1. Introduction
Due to their high specific strength and stiffness, fibre reinforced composites like carbon fibre reinforced plastics (CFRP) are increasingly being used in a wide variety of industries. However, these materials, in particular thin-walled CFRP, are very susceptible to strength reductions due to low velocity impact damages [
1]. In aerospace engineering, this strength loss has to be considered during the development and design phase of primary structures by a sufficient damage tolerance which usually leads to weight penalties. It is consequently of great interest to understand the dominating failure mechanisms and to measure their influence on the residual strength and stiffness of impact damaged composite structures.
The influence on the residual strength is typically investigated based on the compression after impact (CAI) test procedure (cp. [
2,
3,
4,
5,
6,
7]). It enables the determination of the influence of impact damages on the static residual compressive strength. It is a structural strength value resulting from the material properties, the laminate layer set-up and the induced damage (like fibre breakage, matrix cracking, delamination, local sub-laminate buckling, as well as their interactions) among others. In the case of thin-walled samples, global buckling can additionally occur before the sample fails due to the influence of geometric imperfections. As a result, CAI testing procedures are typically applicable to composite plates with thicknesses larger than 3–4 mm (cp. [
8,
9,
10]). This is mainly due to the fact that plate buckling in CAI testing devices is intended to be prevented before plate failure is reached. Typical failure mechanisms on composite specimens subjected to CAI testing are usually caused by sub-laminate buckling according to Freitas and Ries [
11]. In-plane fibre compressive fracture and interlaminar fracture toughness are key parameters that affect CAI residual strength of composites [
12]. In [
13], the failure mechanisms are studied experimentally and numerically under CAI testing. Combining high speed cameras and high-fidelity Finite Element models, they observe that delaminations and local buckling propagate rapidly through the specimens till final rupture. Most of the ply rupture is caused by the induced high strains due to sub-laminate buckling. The delaminations grow to the lateral boundaries from the initially damaged area at the centre of the specimens [
11,
12,
13]. Besides, the boundary conditions imposed to the specimens can exhibit a relevant influence on thin-walled laminates. As shown in [
14], different undesired failure modes such as brooming or compression shear failure can occur due to the influence of boundary conditions. In the case of thin-walled specimens, these failure modes interact with the global buckling phenomena. But the global buckling of the plate typically should not interact with local failure phenomena due to impact damages, in particular, like local sub-laminate buckling. Therefore, some authors have investigated different modifications of CAI testing devices in order to avoid global buckling in thin-walled laminates [
14,
15,
16,
17]. However, it can be assumed that, in real technical applications, an interaction between global buckling modes and the local sub-laminate buckling and the subsequent failure of the plate can occur. This interaction between global buckling modes and local failure in thin-walled plates can in principle be investigated in CAI tests, too. However, many thin-walled plates fail in the area of the loading edges, in particular, in the area of the free sample edge and not within the free measuring area when standard CAI devices are used for low-impact damages. As the free sliding edge is technically required for compressing the test plates, this sample weakening cannot completely be avoided.
In order to reduce the influence of the free sliding edge, a CAI device for thin CFRP plates has been developed in [
18]. The samples break primarily within the free measuring range and can thus be evaluated as valid CAI tests. However, this device has a smaller free measuring range compared to standard devices. In addition, a slightly higher standard deviation for the failure load in measurement campaigns is observed compared to a standard fixture. For these reasons, the CAI test device developed according to Linke and García-Manrique [
18] has been systematically redesigned (cp. [
19]) and evaluated. In particular, it has been taken into account that the CAI samples have the same dimensions as well as the same free measuring area as it is the case for standard devices. This ensures the full comparability of experimental results obtained with other standardized CAI test devices. Moreover, the supports of the CAI samples have been revised in such a way that the best possible visibility of the entire free measuring area is ensured. This is due to the fact that for an investigation of the interaction between global buckling and local failure due to impact damages, the entire free measurement area is ideally visible to digital image correlation (DIC) technology. In that way, a validation and correlation between experimental and numerical simulation results can be achieved for the full visible plate surface.
