Comparative Analysis of the Impact of Additively Manufactured Polymer Tools on the Fiber Configuration of Injection Molded Long-Fiber-Reinforced Thermoplastics






Abstract
:1. Introduction
1.1. Motivation
1.2. State of the Art
2. Materials and Methods
2.1. Materials and Specimens
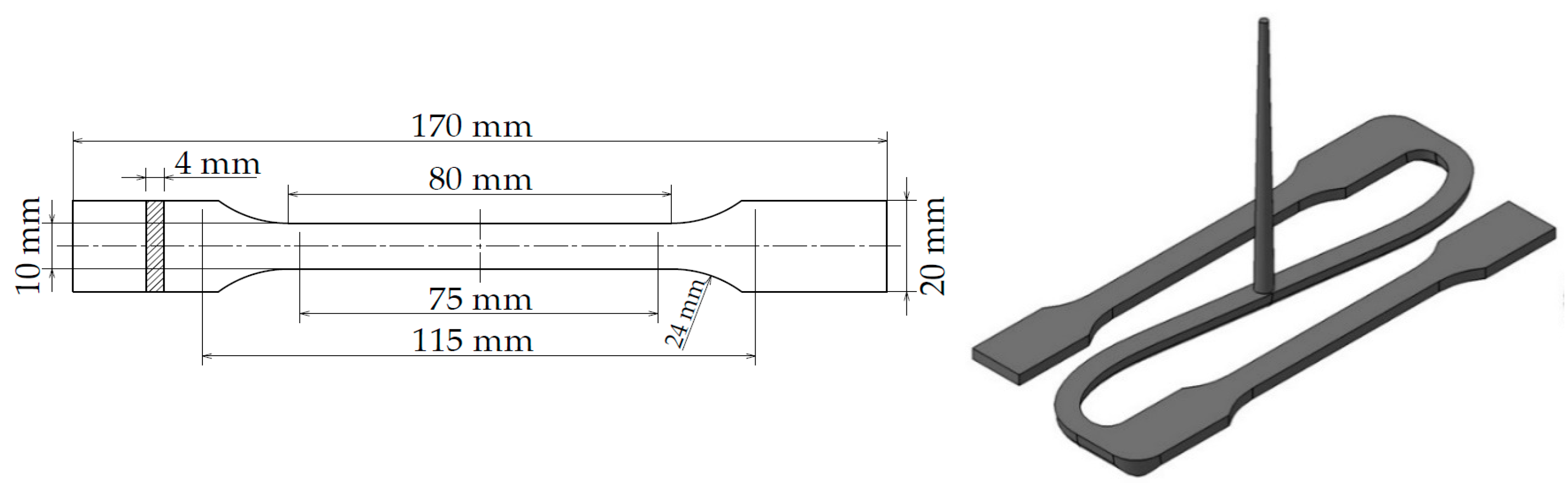
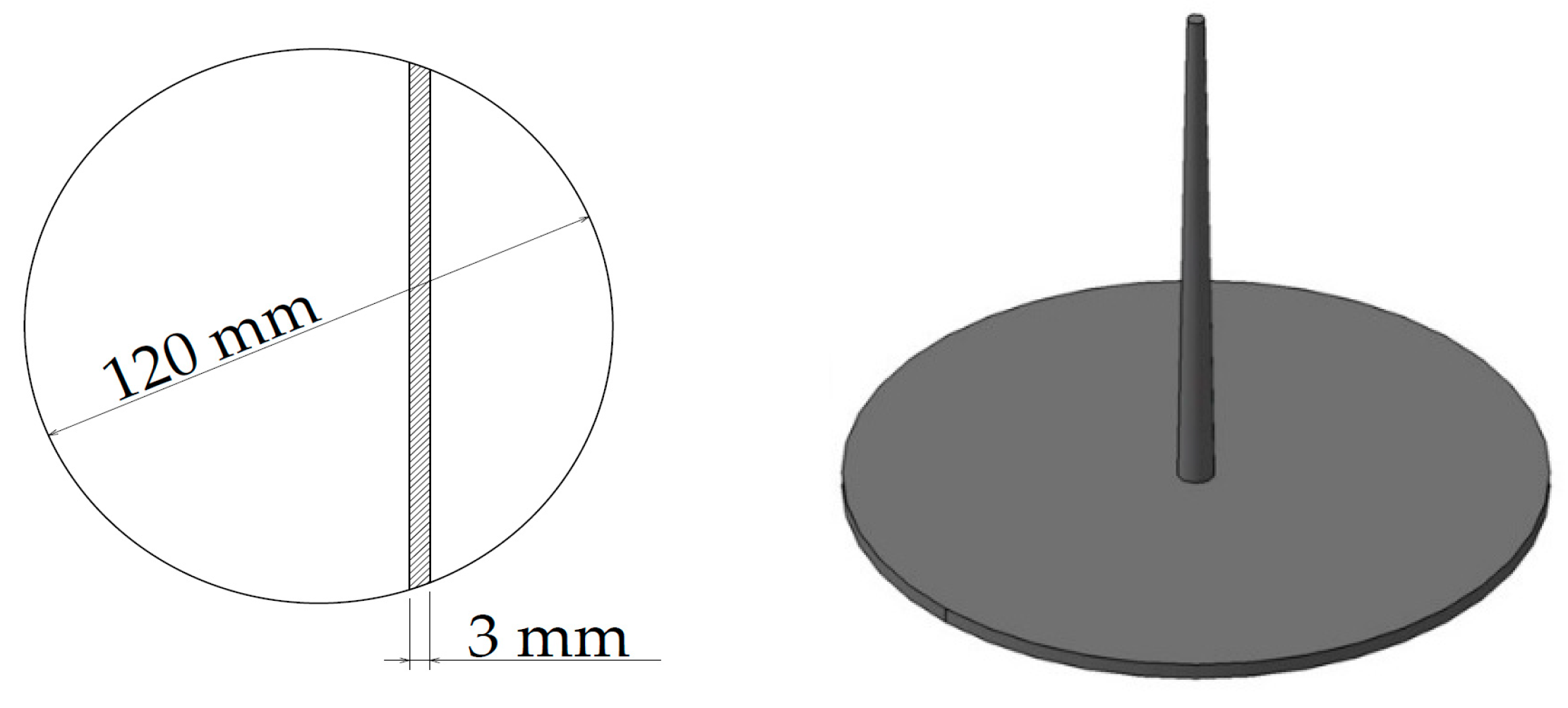
