
Influence of the Hot-Top Thermal Regime on the Severity and Extent of Macrosegregation in Large-Size Steel Ingots



Abstract
:1. Introduction
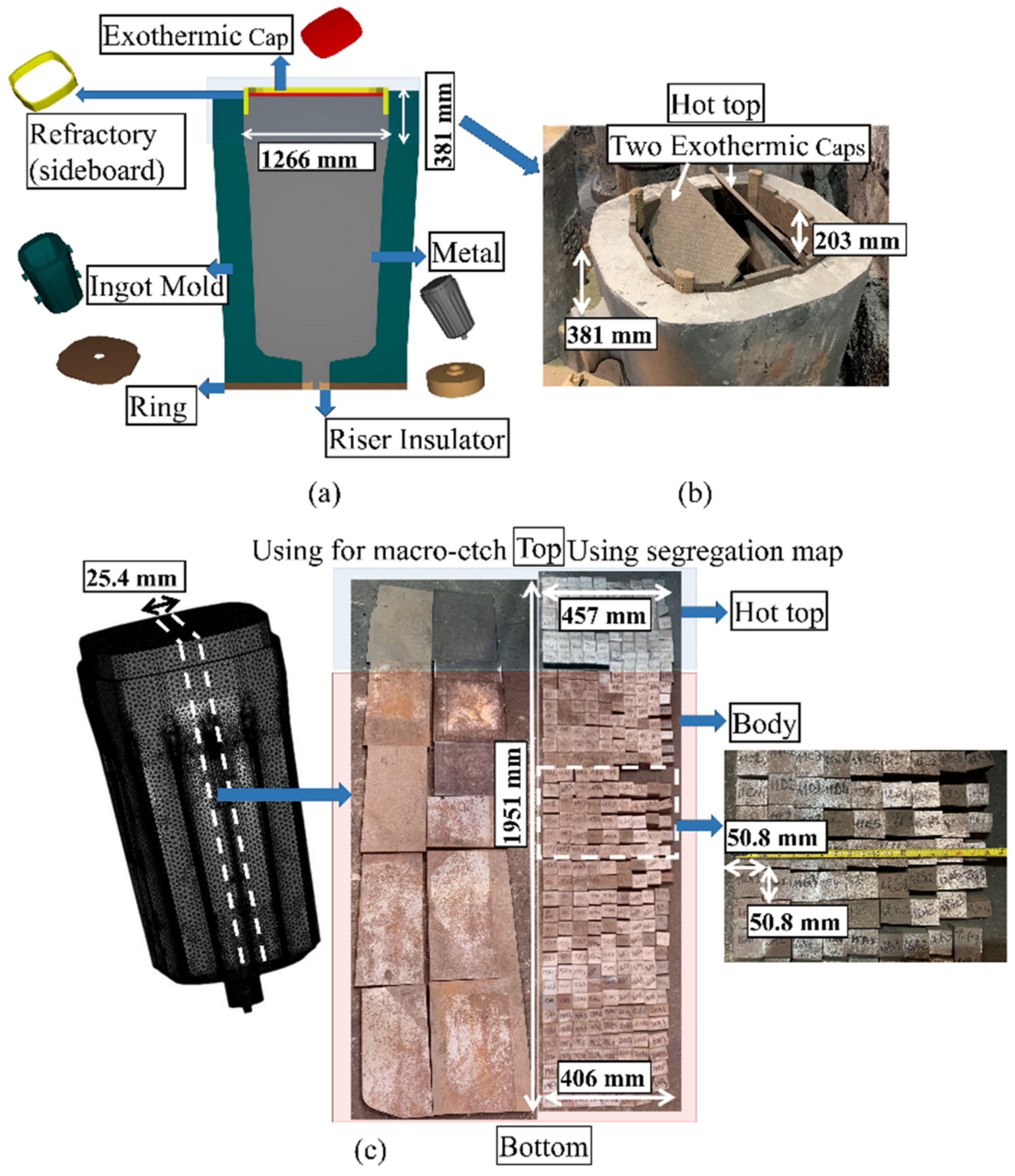
