Prediction of Young’s Modulus for Injection Molded Long Fiber Reinforced Thermoplastics

Abstract
:1. Introduction
2. Analytical Modelling Details
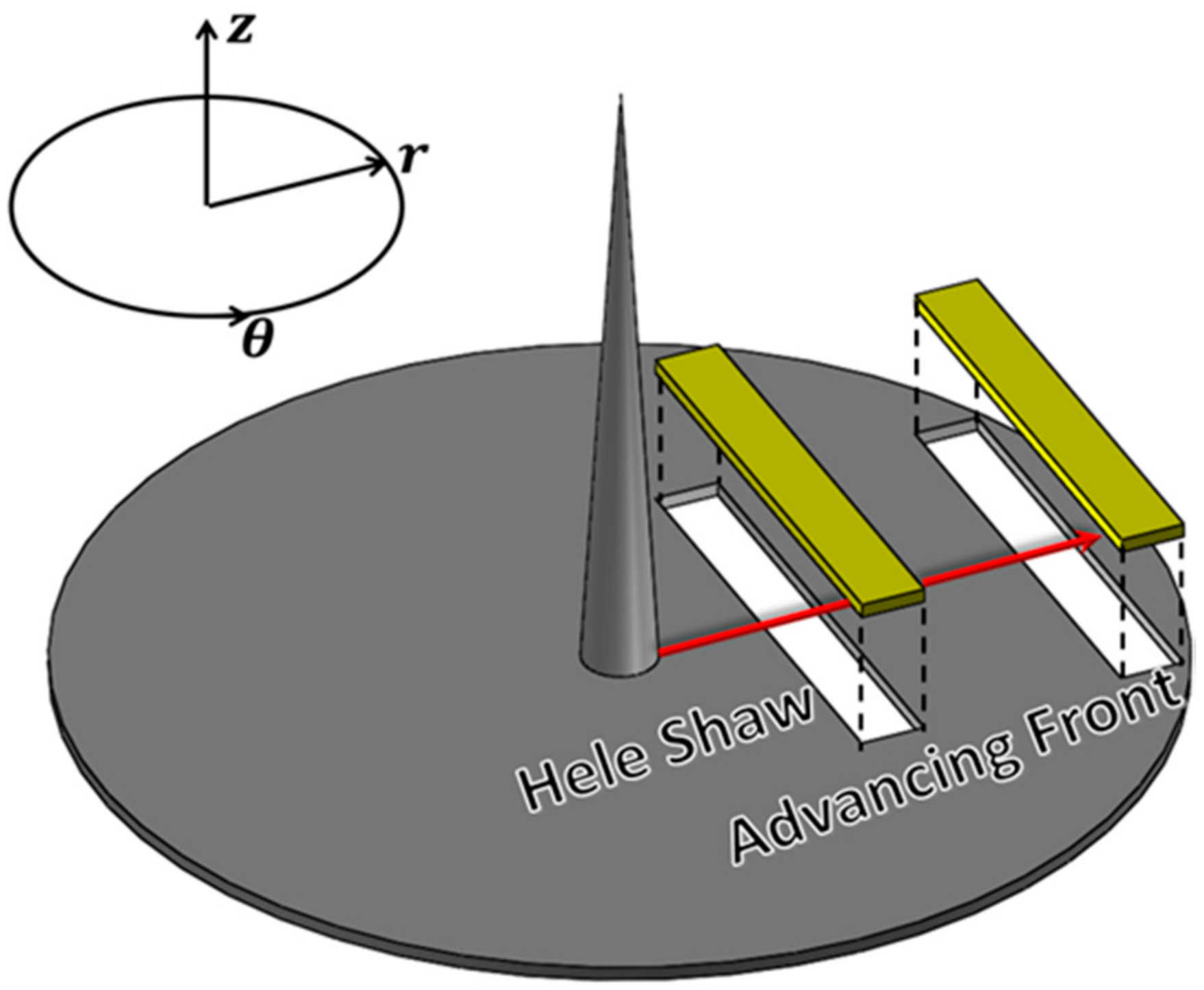
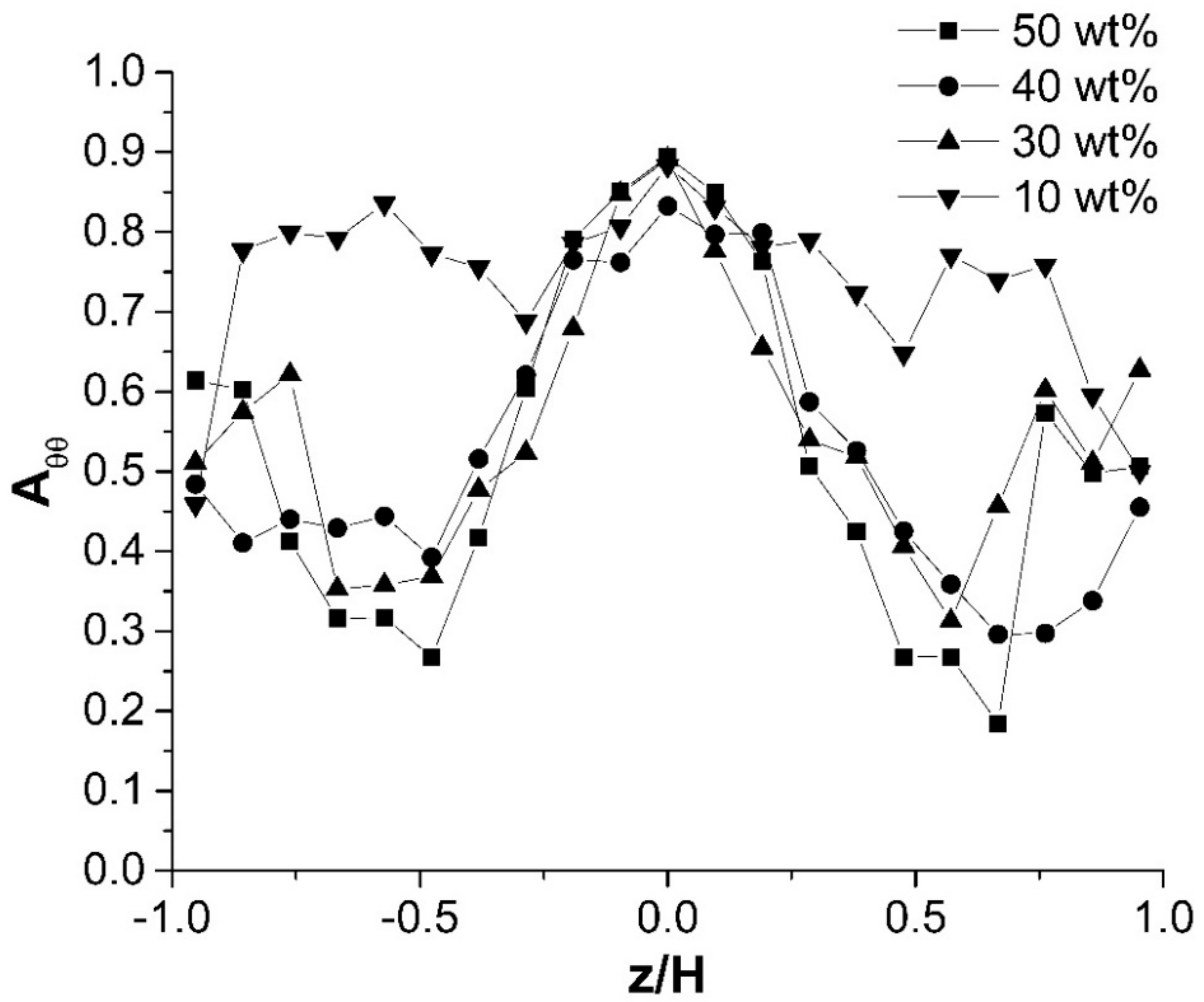
2.1. Orientation
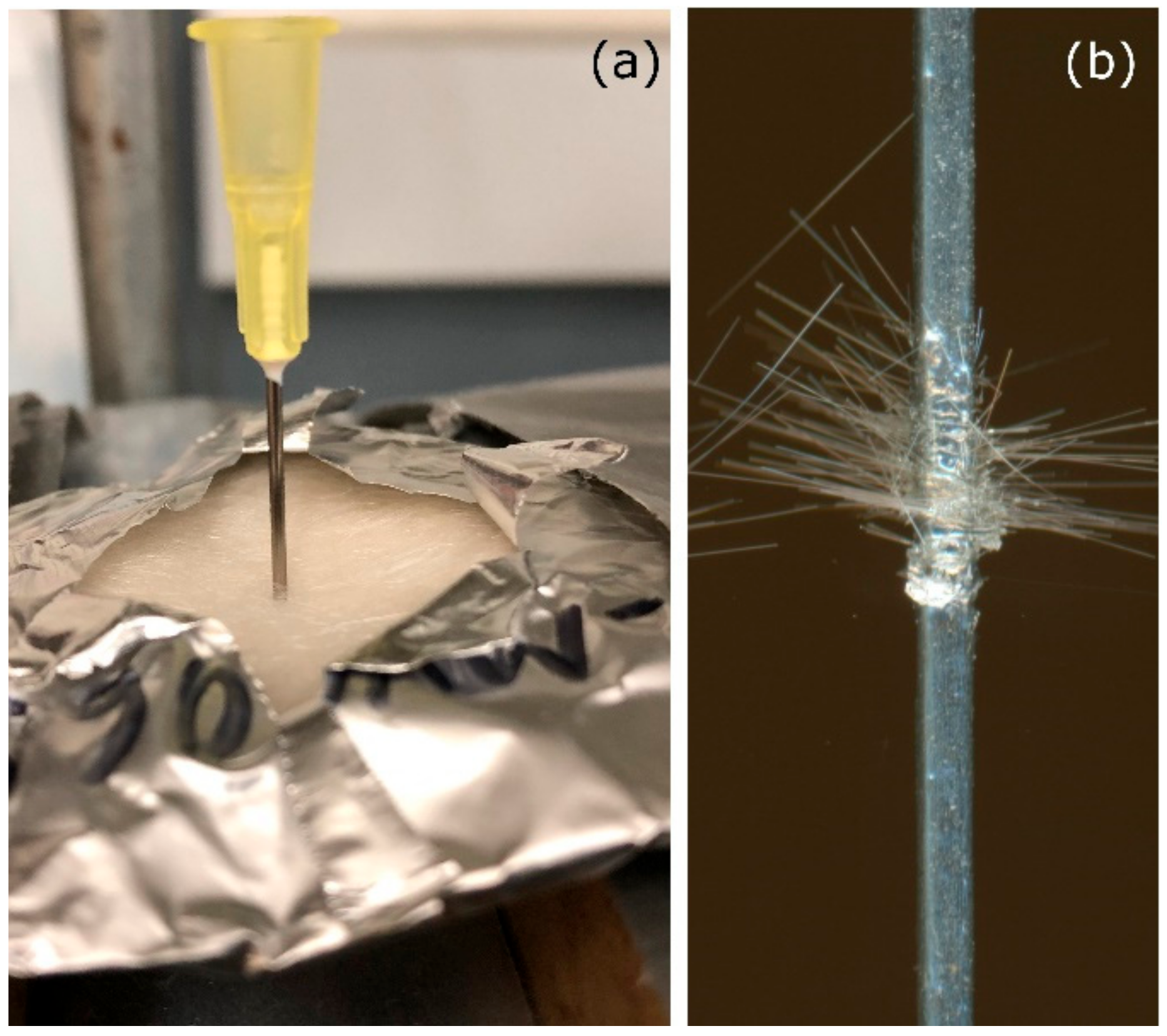
2.2. Fiber Length
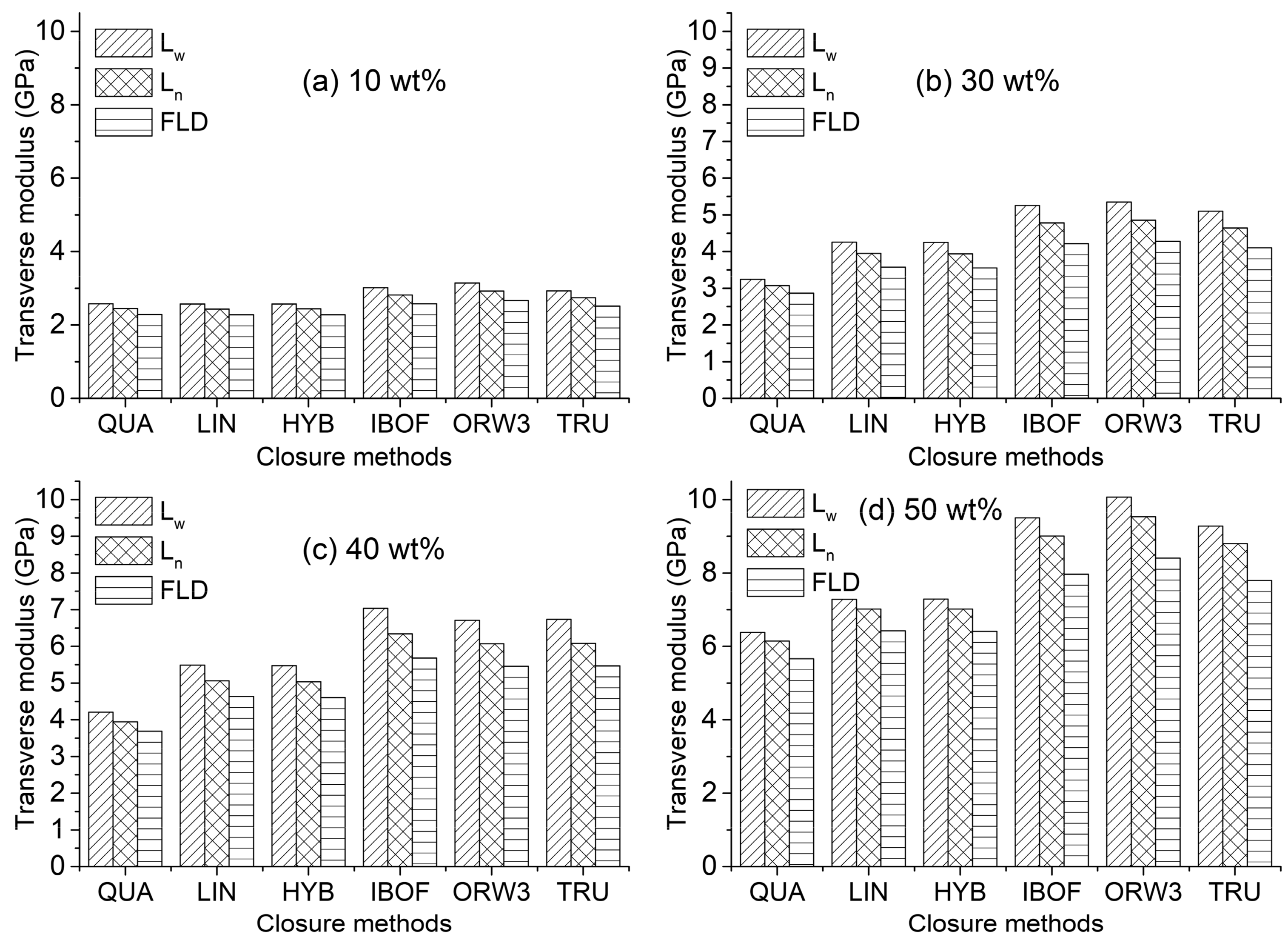
2.3. Elastic Properties
3. Materials and Methods
4. Results and Discussion
5. Conclusions
Author Contributions
Acknowledgments
Conflicts of Interest
References
- Henning, F.; Ernst, H.; Brüssel, R. Lfts for automotive applications. Reinf. Plast. 2005, 49, 24–33. [Google Scholar] [CrossRef]
- Ortman, K.; Baird, D.; Wapperom, P.; Whittington, A. Using startup of steady shear flow in a sliding plate rheometer to determine material parameters for the purpose of predicting long fiber orientation. J. Rheol. 2012, 56, 955–981. [Google Scholar] [CrossRef]
- Von Turkovich, R.; Erwin, L. Fiber fracture in reinforced thermoplastic processing. Polym. Eng. Sci. 1983, 23, 743–749. [Google Scholar] [CrossRef]
- Advani, S.G.; Tucker, C.L., III. The use of tensors to describe and predict fiber orientation in short fiber composites. J. Rheol. 1987, 31, 751–784. [Google Scholar] [CrossRef]
- Garesci, F.; Fliegener, S. Young’s modulus prediction of long fiber reinforced thermoplastics. Compos. Sci. Technol. 2013, 85, 142–147. [Google Scholar] [CrossRef]
