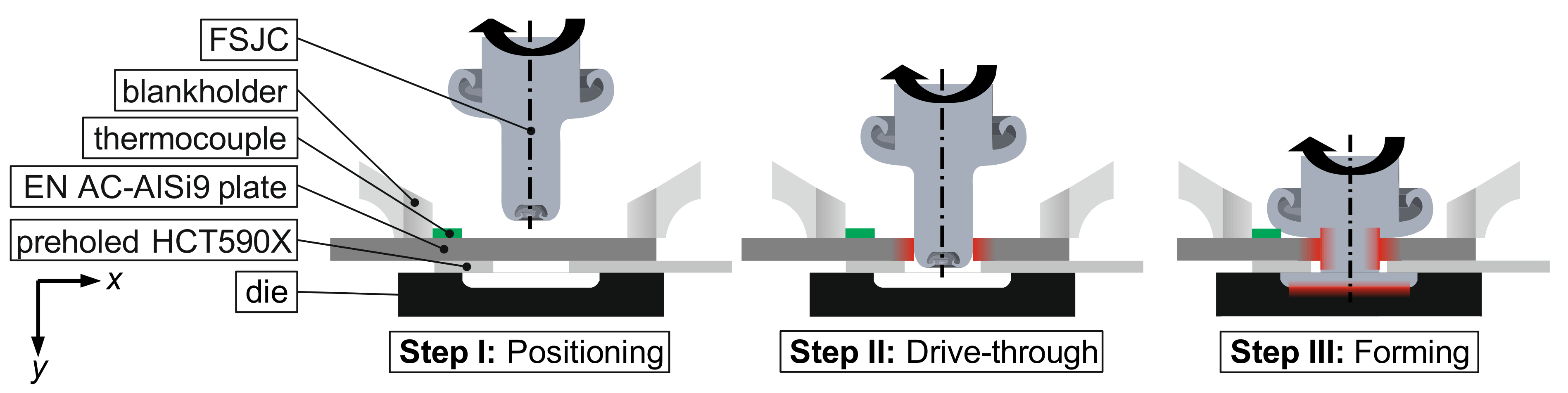
2.1. Joining Using Adaptive Friction Elements
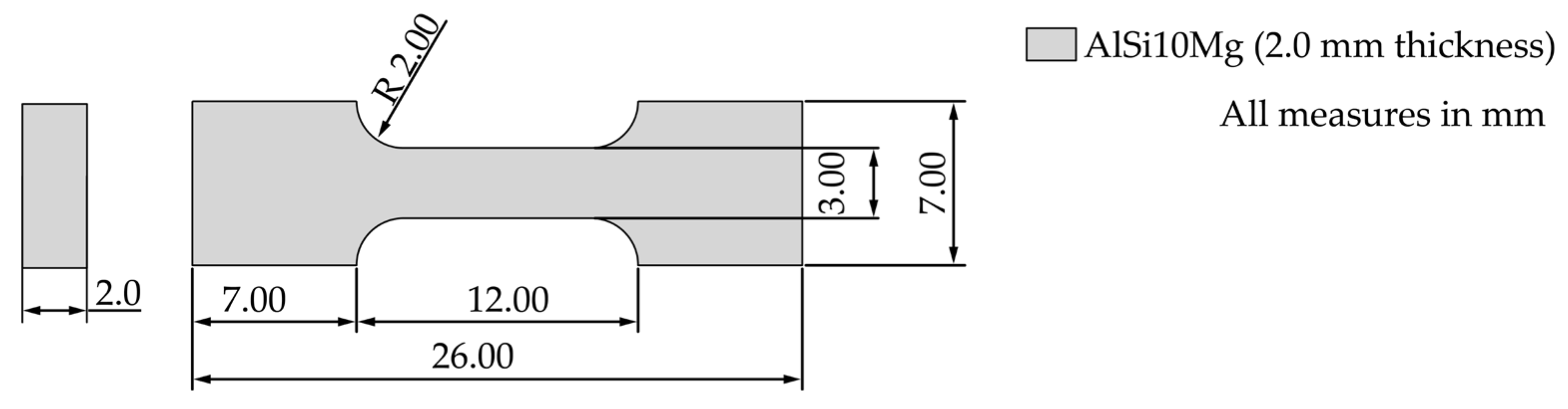
2.2. Manufacture and Properties of Cast Sheets
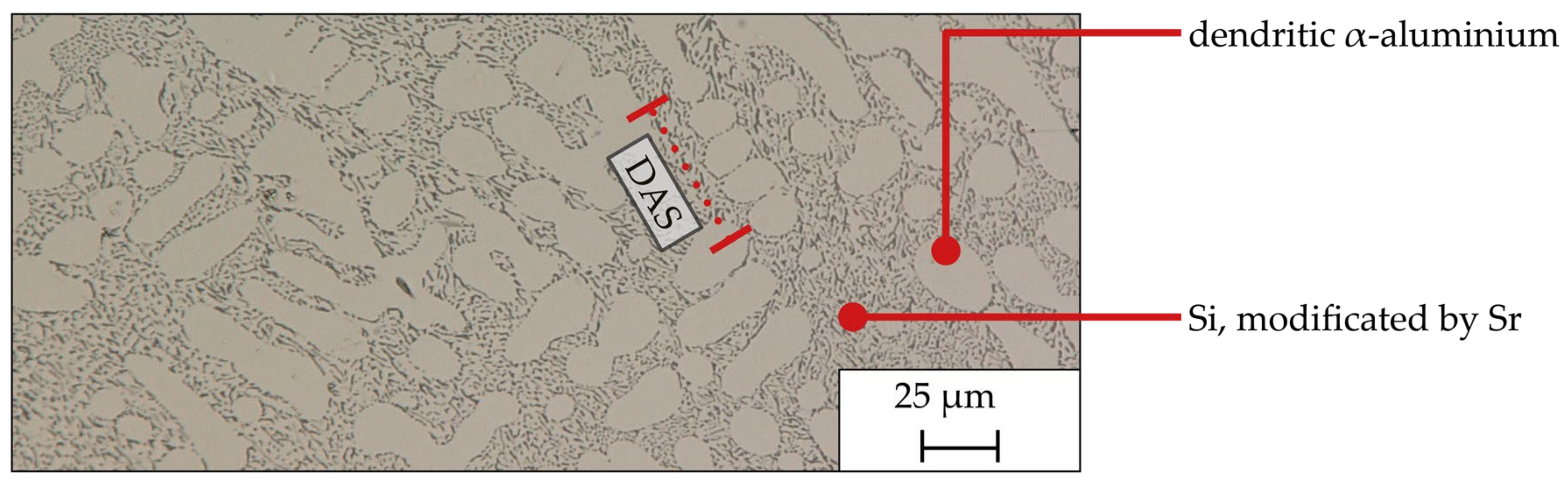
2.3. Investigations of the Microstructure
3. Results
3.1. Characteristics and Properties of the Joining Process
- (a)
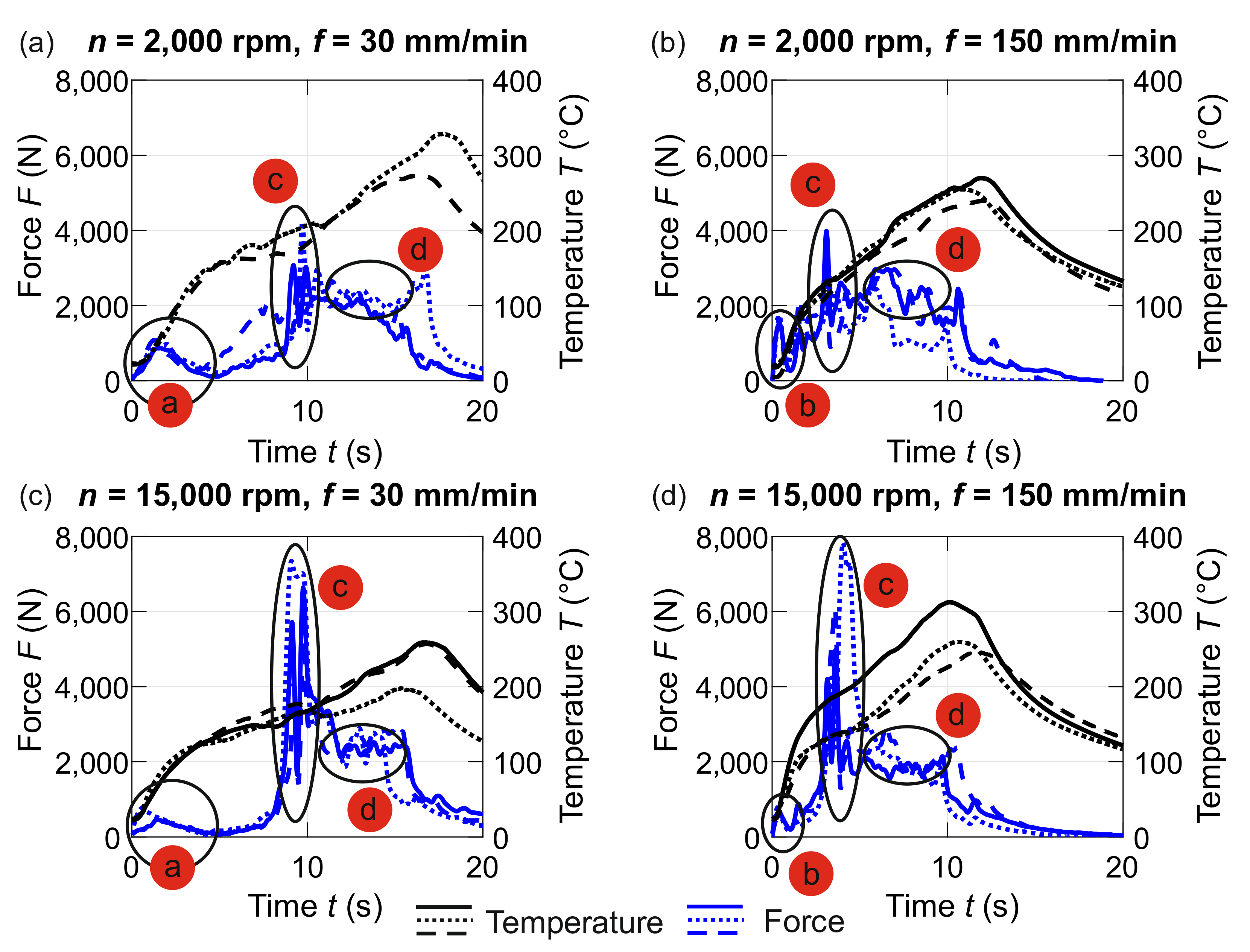
- For the drive-through of the aluminium cast sheet at a low feed rate of f = 30 mm/min, an increase in the process force can be seen until a local maximum is reached. The duration of the total drive-through of the aluminium cast sheet is td = 4 s at this feed rate. Even before forces that are almost back to zero at the total time of t = 4 s are reached, a clear flattening of the process force can be seen for both parameter combinations with the low feed rate. This drop in the process force can be explained by the softening of the aluminium cast sheet due to the application of frictional heat. The height of the local maximum of the process force is influenced by the rotational speed. For the low rotational speed of n = 2000 rpm, a significantly higher force is determined with Fmax = 1120 N (standard deviation SD = 48 N) compared to the characteristic value