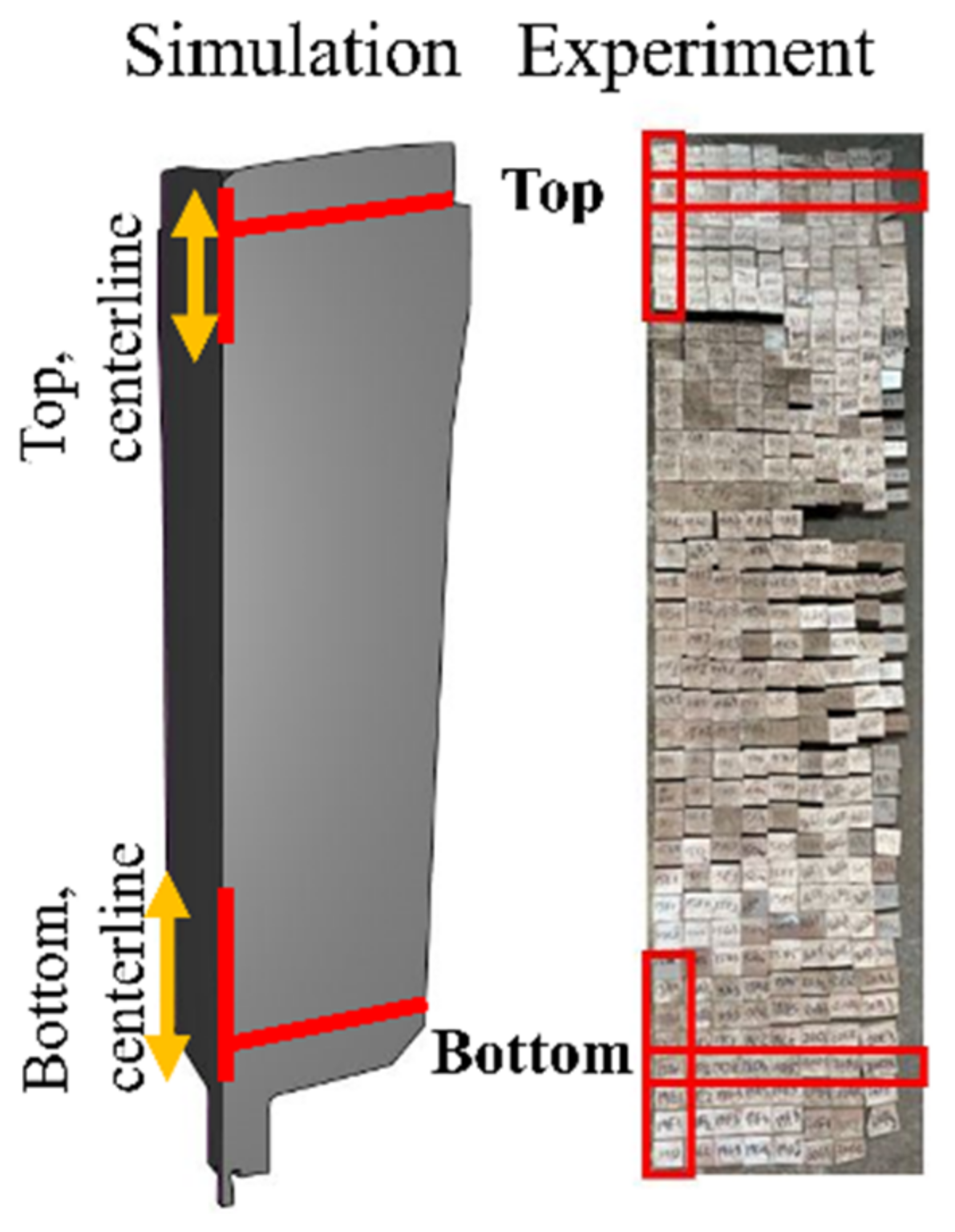
2. Materials and Methods
3. Solidification Model Formulation
Boundary Conditions and Input Parameters
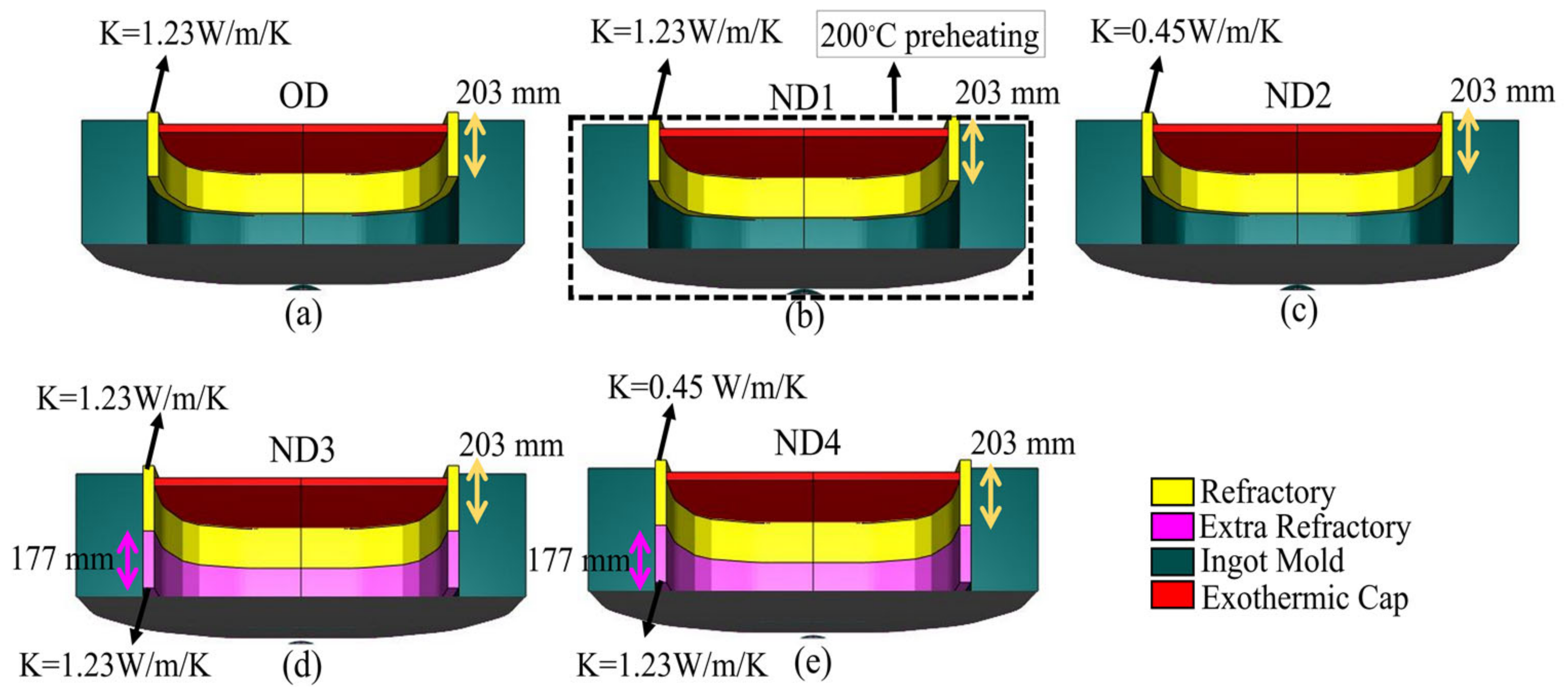