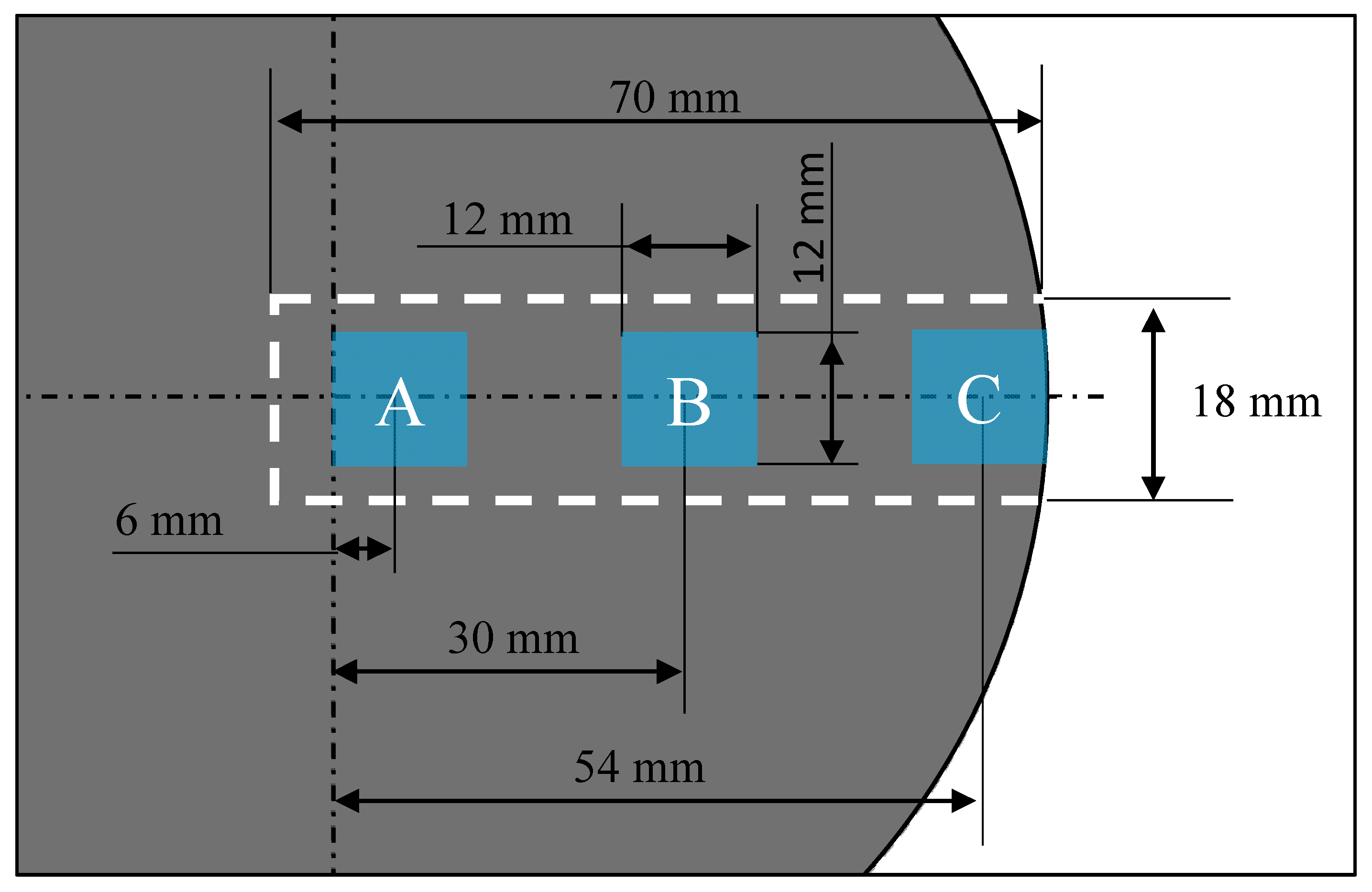
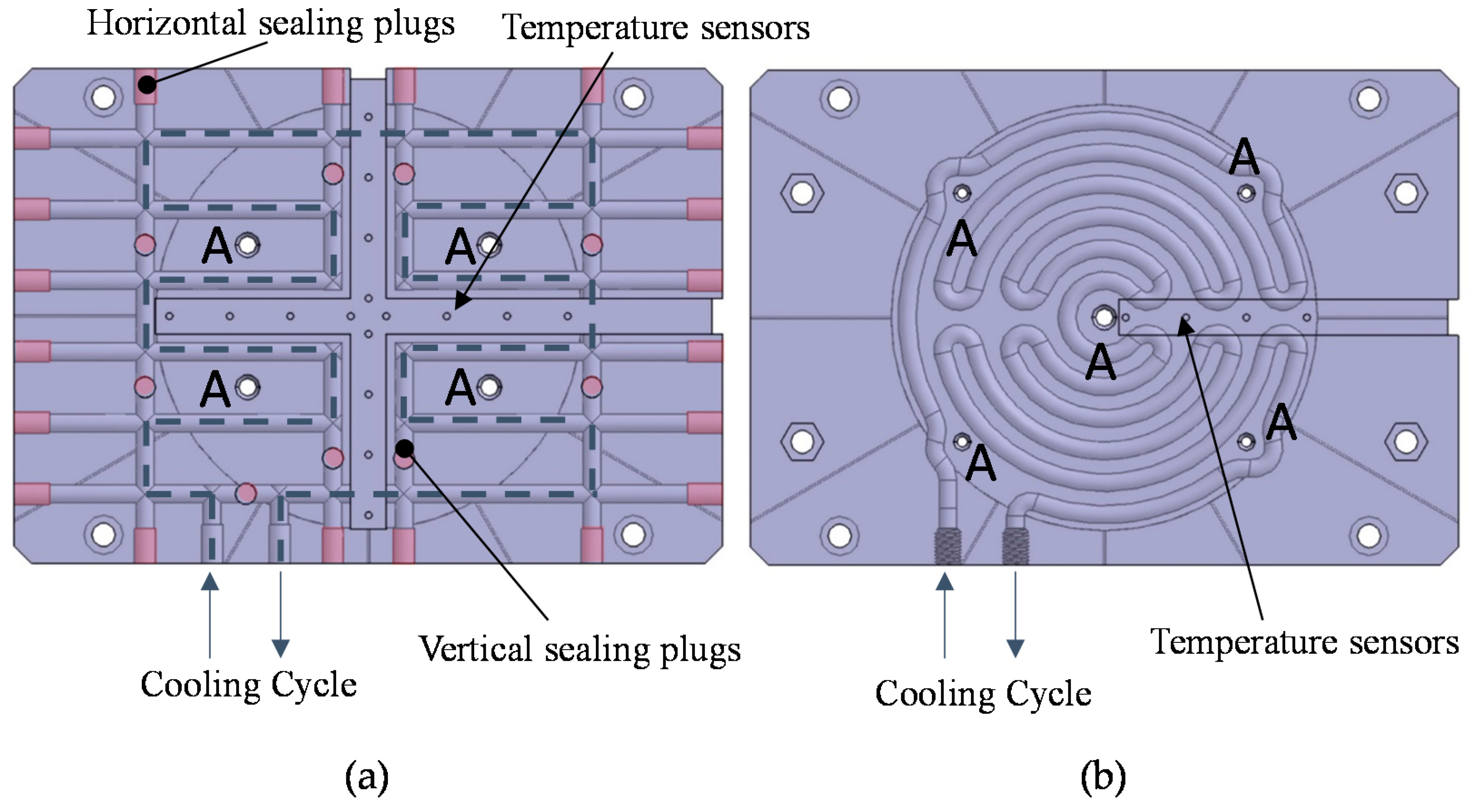
2.1.1. Specimen Geometry and Mold Insert Design
2.1.2. Materials
2.2. Experiment Methodolgy
2.2.1. Mechanical Properties
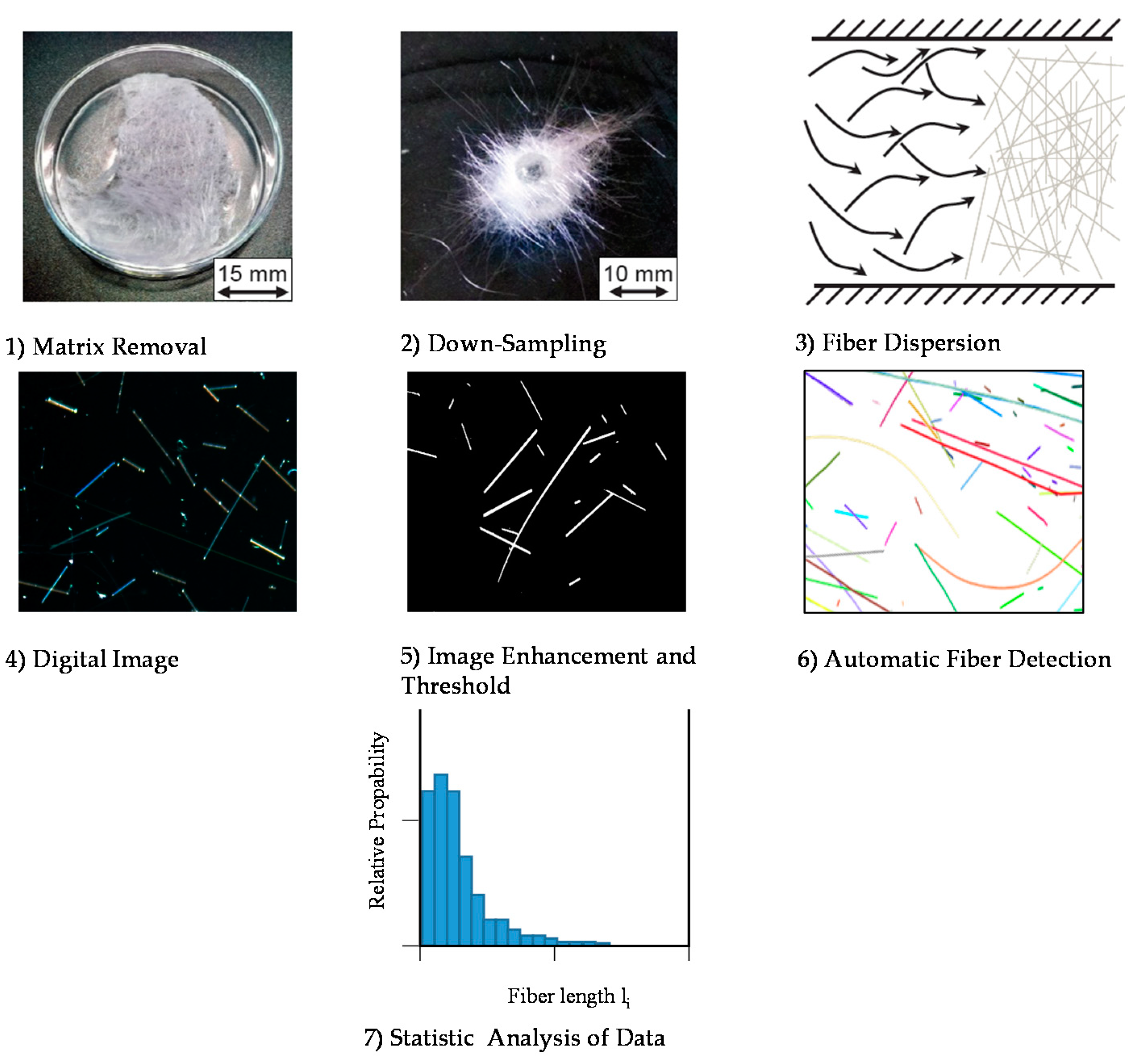
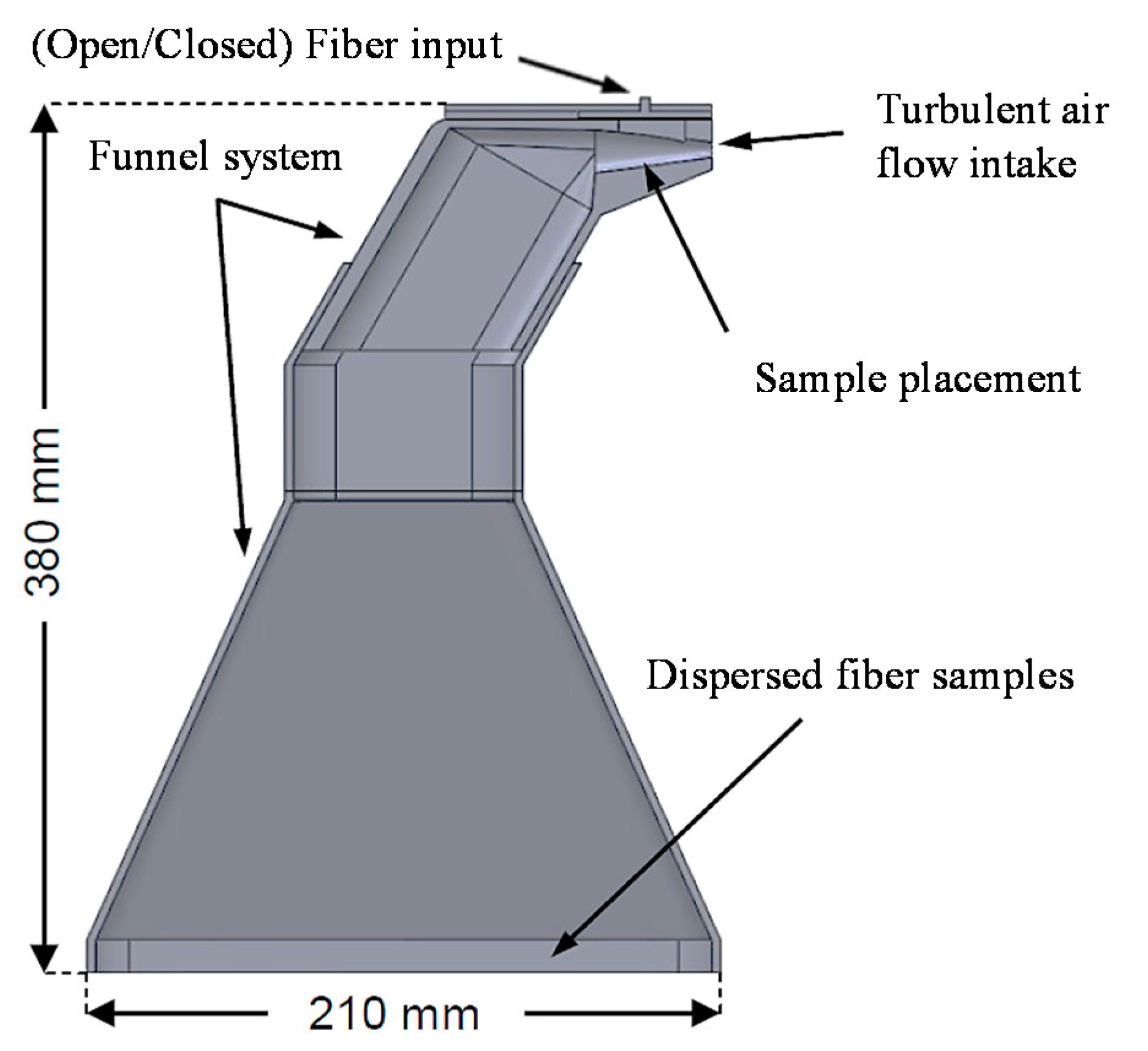
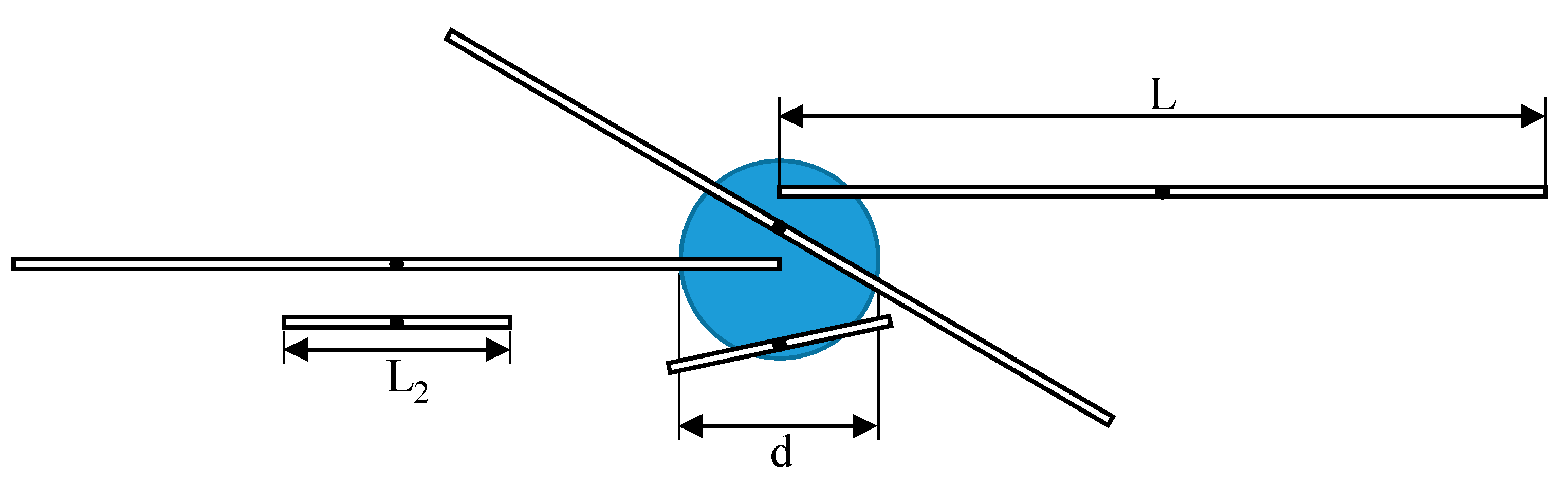
