Carbon Fiber Reinforced Thermoplastics Molding by Using Direct Resistance Heating to Carbon Nanofilaments Grafted Carbon Fiber

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
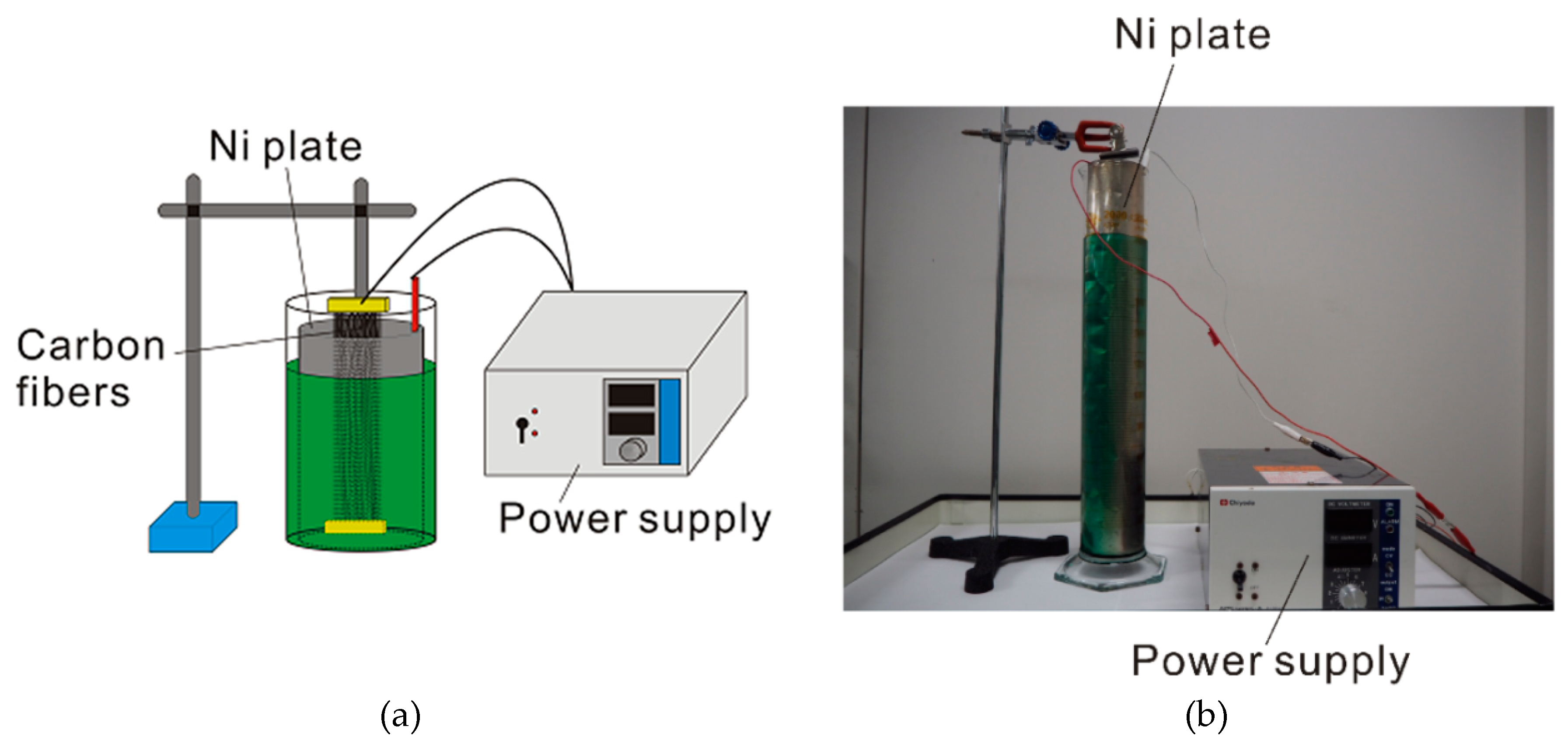