4. Hot-Top Designs
5. Results and Discussions
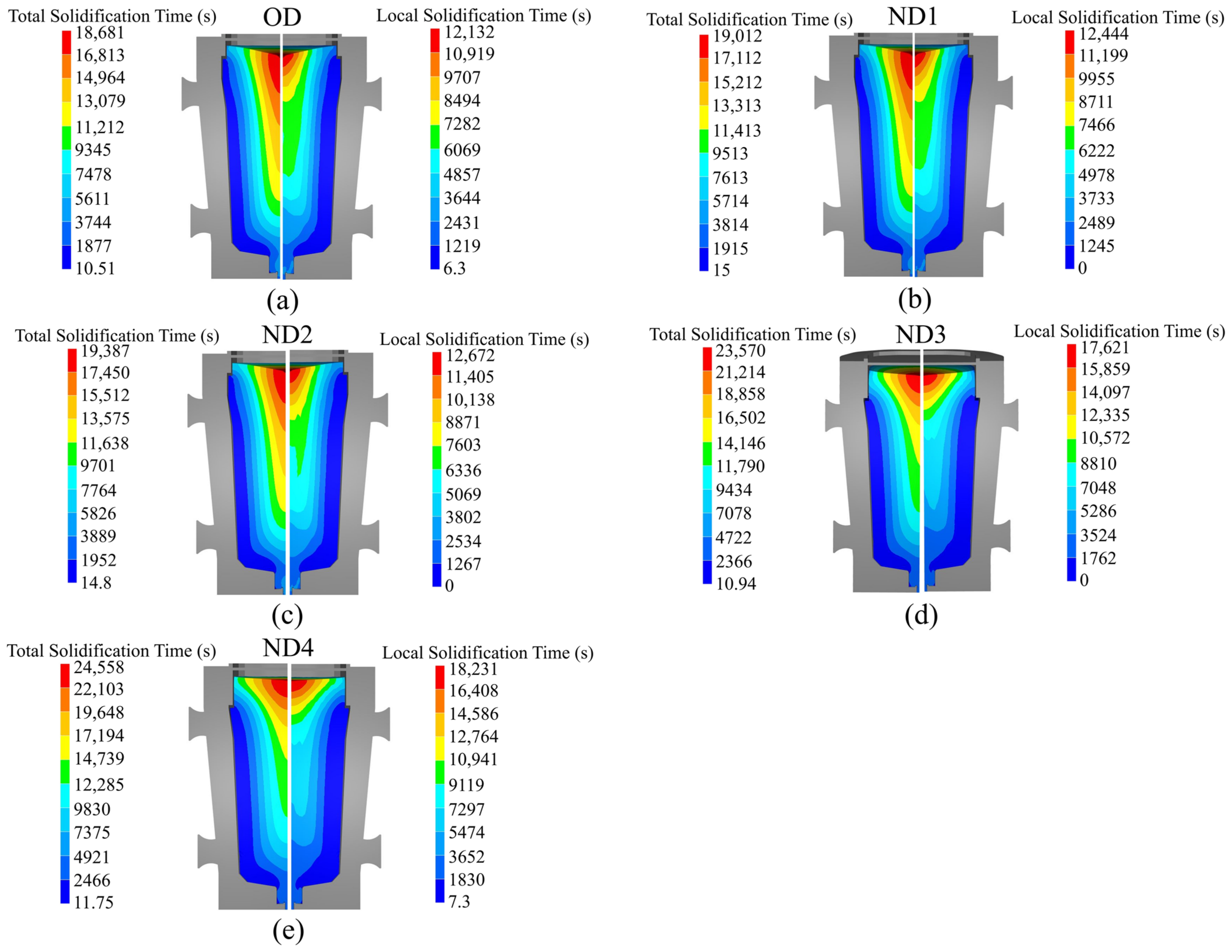
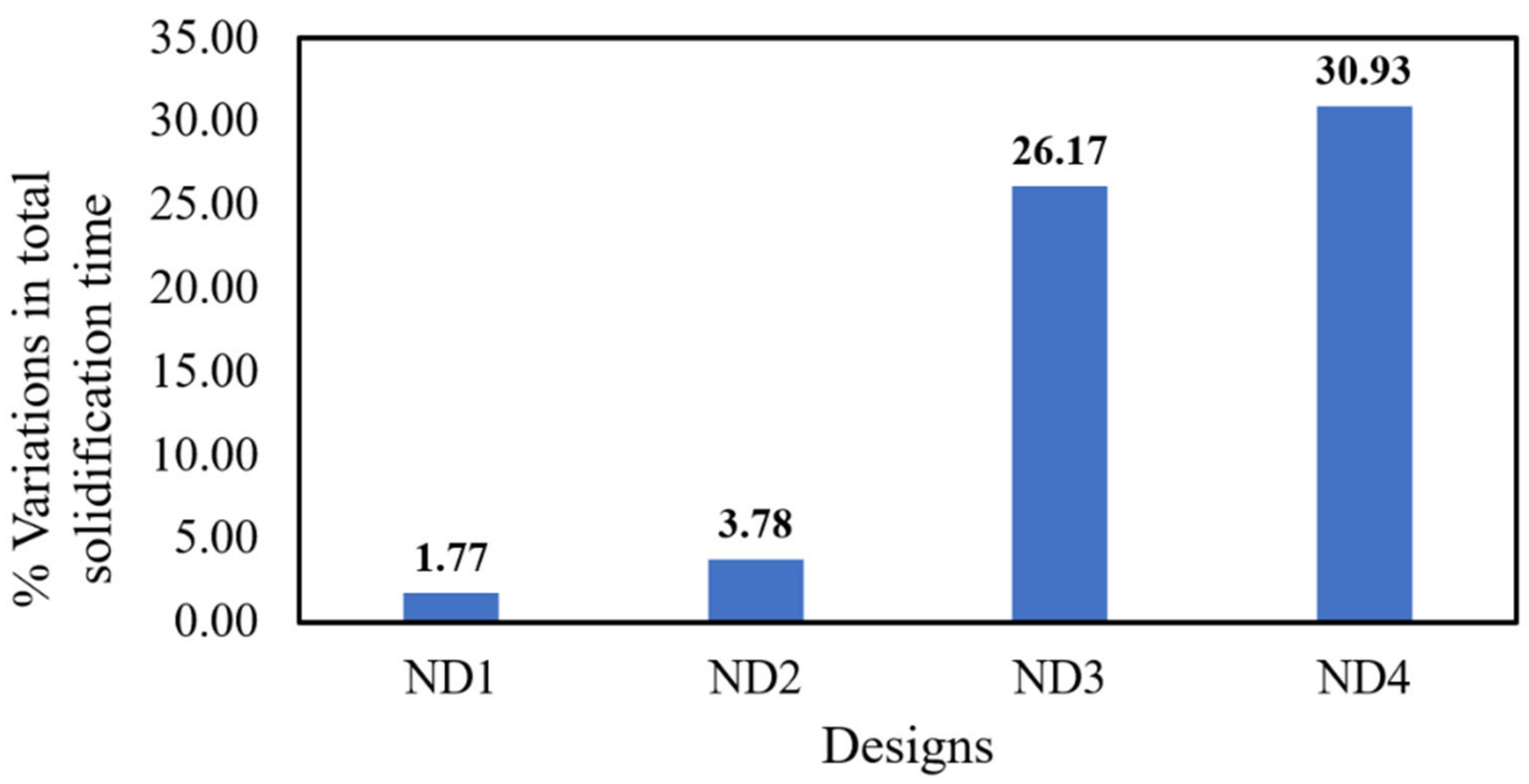
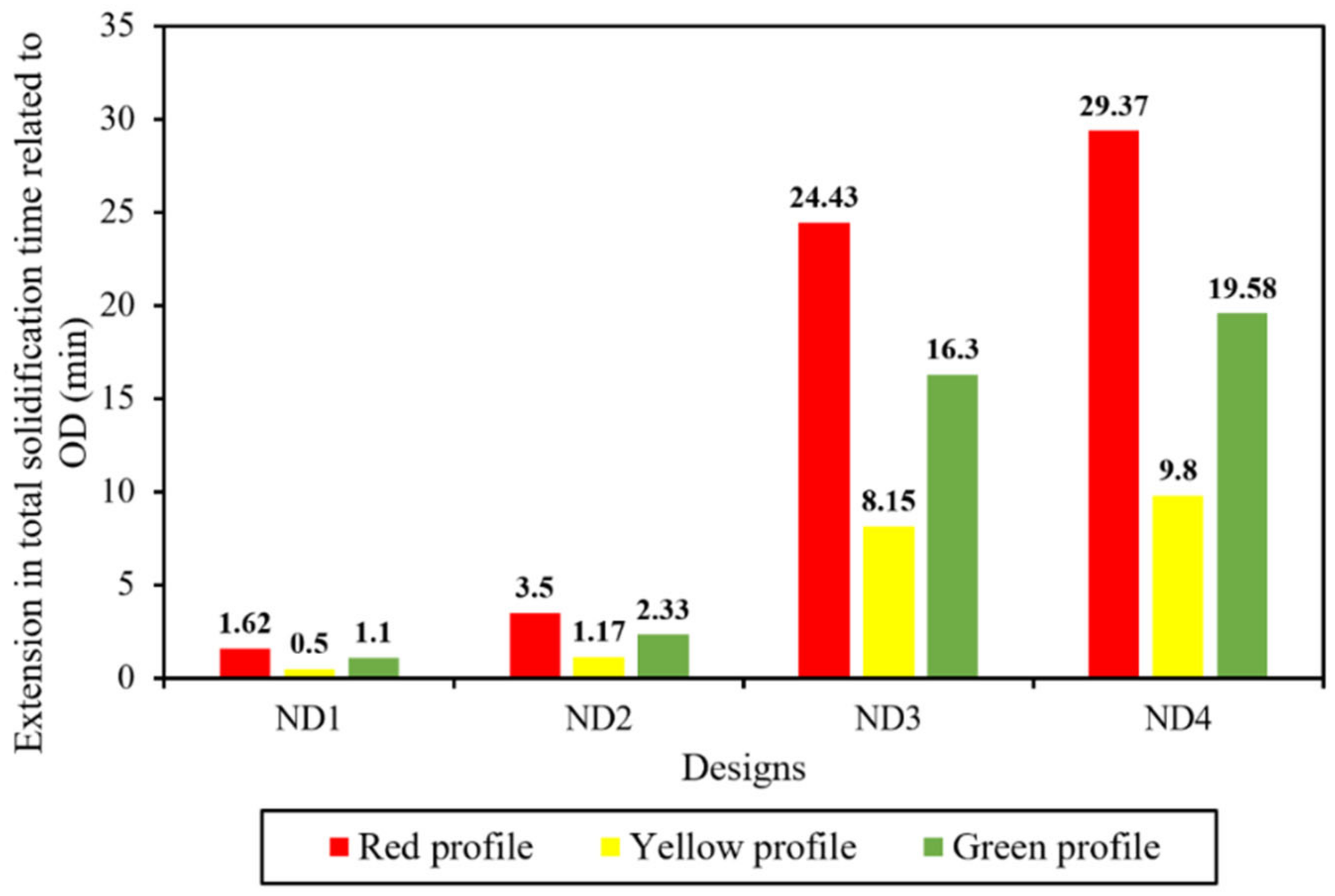