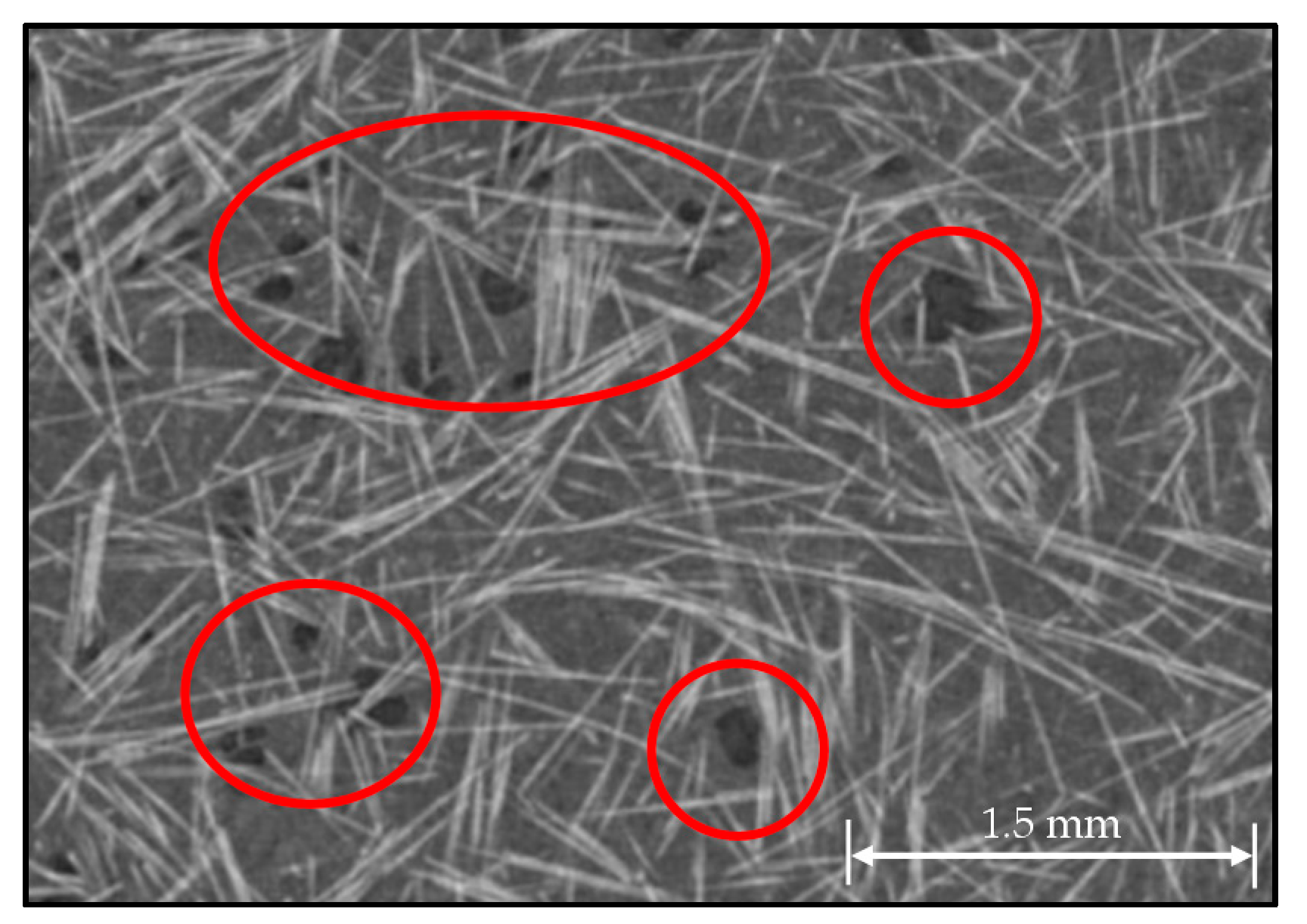
2.2.2. Fiber Length Analysis: Epoxy Plug Method
2.2.3. Fiber Content Analysis: Pyrolysis
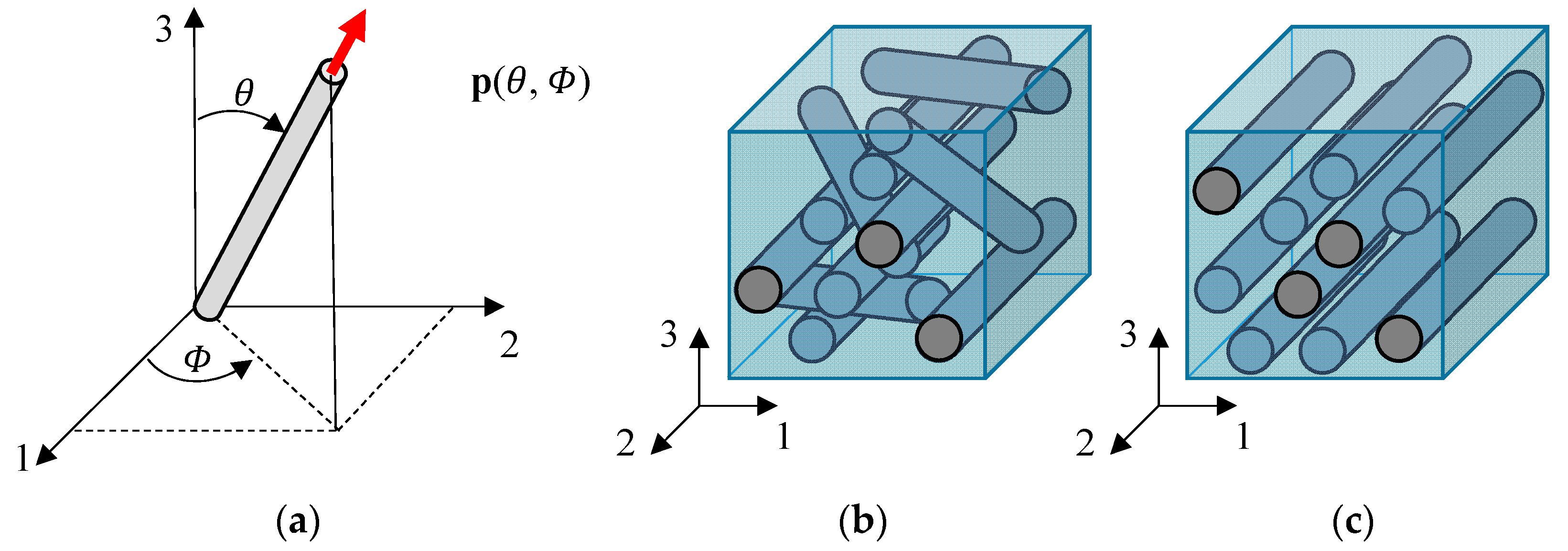
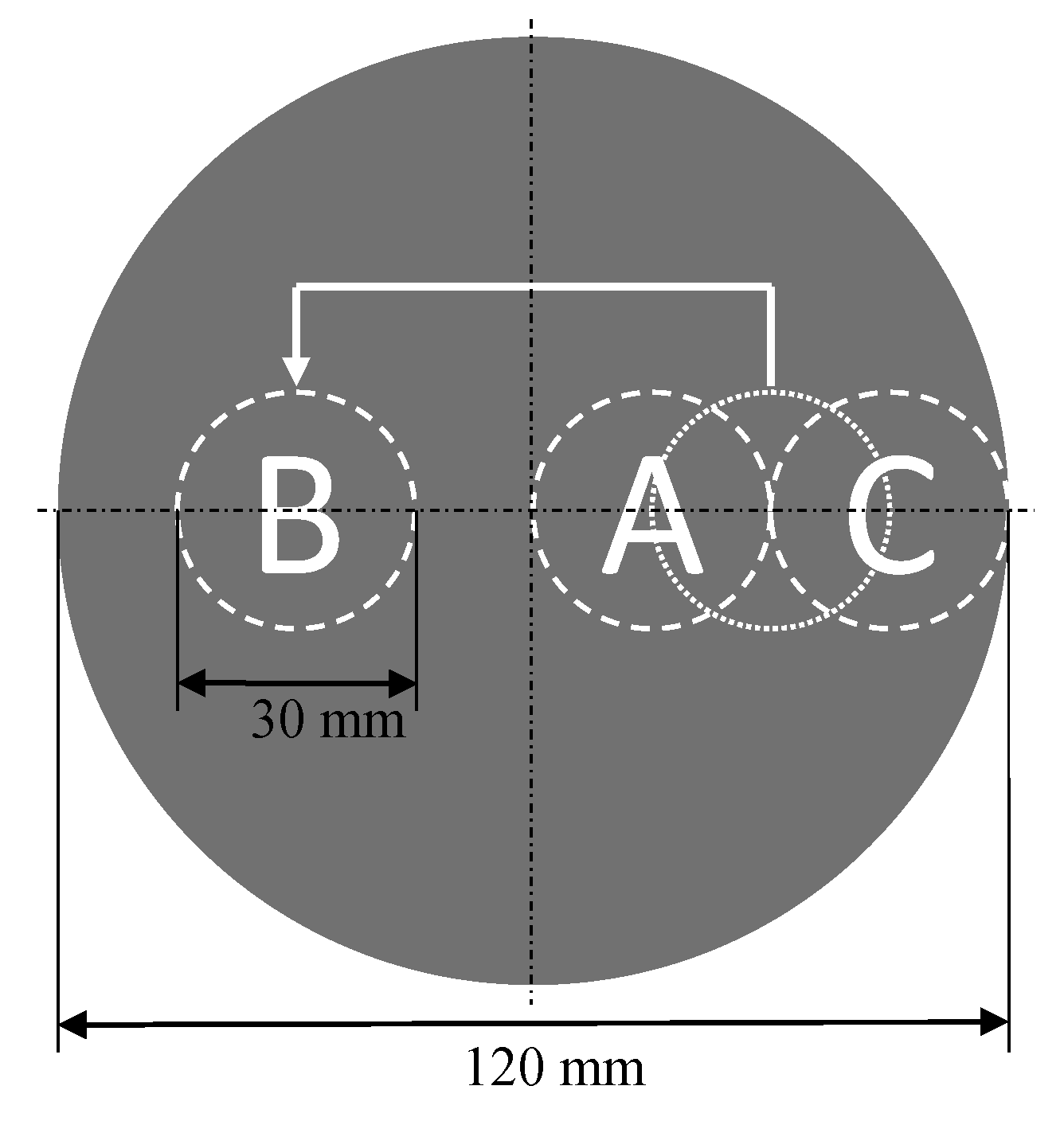
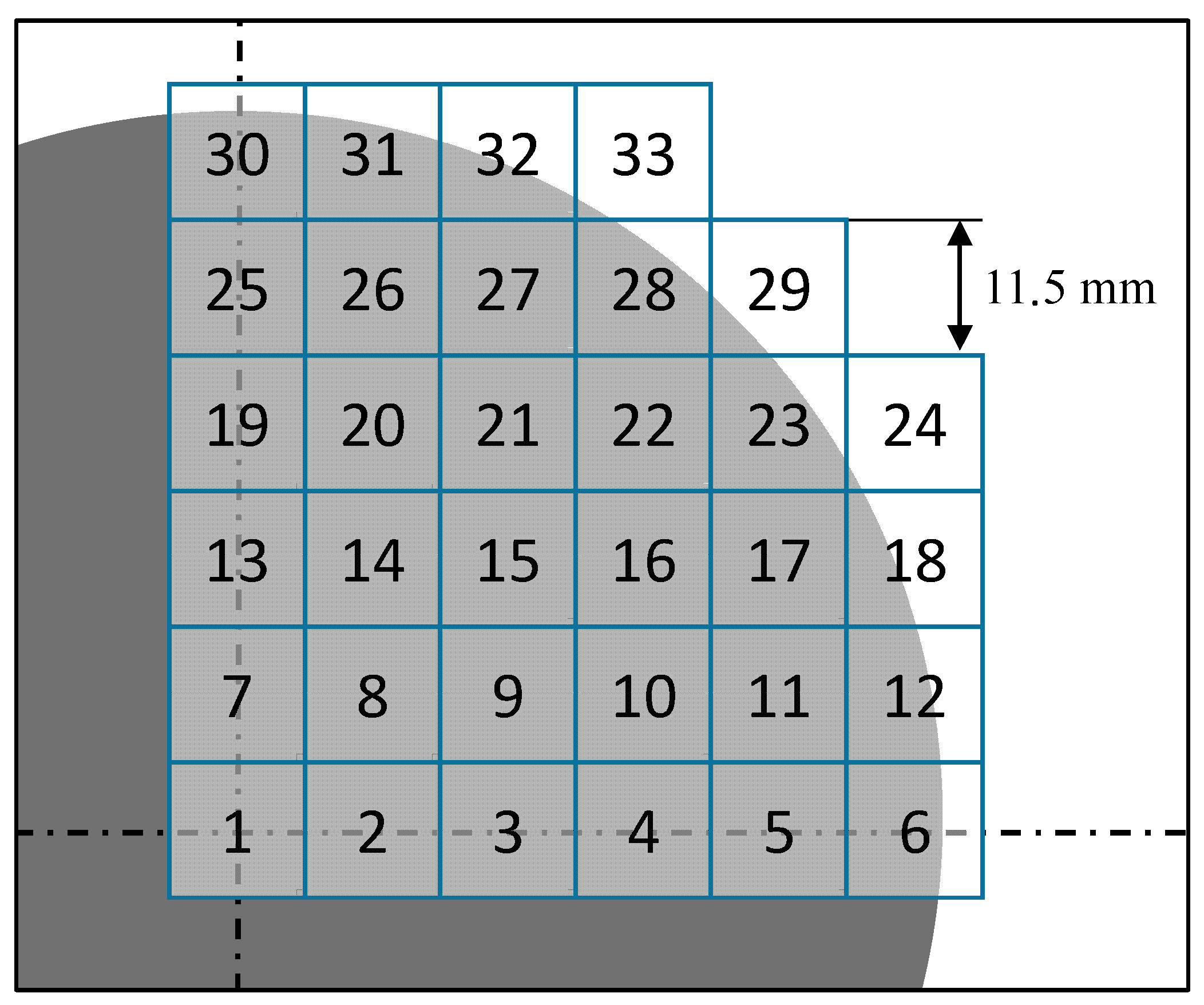
2.2.4. Fiber Orientation Analysis: Micro-Computed Tomography
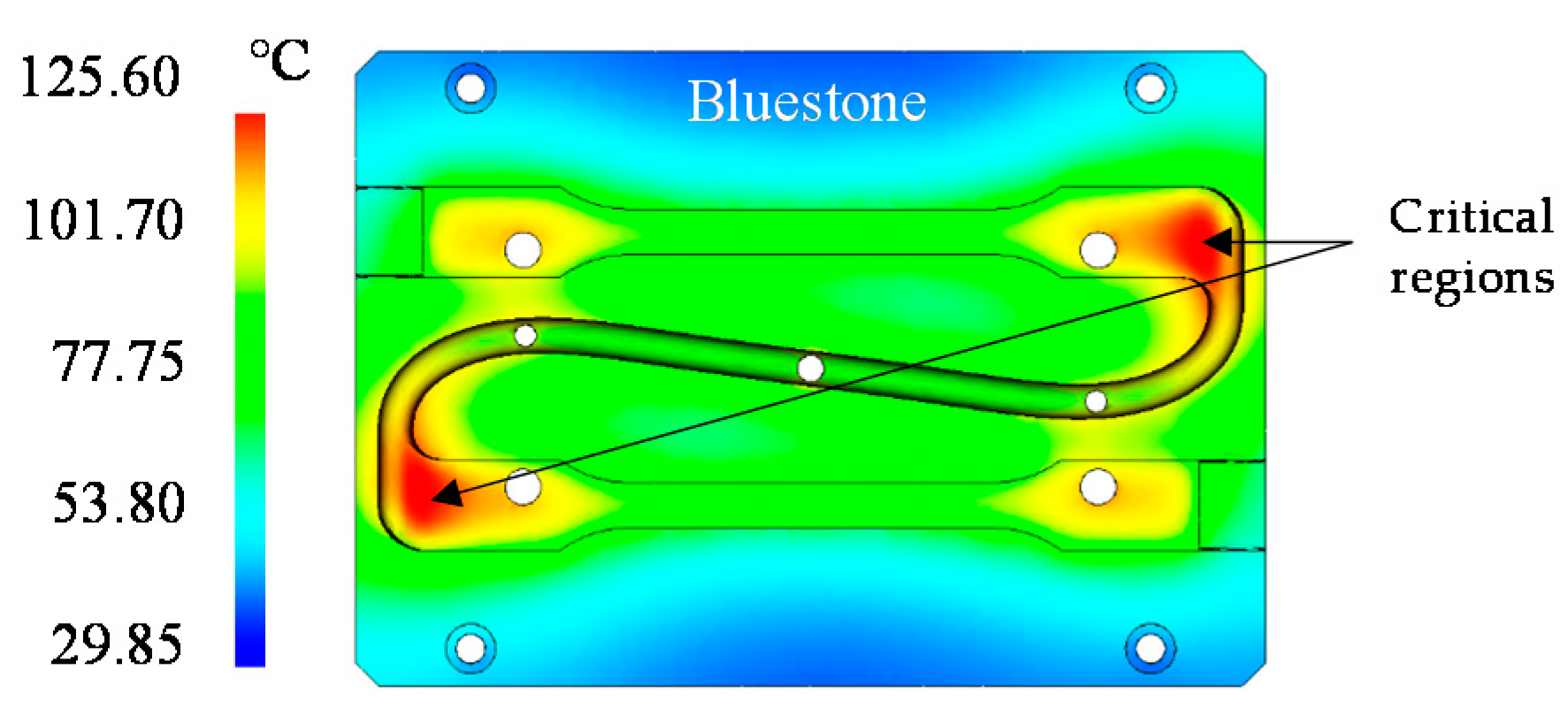