of Fmax = 638 N (SD = 107 N) for the higher rotational speed of n = 10,000 rpm. Regarding the friction-induced application of temperature based on the drive-through process, no difference can be determined.
- (b)
- As expected, the drive-through of the aluminium sheet using the significantly higher feed rate of f = 150 mm/min compared to the previous observation leads to a significantly shorter partial process time of drive-through of only td = 0.8 s. Independently of this, a comparable course of the force curve occurs with a local maximum being reached and a final decrease in the force due to the temperature-based softening of the cast sheet. Both the increase and the decrease in temperature occur more quickly due to the significantly shorter process time of drive-through. It is also observed for the high feed rate that the maximum force at low rotational speed with Fmax = 1705 N (SD = 106 N) is significantly higher compared to the high rotational speed with Fmax = 701 N (SD = 113 N). The qualitative comparison of the temperature curves for the high feed rate, as well as the high and low rotational speed, reveals the tendency that more heat is generated when both parameters are high. However, this is a tendency and requires further investigation. Based on these two aspects, it can be concluded that the processing time can be significantly reduced with a higher feed rate, but this is also associated with a higher power requirement.
- (c)
- Following the drive-through (with the local force maximum), the auxiliary joining element is guided through the pre-punched steel sheet for all test points with a constant feed rate compared to the drive-through. Here, due to the pre-punching, no new frictional contact occurs (except for the remaining frictional contact at the residual points of the cast sheet), which explains the flattening of the force curve. At time t ≈ 9 s (for the feed of f = 30 mm/min) and t ≈ 3 s (for the feed of f = 150 mm/min), the front shaft of the auxiliary joining element reaches the bottom of the die. This frictional contact occurring over the entire cross-sectional area of the auxiliary joining element with the die (d = 14 mm) leads to a strong increase in the joining force. This increase is strongly dependent on the rotational speed; the examination points with a high rotational speed lead to significantly higher maximum forces. One reason for the higher forces is the higher friction path that increases with rotational speed.