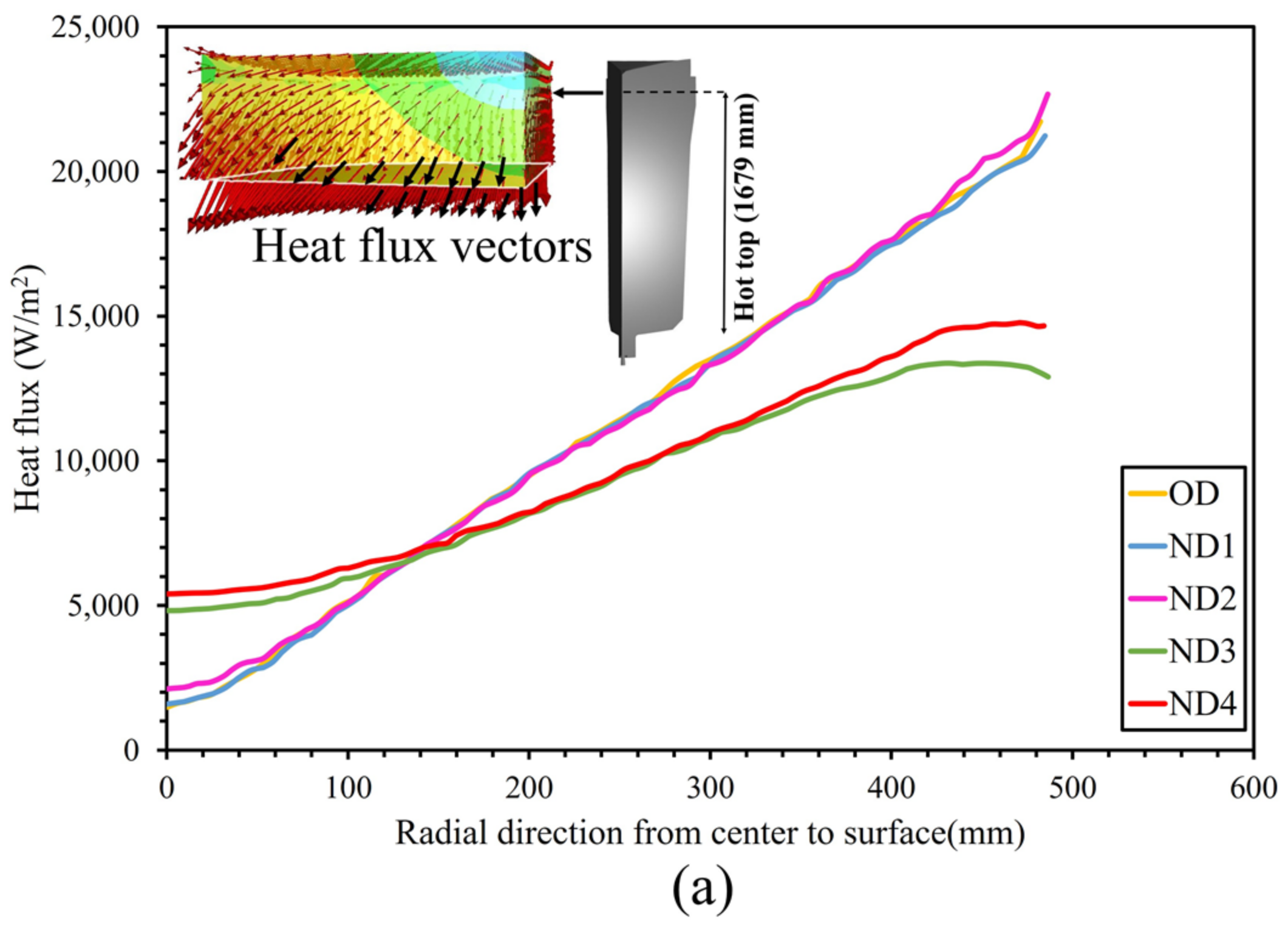
5.1. Solidification Time
5.2. Temperature
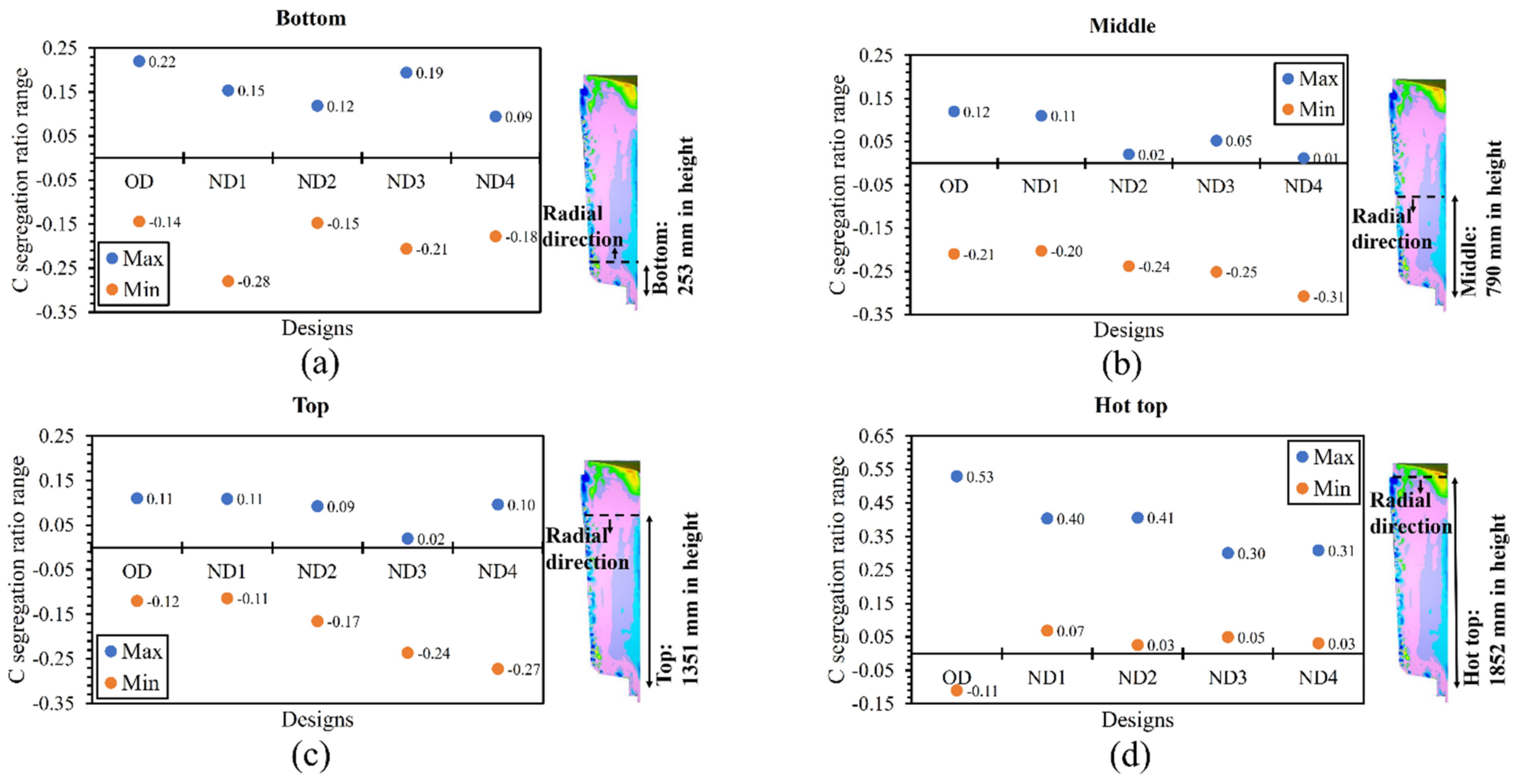
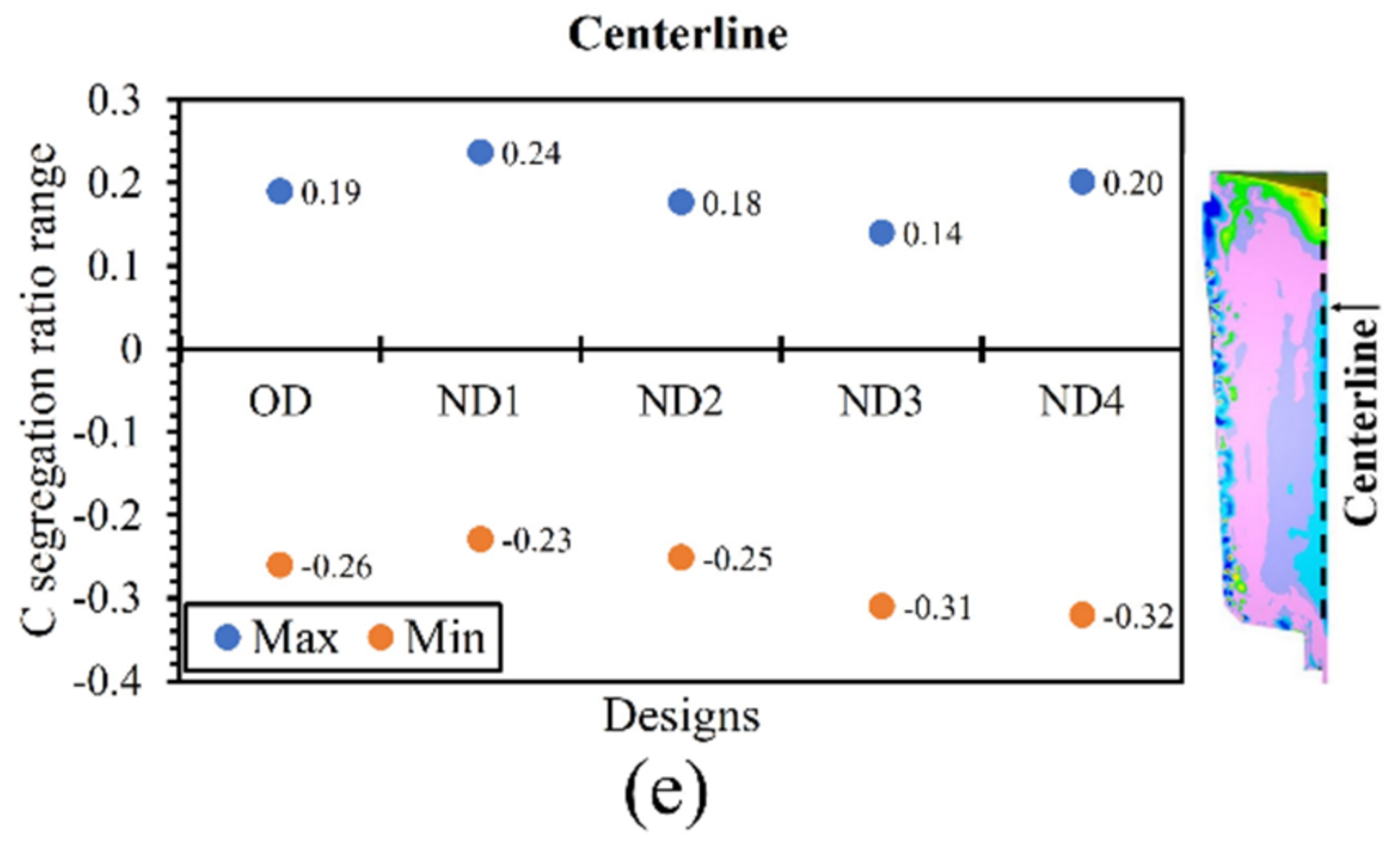
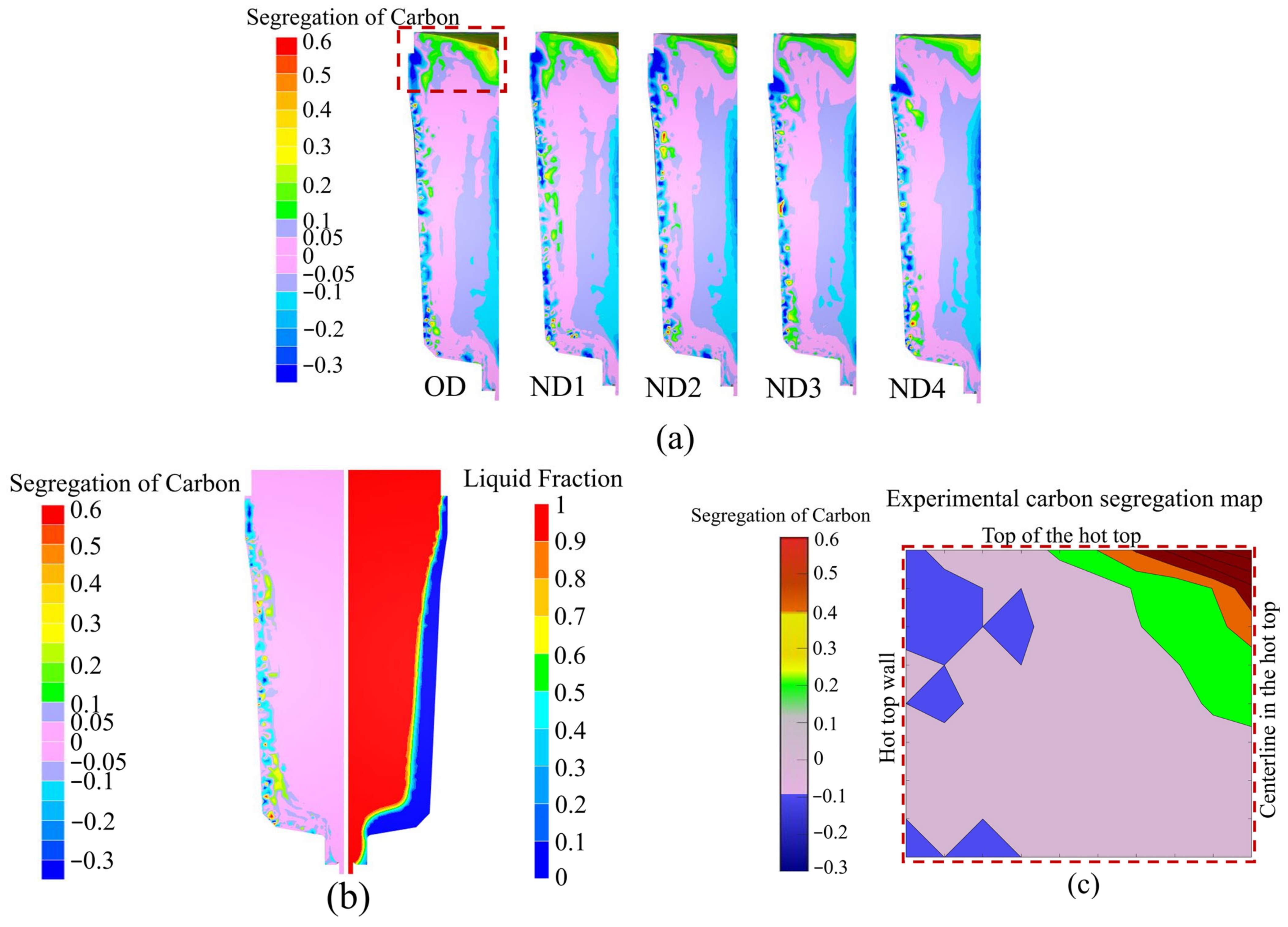
5.3. Macrosegregation
6. Conclusions
- Increments of approximately 2% to 31% were observed in the solidification time with changes made to the hot-top’s heat capacity.