In the context of this article, a modified CAI test device based on the experimental device according to Linke and García-Manrique [
18] is further developed and designed in order to fulfil the previously mentioned requirements such as same plate dimensions as well as same free measuring area like standard devices and good visibility of the measuring area (a detailed list of all requirements can be found in [
19]). First, standardized and modified test procedures and equipment are analysed in
Section 2 for the subsequent concept development which is generally described in
Section 3. In
Section 4, the realised CAI solution is described in detail so that the results of CAI testing of a specific CFRP plate problem (defined in
Section 5) is illustrated and discussed with respect to available test data according to Linke and García-Manrique [
18] in
Section 6. The article ends with a summary and a conclusion in
Section 7.
3. Concept Development for a Modified CAI Testing Device
The development process of a new CAI test device is fundamentally based on VDI Guideline 2221 [
20]. In the first step, basic requirements are defined which result from the task, from standards and guidelines as well as from the test sequence. The development process is oriented along the shortcomings of the modified CAI testing device according to Linke and García-Manrique [
18] as samples which are tested with this device no longer fail at the loaded supports. Due to that, the following main requirements are defined:
Free measuring area agrees with dimensions of applicable standards due to comparability reasons.
Avoid strength reduction due to free sliding edges as far as possible.
Full visibility of free measuring area in order to enable DIC measurements on full free surface.
More detailed requirements are derived based on the Ishikawa method where graphical representations of causes that lead to or significantly influence potential results are used. The objective is to identify all relevant influencing factors and their effect on the final constructive solution. The process is started with the problem description, in the case of the CAI device, with the rupture of thin-walled composite plates in the vicinity of the free sliding edge as well as with the shortcomings of force-fitting supports. Based on that, potential causes are identified and summed up to domains like practical device handling, constructive realisation of intended supports etc. In this manner, the requirements are expanded and a comprehensive list of requirements is created that includes all necessary framework conditions (cp. [
19] for details) in the first step. The requirements are weighted according to their significance and form the basis for all further working steps in the design and development process. In the second step, a functional analysis is performed. The objective of this is to determine the individual functions which must be fulfilled by the system to be developed. The functions form the basis for subsequent brainstorming and divide the complex technical problem into manageable individual problems. In the third step, solution variants for the implementation of the functions are developed. This is done based on the method of the morphological box. The proposed solutions are listed in pictorial form, as a sketch or photo or as a written word. The listing in the columns is arbitrary so that partial solutions which stand on top of each other in the same column, do not stand in connection with each other. The aim is to combine the partial solutions in the most diverse but meaningful way, resulting in several solution variants for the overall function. In the fourth step, the best variant for the task solution is determined by a suitable evaluation procedure. For this purpose, all solution variants are checked for compliance with the requirements from the requirements list in tabular form. Furthermore, a weighting matrix is created which enables a clear comparison of the defined requirements. Finally, a utility value analysis according to VDI 2221 [
20] is carried out using the previously determined data. The aim is to find the optimal solution for the CAI test device to be developed for thin-walled composite panels. The best solution found within the scope of the utility value analysis fulfils 86% of the requirements and thus represents a “good solution” (cp. [
19]). Consequently, the conceptual contents of this solution variant are used and implemented within the design process.
4. CAI Solution
Selected design features of the developed CAI device and various modifications of the individual assembly elements are shown and explained in the following.