- (d)
- During the forming of the closing head, an almost constant force level of F ≈ 2000 N is achieved for all test points (apart from some fluctuations in the range of a few percentage points), which is independent of the process parameters of the previous drive-through. The average force of the forming of the closing head is thus independent of the process parameters of the previous drive-through. Due to the identical process parameters during the forming process, this process phase also has an identical duration. A significant influence of the process parameters of the previous phase (drive-through of the cast sheet) on the temperature level in the process of forming the closing head cannot be determined either. The constant temperature level for all investigations may also be an explanation for the comparable process forces. Process forces during the forming of the closing head with identical process parameters and geometry are, therefore, only influenced by the strength of the FSJC. The softening of the FJSC that occurs during the application of heat is, therefore, comparable and independent of the drive-through. In future investigations, it will be necessary to vary the process parameters during the forming process to identify any interactions with the drive-through and to determine specific possibilities for influencing the process temperature.Figure 4. Influence of rotational speed and feed rate during the drive-through of the cast sheet on the joining force as well as the temperature. (a) low rotational speed and feed, (b) low rotational speed and high feed, (c) high rotational speed and low feed, (d) high rotational speed and feed.Figure 4. Influence of rotational speed and feed rate during the drive-through of the cast sheet on the joining force as well as the temperature. (a) low rotational speed and feed, (b) low rotational speed and high feed, (c) high rotational speed and low feed, (d) high rotational speed and feed.
![Jmmp 07 00169 g004]()

3.2. Characteristics of the Joint Connections
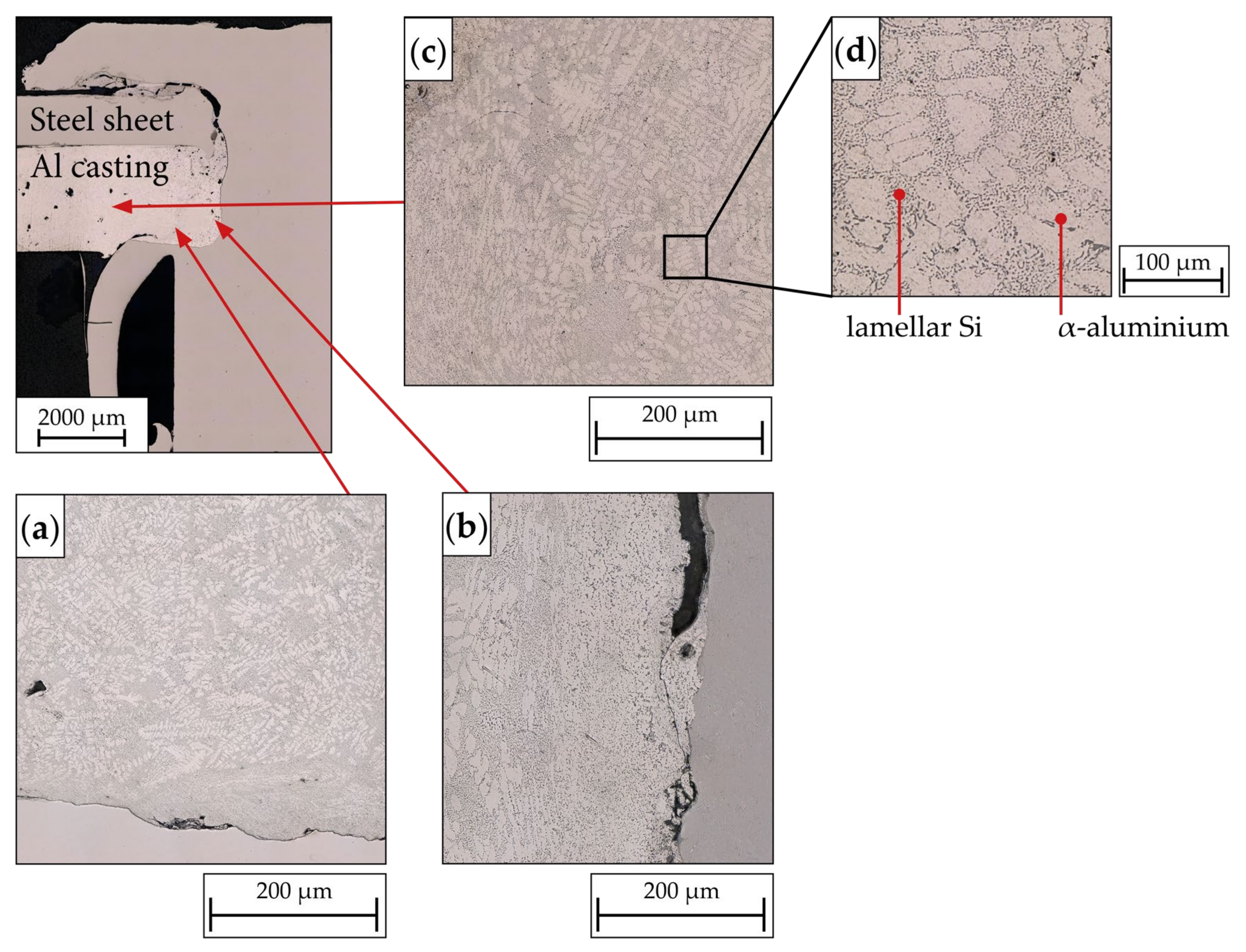
3.3. Macroscopic Examination
4. Conclusions
- The pre-hole-free joining of the aluminium cast plates produced employing sand casting is possible irrespective of the parameters of the joining process examined.