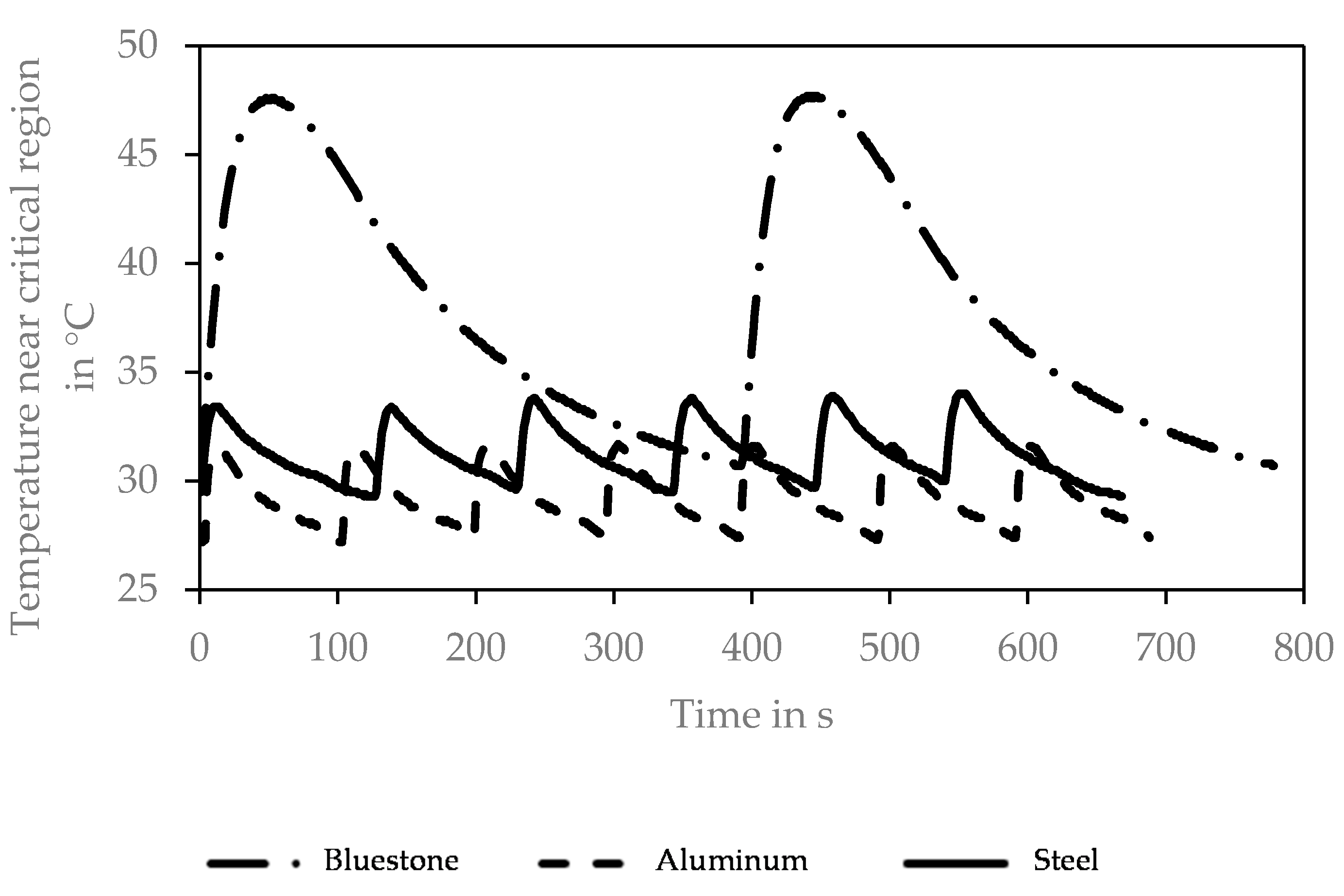
2.3. Processing Parameters and Tool Design
3. Results
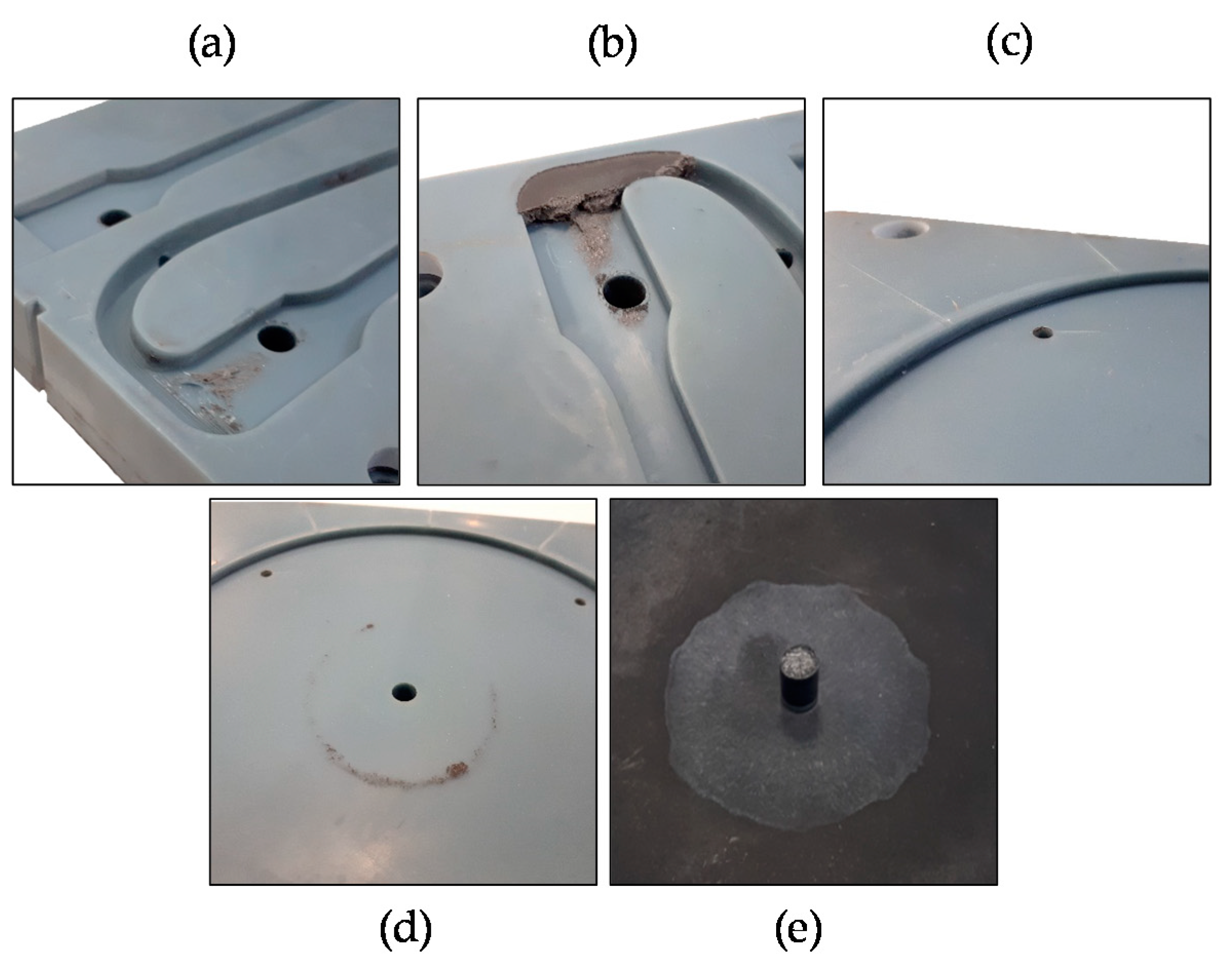
3.1. Cycle Times Part Output and Failure-Modes
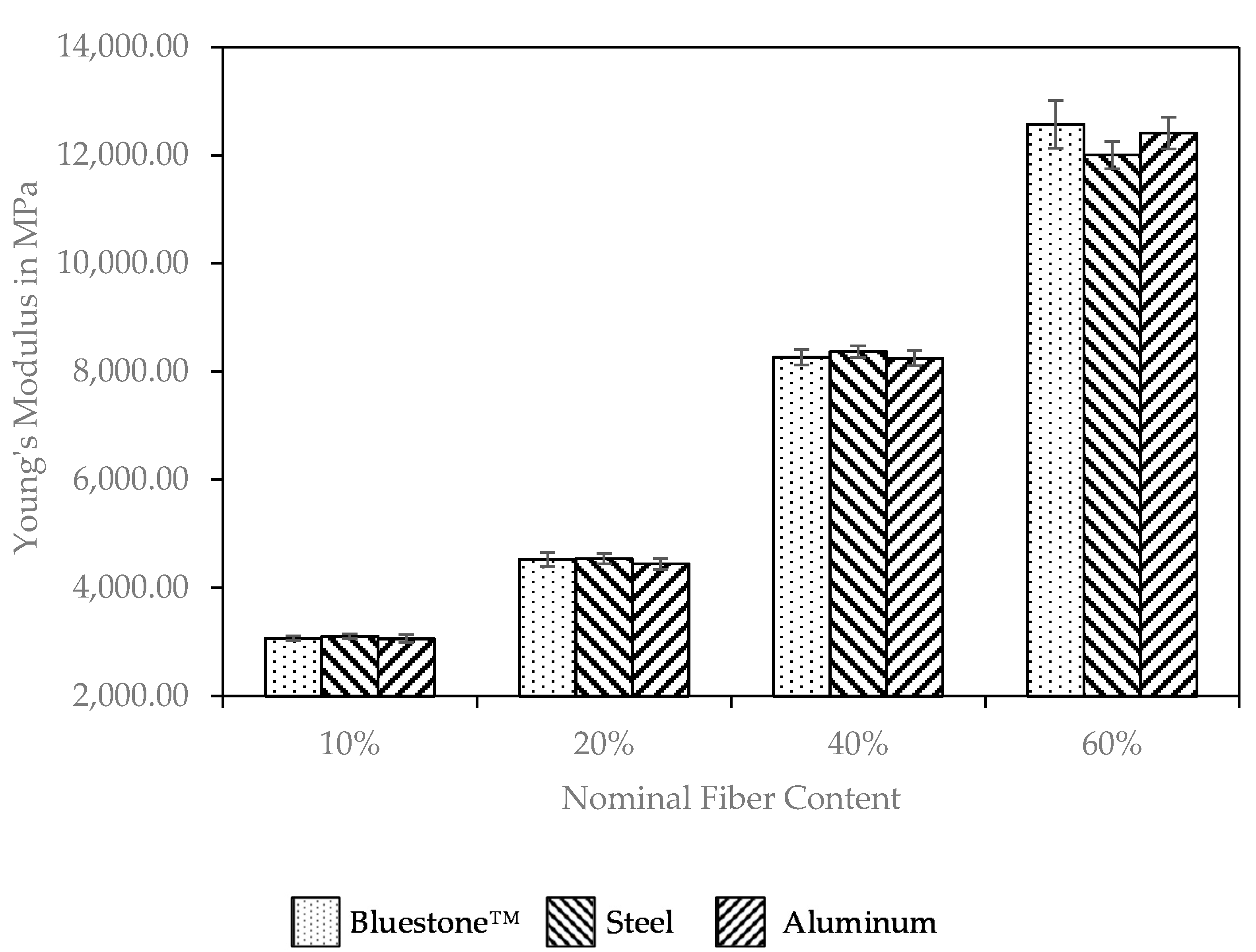
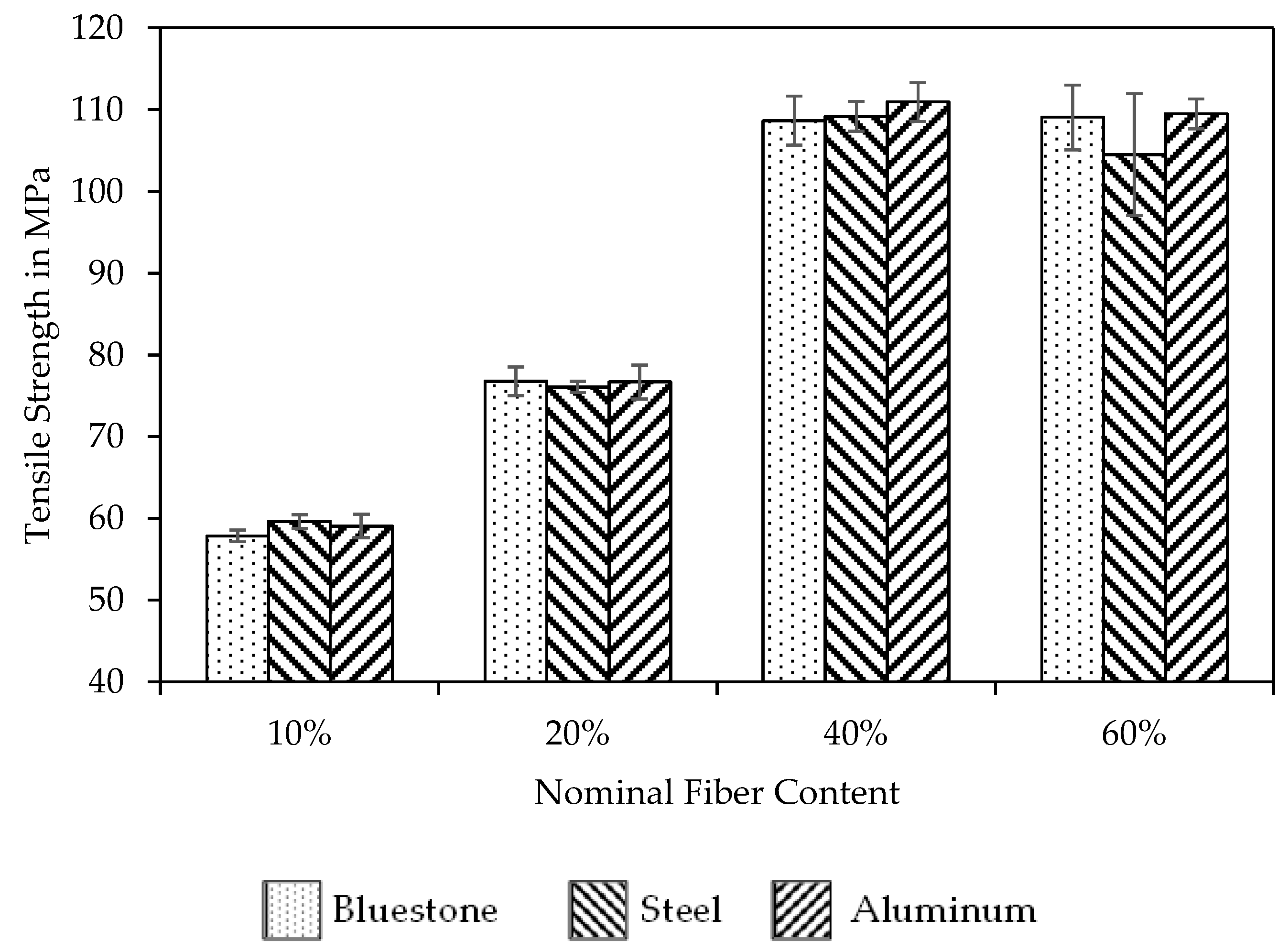
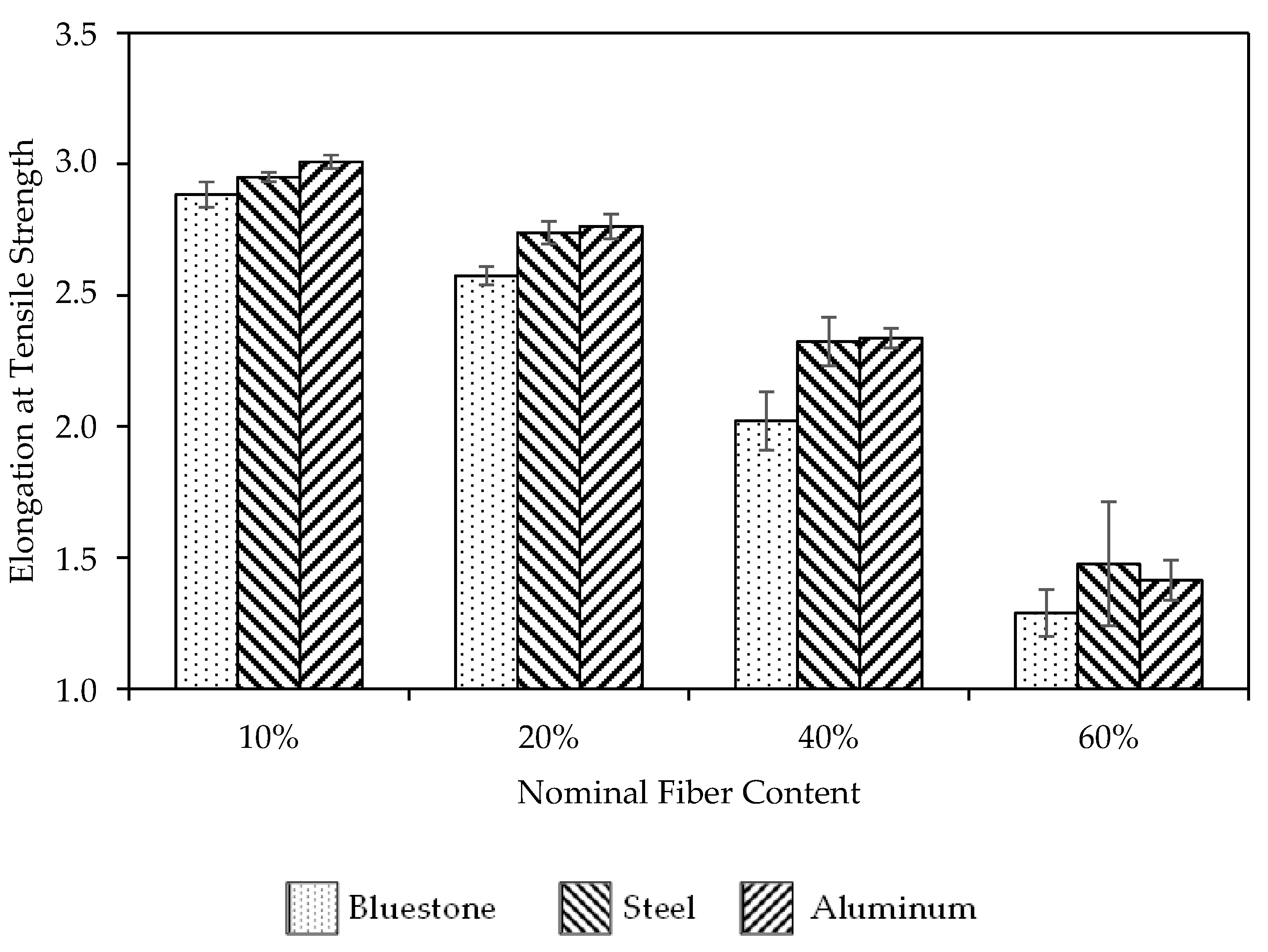
3.2. Mechanical Properties