- Tucker Iii, C.L.; Liang, E. Stiffness predictions for unidirectional short-fiber composites: Review and evaluation. Compos. Sci. Technol. 1999, 59, 655–671. [Google Scholar] [CrossRef] [Green Version]
- Hine, P.J.; Rudolf Lusti, H.; Gusev, A.A. Numerical simulation of the effects of volume fraction, aspect ratio and fibre length distribution on the elastic and ther moelastic properties of short fibre composites. Compos. Sci. Technol. 2002, 62, 1445–1453. [Google Scholar] [CrossRef]
- Ingber, M.S.; Papathanasiou, T.D. A parallel-supercomputing investigation of the stiffness of aligned, short-fiber-reinforced composites using the boundary element method. Int. J. Numer. Methods Eng. 1997, 40, 3477–3491. [Google Scholar] [CrossRef]
- Takao, Y.; Taya, M. The effect of variable fiber aspect ratio on the stiffness and thermal expansion coefficients of a short fiber composite. J. Compos. Mater. 1987, 21, 140–156. [Google Scholar] [CrossRef]
- Halpin, J.C.; Jerine, K.; Whitney, J.M. The laminate analogy for 2 and 3 dimensional composite materials. J. Compos. Mater. 1971, 5, 36–49. [Google Scholar] [CrossRef]
- Hine, P.J.; Lusti, H.R.; Gusev, A.A. On the possibility of reduced variable predictions for the thermoelastic properties of short fibre composites. Compos. Sci. Technol. 2004, 64, 1081–1088. [Google Scholar] [CrossRef]