2.2. Preparation of CNF-CF and Measurement of Electric Resistance
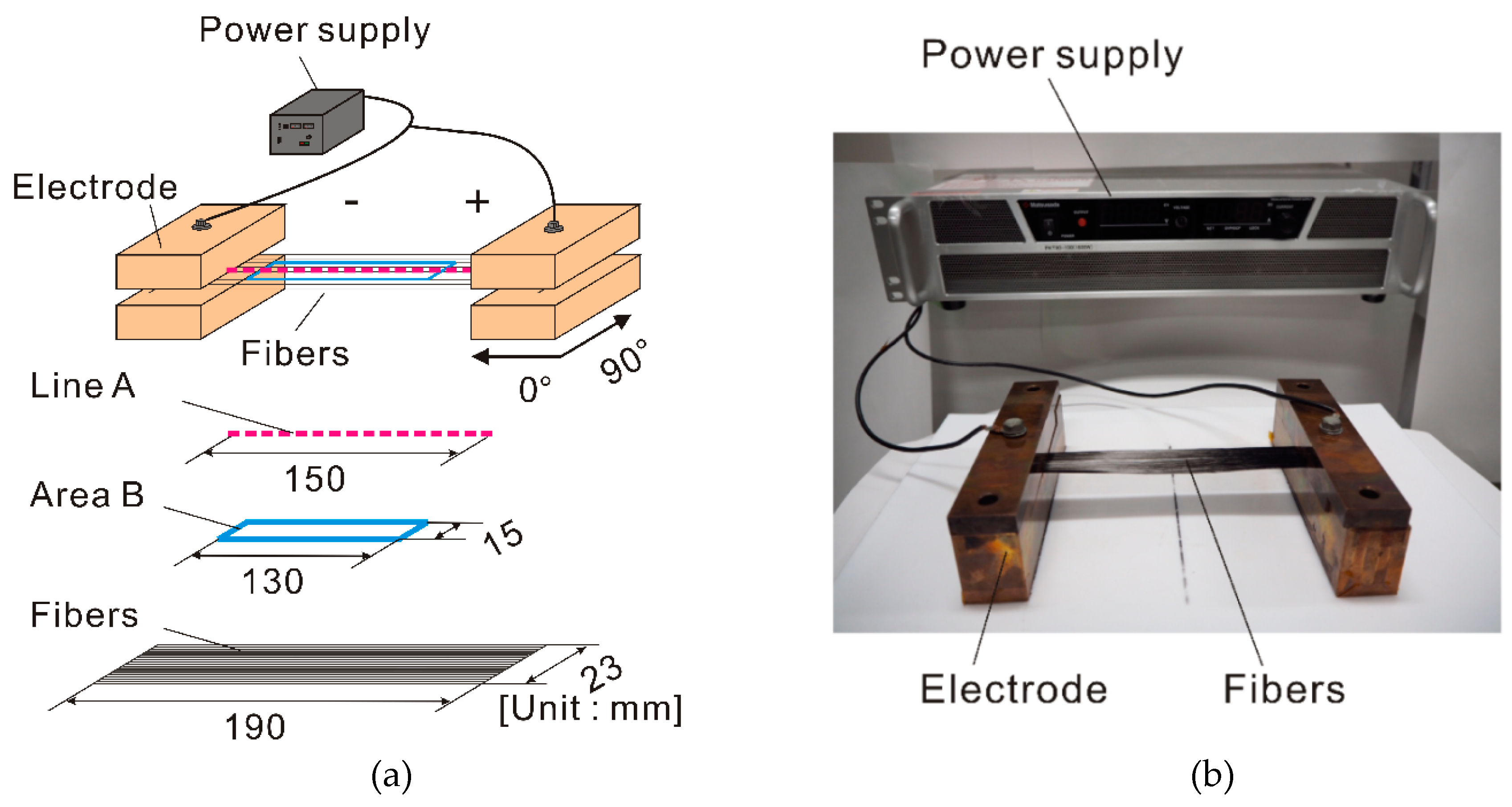
2.3. Direct Resistance Heating
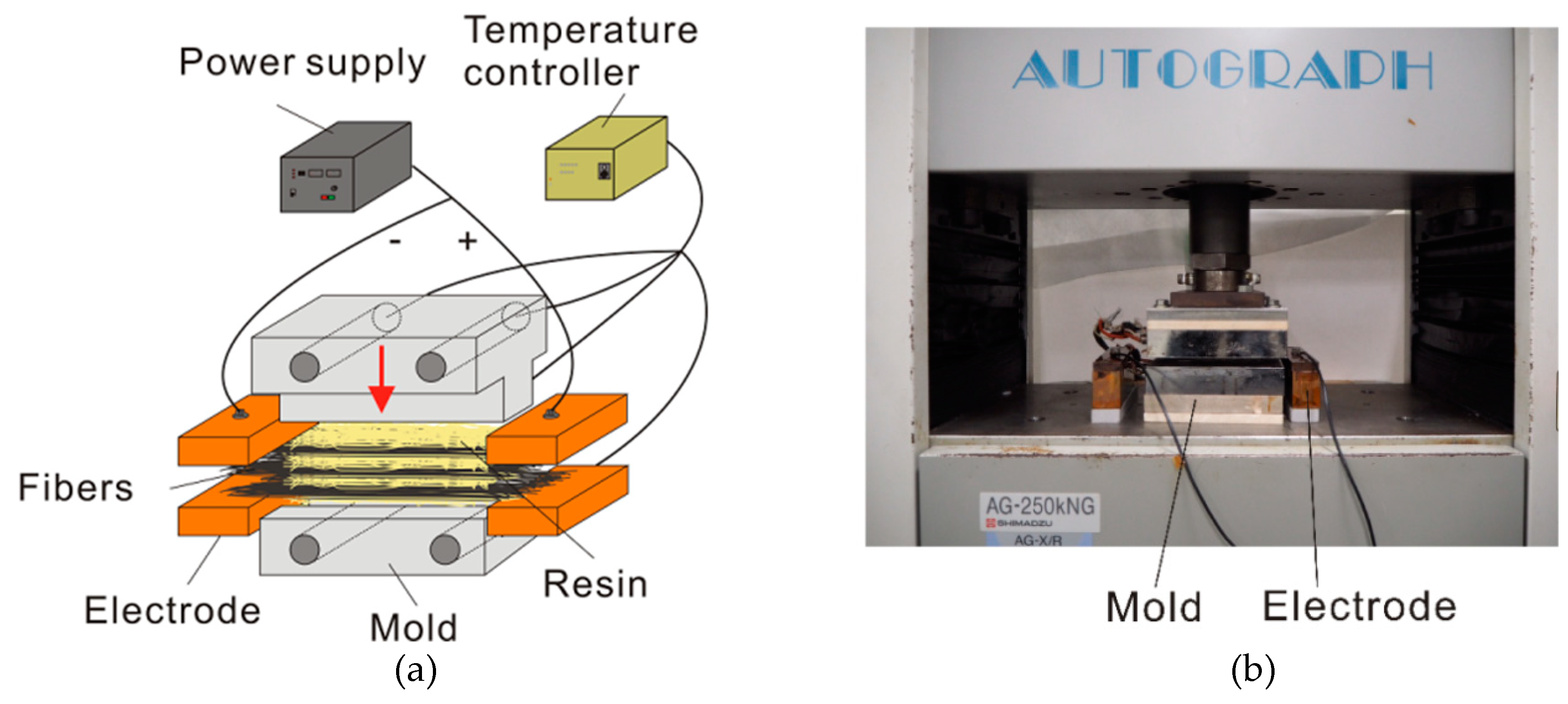
2.4. Molding of CFRTP
3. Results and Discussion