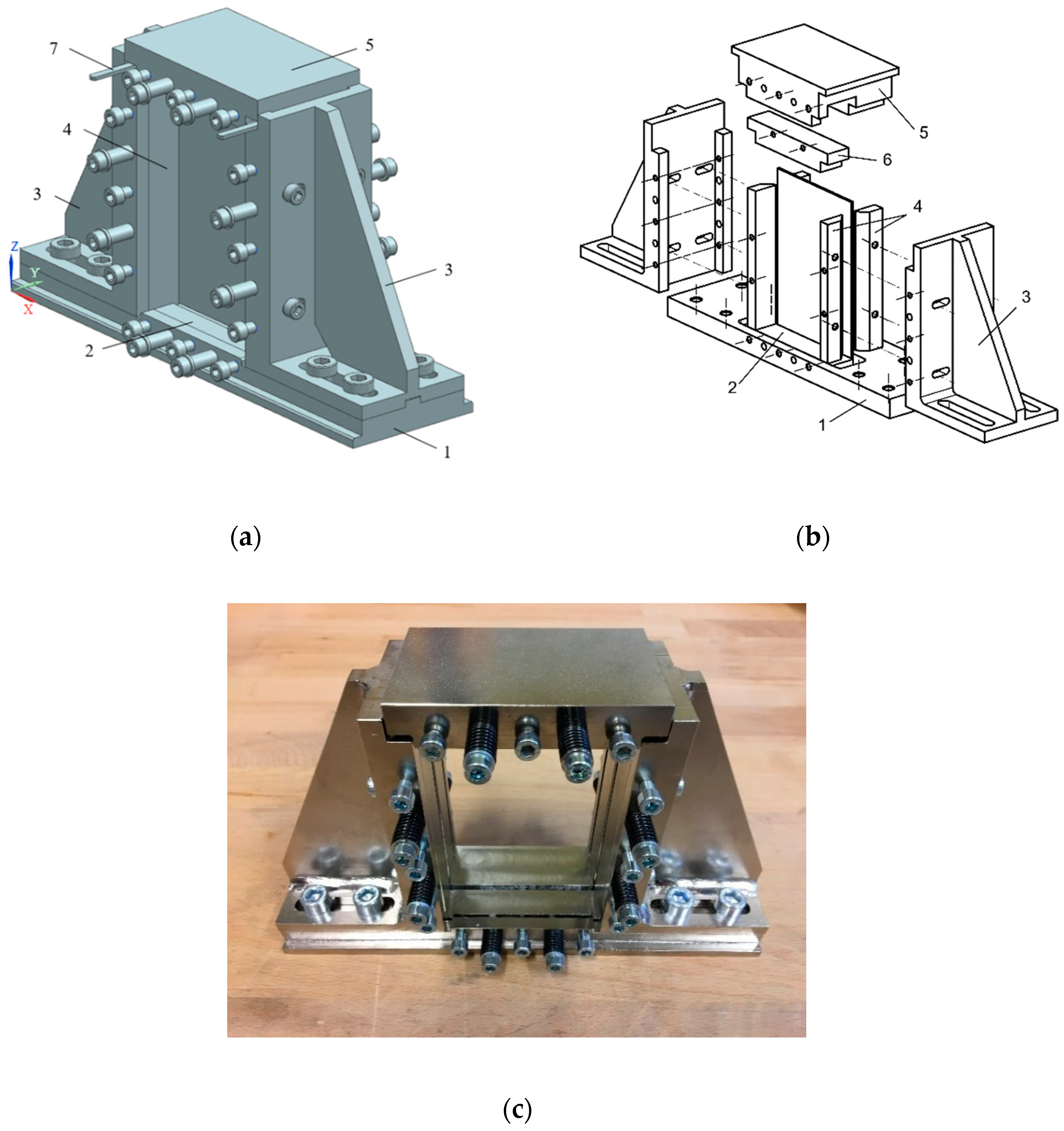
Figure 5 shows the realised CAI testing device. The coordinate system shown in
Figure 5a is used to describe the assembly and the individual parts.
(1) Base plate: This component forms the device base. It transmits the forces to the underside between the sample and the hydraulic press. In addition, the base plate forms the support and guide for the bottom clamping plate (2) which realizes the bottom clamped support. The two angle frames (3) are fixed to the base plate with a fitting groove and four M10 screws each. This minimizes the rotational movement of the angle frames around the vertical axis and a translational movement in the y-direction. As a result, the knife edge blades (4) can be used to position the sample laterally with high accuracy.