- Bumm, S.H.; White, J.L.; Isayev, A.I. Glass fiber breakup in corotating twin screw extruder: Simulation and experiment. Polym. Compos. 2012, 33, 2147–2158. [Google Scholar] [CrossRef]
- Thomason, J.L. The influence of fibre length and concentration on the properties of glass fibre reinforced polypropylene. 6. The properties of injection moulded long fibre pp at high fibre content. Compos. Part A Appl. Sci. Manuf. 2005, 36, 995–1003. [Google Scholar] [CrossRef] [Green Version]
- Thomason, J.L. Structure-property relationships in glass-reinforced polyamide, part 1: The effects of fiber content. Polym. Compos. 2006, 27, 552–562. [Google Scholar] [CrossRef] [Green Version]
- Halpin, J. Stiffness and expansion estimates for oriented short fiber composites. J. Compos. Mater. 1969, 3, 732–734. [Google Scholar] [CrossRef]
- Affdl, J.; Kardos, J. The halpin-tsai equations: A review. Polym. Eng. Sci. 1976, 16, 344–352. [Google Scholar] [CrossRef]
- Hill, R. A self-consistent mechanics of composite materials. J. Mech. Phys. Solids 1965, 13, 213–222. [Google Scholar] [CrossRef]
- Dray, D.; Gilormini, P.; Régnier, G. Comparison of several closure approximations for evaluating the thermoelastic properties of an injection molded short-fiber composite. Compos. Sci. Technol. 2007, 67, 1601–1610. [Google Scholar] [CrossRef] [Green Version]