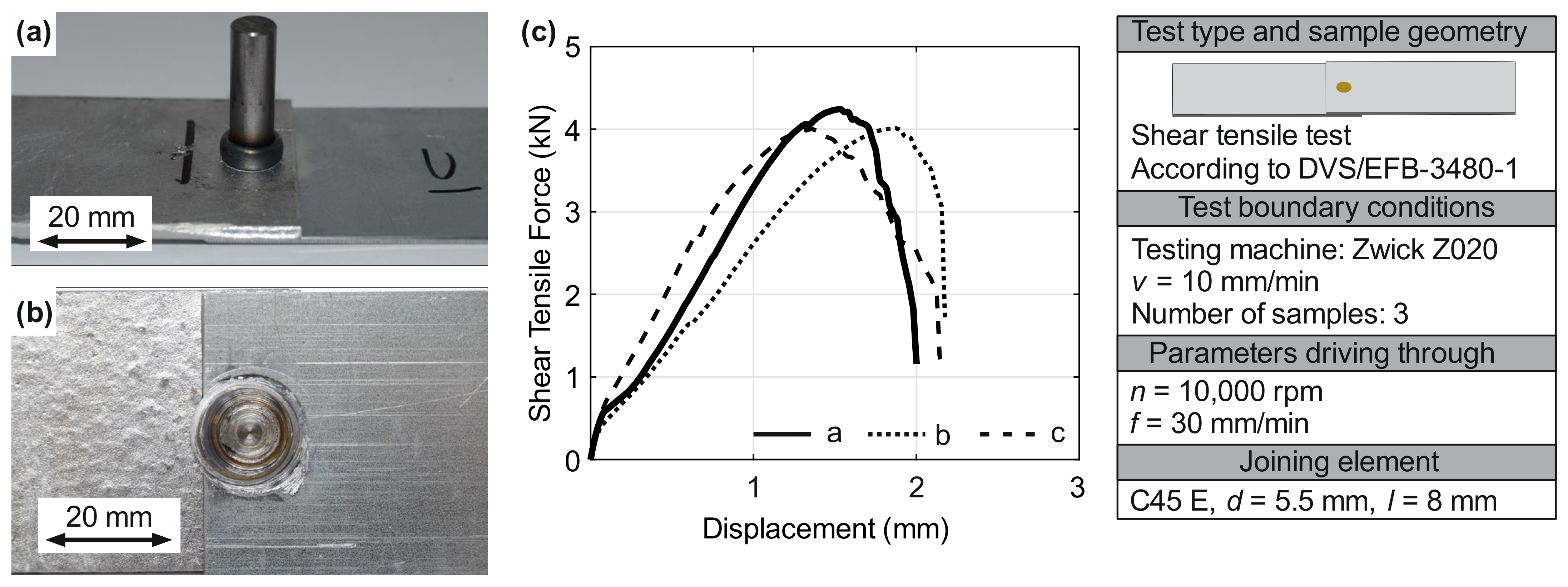
- All examined joints show good strength in the shear tensile test.
- Driving through the aluminium cast plates (AlSi9) applies a sufficiently high amount of heat so that no cracks appear in the casting.