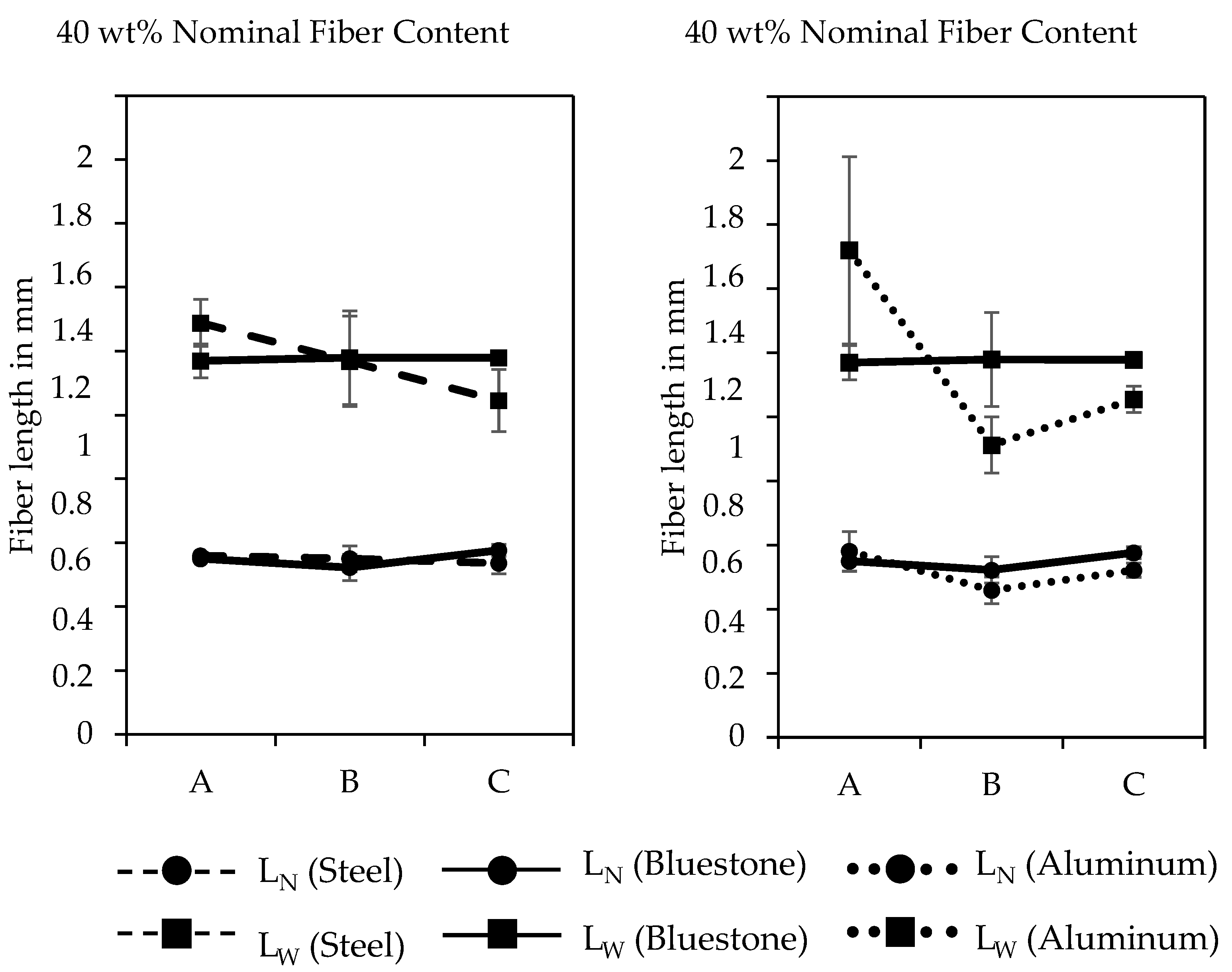
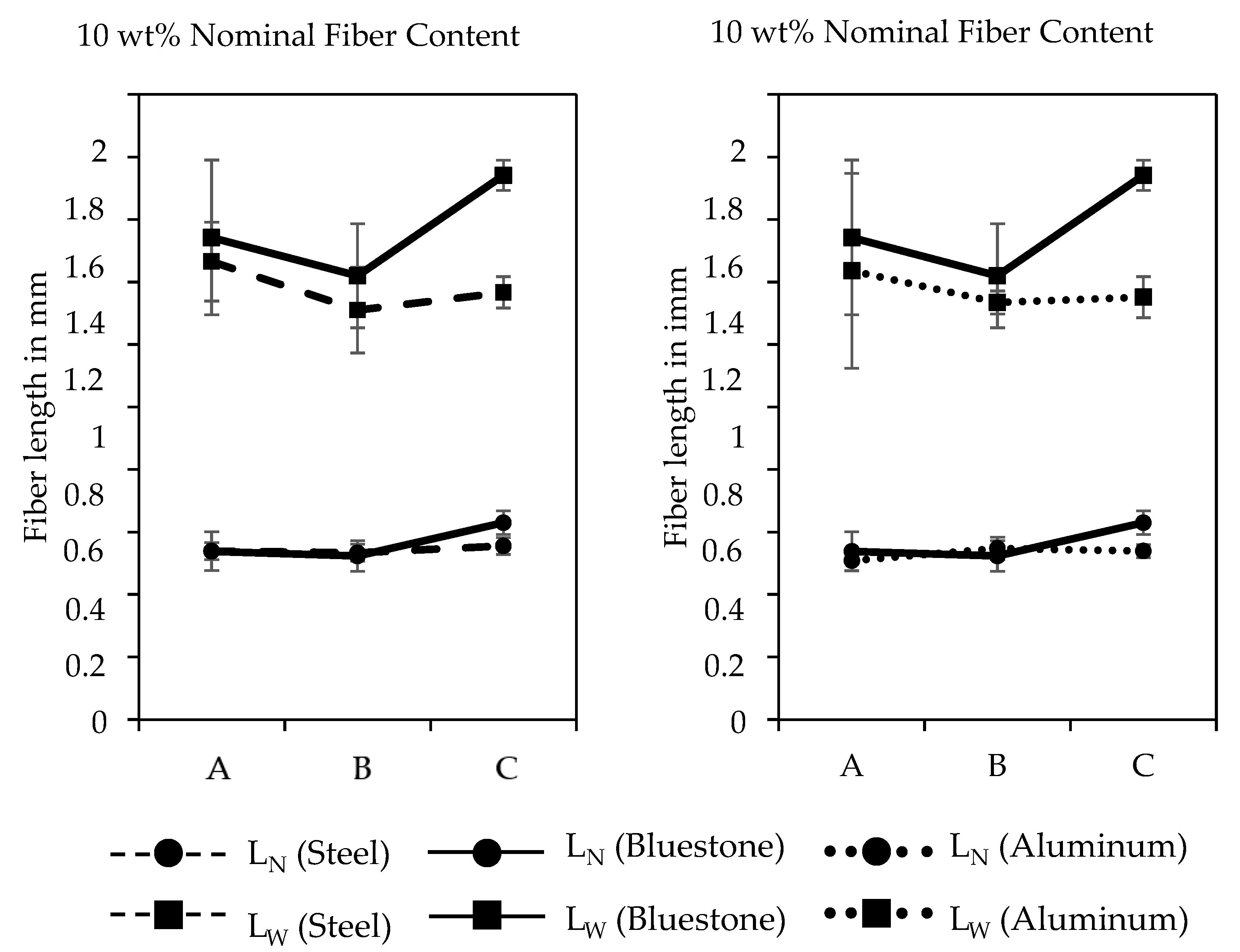
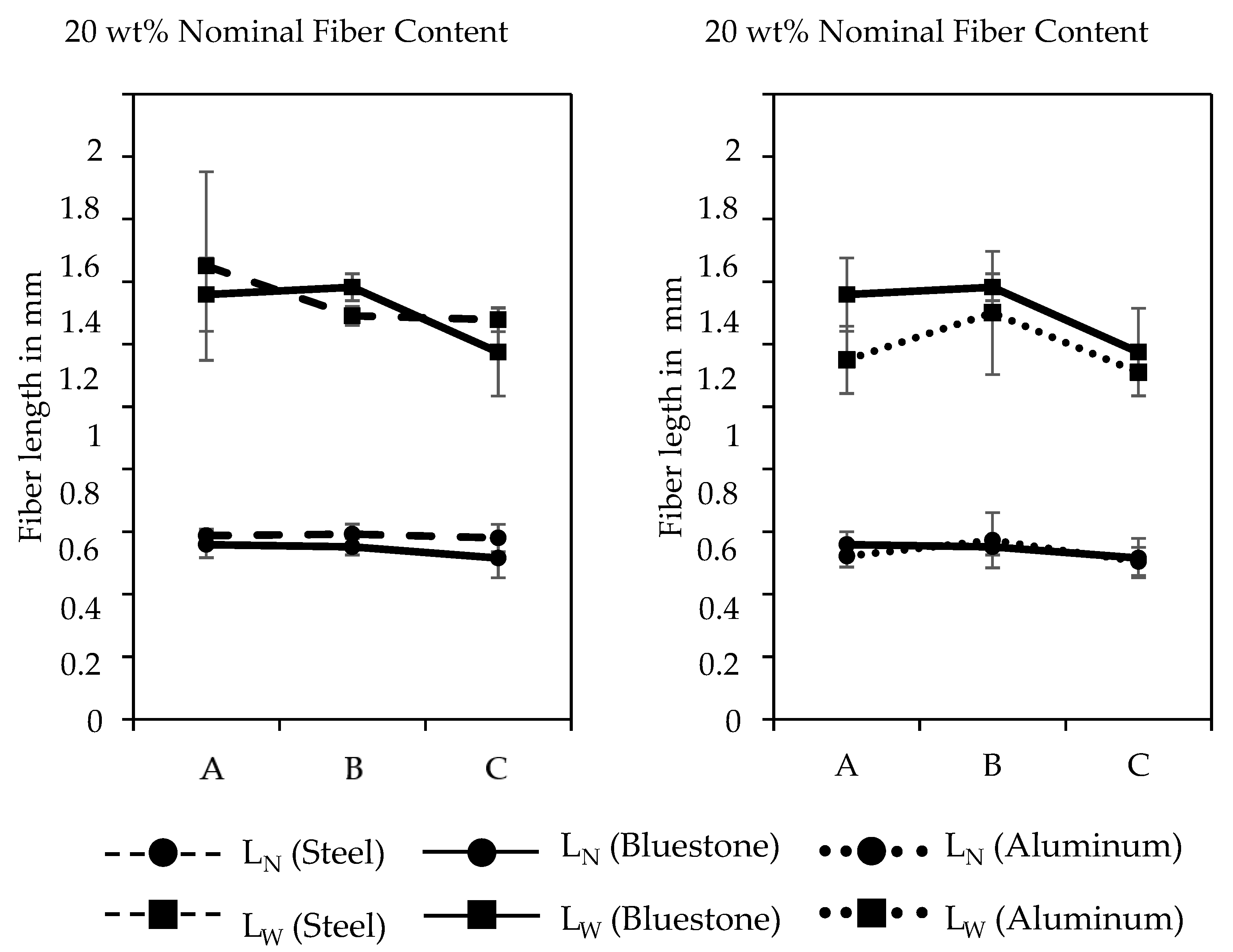
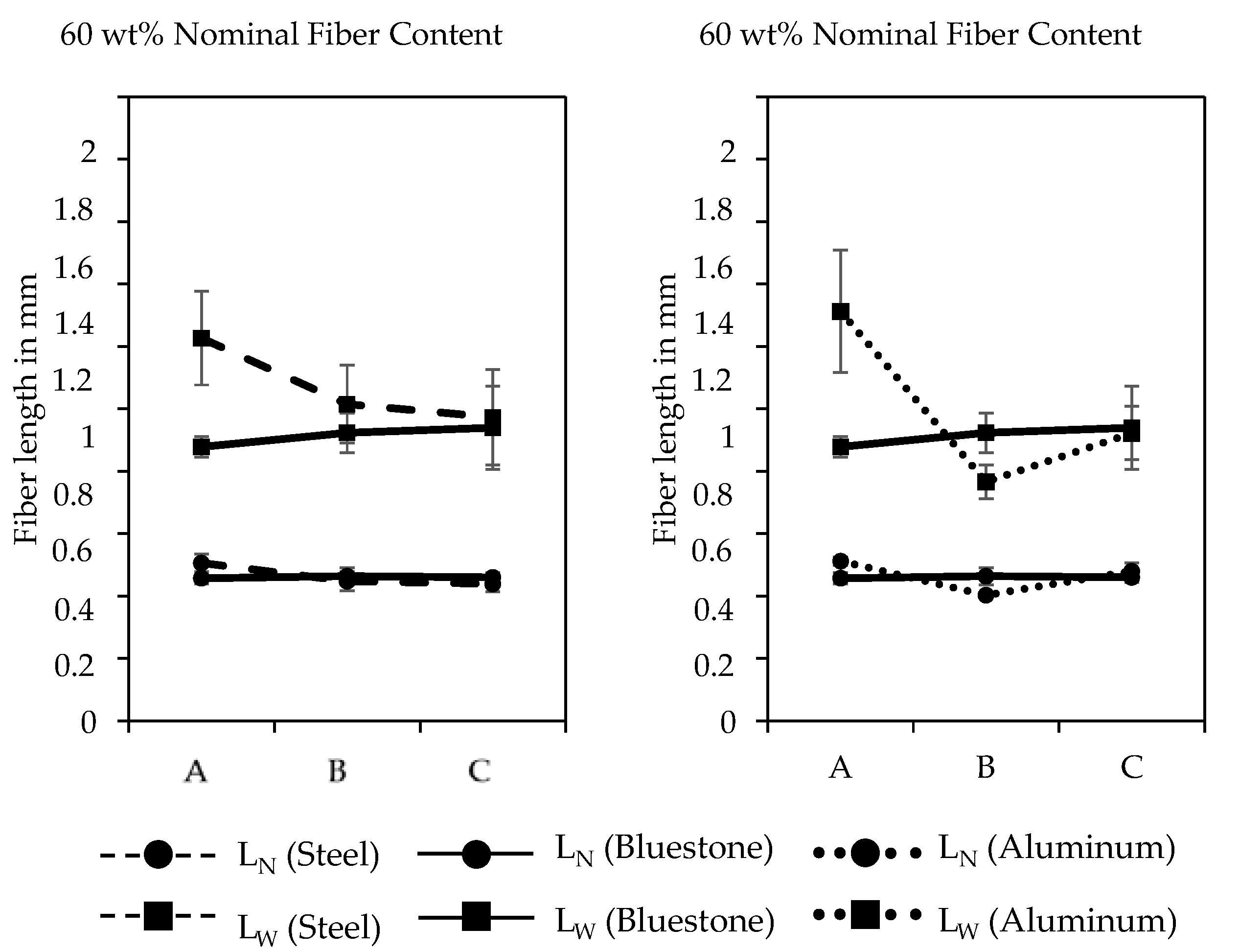
3.3. Fiber Length
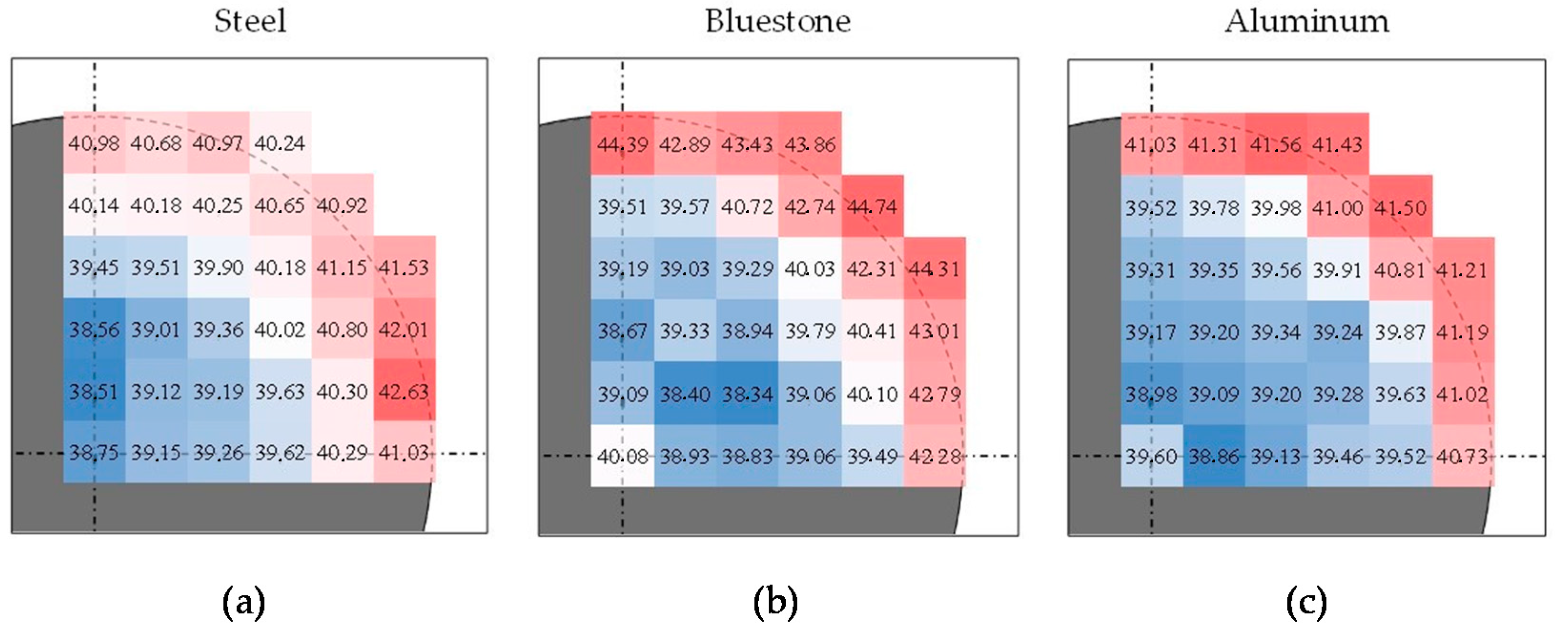
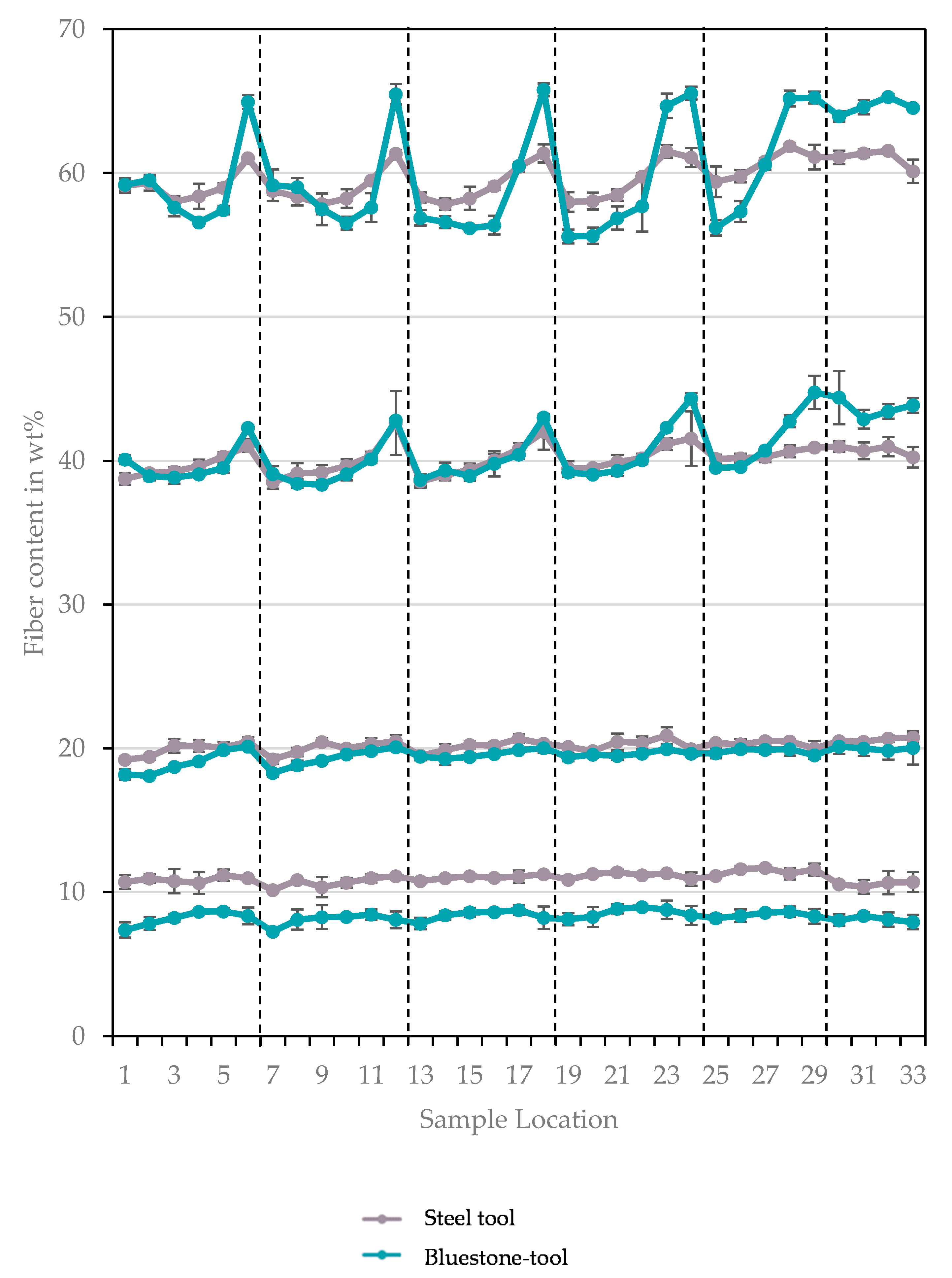
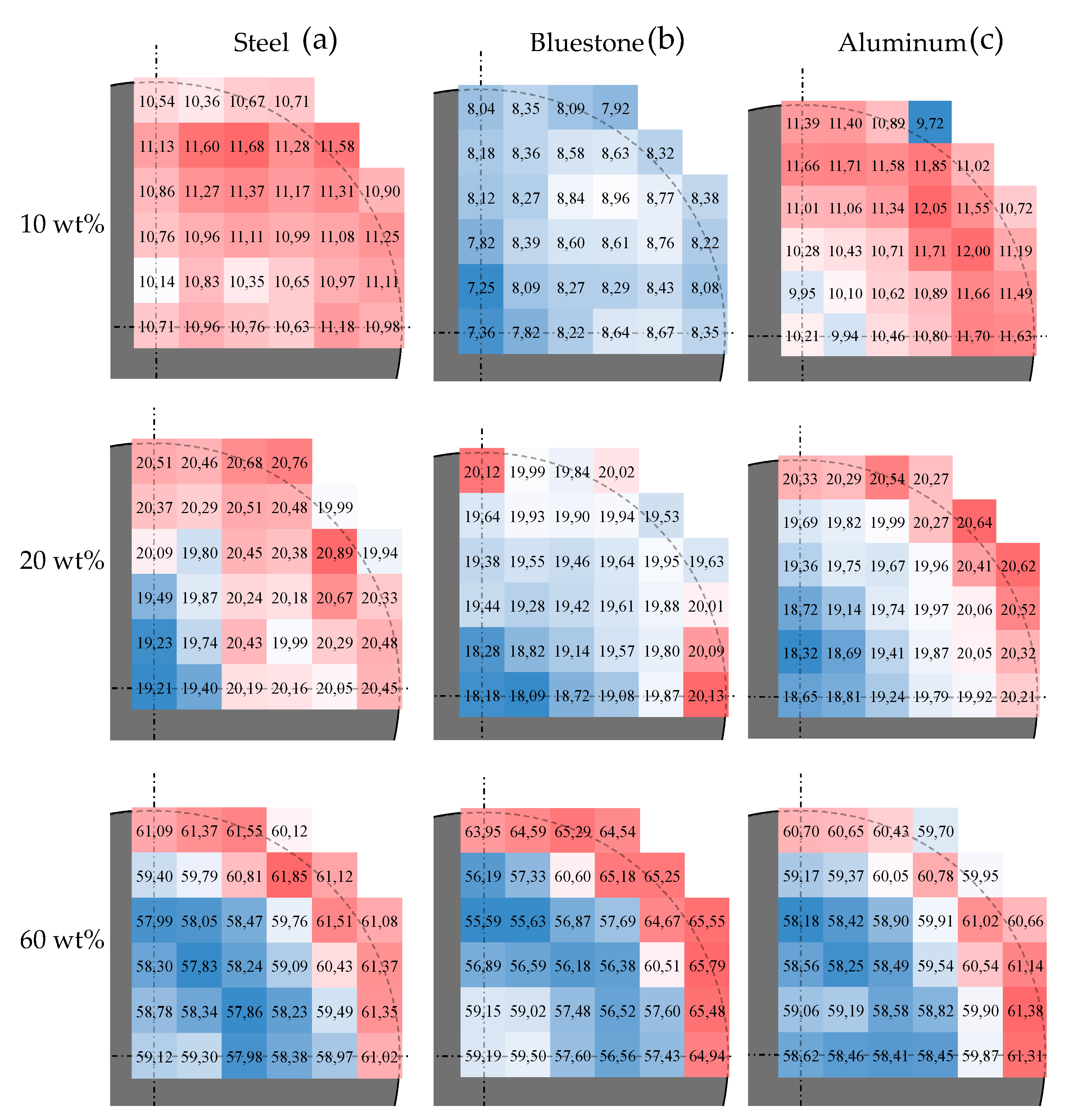
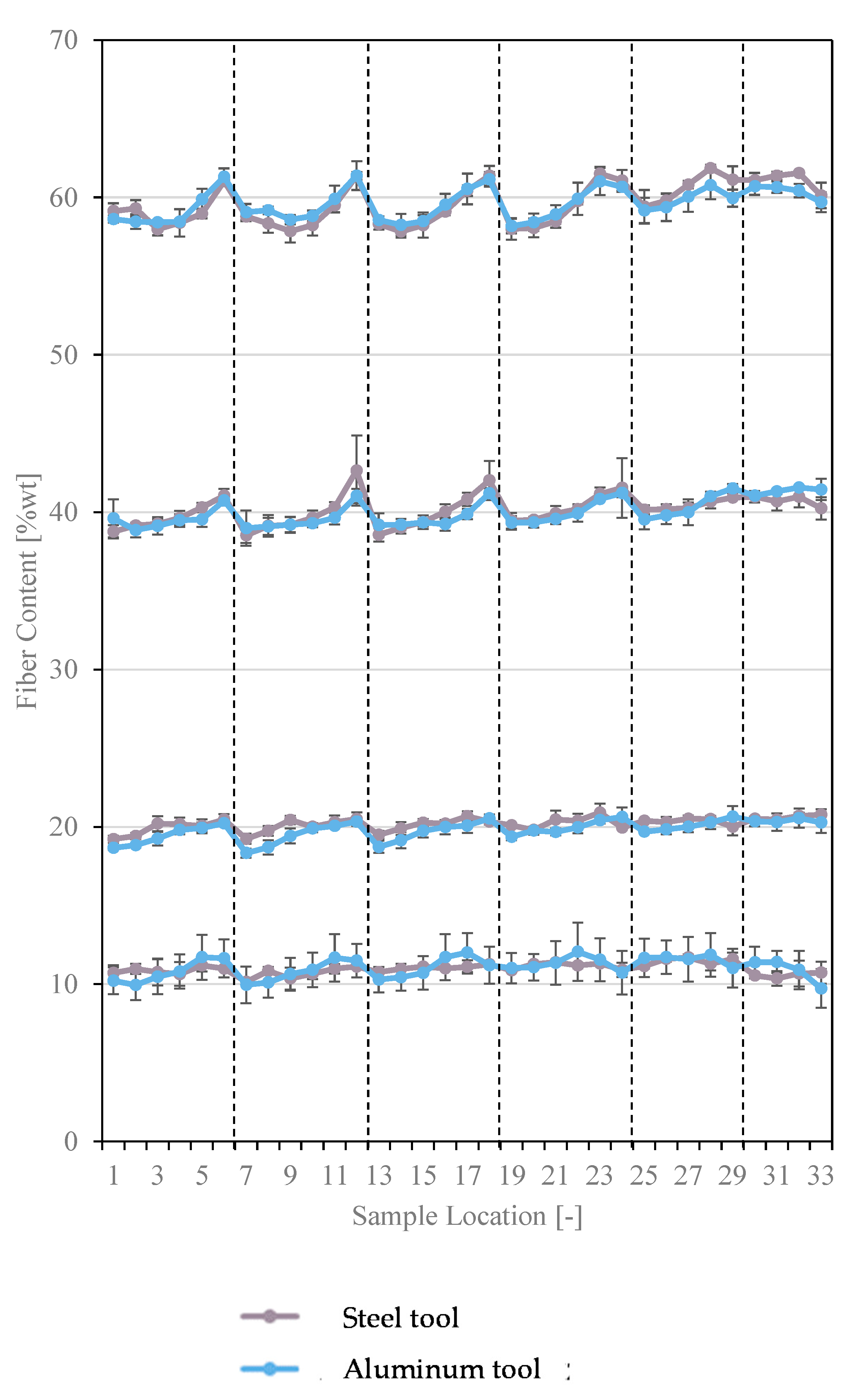