(2) Bottom clamping plate: The bottom clamping plate lies in the z-direction in a recess in the base plate (1). The clamping plate is guided in the y-direction by two spacer sleeves and two M6 × 35 hexagon socket screws. By screwing in three further M6 × 16 hexagon socket screws, the clamping plate is pressed against the test specimen. The specimen is then pressed against the rear edge of the cut-out in the base plate and clamped. Using two M6 washers and two compression springs surrounding the spacer sleeves, the clamping plate is pressed into its initial position by spring force when the M6 × 16 hexagon socket screws are not screwed in. The lower clamping plate has a height of 8 mm in the area of the clamping surface which complies with applicable standards. The width of the clamping plate is 120 mm so that the specimens are clamped in the lower area over the entire width.
(3) Angle frame: These two components are used to hold the four knife edge blades. The angle frames are designed to be mirror symmetrical so that they only have to be manufactured in a simple version. The angle frames are each provided with two oblong holes in the lower area. Due to that, they can be infinitely adjusted in the x-direction. With an appropriate upper clamping, specimens with a width of up to 120 mm can be tested. Furthermore, the winding frames have holes and threads on both sides for holding the knife edge blades. Thus, the position of the lateral bearing in the y-direction and the out-of-plane position of samples can be changed.
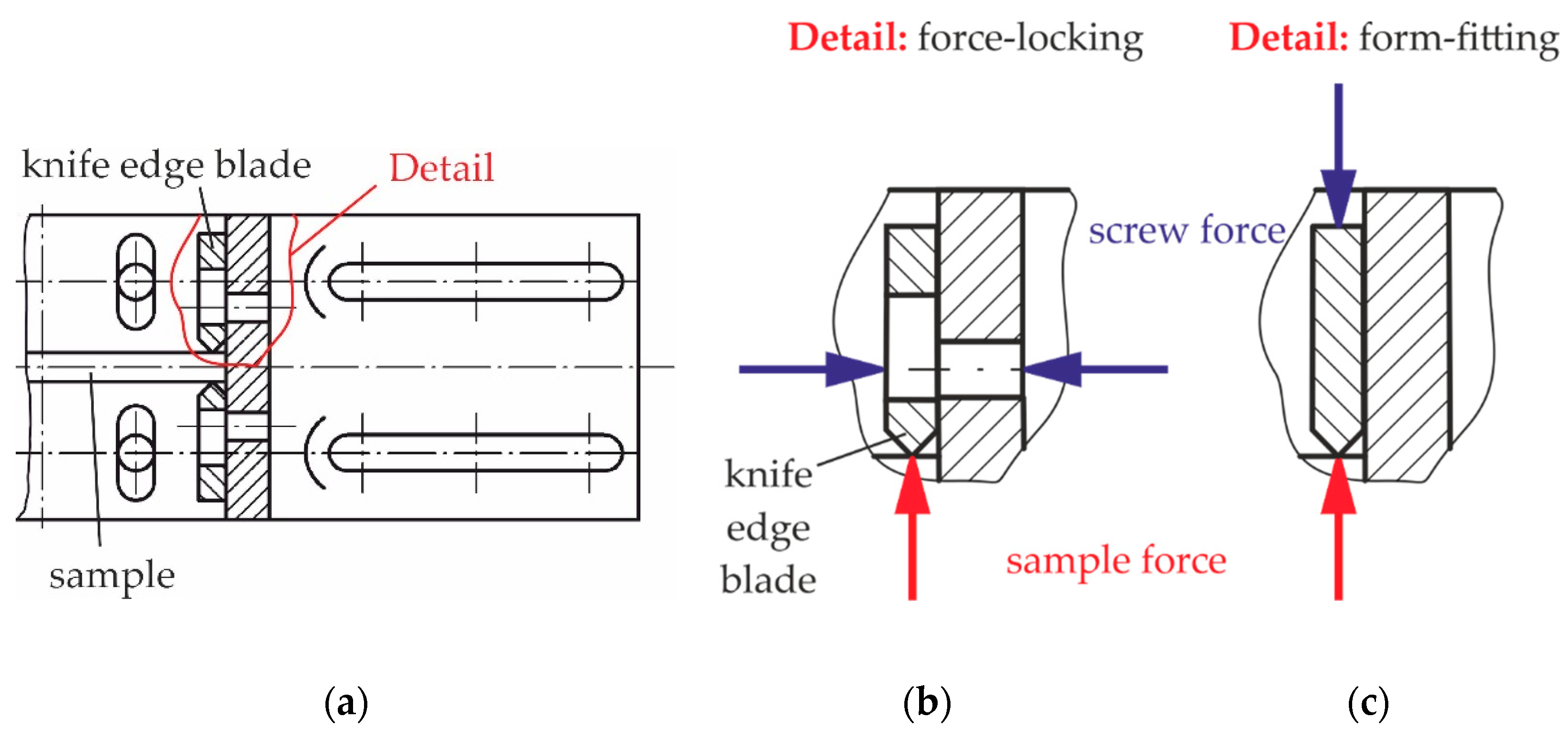
(4) Knife edge blades: They represent the lateral supports of the specimen and rest in the lower area on the lower clamping plate and the base plate. The knife blades are clamped according to the same principle as the lower clamping plate. The knife edge blades are also designed in accordance with the ISO 18352 standard [