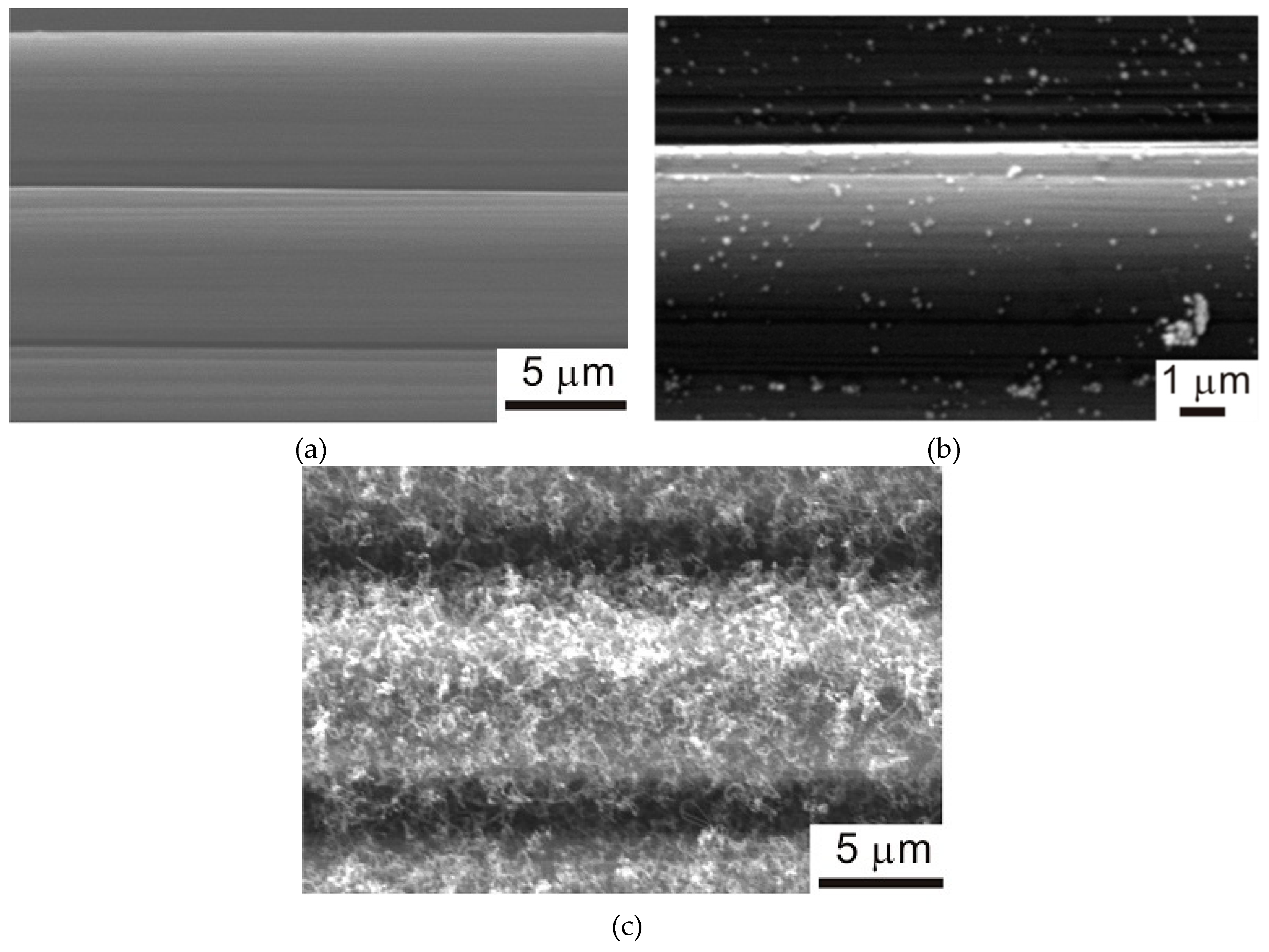
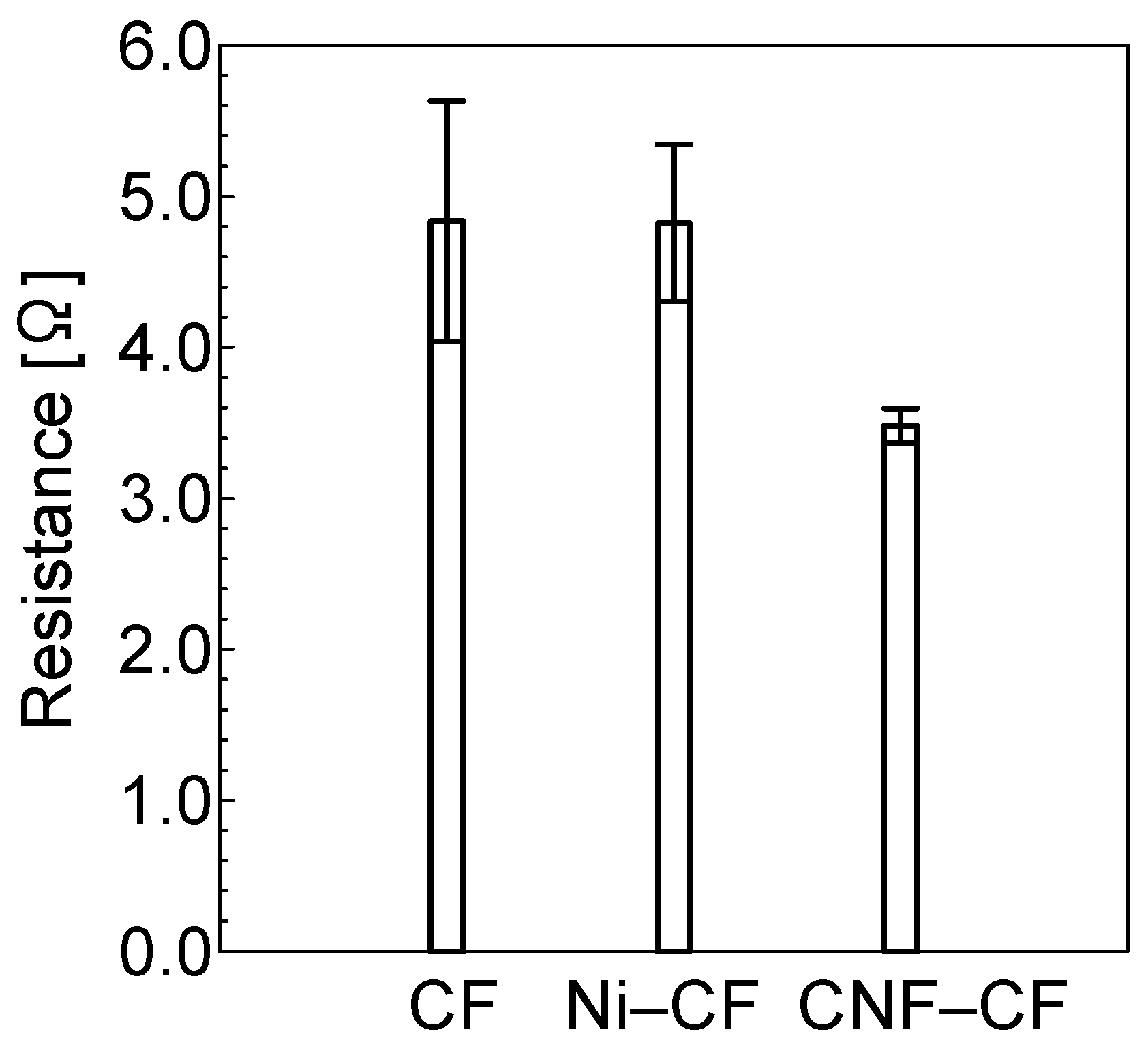
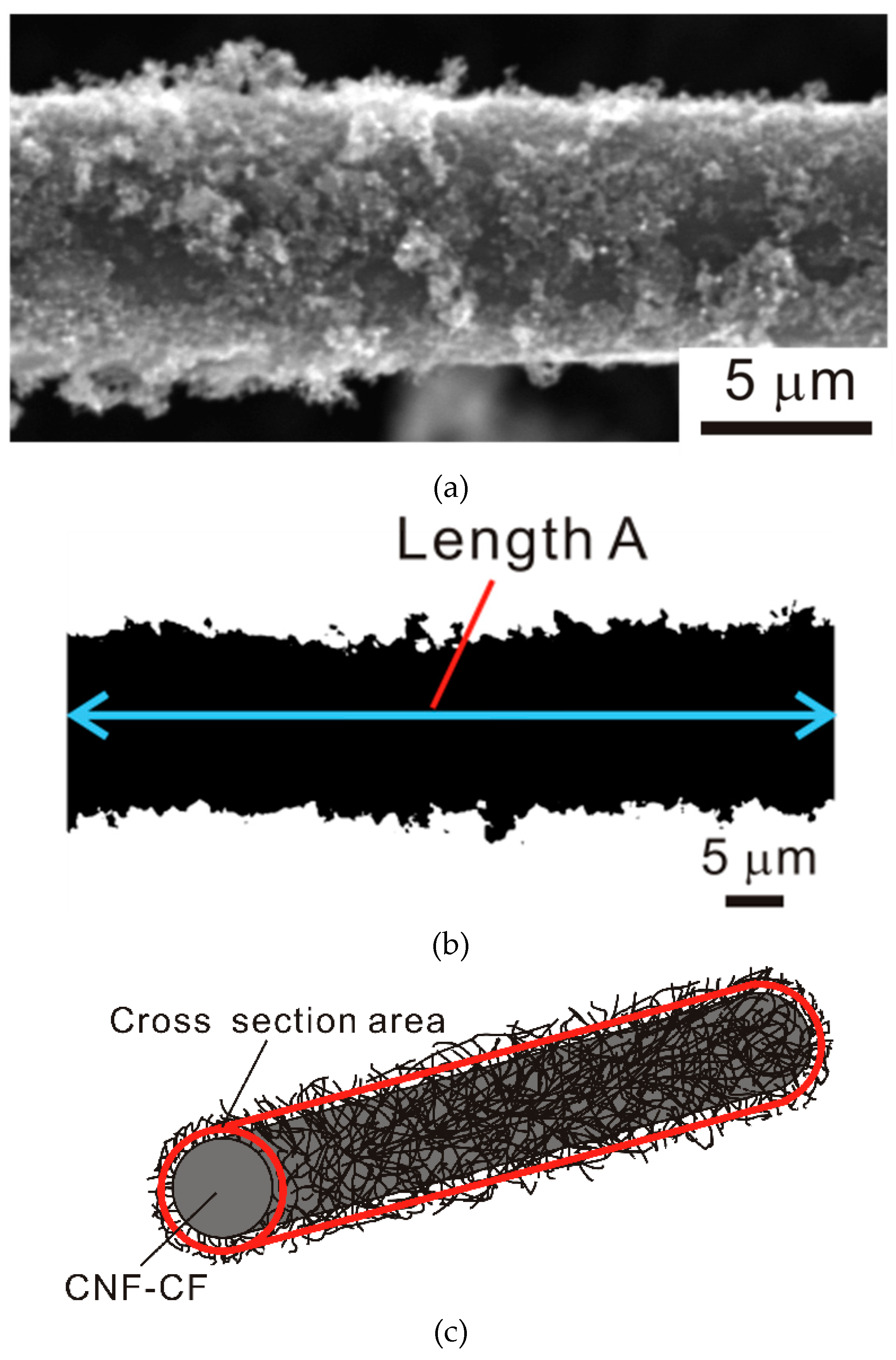
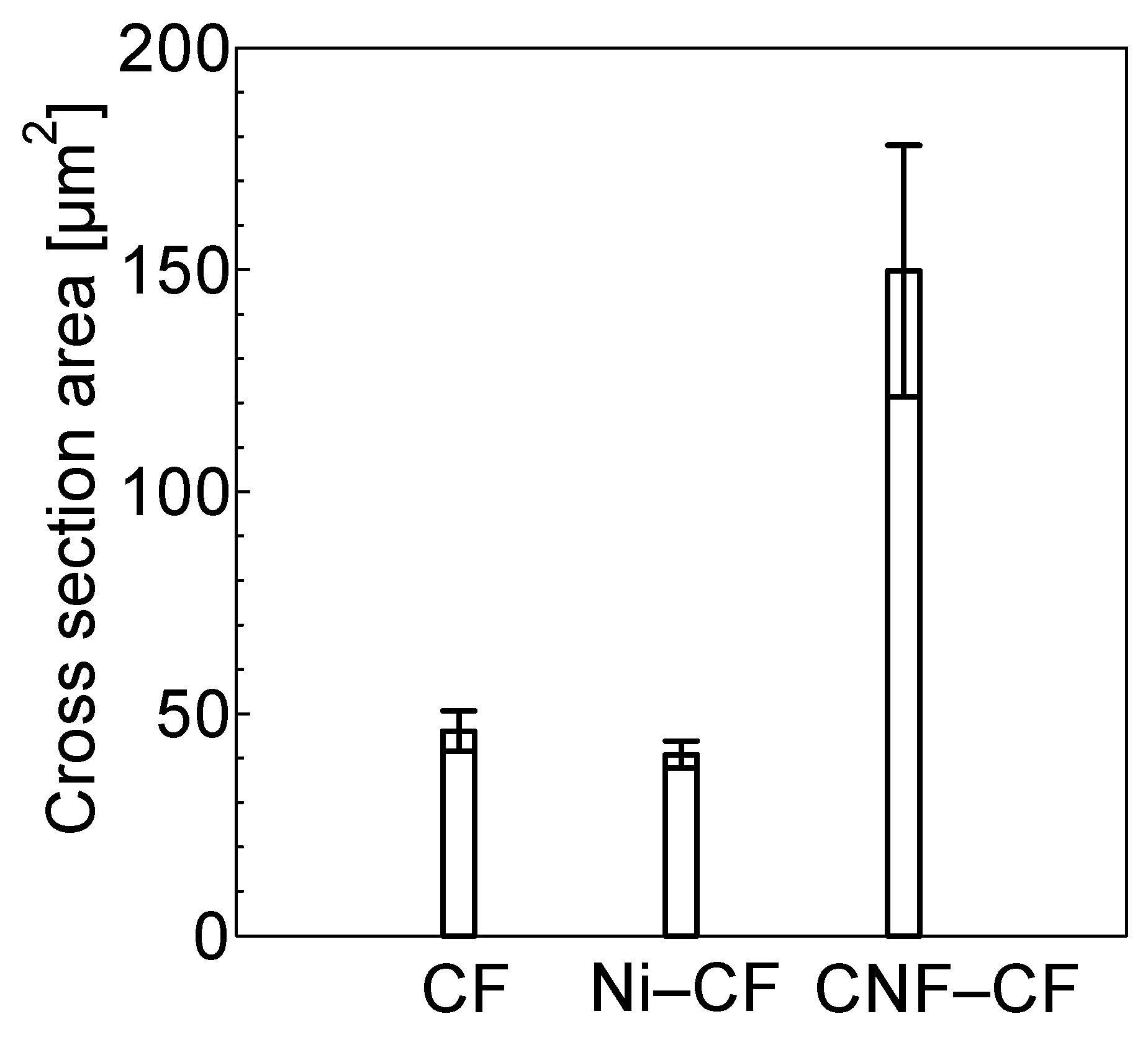
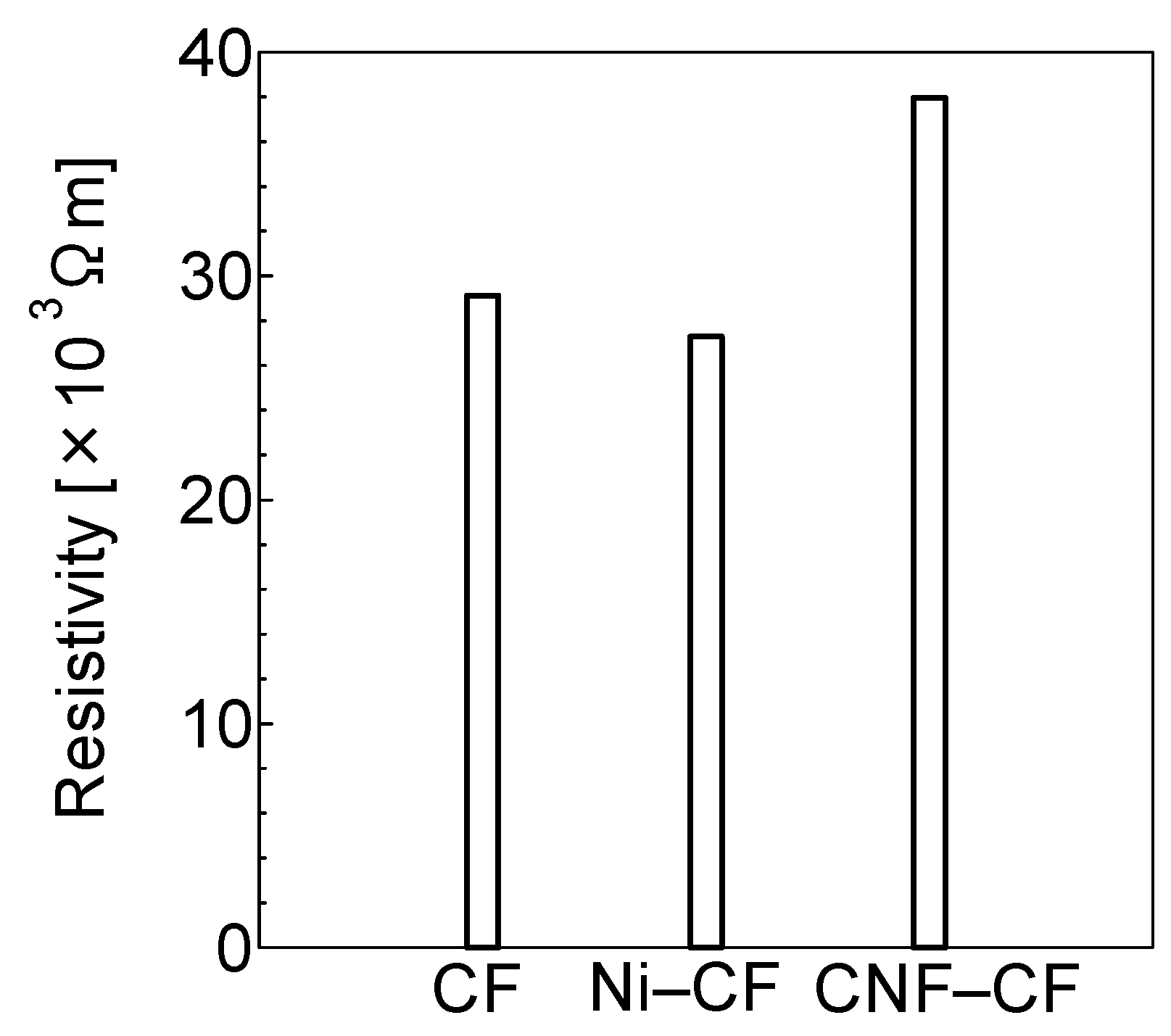
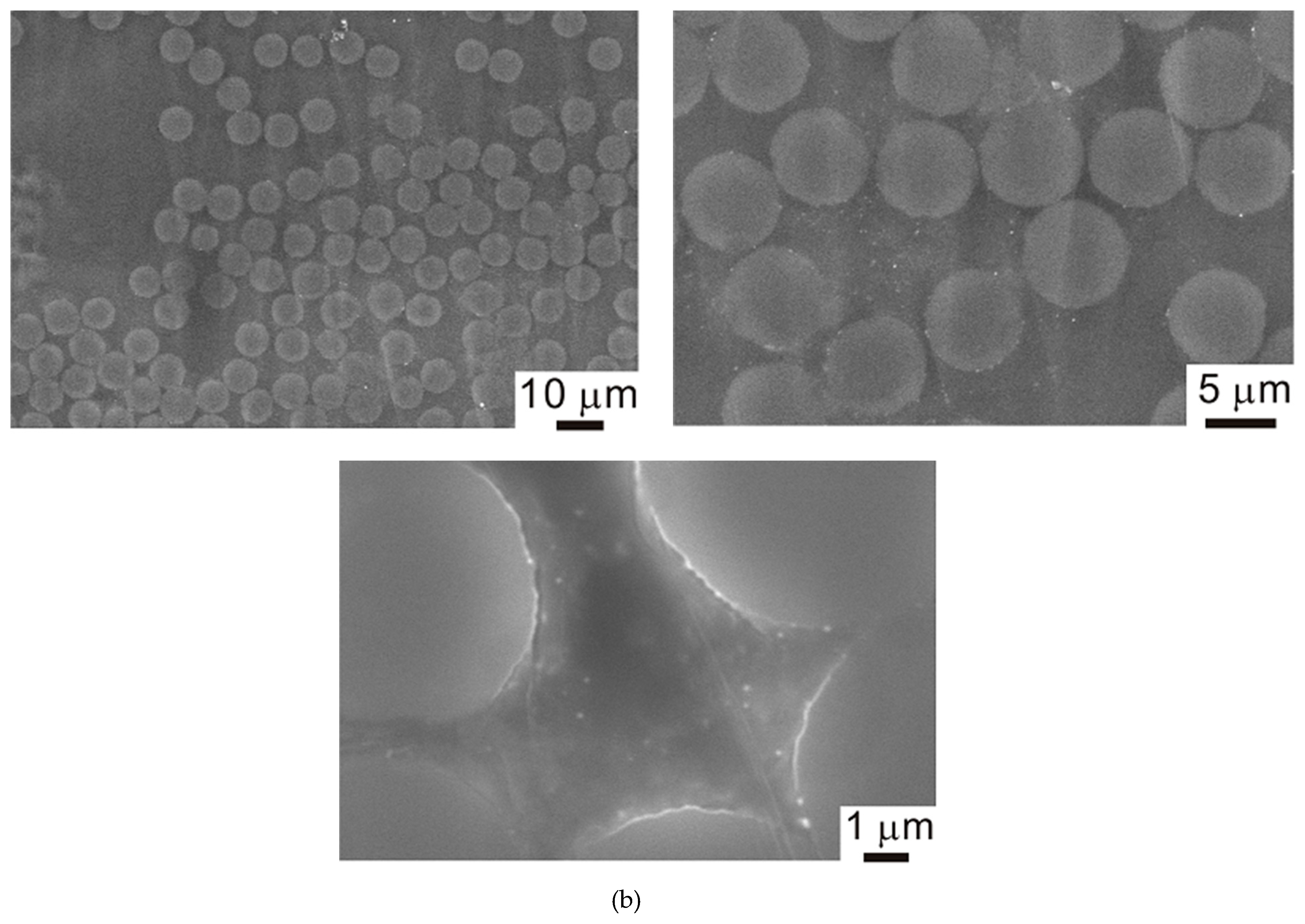