3.4. Fiber Concentration
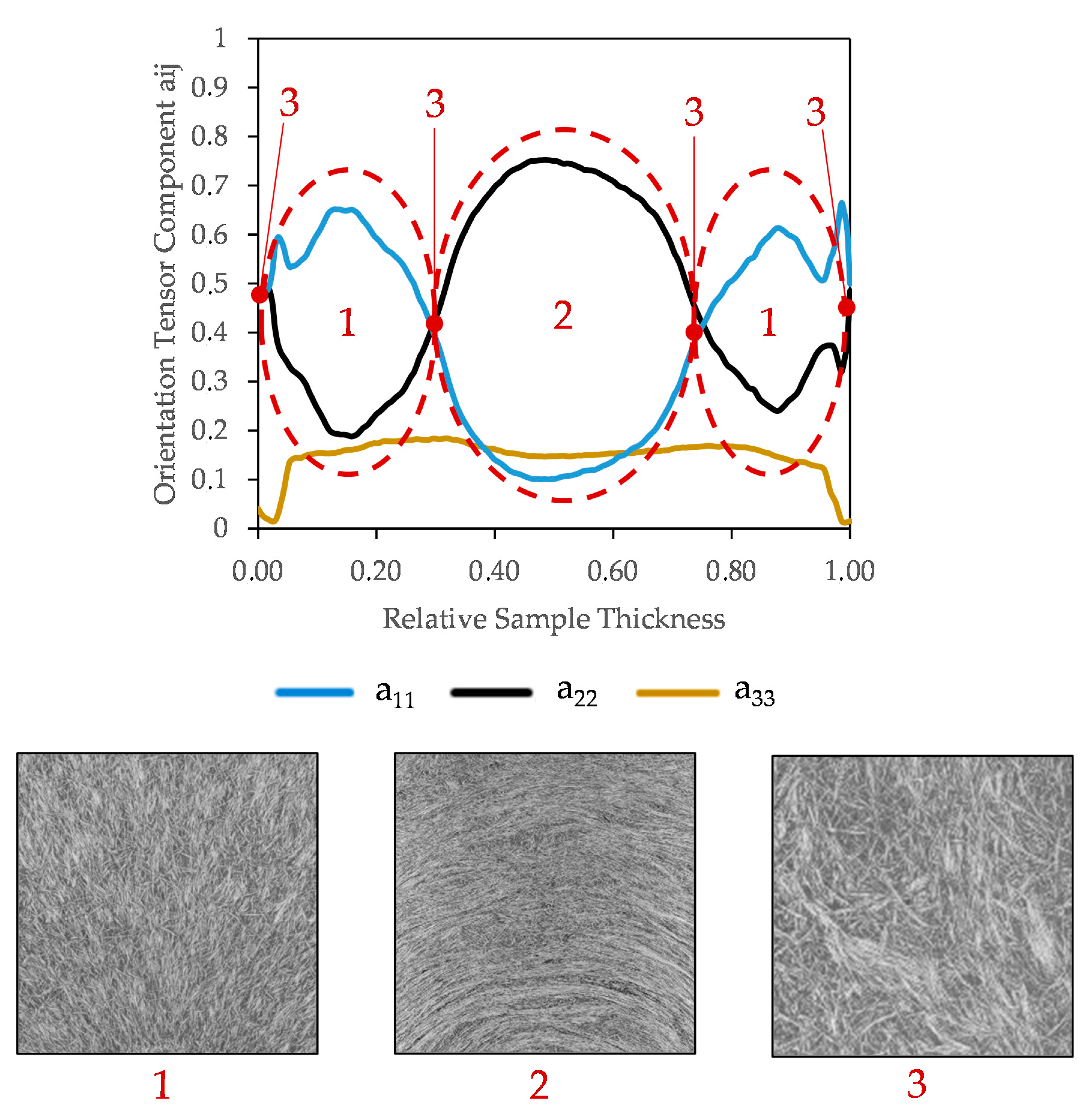
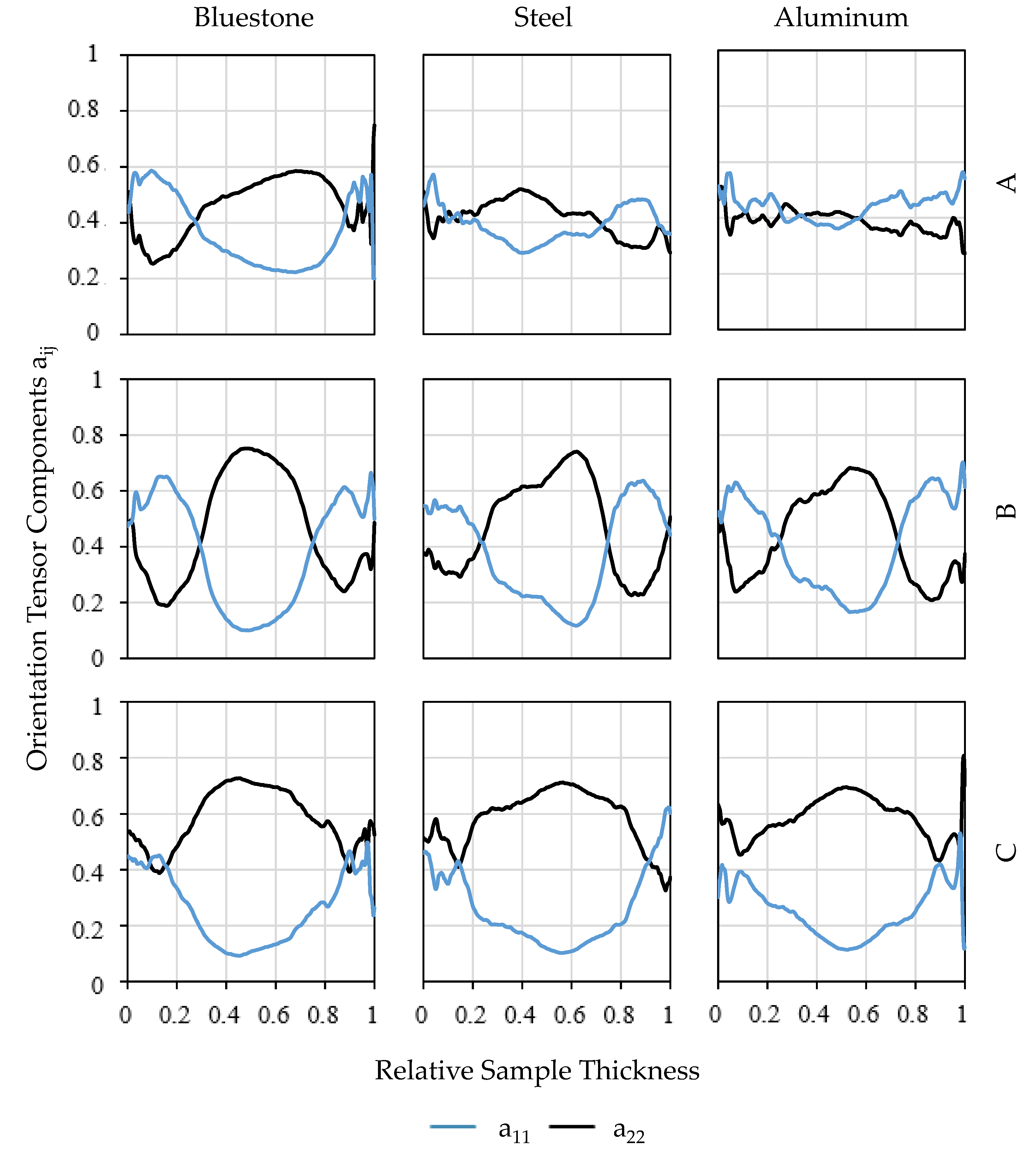
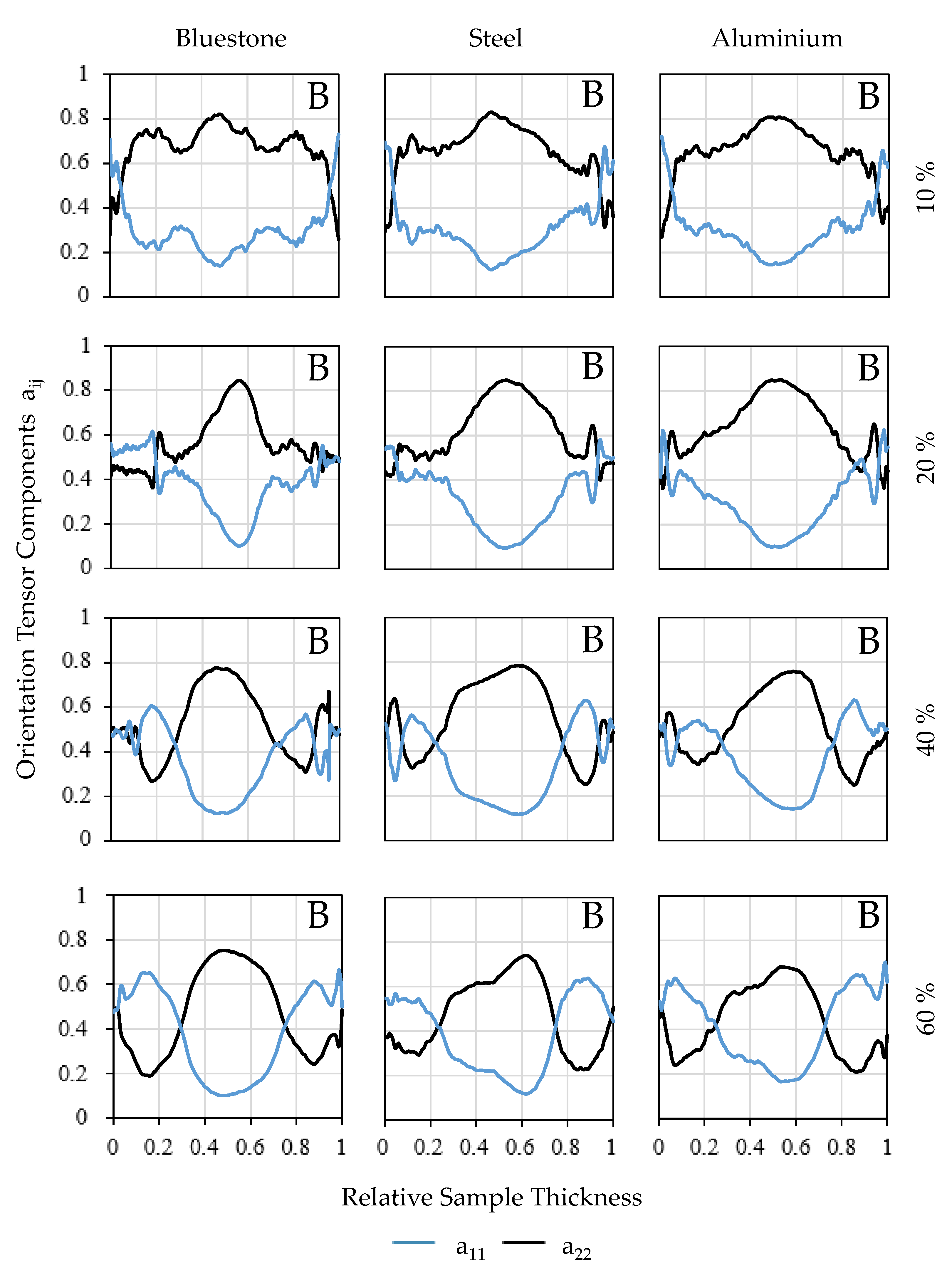
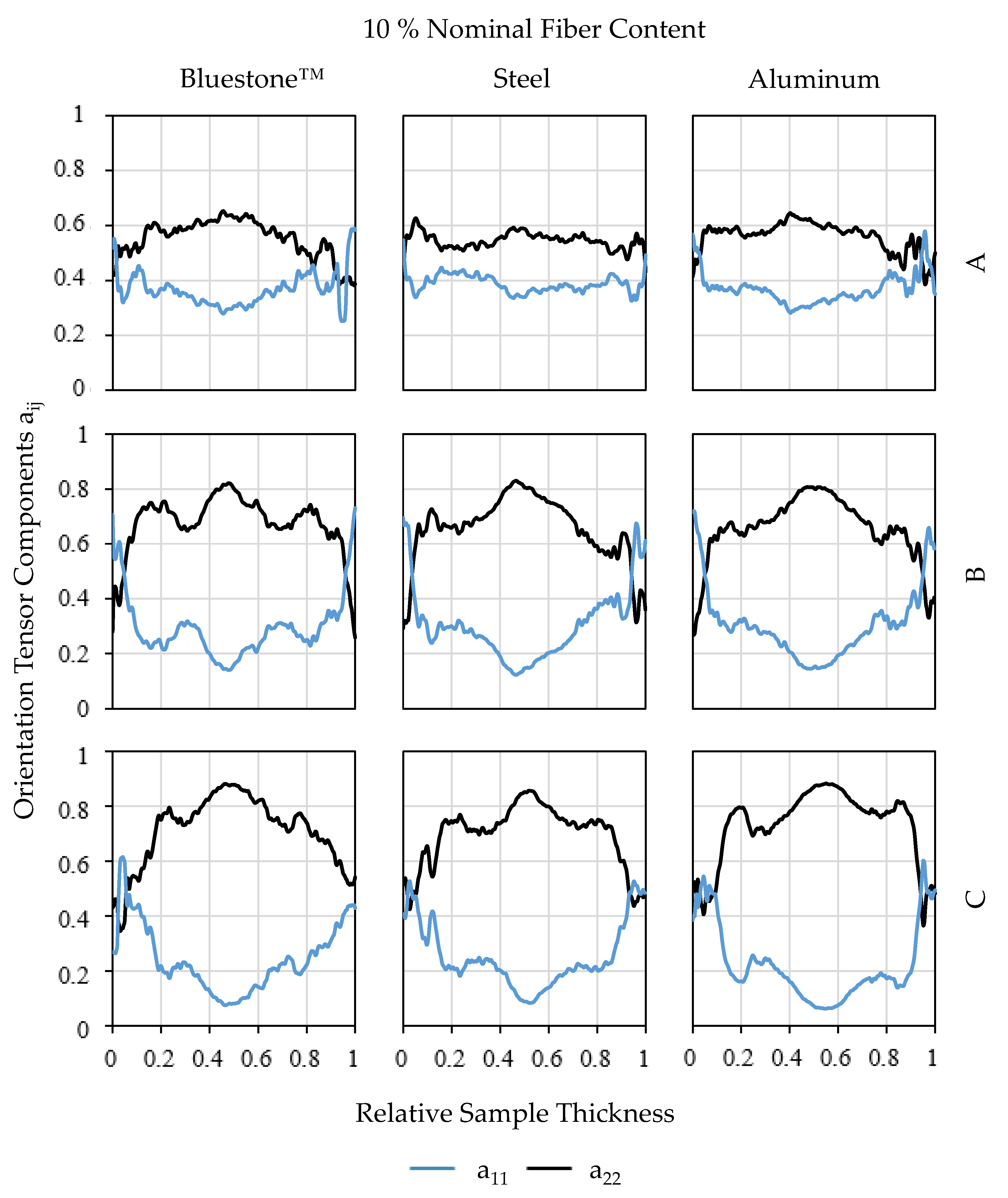
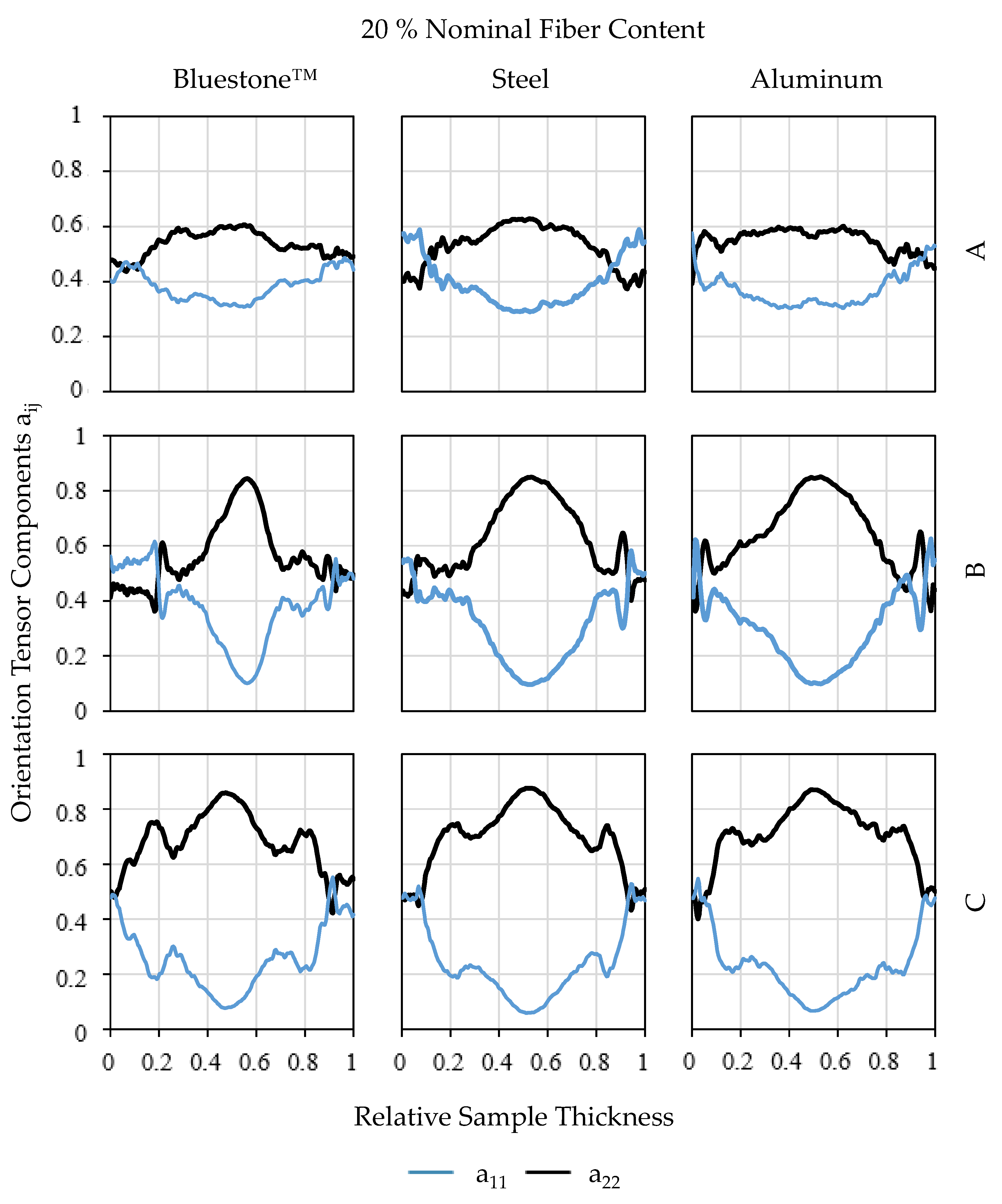
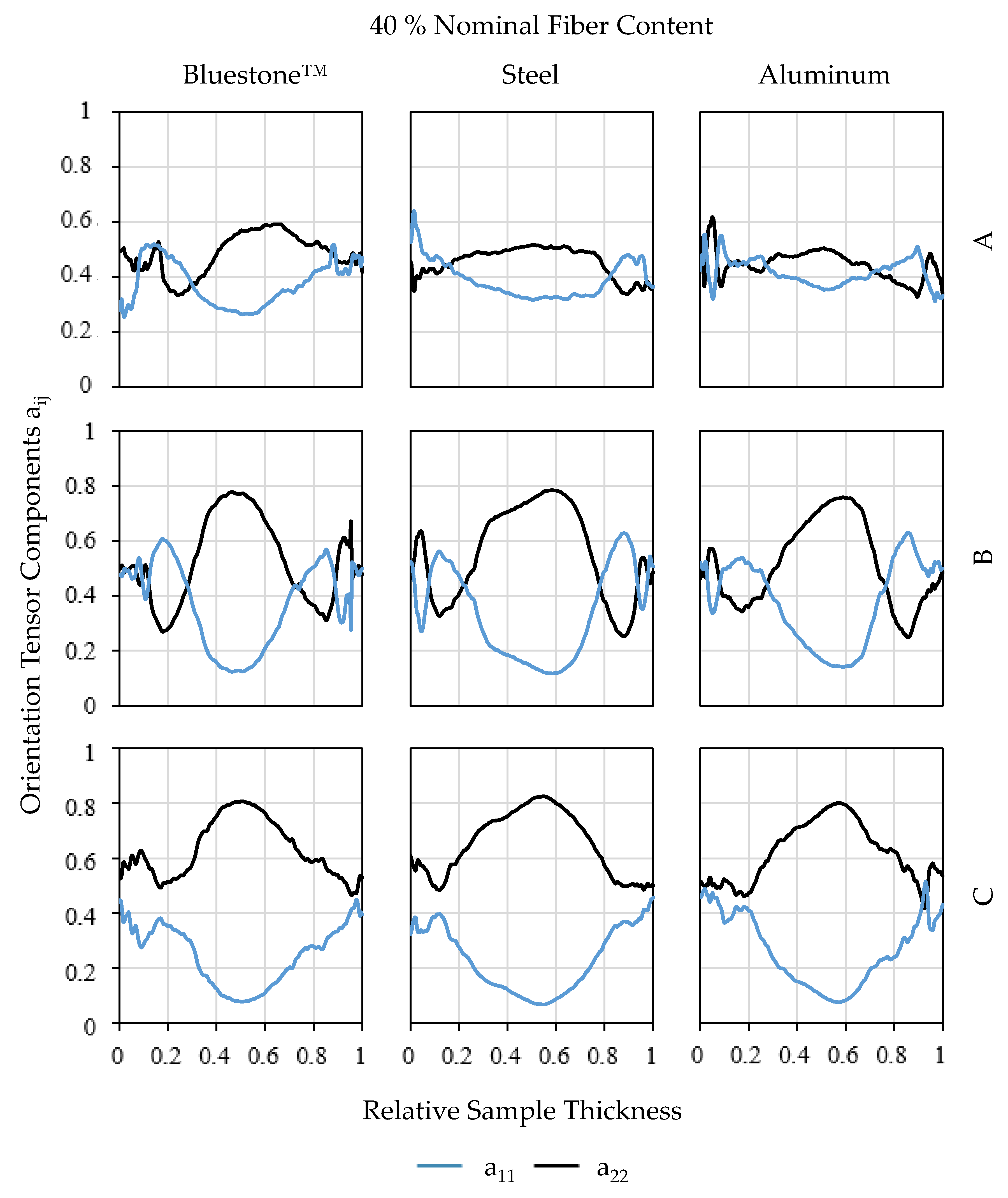
3.5. Fiber Orientation
4. Discussion & Conclusions
- (a)
- The general identification of characteristic phenomena dependent on the type of tool material and the nominal fiber content.
- (b)
- The relevance of the results toward the overall target, to use additively manufactured Bluestone tools as an alternative for steel tools for spare part and small series productions, as well as for the functional validation of steel tools.