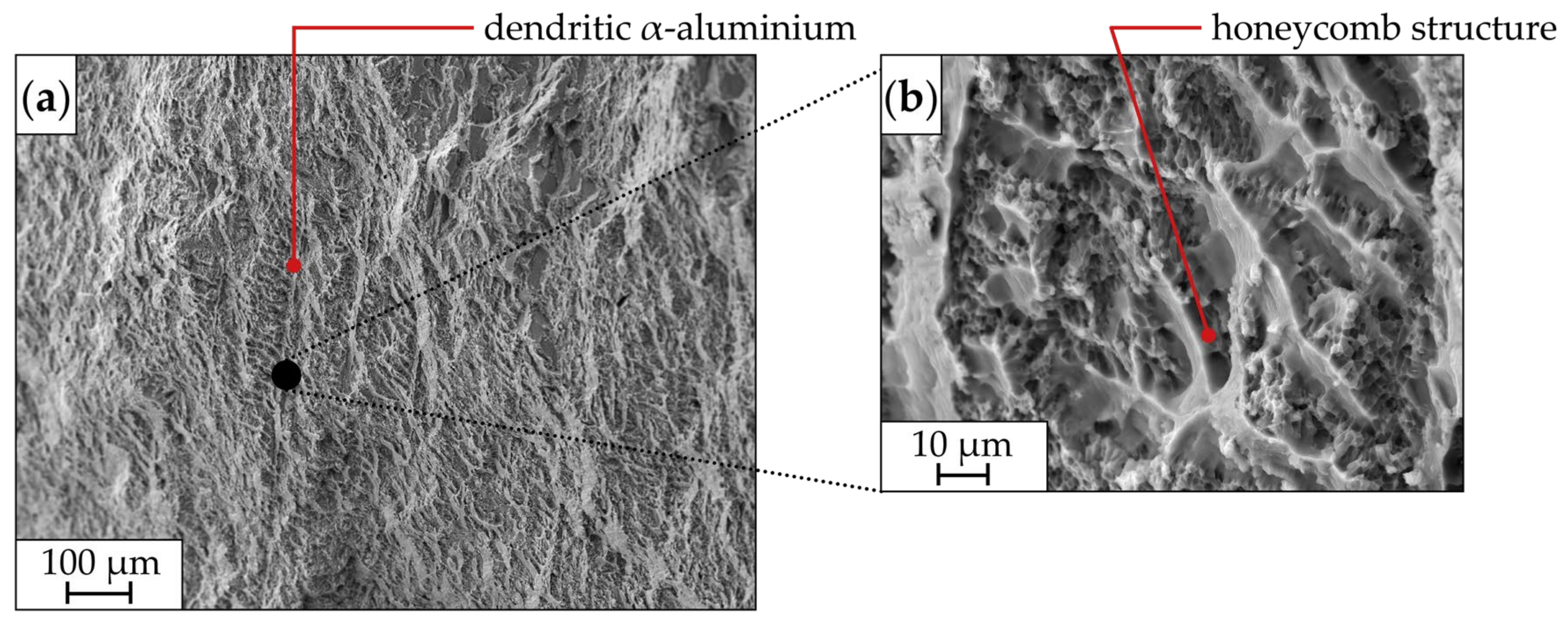
- The heat applied, combined with the associated partial melting, leads to significant grain refinement due to the recrystallisation that takes place.
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Cai, W.; Lai, K.-H.; Liu, C.; Wei, F.; Ma, M.; Jia, S.; Jiang, Z.; Lv, L. Promoting sustainability of manufacturing industry through the lean energy-saving and emission-reduction strategy. Sci. Total Environ. 2019, 665, 23–32. [Google Scholar] [CrossRef] [PubMed]
- Rosenthal, S.; Maaß, F.; Kamaliev, M.; Hahn, M.; Gies, S.; Tekkaya, A.E. Lightweight in Automotive Components by Forming Technology. Automot. Innov. 2020, 3, 195–209. [Google Scholar] [CrossRef]
- Buberger, J.; Kersten, A.; Kuder, M.; Eckerle, R.; Weyh, T.; Thiringer, T. Total CO2-equivalent life-cycle emissions from commercially available passenger cars. Renew. Sustain. Energy Rev. 2022, 159, 112158. [Google Scholar] [CrossRef]
- Taub, A.; de Moor, E.; Luo, A.; Matlock, D.K.; Speer, J.G.; Vaidya, U. Materials for Automotive Lightweighting. Annu. Rev. Mater. Res. 2019, 49, 327–359. [Google Scholar] [CrossRef]
- Haghshenas, M.; Gerlich, A.P. Joining of automotive sheet materials by friction-based welding methods: A review. Eng. Sci. Technol. Int. J. 2018, 21, 130–148. [Google Scholar] [CrossRef]
- Sarfraz, M.S.; Hong, H.; Kim, S.S. Recent developments in the manufacturing technologies of composite components and their cost-effectiveness in the automotive industry: A review study. Compos. Struct. 2021, 266, 113864. [Google Scholar] [CrossRef]
- Salonitis, K.; Jolly, M.; Pagone, E.; Papanikolaou, M. Life-Cycle and Energy Assessment of Automotive Component Manufacturing: The Dilemma Between Aluminum and Cast Iron. Energies 2019, 12, 2557. [Google Scholar] [CrossRef]
- Graf, A. Aluminum alloys for lightweight automotive structures. In Materials, Design and Manufacturing for Lightweight Vehicles, Chapter 3; Elsevier: Amsterdam, The Netherlands; Woodhead Publishing: Duxford, UK, 2021; pp. 97–123. ISBN 9780128187128. [Google Scholar]
- Kurt, H.I.; Oduncuoglu, M.; Asmatulu, R. Wear Behavior of Aluminum Matrix Hybrid Composites Fabricated through Friction Stir Welding Process. J. Iron Steel Res. Int. 2016, 23, 1119–1126. [Google Scholar] [CrossRef]
- Kunčická, L.; Kocich, R. Optimizing electric conductivity of innovative Al-Cu laminated composites via thermomechanical treatment. Mater. Des. 2022, 215, 110441. [Google Scholar] [CrossRef]
- Kunčická, L.; Kocich, R. Effect of activated slip systems on dynamic recrystallization during rotary swaging of electro-conductive Al-Cu composites. Mater. Lett. 2022, 321, 132436. [Google Scholar] [CrossRef]
- Meschut, G.; Merklein, M.; Brosius, A.; Drummer, D.; Fratini, L.; Füssel, U.; Gude, M.; Homberg, W.; Martins, P.; Bobbert, M.; et al. Review on mechanical joining by plastic deformation. J. Adv. Join. Process. 2022, 5, 100113. [Google Scholar] [CrossRef]
- Machuta, J.; Nová, I.; Kejzlar, P. Structure and Mechanical Properties of Aluminium Alloys AlSi10 and AlSi5Mg. Manuf. Technol. 2017, 17, 772–777. [Google Scholar] [CrossRef]