3.1. Observation of Each Fiber and Its Electric Resistance Value
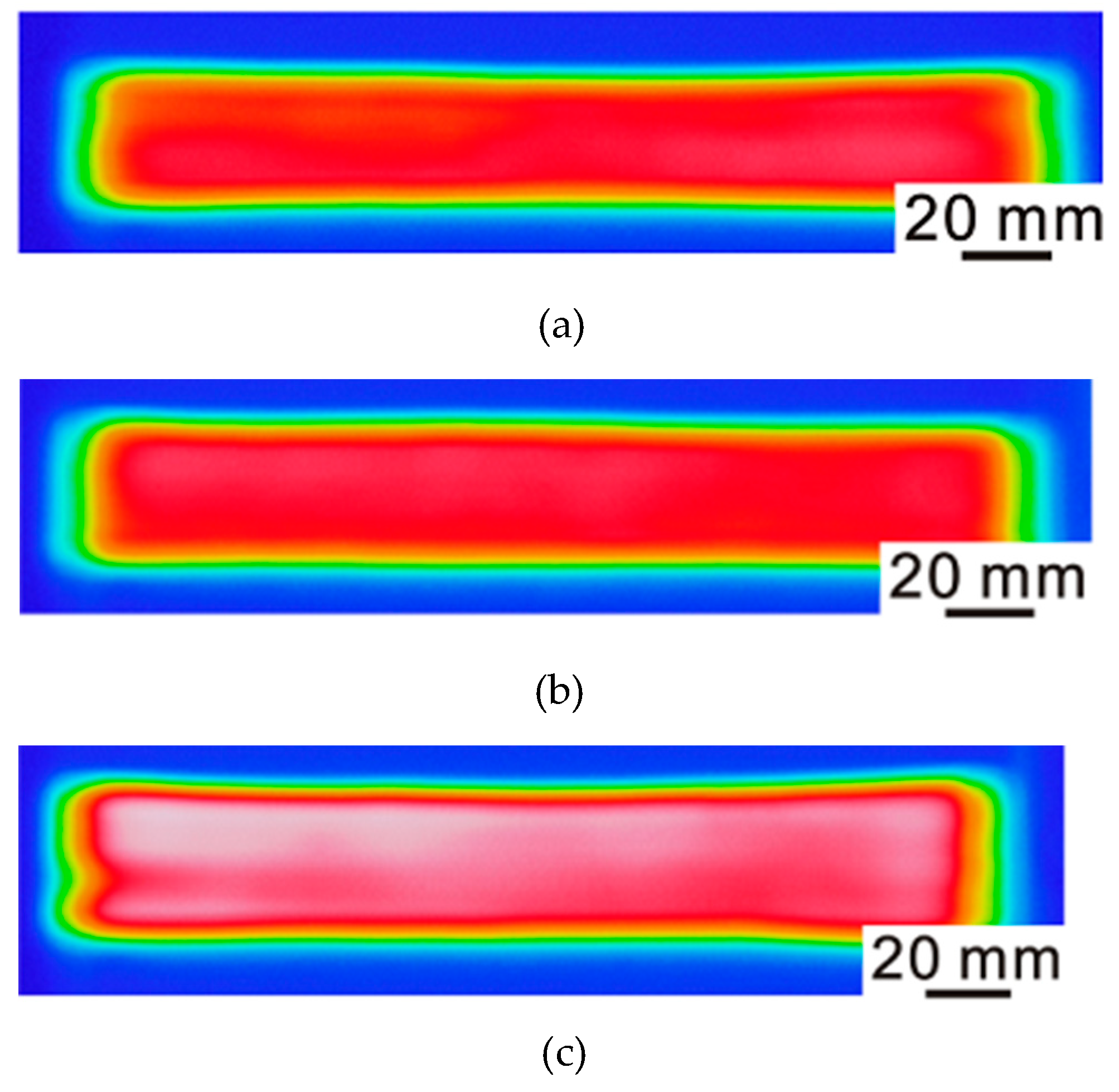
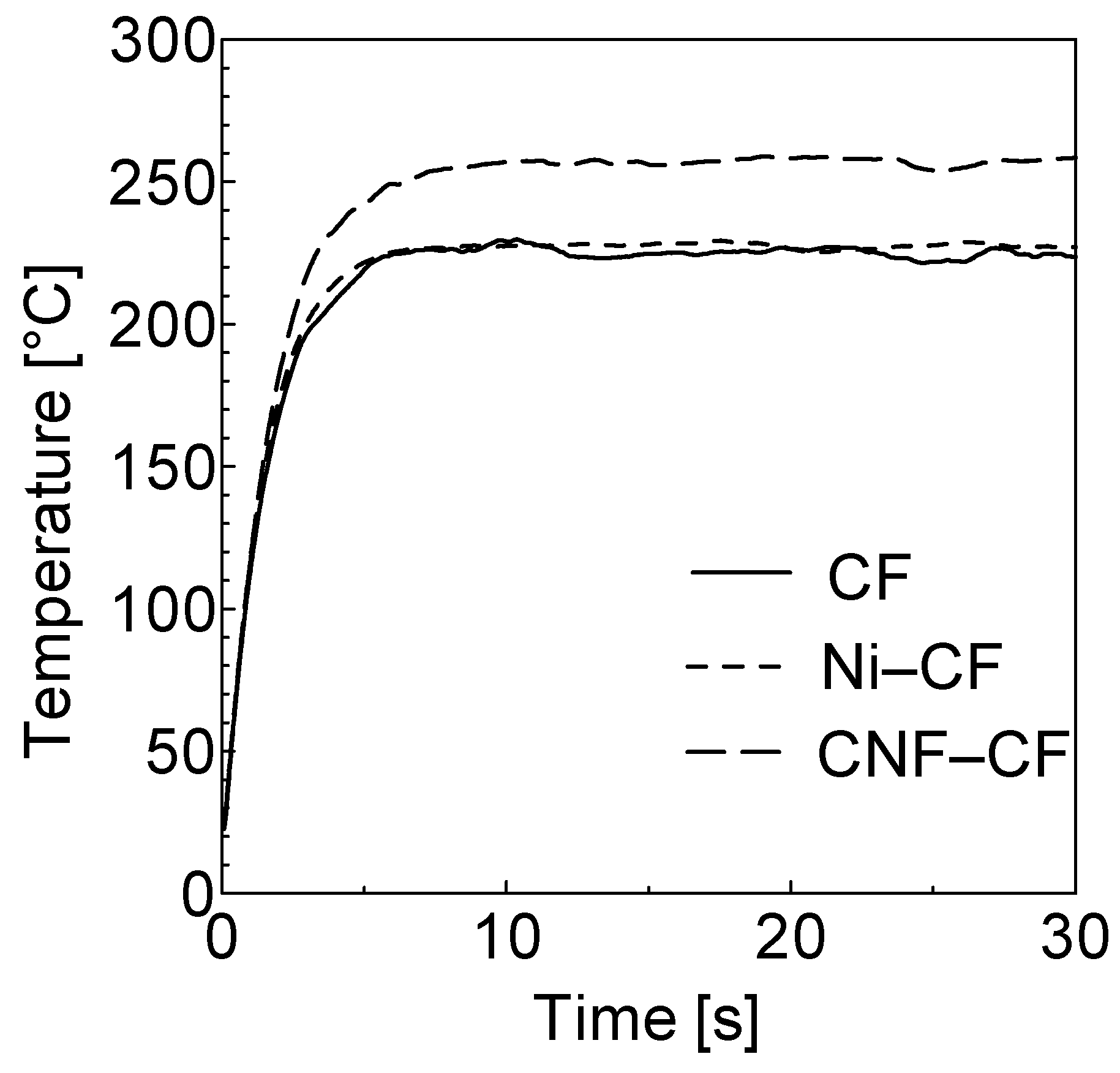
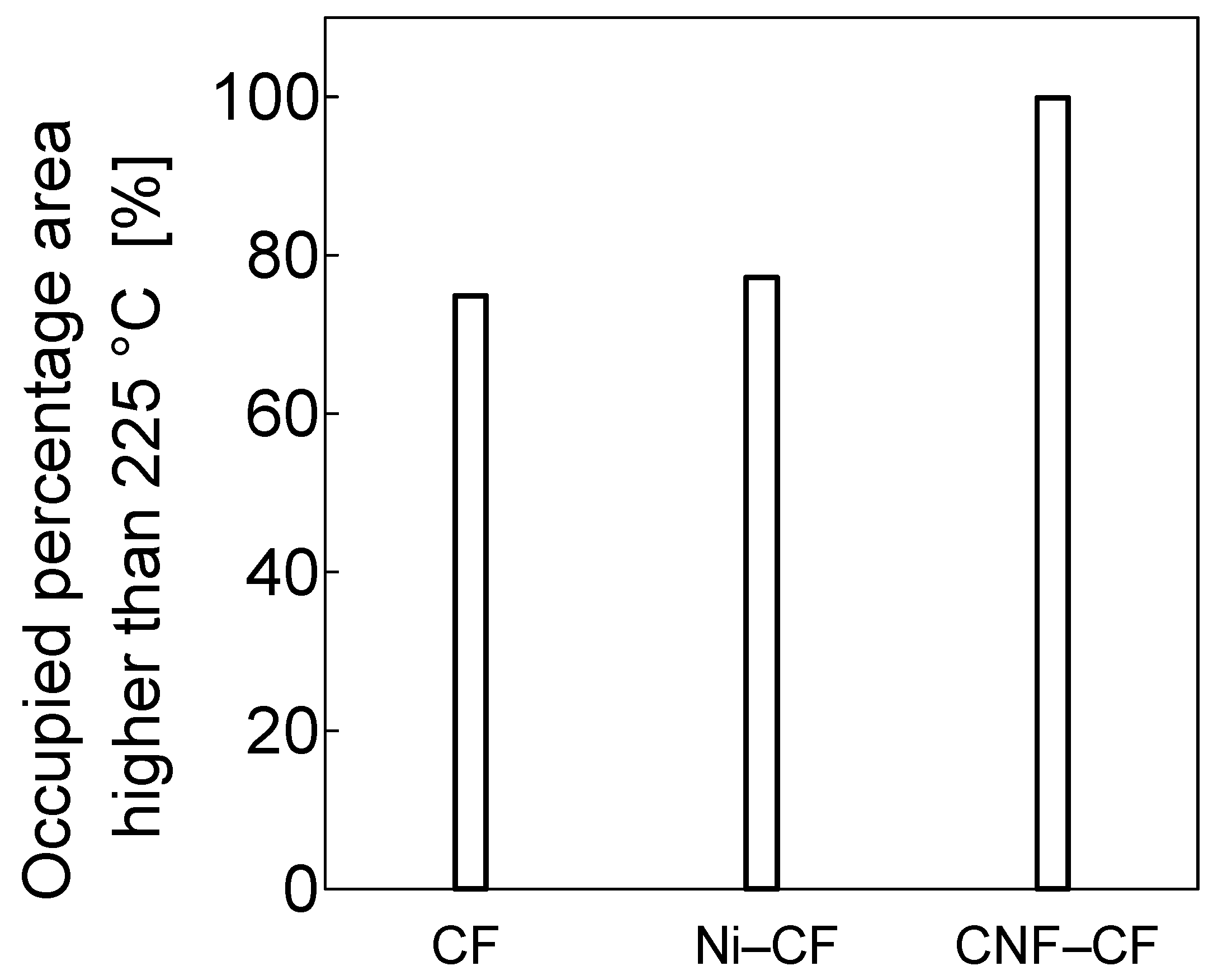