4] with a radius of 1 mm and single mirror symmetry. On the one hand, the small radius is intended to minimize the contact surface between the knife edge blade and the sample so that the lateral bearing arrangement comes as close as possible to the fixed bearing from theory, and on the other hand, the knife edge blade should not significantly deform the sample. The tip is arranged at the side so that the optical strain measurement is improved again, since the free measuring surface is visible up to the bearing.
(5) Top clamping head: This component transmits the forces on the upper side between the specimen and the hydraulic press and forms the mounting and guide of the upper clamping plate (6). Here, the clamping of the upper clamping plate is realised according to the same principle as that of the lower clamping plate. In order to be able to test samples composed of different materials and thus different sample stiffnesses, the upper clamping is made in two different versions. This is due to the fact that the free sliding edge should be as small as possible. The design difference is concerned with the shoulder height. This is 6 mm for the first and 8 mm for the second version resulting in a free edge length of 2 or 4 mm between the upper clamping and the knife edge blades during assembly.
(6) Top clamping plate: The upper clamping plate (not visible in
Figure 5a but in
Figure 5b) lies in the
z-direction in a recess on the upper part of the top clamping head. This component is also designed and manufactured in two versions. The clamping plates for realising the clamped support are adapted to the corresponding contour and dimensions of the clamping head. The height of the upper clamping plates amounts to 10 mm, unlike the lower clamping plate. The dimension is chosen in such a manner that the free measuring surface is as large as possible but the free sliding edge is still sufficiently stabilised.
(7) Measuring holder: This component is used for exact positioning and storage of the specimen. The holders are placed between the specimen and the angle frame.