- Kaufman, J.G.; Rooy, E.L. Aluminum Alloy Castings: Properties, Processes, and Applications; ASM International: Materials Park, OH, USA, 2004; ISBN 978-0-87170-803-8. [Google Scholar]
- Martinsen, K.; Hu, S.J.; Carlson, B.E. Joining of dissimilar materials. CIRP Ann. 2015, 64, 679–699. [Google Scholar] [CrossRef]
- Di Michele, G.; Guglielmi, P.; Palumbo, G.; Sorgente, D. Investigation on the Strain Behaviour of a Precipitation-Hardenable Aluminium Alloy through a Temperature Gradient Based Heat Treatment. KEM 2015, 639, 361–368. [Google Scholar] [CrossRef]
- Warlimont, H.; Martienssen, W. (Eds.) Springer Handbook of Materials Data, 2nd ed.; Springer International Publishing: Cham, Switzerland, 2018; ISBN 9783319697437. [Google Scholar]
- Lambiase, F.; Scipioni, S.I.; Lee, C.-J.; Ko, D.-C.; Liu, F. A State-of-the-Art Review on Advanced Joining Processes for Metal-Composite and Metal-Polymer Hybrid Structures. Materials 2021, 14, 1890. [Google Scholar] [CrossRef]
- Siret, O.; Desrayaud, C.; Tourabi, M.A. Thermomechanical Joining of Aluminium Alloys: Effects of the Shear on the Quality of the Joining. MSF 2010, 638–642, 3716–3721. [Google Scholar] [CrossRef]
- Haribalaji, V.; Boopathi, S.; Mohammed Asif, M. Optimization of friction stir welding process to join dissimilar AA2014 and AA7075 aluminum alloys. Mater. Today Proc. 2022, 50, 2227–2234. [Google Scholar] [CrossRef]
- Çam, G.; Mistikoglu, S. Recent Developments in Friction Stir Welding of Al-alloys. J. Mater. Eng. Perform. 2014, 23, 1936–1953. [Google Scholar] [CrossRef]
- Min, J.; Li, J.; Li, Y.; Carlson, B.E.; Lin, J.; Wang, W.-M. Friction stir blind riveting for aluminum alloy sheets. J. Mater. Process. Technol. 2015, 215, 20–29. [Google Scholar] [CrossRef]
- Costas, M.; Morin, D.; Sønstabø, J.K.; Langseth, M. On the effect of pilot holes on the mechanical behaviour of flow-drill screw joints. Experimental tests and mesoscale numerical simulations. J. Mater. Process. Technol. 2021, 294, 117133. [Google Scholar] [CrossRef]
- Altvater, S.; Sikora, S.P.; Siefkes, T. Transition between flow-drill screwing systems considering joining process and joint characteristics. Adv. Ind. Manuf. Eng. 2022, 5, 100091. [Google Scholar] [CrossRef]
- Aslan, F.; Langlois, L.; Balan, T. Experimental analysis of the flow drill screw driving process. Int. J. Adv. Manuf. Technol. 2019, 104, 2377–2388. [Google Scholar] [CrossRef]
- Wischer, C.; Homberg, W. A contribution on versatile process chains: Joining with adaptive joining elements, formed by friction spinning. Prod. Eng. Res. Devel. 2022, 16, 379–388. [Google Scholar] [CrossRef]
- Wischer, C.; Homberg, W. Further Development of an Adaptive Joining Technique Based on Friction Spinning to Produce Pre-Hole-Free Joints. KEM 2022, 926, 1468–1478. [Google Scholar] [CrossRef]
- Borgert, T.; Neuser, M.; Wiens, E.; Grydin, O.; Homberg, W.; Schaper, M. Influence of thermo-mechanical joining process on the microstructure of a hypoeutectic aluminium cast alloy. In Sheet Metal 2023; Materials Research Forum LLC: Millersville, PA, USA, 2023; pp. 187–194. [Google Scholar]
- DVS/EFB-3480-1; Testing the Properties of Mechanical and Hybrid (Mechanical/Bonded) Joints. Beuth: Berlin, Germany, 2017.