3.2. Heating Characteristic of Each Fiber at Direct Resistance Heating
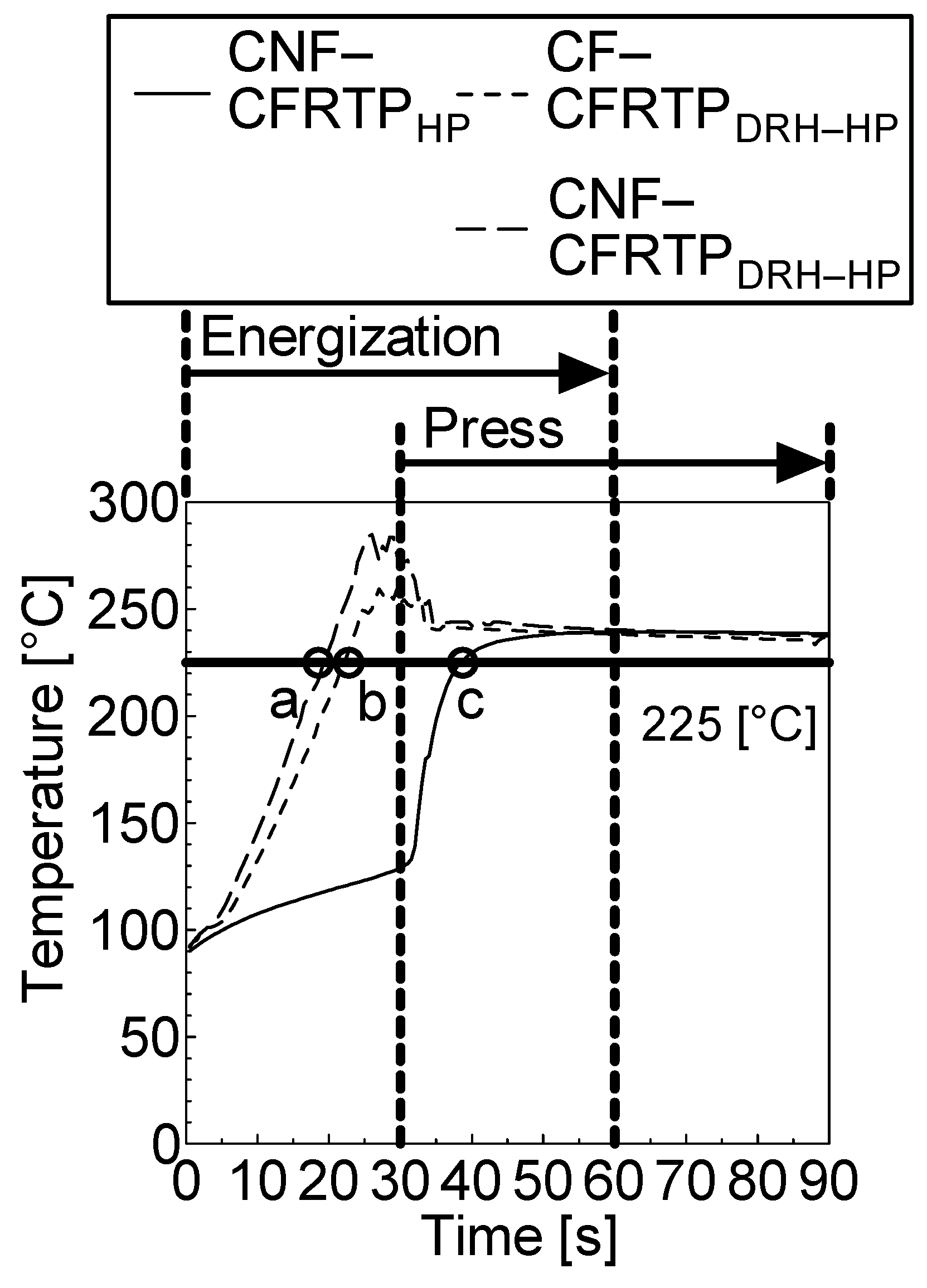
3.3. Interlaminar Temperature History of CFRTP
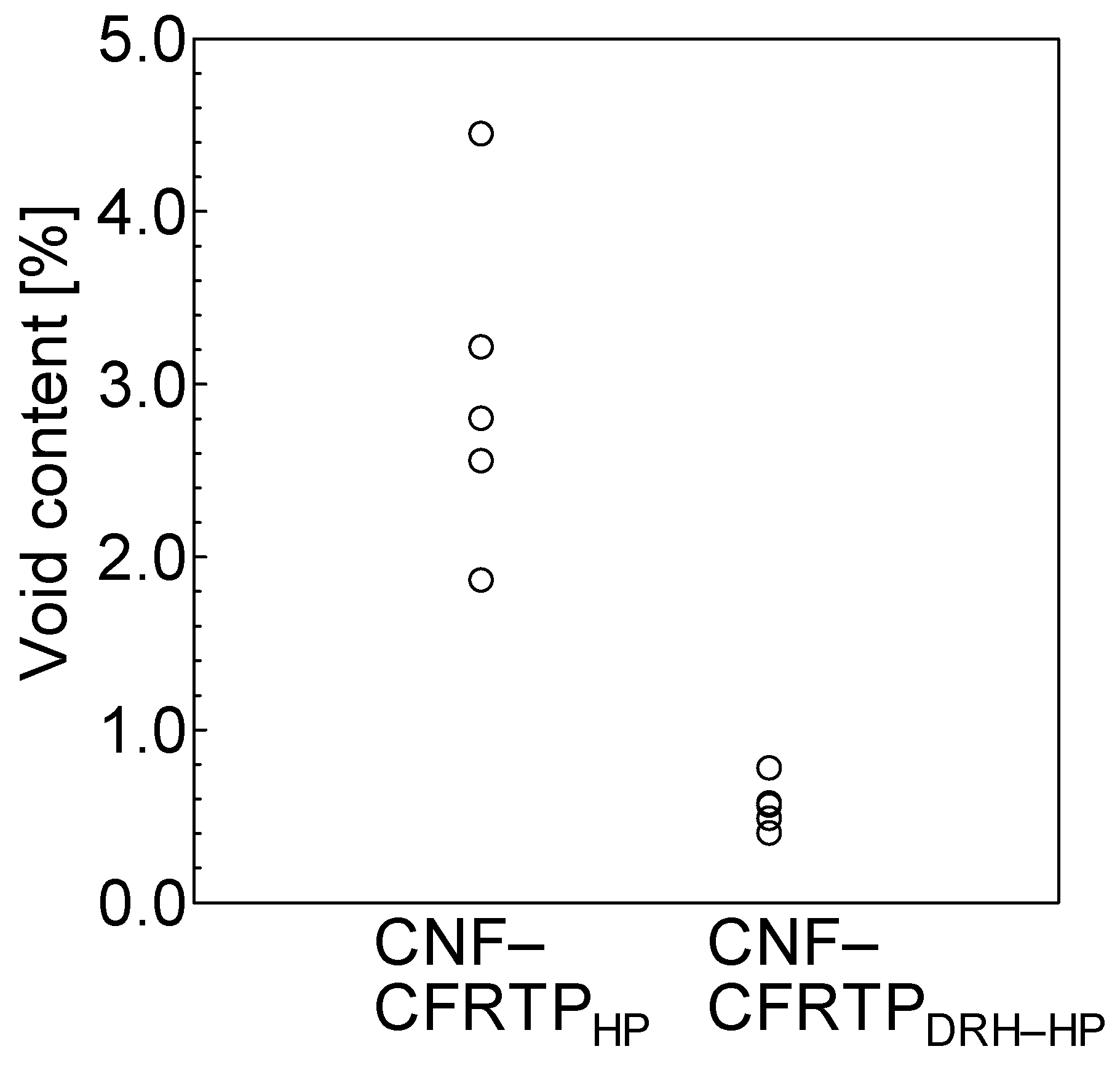
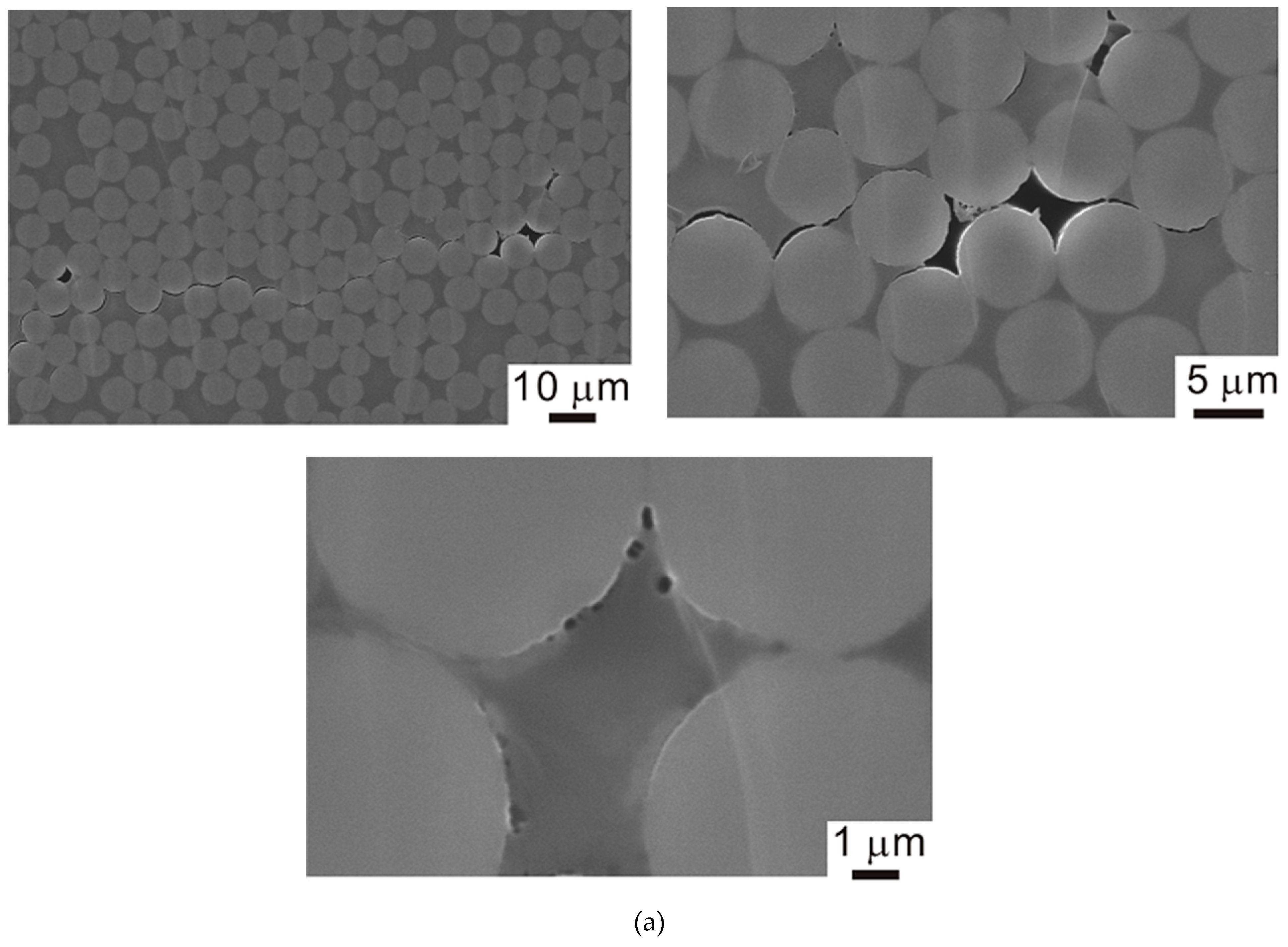