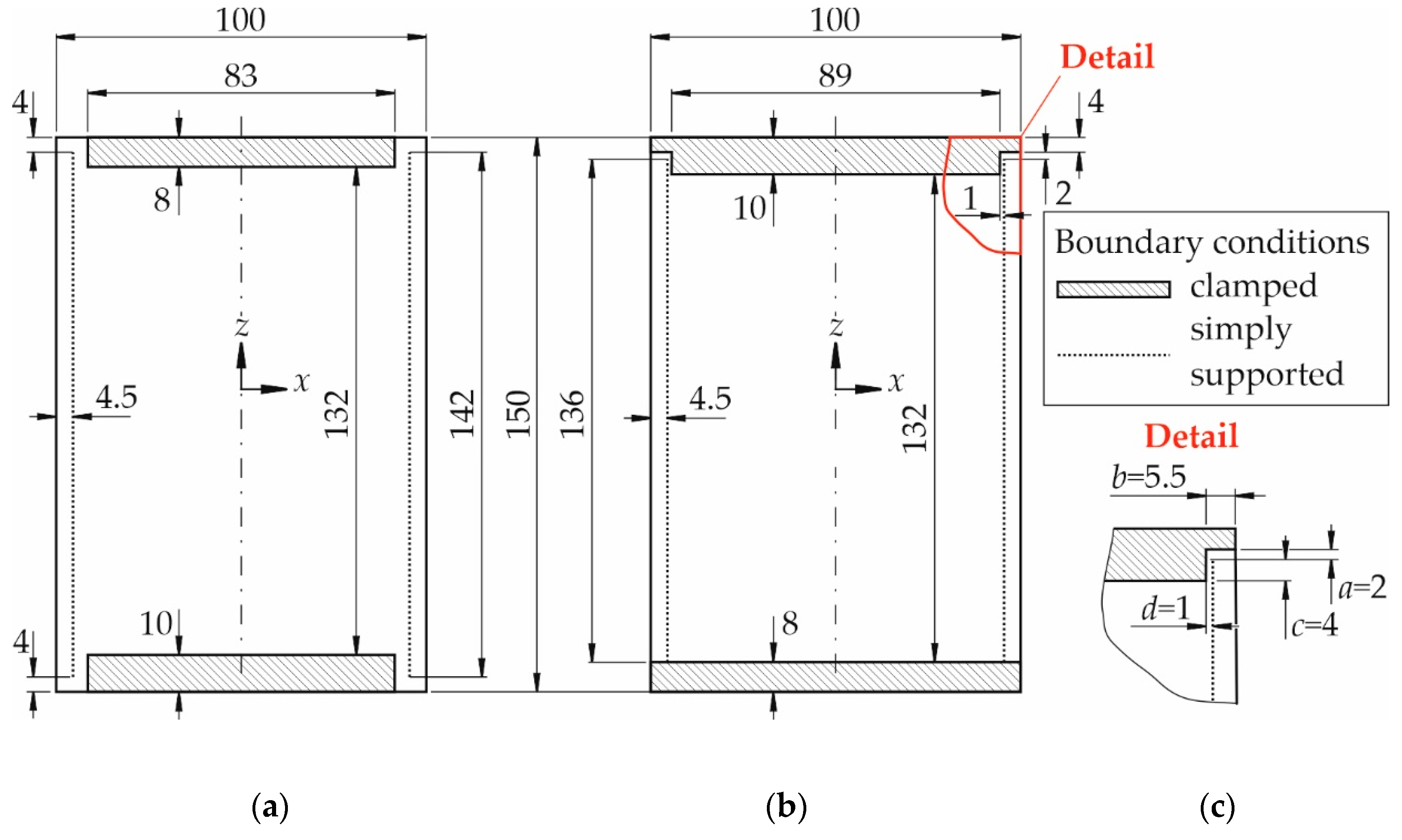
The plate bearings and the individual geometric modifications are shown schematically for the CFRP plate test version in
Figure 6b,c with respect to AITM 1-0010 standard [
2] in
Figure 6a. In order to reduce the number of the free sliding edges as far as possible, only at the upper head free edges are considered. The loaded edges of the specimen are clamped over the entire width. In combination with the 136 mm high lateral simply supported bearing, which is arranged between the top and bottom clamps, an unsupported free plate edge of only two 2–4 mm results, depending on the use of the upper clamping head (cp. free edge
a according to
Figure 6c). The dimensions are selected in such a manner that the free edge lengths are as small as possible but, at the same time, there is still sufficient space for sample compression until the specimens fail. The minimum dimensions for testing CFRP specimens are determined using experimental and numerical CAI tests [
18,
19,
20,
21]. In the upper corners, the two free edges are stiffened by geometry adaptations of the support. The stiffening effect is mainly caused by limiting the degrees of rotational freedom. This is due to the fact that plate rotations in this area induce additional bending stresses, reducing the failure load. Moreover, sample tightening is clearly simplified in comparison to the device according to Linke and García-Manrique [
18] and as easy as it is the case for commercially available devices like devices according to AITM 1-0010 standard [
2]. The device is applicable up to a compressive load of 100 kN.