- Trimet Aluminium SE. Trimal-37: Druckgusslegierung für Duktile Anwendungen (Engl. Die Casting Alloy for Ductile Applications). Available online: https://www.trimet.eu/fileadmin/downloads/de/trimal-produktblaetter/produktblatt_trimal-37_ASI_2020.pdf (accessed on 17 August 2020).
- CEN: EN ISO 2808:2019; Paints and Varnishes—Determination of Film Thickness. European Committee for Standardization: Brussels, Belgium, 2019.
- Neuser, M.; Böhnke, M.; Grydin, O.; Bobbert, M.; Schaper, M.; Meschut, G. Influence of heat treatment on the suitability for clinching of the aluminium casting alloy AlSi9. Proc. Inst. Mech. Eng. Part L J. Mater. Des. Appl. 2022, 236, 1246–1257. [Google Scholar] [CrossRef]
- DVS Media GmbH. DVS/EFB Merkblatt DVS/EFB 3420, Clinchen-Überblick, Clinching-Basics; DVS Media GmbH: Düsseldorf, Germany, 2002. [Google Scholar]
- BDG-Bundesverband der Deutschen Gießerei-Industrie. P220-Bestimmung des Dendritenarmabstandes für Gussstücke aus Aluminium-Gusslegierungen. Available online: https://www.guss.de/fileadmin/user_upload/richtlinien/bdg-richtlinie_p_220.pdf (accessed on 17 August 2020).
- Neuser, M.; Grydin, O.; Andreiev, A.; Schaper, M. Effect of Solidification Rates at Sand Casting on the Mechanical Joinability of a Cast Aluminium Alloy. Metals 2021, 11, 1304. [Google Scholar] [CrossRef]









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Elements | Al | Si | Mn | Fe | Mg | Cu | Sr | Others |
|---|---|---|---|---|---|---|---|---|
| Mean value in wt% | 88.930 | 10.127 | 0.477 | 0.098 | 0.014 | 0.030 | 0.050 | 0.274 |
| Standard deviation in wt% | 0.008 | 0.009 | 0.000 | 0.001 | 0 | 0.000 | 0.001 |
| Hardness in HBW 2.5/62.5 | Tensile Strength in MPa | Yield Strength in MPa | Elongation at Fracture in % | Yield Strength Ratio |
|---|---|---|---|---|
| 59 ± 0.4 | 163.9 ± 7.0 | 67.9 ± 3.0 | 5.7 ± 1.4 | 0.41 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Borgert, T.; Neuser, M.; Hoyer, K.-P.; Homberg, W.; Schaper, M. Thermomechanical Joining of Hypoeutectic Aluminium Cast Plates. J. Manuf. Mater. Process. 2023, 7, 169. https://doi.org/10.3390/jmmp7050169
Borgert T, Neuser M, Hoyer K-P, Homberg W, Schaper M. Thermomechanical Joining of Hypoeutectic Aluminium Cast Plates. Journal of Manufacturing and Materials Processing. 2023; 7(5):169. https://doi.org/10.3390/jmmp7050169
Chicago/Turabian StyleBorgert, Thomas, Moritz Neuser, Kay-Peter Hoyer, Werner Homberg, and Mirko Schaper. 2023. "Thermomechanical Joining of Hypoeutectic Aluminium Cast Plates" Journal of Manufacturing and Materials Processing 7, no. 5: 169. https://doi.org/10.3390/jmmp7050169
APA StyleBorgert, T., Neuser, M., Hoyer, K. -P., Homberg, W., & Schaper, M. (2023). Thermomechanical Joining of Hypoeutectic Aluminium Cast Plates. Journal of Manufacturing and Materials Processing, 7(5), 169. https://doi.org/10.3390/jmmp7050169