- Taya, M.; Mura, T. On stiffness and strength of an aligned short-fiber reinforced composite containing fiber-end cracks under uniaxial applied stress. J. Appl. Mech. 1981, 48, 361–367. [Google Scholar] [CrossRef]
- Camacho, C.W.; Tucker, C.L.; Yalvaç, S.; McGee, R.L. Stiffness and thermal expansion predictions for hybrid short fiber composites. Polym. Compos. 1990, 11, 229–239. [Google Scholar] [CrossRef]
- Hyer, M.W. Stress Analysis of Fiber-reinforced Composite Materials; DEStech Publications Inc.: Lancaster, PA, USA, 2009. [Google Scholar]
- Standard, A. Standard Test Method for Tensile Properties of Polymer Matrix Composite Materials. Available online: http://file.yizimg.com/175706/2012061422194947.pdf (accessed on 6 August 2018).
- Kunc, V.; Frame, B.J.; Nguyen, B.N.; Tucker, C.L., III; Velez-Garcia, G. Fiber Length Distribution Measurement for Long Glass and Carbon Fiber Reinforced Injection Molded Thermoplastics. Available online: https://www.researchgate.net/profile/Gregorio_Velez-Garcia/publication/237431694_FIBER_LENGTH_DISTRIBUTION_MEASUREMENT_FOR_LONG_GLASS_AND_CARBON_FIBER_REINFORCED_INJECTION_MOLDED_THERMOPLASTICS/links/00b49531712e6067b3000000/FIBER-LENGTH-DISTRIBUTION-MEASUREMENT-FOR-LONG-GLASS-AND-CARBON-FIBER-REINFORCED-INJECTION-MOLDED-THERMOPLASTICS.pdf (accessed on 3 August 2018).