In order to illustrate the modifications compared to the standard device, shown in
Figure 6a, the influence of geometric parameters in the vicinity of the free sliding edge is discussed in the following based on the detail according to
Figure 6c. This detail is indicated in red in
Figure 6b. The shorter the free edge
a has been selected according to
Figure 6c, the stiffer the panel becomes near the free edge. The simply supported edge allows the intended rotations around the
z-axis of the plate but the rotational degrees of freedom around the
x-axis are constrained. The clamping with length
b reduces the degrees of rotational freedom about the
x- and
z-axes near the free plate edge compared to [
2] (cp.
Figure 6a). As a consequence, the specimens are clamped over the entire width and a more uniformly distributed compressive force results so that stress concentrations and notch effects are expected to be reduced. Dimension
c creates a kind of overhang between the clamped upper part and the knife blades. The upper clamping protrudes laterally over the knife blades. This also reduces the degrees of rotational freedom around the
x- and
z-axes at the free plate edges. Due to the lateral alignment of the knife blades, dimension
d can be reduced to 1 mm. The assembly results in a free sample area of 132 × 89 mm
2 which complies with applicable standards.
5. Specimens and Test Campaign
For the sake of comparability, specimens composed of the same materials and same layer set-up according to Linke and García-Manrique [
18] are used. The specimens consist of carbon unidirectional (UD)-layers and two outer carbon twill weave layers. The laminate exhibits a symmetrical layer set-up with [twill weave, 0°, 90°, 0°, 90°, 0°, 90°]
sym. The 0°-direction of the UD-layers coincides with the loading direction during CAI testing. Sample geometry is chosen according to AITM1-0010 [
2]. It amounts to 99.98 (±0.02) mm × 149.98 (±0.05) mm.