- Inserting the additional sideboard in ND3 and ND4 configurations increased the total solidification time by approximately 30 min in the hot-top region and by up to about 20 min along the centerline axis of the ingot.
- When the hot-top was fully coated with refractory material, this resulted in decreased heat transfer in both the hot-top zone and ingot body, leading to reduced temperature drops, influencing solidification dynamics, and decreasing segregation patterns in the hot-top and upper half of the ingot.
- A descending trend in the carbon macrosegregation range, particularly with regard positive segregation, was observed in various regions of the ingot. This trend coincided with an increase in local solidification time, which facilitated greater diffusion of solute elements within the solid phase, consequently leading to decreased segregation.
- The new designs allowed us to increase the hot-top material yield by between 10 to 29%, depending on the changes made to the hot-top thermal regime. This finding has significant practical implications as it allows researchers to reduce hot-top material waste caused by severe macrosegregation.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
Nomenclature
| Symbols | Parameters |
| Cp | Specific heat capacity (J/kg/°C) |
| Diffusion coefficient of solute i in the liquid (mm2/s) | |
| fl | Liquid fraction |
| fs | Solid fraction |
| g | Gravitational acceleration (m/s2) |
| H | Enthalpy (J) |
| h | Heat transfer coefficient (W/m/°C) |
| hcv | Convective heat transfer coefficient (W/m/°C) |
| Ks | Viscoplastic consistency in the solid |
| k | Partition coefficient |
| Permeability | |
| Lf | Latent heat of fusion (kJ/kg) |
| m | Strain-rate sensitivity coefficient |
| T | Temperature (°C) |
| Tf | melting temperature for pure iron (°K) |
| n | Strain hardening exponent |
| P | Pressure (MPa) |
| q | heat flux (W/m2) |
| Req | Heat transfer resistance (W/m2/°C)−1 |
| R0 | Nominal heat resistance (W/m2/°C)−1 |
| Rair | Air-gap heat resistance (W/m2/°C)−1 |
| Rrad | Heat transfer resistance (W/m2/°C)−1 |
| Tref | Reference temperature (liquidus) (°C) |
| Text | Exterior environmental temperature (°C) |
| Tmold | Initial temperature of molds, powders, and refractory (°C) |
| Tm | Melting temperature of pure iron (°C) |
| ωi | Local concentration of solute i (wt%) |
| Original composition (wt%) | |
| Nominal concentration of solute i (wt%) | |
| Concentration of solute i in the liquid (wt%) | |
| Liquidus slope | |
| N | Number of solute elements |
| Fourier number | |
| ρ0 | Reference density (kg/m3) |
| Thermal expansion coefficient (/K) | |
| Solutal expansion coefficient of solute i (×10−2/wt%) | |
| Average velocity | |
| Von Mises equivalent flow stress (MPa) | |
| ηl | Dynamic viscosity of the liquid |
| Equivalent plastic strain rate | |
| Equivalent plastic strain | |
| ρ | Density (kg/m3) |
| λ | Thermal conductivity (W/m/K) |
| Ɛr | Emissivity |
| σr | Stephan–Boltzmann constant (5.776 × 10−8 W/m2/K) |
| σs | Yield stress (MPa) |
Appendix A

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Carbon Segregation Ratio | ||
|---|---|---|
| Locations | Experiment | Simulation |
| 1659 mm in height from the bottom (radial direction) | (−0.094, +0.5) | (−0.12, +0.41) |
| 90 mm in height from the bottom (radial direction) | (−0.12, +0.03) | (−0.12, +0.04) |
| 300 mm in height below the hot-top surface (vertical direction) | (+0.17, +0.57) | (+0.17, +0.56) |
| 600 mm in height above the bottom (vertical direction) | (−0.09, −0.04) | (−0.12, −0.03) |


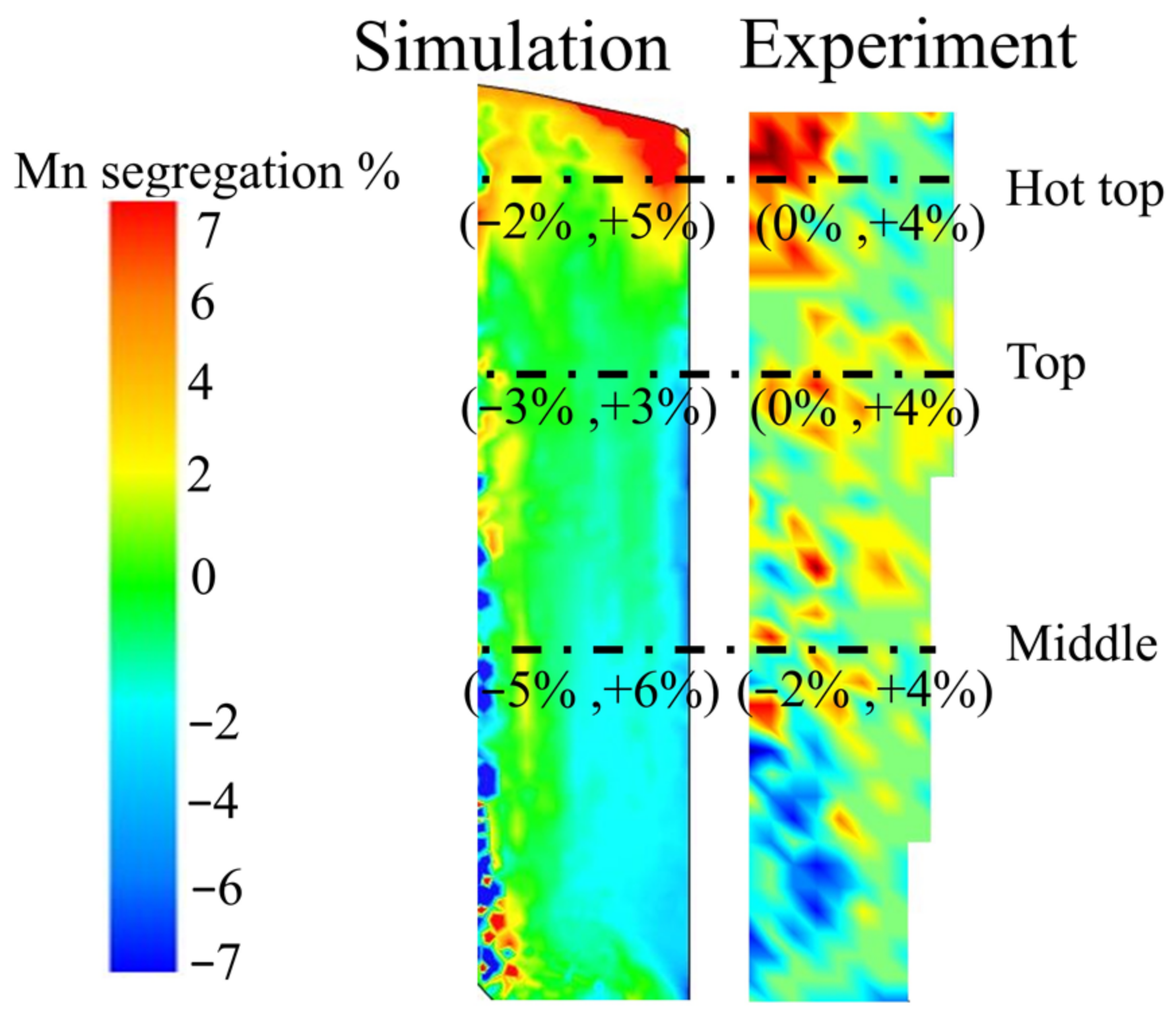
| Manganese Segregation Ratio | ||
|---|---|---|
| Locations | Experiment | Simulation |
| Hot-top: 1708 mm in height from the bottom (radial direction from center to surface) | (0, +0.04) | (−0.02, +0.05) |
| Top: 1350 mm in height from the bottom (radial direction from center to surface) | (0, +0.04) | (−0.03, +0.03) |
| Middle: 790 mm in height from the bottom (radial direction from center to surface) | (−0.02, +0.04) | (+0.05, +0.06) |
References
- Pola, A.; Gelfi, M.; La Vecchia, G.M. Comprehensive Numerical Simulation of Filling and Solidification of Steel Ingots. Materials 2016, 9, 769. [Google Scholar] [CrossRef] [PubMed]
- Yu, S.; Zhu, L.Q.; Lai, J.H.; Pan, M.X.; Liu, Y.Y.; Xuan, W.D.; Wang, J.; Li, C.-J.; Ren, Z.-M. Application of heat absorption method to reduce macrosegregation during solidification of bearing steel ingot. J. Iron Steel Res. Int. 2022, 29, 1915–1926. [Google Scholar] [CrossRef]
- Maduriya, B.; Yadav, N. Prediction of solidification behaviour of alloy steel ingot casting. Mater. Today Proc. 2018, 5, 20380–20390. [Google Scholar] [CrossRef]
- Ghodrati, N.; Baiteche, M.; Loucif, A.; Gallego, P.I.; Jean-Benoit, M.; Jahazi, M. Influence of hot top height on macrosegregation and material yield in a large-size cast steel ingot using modeling and experimental validation. Metals 2022, 12, 1906. [Google Scholar] [CrossRef]
- Ludwig, A.; Wu, M.; Kharicha, A. On macrosegregation. Metall. Mater. Trans. A 2015, 46, 4854–4867. [Google Scholar] [CrossRef]
- Lesoult, G. Macrosegregation in steel strands and ingots: Characterisation, formation and consequences. Mater. Sci. Eng. A 2005, 413, 19–29. [Google Scholar] [CrossRef]
- Beckermann, C. Modelling of macrosegregation: Applications and future needs. Int. Mater. Rev. 2002, 47, 243–261. [Google Scholar] [CrossRef]