- Vélez-García, G.; Wapperom, P.; Kunc, V.; Baird, D.; Zink-Sharp, A. Sample preparation and image acquisition using optical-reflective microscopy in the measurement of fiber orientation in thermoplastic composites. J. Microsco. 2012, 248, 23–33. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Vélez-García, G.M.; Wapperom, P.; Baird, D.G.; Aning, A.O.; Kunc, V. Unambiguous orientation in short fiber composites over small sampling area in a center-gated disk. Compos. Part A Appl. Sci. Manuf. 2012, 43, 104–113. [Google Scholar] [CrossRef]
- Chung, D.H.; Kwon, T.H. Improved model of orthotropic closure approximation for flow induced fiber orientation. Polym. Compos. 2001, 22, 636–649. [Google Scholar] [CrossRef]
- Chung, D.H.; Kwon, T.H. Invariant-based optimal fitting closure approximation for the numerical prediction of flow-induced fiber orientation. J. Rheol. 2002, 46, 169–194. [Google Scholar] [CrossRef] [Green Version]
- Houshyar, S.; Shanks, R.A.; Hodzic, A. The effect of fiber concentration on mechanical and thermal properties of fiber-reinforced polypropylene composites. J. Appl. Polym. Sci. 2005, 96, 2260–2272. [Google Scholar] [CrossRef]
- Little, J.E.; Yuan, X.; Jones, M.I. Characterisation of voids in fibre reinforced composite materials. NDT E Int. 2012, 46, 122–127. [Google Scholar] [CrossRef]