Undamaged specimens are chosen as they are the most challenging samples for checking the improvements concerning the weakening due to free sliding edges. With undamaged samples, there is no expected weakening of the plates at a specific location, i.e., in the middle of the plate as it is the case for damaged samples. Therefore, the plates should break at the weakest point which is given by the mutual interaction between plate, loading state and testing device. If the free sliding edges still exhibit a significant weakening, this influencing factor is expected to be identified best with undamaged samples where no prescribed weakening exists, i.e., plate rupture should occur in the vicinity of the free sliding edges.
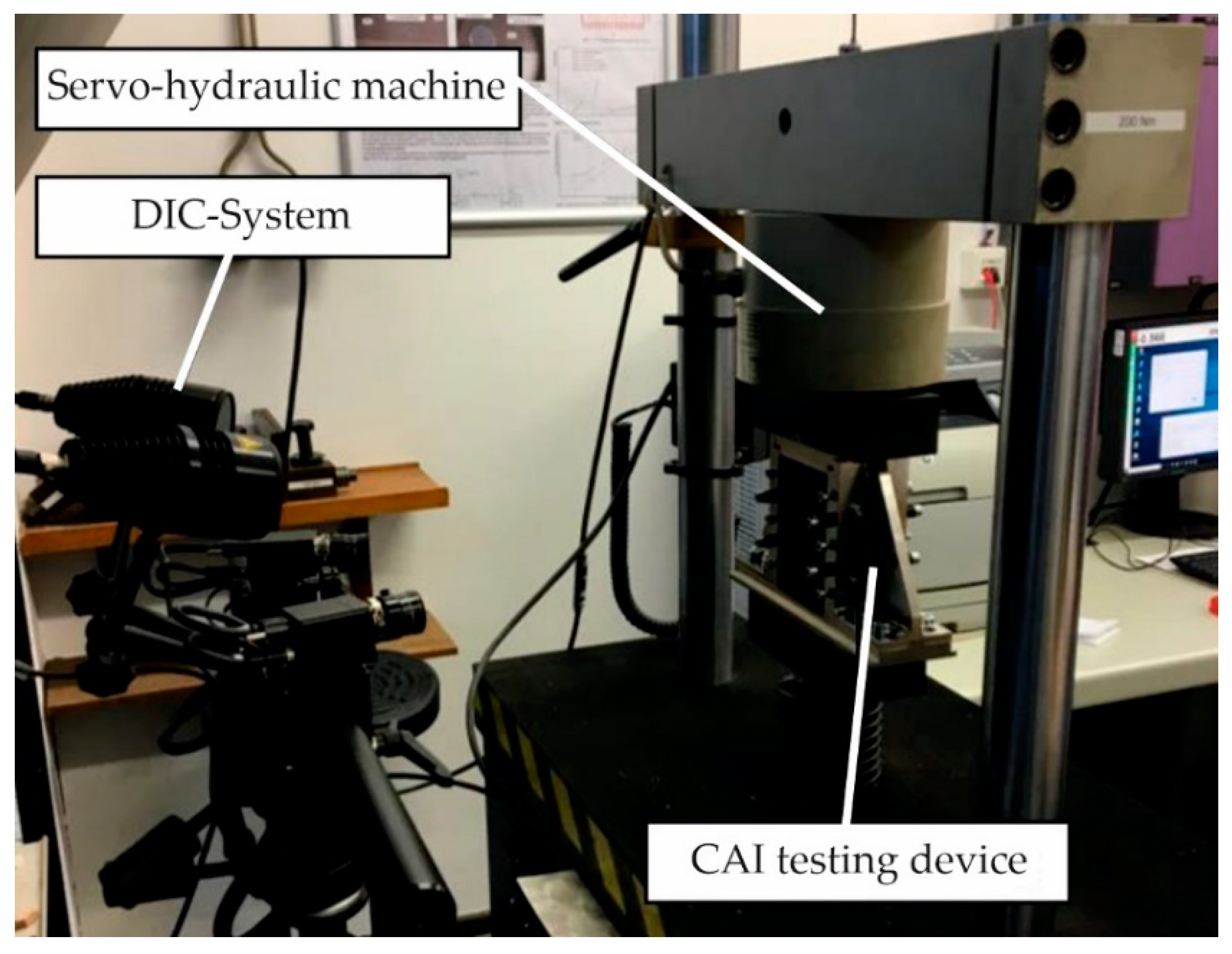
Tests with the new device are carried out using a servo-hydraulic material testing device (Schenck Hydropuls PSA, PZV 1865, Schenck AG, Darmstadt, Germany) equipped with Instron measuring instrumentation (Instron Deutschland GmbH Calibration Service, Darmstadt, Germany). Load controlled testing with a rate of 0.25 kN/s is applied. The averaged displacement rate amounts to about 0.5 mm/min. Displacements on the sample surface are measured with a stereo pair camera DIC system ARAMIS (5 M sensor configuration, 2448 × 2050 pixel, Gom Gesellschaft für optische Messtechnik mbH, Braunschweig, Germany). The DIC procedure is based on the fundamentals explained in [
22]. The DIC system was calibrated before the tests according to the requirements defined in [
23]. The data recording rate is 1 Hz. The general test set-up is illustrated in
Figure 7.
The detailed description of the setting and use of the modified construction according to Flügge [
19] serves as a user manual for performing CAI tests with the new modified compression test device. This reduces or avoids errors and inaccuracies within the measurement process by the human factor, thereby improving the quality of the measurement results.
The test results of the new CAI device (called new CAI device below) are compared to available results from a standard device according to AITM1-0010 [
2] (called CAI-standard) as well as from a modified device according to Linke and García-Manrique [
18] (called CAI acc. to [
18]).















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}