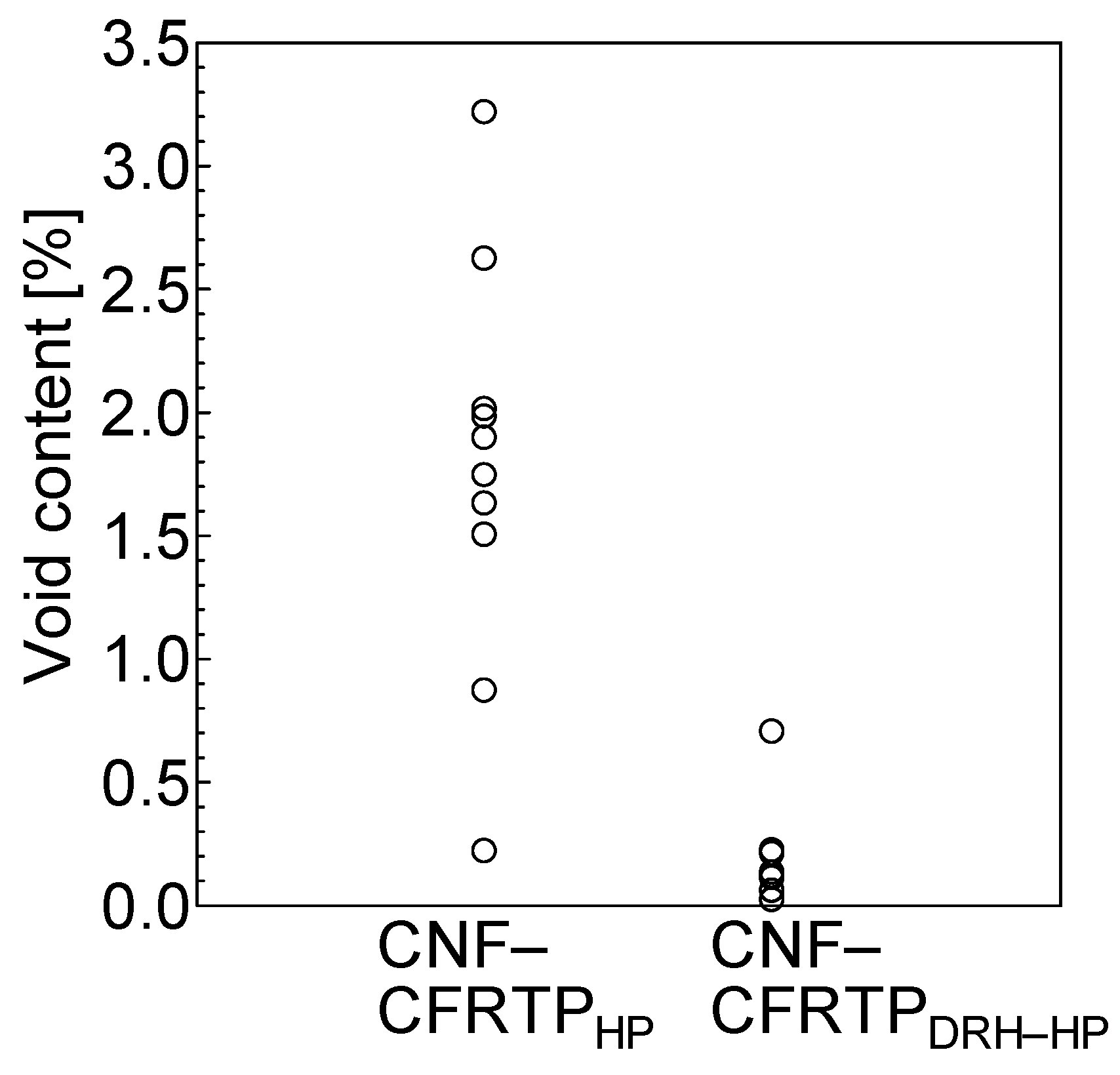
3.4. Effect of Direct Resistance Heating on Impregnating Properties of CFRTP
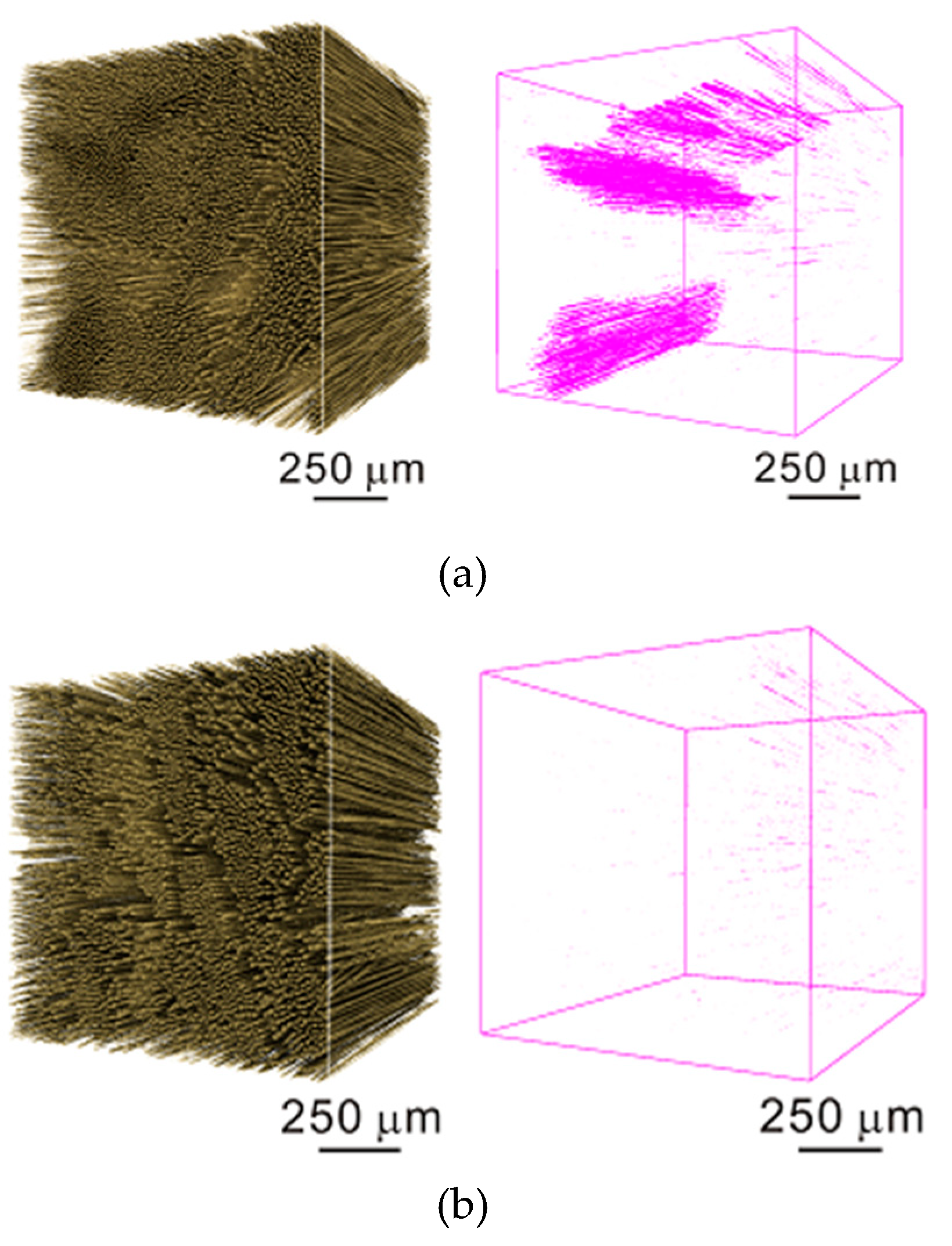
3.5. Effect of CNF on Impregnating Properties of CFRTP
4. Conclusions
- CNF grafted carbon fiber shows a lower electric resistance value than carbon fiber. Due to this, CNF grafted carbon fiber can be heated faster than carbon fiber by direct resistance heating under constant voltage conditions.