- Lee, D.J.; Oh, H.; Song, Y.S.; Youn, J.R. Analysis of effective elastic modulus for multiphased hybrid composites. Compos. Sci. Technol. 2012, 72, 278–283. [Google Scholar] [CrossRef]
- Swolfs, Y.; Gorbatikh, L.; Romanov, V.; Orlova, S.; Lomov, S.V.; Verpoest, I. Stress concentrations in an impregnated fibre bundle with random fibre packing. Compos. Sci. Technol. 2013, 74, 113–120. [Google Scholar] [CrossRef] [Green Version]
- Pratten, N.A. The precise measurement of the density of small samples. J. Mater. Sci. 1981, 16, 1737–1747. [Google Scholar] [CrossRef]
- Berger, R. Comparison of the gompertz and logistic equations to describe plant disease progress. Phytopathology 1981, 71, 716–719. [Google Scholar] [CrossRef]
- Richard, V.T.; Lewis, E. Fiber fracture in reinforced thermoplastic processing. Polym. Eng. Sci. 1983, 23, 743–749. [Google Scholar]
- Cieslinski, M.J.; Wapperom, P.; Baird, D.G. Influence of fiber concentration on the startup of shear flow behavior of long fiber suspensions. J. Non-Newton. Fluid Mech. 2015, 222, 163–170. [Google Scholar] [CrossRef] [Green Version]
- Phelps, J.H.; Abd El-Rahman, A.I.; Kunc, V.; Tucker, C.L. A model for fiber length attrition in injection-molded long-fiber composites. Compos. Part A Appl. Sci. Manuf. 2013, 51, 11–21. [Google Scholar] [CrossRef]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Fiber Content | Hele-Shaw Region | Advancing-Front Region | ||