Author Contributions
Funding
Conflicts of Interest
Appendix A








References
- Schemme, M. LFT—Development status and perspectives. Reinf. Plast. 2008, 52, 32–39. [Google Scholar] [CrossRef]
- Henning, F.; Ernst, H.; Brüssel, R. LFTs for automotive applications. Reinf. Plast. 2005, 49, 24–33. [Google Scholar] [CrossRef]
- Markets and Markets Research Private Ltd. Long Fiber Thermoplastics Market by Resin (PP, PA, PEEK, PPA), Fiber (Glass, Carbon), Manufacturing Process (Injection Molding, Pultrusion, D-LFT), End-Use Industry (Automotive, Electrical & Electronics), Region-Global Forecast to 2025; Markets and Markets Research Private Ltd.: Magarpatta, India, 2020. [Google Scholar]
- Markarian, J. Long fibre reinforcement drives automotive market forward. Plast. Addit. Compd. 2005, 7, 24–29. [Google Scholar] [CrossRef]
- Gómez-Monterde, J.; Sánchez-Soto, M.; Maspoch, M.L. Microcellular PP/GF composites: Morphological, mechanical and fracture characterization. Compos. Part A Appl. Sci. Manuf. 2018, 104, 1–13. [Google Scholar] [CrossRef]
- SmartTech Analysis. Additive Manufacturing Market Outlook and Summary of Opportunities; SmartTech Analysis: Charlottesville, VA, USA, 2019. [Google Scholar]
- Ngo, T.; Kashani, A.; Imbalzano, G.; Nguyen, Q.; Hui, D. Additive manufacturing (3D printing): A review of materials, methods, applications and challenges. Compos. Part B Eng. 2018, 143, 172–196. [Google Scholar] [CrossRef]
- Shaffer, S.; Yang, K.; Vargas, J.; Di Prima, M.; Voit, W. On reducing anisotropy in 3D printed polymers via ionizing radiation. Polymer 2014, 55, 5969–5979. [Google Scholar] [CrossRef]
- Zou, R.; Xia, Y.; Liu, S.; Hu, P.; Hou, W.; Hu, Q.; Shan, C. Isotropic and anisotropic elasticity and yielding of 3D printed material. Compos. Part B Eng. 2016, 99, 506–513. [Google Scholar] [CrossRef]
- Valino, A.D.; Dizon, J.R.C.; Espera, A.H., Jr.; Chen, Q.; Messman, J.; Advincula, R.C. Advances in 3D printing of thermoplastic polymer composites and nanocomposites. Prog. Polym. Sci. 2019, 98, 101162. [Google Scholar] [CrossRef]
- Achillas, C.; Tzetzis, D.; Raimondo, M.O. Alternative production strategies based on the comparison of additive and traditional manufacturing technologies. Int. J. Prod. Res. 2017, 55, 1–13. [Google Scholar] [CrossRef]
- Rohde, J.; Jahnke, U.; Lindemann, C.; Kruse, A.; Koch, R. Standardised product development for technology integration of additive manufacturing. Virtual Phys. Prototyp. 2018, 14, 141–147. [Google Scholar] [CrossRef]
- Wu, T.; Jahan, S.A.; Kumaar, P.; Tovar, A.; El-Mounayri, H.; Zhang, Y.; Zhang, J.; Acheson, D.; Brand, K.; Nalim, R. A framework for optimizing the design of injection molds with conformal cooling for additive manufacturing. Procedia Manuf. 2015, 1, 404–415. [Google Scholar] [CrossRef] [Green Version]
- Maravola, M.; Conner, B.; Walker, J.; Cortes, P. Epoxy infiltrated 3D printed ceramics for composite tooling applications. Addit. Manuf. 2019, 25, 59–63. [Google Scholar] [CrossRef]
- Yuan, S.; Shen, F.; Chua, C.K.; Zhou, K. Polymeric composites for powder-based additive manufacturing: Materials and applications. Prog. Polym. Sci. 2019, 91, 141–168. [Google Scholar] [CrossRef]
- Kampker, A.; Triebs, J.; Kawollek, S.; Ayvaz, P.; Beyer, T. Direct polymer additive tooling—Effect of additive manufactured polymer tools on part material properties for injection moulding. Rapid Prototyp. J. 2019. [Google Scholar] [CrossRef]
- Goris, S.; Back, T.; Yanev, A.; Brands, D.; Drummer, D.; Osswald, T.A. A novel fiber length measurement technique for discontinuous fiber-reinforced composites: A comparative study with existing methods. Polym. Compos. 2017, 39, 4058–4070. [Google Scholar] [CrossRef]
- Sodeifian, G.; Ghaseminejad, S.; Yousefi, A.A. Preparation of polypropylene/short glass fiber composite as Fused Deposition Modeling (FDM) filament. Results Phys. 2019, 12, 205–222. [Google Scholar] [CrossRef]
- Hertle, S.; Drexler, M.; Drummer, D. Additive manufacturing of poly(propylene) by means of melt extrusion. Macromol. Mater. Eng. 2016, 301, 1482–1493. [Google Scholar] [CrossRef]
- Mulholland, T.; Goris, S.; Boxleitner, J.; Osswald, T.; Rudolph, N. Process-induced fiber orientation in fused filament fabrication. J. Compos. Sci. 2018, 2, 45. [Google Scholar] [CrossRef] [Green Version]
- Kampker, A.; Triebs, J.; Ford, B.A.; Kawollek, S.; Ayvaz, P. Potential analysis of additive manufacturing technologies for fabrication of polymer tools for injection moulding—A comparative study. In Proceedings of the 2018 IEEE International Conference on Advanced Manufacturing, Yunlin, Taiwan, 16–18 November 2018. [Google Scholar]
- Rahmati, S.; Dickens, P. Rapid tooling analysis of stereolithography injection mould tooling. Int. J. Mach. Tools Manuf. 2007, 47, 740–747. [Google Scholar] [CrossRef]
- Summer Topical Meeting; American Society for Precision Engineering; European Society for Precision Engineering; Nanotechnology. Dimensional accuracy and surface finish in additive manufacturing. In Proceedings of the ASPE—The American Society for Precision Engineering, Raleigh, NC, USA, 27–30 June 2016. [Google Scholar]
- Altaf, K.; Rani, A.M.A.; Raghavan, V.R. Prototype production and experimental analysis for circular and profiled conformal cooling channels in aluminium filled epoxy injection mould tools. Rapid Prototyp. J. 2013, 19, 220–229. [Google Scholar] [CrossRef]
- Park, H.S.; Dang, X.-P. Development of a smart plastic injection mold with conformal cooling channels. Procedia Manuf. 2017, 10, 48–59. [Google Scholar] [CrossRef]
- Hopkinson, N.; Dickens, P. A comparison between stereolithography and aluminium injection moulding tooling. Rapid Prototyp. J. 2000, 6, 253–258. [Google Scholar] [CrossRef] [Green Version]
- Martinho, P.G.; Bartolo, P.J.; Pouzada, A. Hybrid moulds: Effect of the moulding blocks on the morphology and dimensional properties. Rapid Prototyp. J. 2009, 15, 71–82. [Google Scholar] [CrossRef]
- Harris, R.; Fouchal, F.; Hague, R.; Dickens, P. Quantifying part irregularities and subsequent morphology manipulation in stereolithography plastic injection moulding. Plast. Rubber Compos. 2004, 33, 92–98. [Google Scholar] [CrossRef] [Green Version]
- Harris, R.A.; Hague, R.J.; Dickens, P.M. Crystallinity control in parts produced from stereolithography injection mould tooling. Proc. Inst. Mech. Eng. Part L J. Mater. Des. Appl. 2003, 217, 269–276. [Google Scholar] [CrossRef]
- Fernandes, A.D.C.; De Souza, A.F.; Howarth, J.L.L. Mechanical and dimensional characterisation of polypropylene injection moulded parts in epoxy resin/aluminium inserts for rapid tooling. Int. J. Mater. Prod. Technol. 2016, 52, 37. [Google Scholar] [CrossRef]
- Volpato, N.; Solis, D.M.; Costa, C.A. An analysis of digital ABS as a rapid tooling material for polymer injection moulding. Int. J. Mater. Prod. Technol. 2016, 52. [Google Scholar] [CrossRef]
- Kim, Y.; Park, O.O. Effect of fiber length on mechanical properties of injection molded long-fiber-reinforced thermoplastics. Macromol. Res. 2020, 28, 1–12. [Google Scholar] [CrossRef]
- Seong, D.G.; Kang, C.; Pak, S.Y.; Kim, C.H.; Song, Y.S. Influence of fiber length and its distribution in three phase poly(propylene) composites. Compos. Part B Eng. 2019, 168, 218–225. [Google Scholar] [CrossRef]
- Hou, X.; Chen, X.; Liu, B.; Chen, S.; Li, H.; Cao, W. Fracture and orientation of long-glass-fiber-reinforced polypropylene during injection molding. Polym. Eng. Sci. 2020, 60, 13–21. [Google Scholar] [CrossRef]
- Tadmor, Z. Molecular orientation in injection molding. J. Appl. Polym. Sci. 1974, 18, 1753–1772. [Google Scholar] [CrossRef]
- Osswald, T.A. Understanding Polymer Processing: Processes and Governing Equations; Hanser Publications: Munich, Germany, 2017. [Google Scholar]
- Parveeen, B.; Caton-Rose, P.; Costa, F.; Jin, X.; Hine, P. Study of injection moulded long glass fibre-reinforced polypropylene and the effect on the fibre length and orientation distribution. AIP Conf. Proc. 2014, 1593, 432–435. [Google Scholar]
- Zhu, H.; Gu, Y.; Yang, Z.; Li, Q.; Li, M.; Wang, S.; Zhang, Z. Fiber distribution of long fiber reinforced polyamide and effect of fiber orientation on mechanical behavior. Polym. Compos. 2020, 41, 1531–1550. [Google Scholar] [CrossRef]
- Lafranche, E.; Krawczak, P. Injection moulding of long glass fibre reinforced thermoplastics (LFT): Structure/processing conditions/mechanical properties relationship. In Proceedings of the ESAFORM Conference on Material Forming, Glasgow, UK, 26–28 April 2006. [Google Scholar]
- Kunc, V.; Frame, B.J.; Nguyen, B.N.; Tucker, C.L., III; Velez-Garcia, G. Fiber length distribution measurement for long glass and carbon fiber reinforced injection molded thermoplastics. Res. Gate 2007, Volume 2, 866–876. [Google Scholar]
- Ren, P.; Dai, G. Fiber dispersion and breakage in deep screw channel during processing of long fiber-reinforced polypropylene. Fibers Polym. 2014, 15, 1507–1516. [Google Scholar] [CrossRef]
- Krasteva, D.L. Integrated Prediction of Processing and Thermomechanical Behavior of Long Fiber Thermoplastic Composites. Ph.D. Thesis, University of Minho, Braga, Portugal, 2009. [Google Scholar]
- Sharma, B.N.; Naragani, D.; Nguyen, B.N.; Tucker, C.L.; Sangid, M.D. Uncertainty quantification of fiber orientation distribution measurements for long-fiber-reinforced thermoplastic composites. J. Compos. Mater. 2018, 52, 1781–1797. [Google Scholar] [CrossRef]
- Advani, S.G. The use of tensors to describe and predict fiber orientation in short fiber composites. J. Rheol. 1987, 31, 751–784. [Google Scholar] [CrossRef]
- Chen, H.; Baird, D.G. Prediction of young’s modulus for injection molded long fiber reinforced thermoplastics. J. Compos. Sci. 2018, 2, 47. [Google Scholar] [CrossRef] [Green Version]
- Rohde, M.; Ebel, A.; Wolff-Fabris, F.; Altstädt, V. Influence of processing parameters on the fiber length and impact properties of injection molded long glass fiber reinforced polypropylene. Int. Polym. Process. 2011, 26, 292–303. [Google Scholar] [CrossRef]
- 3D Systems. Accura Bluestone Technical Data Sheet 2018. Available online: https://de.3dsystems.com/sites/default/files/2018-08/3d-systems-accura-bluestone-datasheet-uken-2018-08-21-web.pdf (accessed on 7 August 2020).
- Wilzer, J.; Lüdtke, F.; Weber, S.; Theisen, W. The influence of heat treatment and resulting microstructures on the thermophysical properties of martensitic steels. J. Mater. Sci. 2013, 48, 8483–8492. [Google Scholar] [CrossRef] [Green Version]
- Ostermann, F. Anwendungstechnologie Aluminium; Springer Science and Business Media LLC: Berlin, Germany, 1998. [Google Scholar]
- Goris, S. Characterization of the Process-Induced Fiber Configuration of Long Glass Fiber-Reinforced Thermoplastics. Ph.D. Dissertation, University of Wisconsin, Madison, WI, USA, 2017. [Google Scholar]
- Perez, C.; Osswald, T.A.; Goris, S. Study on the fiber properties of a LFT strand. SPE ACCE 2013, 2, 1115–1126. [Google Scholar]
- Wang, H. Fiber Property Characterization by Image Processing. Master’s Thesis, Texas Tech University, Lubbock, TX, USA, 2007. [Google Scholar]
- SABIC. Processing Guides: SABIC Stamax; SABIC: Riyadh, Saudi Arabia, 2016. [Google Scholar]
























{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameter | Unit | Bluestone | Aluminum | Steel |
|---|---|---|---|---|
| Thermal conductivity | W/mK | 0.781 | 130–160 | 41.6–44.9 |
| Thermal expansion coefficient | m/mK | 81–98 | 22.5–23.4 | 11.1–12.1 |
| Young’s modulus | MPa | 7600–11,700 | 71,000 | 210,000 |
| Elongation at break | % | 1.4–2.4 | 2–8 | 16 |
| Parameter | Symbol | Unit |
|---|---|---|
| Fiber length | li | mm |
| Number of bins | n | - |
| Fiber frequency | Ni | - |
| Diameter of down-sampling | d | mm |
| Measured fiber frequency | - |
| Parameter | Symbol | Unit |
|---|---|---|
| Fiber content | wt.% | |
| Total sample mass | mg | |
| Fiber mass | mg |
| Parameter | Unit | Value |
|---|---|---|
| Voltage | kV | 80 |
| Current | μA | 140 |
| Voxel size | μm | 14.4 |
| Projections | - | 2000 |
| Parameter | Unit | Value |
|---|---|---|
| Resolution | μm | 5 |
| Radius of integration | μm | 5 |
| Gradient threshold | - | 7 |
| Threshold for definition of the fiber material | - | 116 |
| Mode of integration for plane projection | - | isotrop |
| Steel | Aluminum | Bluestone | |
|---|---|---|---|
| Melt temperature in °C | 250 | 250 | 250 |
| Mold temperature in °C | 30 | 30 | 30 |
| Injection pressure in bar | 800 → 700 | 500 → 400 | 400 → 250 |
| Injection speed in ccm/s | 70 → 60 | 75 → 70 | 75 → 60 |
| Holding pressure in s | 400 → 350 | 300 → 240 | 125 → 100 |
| Cooling time in s | 65 | 65 | 85 |
| Clamping force in kN | 220 | 180 | 170 |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Knorr, L.; Setter, R.; Rietzel, D.; Wudy, K.; Osswald, T. Comparative Analysis of the Impact of Additively Manufactured Polymer Tools on the Fiber Configuration of Injection Molded Long-Fiber-Reinforced Thermoplastics. J. Compos. Sci. 2020, 4, 136. https://doi.org/10.3390/jcs4030136
Knorr L, Setter R, Rietzel D, Wudy K, Osswald T. Comparative Analysis of the Impact of Additively Manufactured Polymer Tools on the Fiber Configuration of Injection Molded Long-Fiber-Reinforced Thermoplastics. Journal of Composites Science. 2020; 4(3):136. https://doi.org/10.3390/jcs4030136
Chicago/Turabian StyleKnorr, Lukas, Robert Setter, Dominik Rietzel, Katrin Wudy, and Tim Osswald. 2020. "Comparative Analysis of the Impact of Additively Manufactured Polymer Tools on the Fiber Configuration of Injection Molded Long-Fiber-Reinforced Thermoplastics" Journal of Composites Science 4, no. 3: 136. https://doi.org/10.3390/jcs4030136
APA StyleKnorr, L., Setter, R., Rietzel, D., Wudy, K., & Osswald, T. (2020). Comparative Analysis of the Impact of Additively Manufactured Polymer Tools on the Fiber Configuration of Injection Molded Long-Fiber-Reinforced Thermoplastics. Journal of Composites Science, 4(3), 136. https://doi.org/10.3390/jcs4030136