- Compared to CFRTP molding by only hot press, hot press molding with direct resistance heating to CNF-CF can mold CFRTP with low void content.
- For hot press molding with the direct resistance heating to reinforcing fiber of CFRTP, CNF grafted carbon fiber is suitable compared to carbon fiber.
Author Contributions
Funding
Conflicts of Interest
References
- International Energy Agency. CO2 Emission from Fuel combustion Highlights 2014; IEA: Paris, France, 2014; pp. 7–12. [Google Scholar]
- Feraboli, P.; Masini, A.; Taraborrelli, L.; Pivetti, A. Integrated development of CFRP structures for a topless high performance vehicle. Compos. Struct. 2007, 78, 495–506. [Google Scholar] [CrossRef]
- Holmes, M. Carbon fibre reinforced plastics market continues growth path. Reinf. Plast. 2013, 57, 24–29. [Google Scholar] [CrossRef]
- Galoone, A.; Ariante, M.; Fusco, G.; Flores, F.; Bizzarro, G.; Zinno AProta, A. Thermoplastic composite structure for mass transit vehicle: Design, computational engineering and experimental validation. In Proceedings of the 15th Edition of the European Conference on Composite Materials ECCM15, Venice, Italy, 24–28 June 2012; pp. 24–28. [Google Scholar]
- Baba, S. Continuous fiber reinforced thermoplastics CFRTP-GFRTP and market. J. JSPE 2015, 81, 503–506. [Google Scholar]
- Enoki, S.; Iwamoto, K.; Harada, R.; Tanaka, K.; Katayama, T. Heating properties of carbon fibers by direct resistance heating. WIT Tans. Build. Environ. 2012, 124, 239–248. [Google Scholar]
- Enoki, S.; Moriito, K.; Tanaka, K.; Katayama, T. CFRTP molding method of the three-dimensional shape by using direct resistance heating to carbon fiber. HPSM 2014, 137, 273–282. [Google Scholar] [Green Version]
- Tanaka, K.; Okada, K.; Katayama, T. Effect of water surface treatment on tensile shear strength of resistance welded CFRTP. J. Soc. Mater. Sci. 2018, 67, 284–290. [Google Scholar] [CrossRef]
- Cesano, F.; Bertarione, S.; Scarano, D.; Zecchina, A. Connecting carbon fibers by means of catalytically grown nanofilaments: Formation of carbon-carbon composites. Chem Mater. 2005, 17, 5119–5123. [Google Scholar] [CrossRef]
- Pradhan, D.; Sharon, M. Carbon nanotubes, nanofilaments and nanobeads by thermak chemical vapor deposition process. Mater. Sci. Eng. 2002, B96, 24–28. [Google Scholar] [CrossRef]
- Calvo, M.; Arenillas, A.; Garcia, R.; Moinelo, S. Growth of carbon nanofilaments on coal foams. Fuel 2009, 88, 46–53. [Google Scholar] [CrossRef]
- Greef, N.; Zhang, L.; Magrez, A.; Forro, L.; Locquet, J.; Verpoest, I.; Seo, J. Direct growth of carbon nanotubes on carbon fibers:effect of the CVD parameters on the degradation of mechanical properties of carbon fibers. Diam. Relat. Mater. 2015, 51, 39–48. [Google Scholar] [CrossRef]
- Naito, K.; Yang, J.; Xu, Y.; Kagawa, Y. Enhancing the thermal conductivity of polyacrylonitrile-and pitch-based carbon fibers by grafting carbon nanotubes on them. Carbon 2010, 48, 1849–1857. [Google Scholar] [CrossRef]
- Qian, H.; Bismarck, A.; Greenhalgh, E.; Shaffer, M. Carbon nanotube grafted carbon fibres: A study of wetting and fibre fragmentation. Compos. Part. A 2010, 41, 1107–1114. [Google Scholar] [CrossRef] [Green Version]
- Gong, X.; Liu, J.; Baskaran, S.; Voise, D.; Young, J. Surfactant-assisted processing of carbon nanotube/polymer composites. Chem. Mater. 2000, 12, 1049–1052. [Google Scholar] [CrossRef]
- Thostenson, E.; Ren, Z.; Chou, T. Advances in the science and technology of carbon nanotubes and their composites: A review. Key Eng. Mater. 2001, 61, 1899–1912. [Google Scholar] [CrossRef]
- Volder, M.; Tawfick, S.; Baughman, R.; Hart, A. Carbon nanotubes: Present and future commercial applications. Science 2013, 339, 535–539. [Google Scholar] [CrossRef] [PubMed]
- Yu, B.; Jiang, Z.; Tang, Z.; Yue, C.; Yang, J. Enhanced interphase between epoxy matrix and carbon fiber with carbon nanotube-modified silane coating. Kye Eng. Mater. 2014, 99, 131–140. [Google Scholar] [CrossRef]
- Tanaka, K.; Tanaka, Y.; Katayama, T. Effect of carbon nanotube grafting on tensile shear strength of resistance welded CFRTP. J. Soc. Mater. Sci. 2016, 65, 727–732. [Google Scholar] [CrossRef]
- Tanaka, K.; Uzumasa, K.; Katayama, T. Influence of CNT grafting on carbon fibers on impact properties of CFRTP laminate. Key Eng. Mater. 2018, 774, 410–415. [Google Scholar] [CrossRef]
- Tanaka, K.; Sone, M.; Katayama, T. Evaluation of tensile property of CF/PA6 at molding temperature. J. Soc. Mater. Sci. 2018, 67, 460–467. [Google Scholar] [CrossRef]


















© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Tanaka, K.; Habe, R.; Tanaka, M.; Katayama, T. Carbon Fiber Reinforced Thermoplastics Molding by Using Direct Resistance Heating to Carbon Nanofilaments Grafted Carbon Fiber. J. Compos. Sci. 2019, 3, 14. https://doi.org/10.3390/jcs3010014
Tanaka K, Habe R, Tanaka M, Katayama T. Carbon Fiber Reinforced Thermoplastics Molding by Using Direct Resistance Heating to Carbon Nanofilaments Grafted Carbon Fiber. Journal of Composites Science. 2019; 3(1):14. https://doi.org/10.3390/jcs3010014
Chicago/Turabian StyleTanaka, Kazuto, Ririko Habe, Masayoshi Tanaka, and Tsutao Katayama. 2019. "Carbon Fiber Reinforced Thermoplastics Molding by Using Direct Resistance Heating to Carbon Nanofilaments Grafted Carbon Fiber" Journal of Composites Science 3, no. 1: 14. https://doi.org/10.3390/jcs3010014
APA StyleTanaka, K., Habe, R., Tanaka, M., & Katayama, T. (2019). Carbon Fiber Reinforced Thermoplastics Molding by Using Direct Resistance Heating to Carbon Nanofilaments Grafted Carbon Fiber. Journal of Composites Science, 3(1), 14. https://doi.org/10.3390/jcs3010014