|---|---|---|---|---|
| 10 wt% ( = 0.0 38) | 1.51 ± 0.081 | 3.59 ± 0.71 | 1.76 ± 0.12 | 3.21 ± 0.37 |
| 30 wt% ( = 0.135) | 1.14 ± 0.078 | 3.41 ± 0.41 | 1.32 ± 0.063 | 3.52 ± 0.26 |
| 40 wt% ( = 0.197) | 0.98 ± 0.080 | 2.67 ± 0.28 | 1.03 ± 0.086 | 2.81 ± 0.35 |
| 50 wt% ( = 0.268) | 0.87 ± 0.061 | 2.42 ± 0.32 | 0.882 ± 0.062 | 2.54 ± 0.21 |
| Model | vc | n |
|---|---|---|
| EMT | 0.15 | 1.47 |
| HT | 0.21 | 1.90 |
© 2018 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Chen, H.; Baird, D.G. Prediction of Young’s Modulus for Injection Molded Long Fiber Reinforced Thermoplastics. J. Compos. Sci. 2018, 2, 47. https://doi.org/10.3390/jcs2030047
Chen H, Baird DG. Prediction of Young’s Modulus for Injection Molded Long Fiber Reinforced Thermoplastics. Journal of Composites Science. 2018; 2(3):47. https://doi.org/10.3390/jcs2030047
Chicago/Turabian StyleChen, Hongyu, and Donald G. Baird. 2018. "Prediction of Young’s Modulus for Injection Molded Long Fiber Reinforced Thermoplastics" Journal of Composites Science 2, no. 3: 47. https://doi.org/10.3390/jcs2030047
APA StyleChen, H., & Baird, D. G. (2018). Prediction of Young’s Modulus for Injection Molded Long Fiber Reinforced Thermoplastics. Journal of Composites Science, 2(3), 47. https://doi.org/10.3390/jcs2030047