- Tveito, K.O.; Pakanati, A.; M’hamdi, M.; Combeau, H.; Založnik, M. A simplified three-phase model of equiaxed solidification for the prediction of microstructure and macrosegregation in castings. Metall. Mater. Trans. A 2018, 49, 2778–2794. [Google Scholar] [CrossRef]
- Li, J.; Xu, X.W.; Ren, N.; Xia, M.X.; Li, J.G. A review on prediction of casting defects in steel ingots: From macrosegregation to multi-defect model. J. Iron Steel Res. Int. 2022, 29, 1901–1914. [Google Scholar] [CrossRef]
- Isobe, K. Development Technology for Prevention of Macro-segregation in Casting of Steel Ingot by Insert Casting in Vacuum Atmosphere. ISIJ Int. 2021, 61, 1556–1566. [Google Scholar] [CrossRef]
- Hurtuk, D.J. Steel ingot casting. In Casting: ASM Handbook; ASM International Materials: Park, OH, USA, 2008; Volume 15, p. 911. [Google Scholar]
- Xu, Y.; Wang, Y.; Zhang, W.; Fei, T.; Zhang, Y.; Zhang, G. Simulation Analysis of Exothermic Powder in Riser Area on Inner Quality of Steel Ingot. IOP Conf. Ser. Mater. Sci. Eng. 2019, 631, 022070. [Google Scholar]
- Ghodrati, N.; Loucif, A.; Morin, J.B.; Jahazi, M. Modeling of the influence of hot top design on microporosity and shrinkage cavity in large-size cast steel ingots. In Proceedings of the 8th International Congress on the Science and Technology of Steelmaking, Montreal, QC, Canada, 2–4 August 2022; pp. 239–244. [Google Scholar] [CrossRef]
- Tashiro, K.; Watanabe, S.; Kitagawa, I.; Tamura, I. Influence of Mould Design on the Solidification and Soundness of Heavy Forging Ingots. Trans. Iron Steel Inst. Jpn. 1983, 23, 312–321. [Google Scholar] [CrossRef]
- Qian, S.; Hu, X.; Cao, Y.; Kang, X.; Li, D. Hot top design and its influence on feeder channel segregates in 100-ton steel ingots. Mater. Des. 2015, 87, 205–214. [Google Scholar] [CrossRef]
- Scepi, M.; Andreoli, B.; Basevi, S.; Giorgetti, A. Thermal and metallurgical control of the efficiency of ingot moulds for forging ingots. In Proceedings of the 9th International Schmiedetagung, Duesseldorf, Germany, 1 May 1981; pp. 77–82. [Google Scholar]
- Flemings, M. Principles of control of soundness and homogeneity of large ingots. Scand. J. Metall. 1976, 5, 1–15. [Google Scholar]
- Kumar, A.; Založnik, M.; Combeau, H.; Demurger, J.; Wendenbaum, J. Experimental and Numerical Studies on the Influence of Hot Top Conditions on Macrosegregation in an Industrial Steel Ingot. In Proceedings of the First International Conference on Ingot Casting, Rolling and Forging (IRCF), Aachen, Germany, 3–7 June 2012; pp. 3–7. [Google Scholar]
- Kermanpur, A.; Eskandari, M.; Purmohamad, H.; Soltani, M.A.; Shateri, R. Influence of mould design on the solidification of heavy forging ingots of low alloy steels by numerical simulation. Mater. Des. 2010, 31, 1096–1104. [Google Scholar] [CrossRef]
- Duan, Z.; Tu, W.; Shen, B.; Shen, H.; Liu, B. Experimental measurements for numerical simulation of macrosegregation in a 36-ton steel ingot. Metall. Mater. Trans. A 2016, 47, 3597–3606. [Google Scholar] [CrossRef]
- Zhang, C.; Loucif, A.; Jahazi, M.; Tremblay, R.; Lapierre, L.P. On the effect of filling rate on positive macrosegregation patterns in large size cast steel ingots. Appl. Sci. 2018, 8, 1878. [Google Scholar] [CrossRef]
- Matlab and Statistics Toolbox Release, The MathWorks, Inc.: Natick, MA, USA, 2012.
- Thercast® NxT 2.1 User Manual Ingot Casting.
- Wu, M.; Ludwig, A.; Kharicha, A. Volume-averaged modeling of multiphase flow phenomena during alloy solidification. Metals 2019, 9, 229. [Google Scholar] [CrossRef]
- Zhang, C. Influence of Casting Process Parameters on Macrosegregation in Large Size Steel Ingots Using Experimentation and Simulation. Doctoral Dissertation, École de Technologie Supérieure, University of Québec, Quebec City, QC, Canada, 2020. [Google Scholar]
- Gouttebroze, S.; Fachinotti, V.D.; Bellet, M.; Combeau, H. 3D-FEM modeling of macrosegregation in solidification of binary alloys. Int. J. Form. Process. 2005, 8, 203–217. [Google Scholar]
- Patil, P.; Puranik, A.; Balachandran, G.; Balasubramanian, V. FEM simulation of effect of mould wall thickness on low alloy steel ingot solidification. Ironmak. Steelmak. 2016, 43, 621–627. [Google Scholar] [CrossRef]
- Kim, N.Y.; Ko, D.C.; Kim, Y.; Han, S.W.; Oh, I.Y.; Moon, Y.H. Feasibility of Reduced Ingot Hot-Top Height for the Cost-Effective Forging of Heavy Steel Ingots. Materials 2020, 13, 2916. [Google Scholar] [CrossRef]
- Jaouen, O.; Costes, F.; Lasne, P. Finite element thermomechanical simulation of steel making from solidification to the first forming operations. In Proceeding of the 4th International Conference on Modelling and Simulation of Metallurgical Processes in Steelmaking, Columbus, OH, USA, 16–20 October 2011; pp. 10–20. [Google Scholar]
- Bellet, M.; Jaouen, O.; Poitrault, I. An ALE-FEM approach to the thermomechanics of solidification processes with application to the prediction of pipe shrinkage. Int. J. Numer. Methods Heat Fluid Flow 2005, 15, 120–142. [Google Scholar] [CrossRef]
- Zhao, X.; Zhang, J.; Lei, S.; Wang, Y. The Position Study of Heavy Reduction Process for Improving Centerline Segregation or Porosity With Extra-Thickness Slabs. Steel Res. Int. 2014, 85, 645–658. [Google Scholar] [CrossRef]
- JMatPro User’s Guide. 2005; Sente Software Ltd.
- Abootorabi, A.; Korojy, B.; Jabbareh, M.A. Effect of mould design on the Niyama criteria during solidification of CH3C 80t ingot. Ironmak. Steelmak. 2020, 47, 722–730. [Google Scholar] [CrossRef]
- Patil, P.; Puranik, A.; Balachandran, G.; Balasubramanian, V. Improvement in Quality and Yield of the Low Alloy Steel Ingot Casting Through Modified Mould Design. Trans. Indian Inst. Met. 2016, 70, 2001–2015. [Google Scholar] [CrossRef]
- Ge, H.; Ren, F.; Cai, D.; Hao, J.; Li, J.; Li, J. Gradual-cooling solidification approach to alleviate macrosegregation in large steel ingots. J. Mater. Process. Technol. 2018, 262, 232–238. [Google Scholar] [CrossRef]
- Malinowski, Z.; Telejko, M.; Hadała, B. Influence of heat transfer boundary conditions on the temperature field of the continuous casting ingot. Arch. Metall. Mater. 2012, 57, 325–331. [Google Scholar] [CrossRef]
- Patil, P.; Marje, V.; Balachandran, G.; Balasubramanian, V. Theoretical study on influence of steel composition on solidification behaviour in ingot casting of low alloy steels at similar casting conditions. Int. J. Cast Met. Res. 2015, 28, 117–128. [Google Scholar] [CrossRef]
- Pickering, E.J. Macrosegregation in steel ingots: The applicability of modelling and characterisation techniques. ISIJ Int. 2013, 53, 935–949. [Google Scholar] [CrossRef]
- Zhang, C.; Shahriari, D.; Loucif, A.; Melkonyan, H.; Jahazi, M. Influence of thermomechanical shrinkage on macrosegregation during solidification of a large-sized high-strength steel ingot. Int. J. Adv. Manuf. Technol. 2018, 99, 3035–3048. [Google Scholar] [CrossRef]















| C | Mn | P | S | Si | Ni | Cr | Mo | Cu | Fe |
|---|---|---|---|---|---|---|---|---|---|
| 0.32 | 0.57 | 0.015 | 0.001 | 0.27 | 0.23 | 1.08 | 0.34 | 0.16 | Balance |
| Conservation Equations | |||
|---|---|---|---|
| 1 | Energy | ρ − ∇ ∙ (λ(T)∇T) = 0 = Cp (T) + Lf | [23,25] |
| 2 | Brody–Flemings model | [23,25] | |
| [23,25] | |||
| 3 | Carman–Kozeny formula | [23,25] | |
| 4 | Solute conservation | + v∙∇ωl i − ∇ (flDl i∇ωl i) = 0 | [23,25] |
| 5 | Momentum | ∇ ∙ s − ∇p + ρg = ρ | [23,25] |
| 6 | Buoyancy term of momentum equation | = 0 (1 T (TTref)) | [23,25] |
| 7 | Local temperature | T = Tm | [23,25] |
| 8 | Navier–Stokes | = ηl (T)√3 2 | [23,25] |
| 9 | Law II of Kozlowski | = Ks (T) n(T) m(T) | [23,25] |
| 10 | Norton–Hoff | = K vp(T)√3 m(T)+1 m(T) | [23,25] |
| 11 | Perzyna law | = σs + K evp(T)√3 m+1 n m | [23,25] |
| 12 | Convection and radiation | q = −λ∇T.n = h(T − Text) | [23,25] |
| h = hcv + Ɛrσr (T + Text)(T2 + T2ext) | |||
| 13 | Heat transfer at interface metal/mold components | −λ∇T·n = (T − Tmold) | [23,25] |
| Req = + Rs If eair > 0 | |||
| Elements | The Sum of Nominal Concentration (wt.%) in Total Nodes | The Sum of Local Concentration (wt.%) in Total Nodes |
|---|---|---|
| Cr | 45,555.62 | 45,440.51 |
| Mn | 24,496.89 | 24,343.84 |
| Mo | 14,612.18 | 14,492.20 |
| Thermal Boundary Condition | ||
|---|---|---|
| 1 | Heat transfer coefficient between metal/mold | h = 5 × 103 W/m2·K |
| 2 | Heat transfer coefficient between cast iron mold/outside | hcv = 12 W/m2·K Text = 20 °C |
| 3 | Heat transfer coefficient between metal/refractory and metal/riser | h = 1 × 102 W/m2·K |
| 4 | Thermal resistance at the interface between metal/cap | R 10−5 m2·K/W |
| 5 | Thermal resistance between mold components | R = 1 × 10−6 m2·K/W |
| 6 | Thermal resistance between mold/refractory and mold/riser material | R = 1 × 10−2 m2·K/W |
| 7 | Emissivity | 0.8 |
| 8 | Thermal conductivity of the mold | 30 W/m/K |
| 9 | Thermal conductivity of the riser insulator | 0.45 W/m/K |
| Discerption | Symbol | Sideboard Height | Thermal Conductivity |
|---|---|---|---|
| Original design | OD | 203 mm | 1.23 W/m/K |
| Preheating in the hot-top up to 200 °C | ND1 | 203 mm | 1.23 W/m/K |
| Change of refractory material | ND2 | 203 mm | 0.45 W/m/K |
| Inserting an additional sideboard with the same material | ND3 | Top: 203 mm | Top: 1.23 W/m/K |
| Bottom: 177 mm | Bottom: 1.23 W/m/K | ||
| Inserting an additional sideboard and change of initial refractory material | ND4 | Top: 203 mm | Top: 0.45 W/m/K |
| Bottom: 177 mm | Bottom: 1.23 W/m/K |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Ghodrati, N.; Champliaud, H.; Morin, J.-B.; Jahazi, M. Influence of the Hot-Top Thermal Regime on the Severity and Extent of Macrosegregation in Large-Size Steel Ingots. J. Manuf. Mater. Process. 2024, 8, 74. https://doi.org/10.3390/jmmp8020074
Ghodrati N, Champliaud H, Morin J-B, Jahazi M. Influence of the Hot-Top Thermal Regime on the Severity and Extent of Macrosegregation in Large-Size Steel Ingots. Journal of Manufacturing and Materials Processing. 2024; 8(2):74. https://doi.org/10.3390/jmmp8020074
Chicago/Turabian StyleGhodrati, Neda, Henri Champliaud, Jean-Benoit Morin, and Mohammad Jahazi. 2024. "Influence of the Hot-Top Thermal Regime on the Severity and Extent of Macrosegregation in Large-Size Steel Ingots" Journal of Manufacturing and Materials Processing 8, no. 2: 74. https://doi.org/10.3390/jmmp8020074
APA StyleGhodrati, N., Champliaud, H., Morin, J. -B., & Jahazi, M. (2024). Influence of the Hot-Top Thermal Regime on the Severity and Extent of Macrosegregation in Large-Size Steel Ingots. Journal of Manufacturing and Materials Processing, 8(2), 74. https://doi.org/10.3390/jmmp8020074