The results were divided into different categories: a microstructural characterization; subsequent analysis of the acoustic emission events that, in turn, was subdivided into a study of the accumulated energy; then, the amount of energy released in each event; and the number of acoustic events. These results will be substantiated with an analysis of finite elements method, and finally a study of failure mode frequencies patterns.
3.1. Microstructural Characterization
The microstructural characterization was carried out in a FE-SEM (Ultra 55, Zeiss, Germany) on the surface and cross section, at 10 kV. The samples were polished up to 0.25 µm. A microanalysis of scattered X-ray energies (Oxford Instrumental, Abingdon, United Kingdom) were done in different areas of the coating.
The R series, a Y-TZP/Al
2O
3 coating, as seen in
Figure 2a; the S series, a Al
2O
3 + 15 wt.% SiC in
Figure 2b; and a bilayered R + S series, composed of a R series coat between the anchor layer and the external one, and an external coat like the S series in
Figure 2c, generally show a laminar structure formed by molten splats and unfused particles, as is usual in SPS and SPPS coatings [
6,
8,
17]. In addition, the unfused areas have an elongated shape and are located between the molten splats, forming an intercalated structure.
Figure 3a shows a close view of R series microstructure: lamellar like molten splats with thicknesses of 5 to 25 μm, and zones rich in unfused particles with thickness between 4 and 13 μm for R series.
In the case of the S series (Y-TZP/Al
2O
3 + 15% SiC) in
Figure 3b, the molten lamellar zones vary from 4 to 10 μm, and the unfused zone from 3 to 30 μm. In the case of R + S series in
Figure 3c, the zone corresponding to a Y-TZP/Al
2O
3 is just the same as R series; however, in the case of the layer corresponding to Y-TZP/Al
2O
3 + 15% SiC, the molten zones are from 2 to 6 μm and less lamellar like microstructures, so the addition of SiC seems to generate more discrete fused zones than ones obtained in the Y-TZP/Al
2O
3 layer.
Figure 4 shows the different phases of a coating of Al
2O
3-Y-TZP+ 15% SiC. The light areas correspond to regions rich in Y-TZP, while the dark angular areas correspond to SiC particles, and those black, rounded to pores. In the unfused areas shown in
Figure 4b, the Y-TZP particles of Al
2O
3 and SiC are seen. In the molten areas, the grey regions with a mixture of Al
2O
3 and Y-TZP corresponds to a homogeneous mixture which is consistent to a eutectic compound with particles of SiC embedded Carnicer et al. [
8].
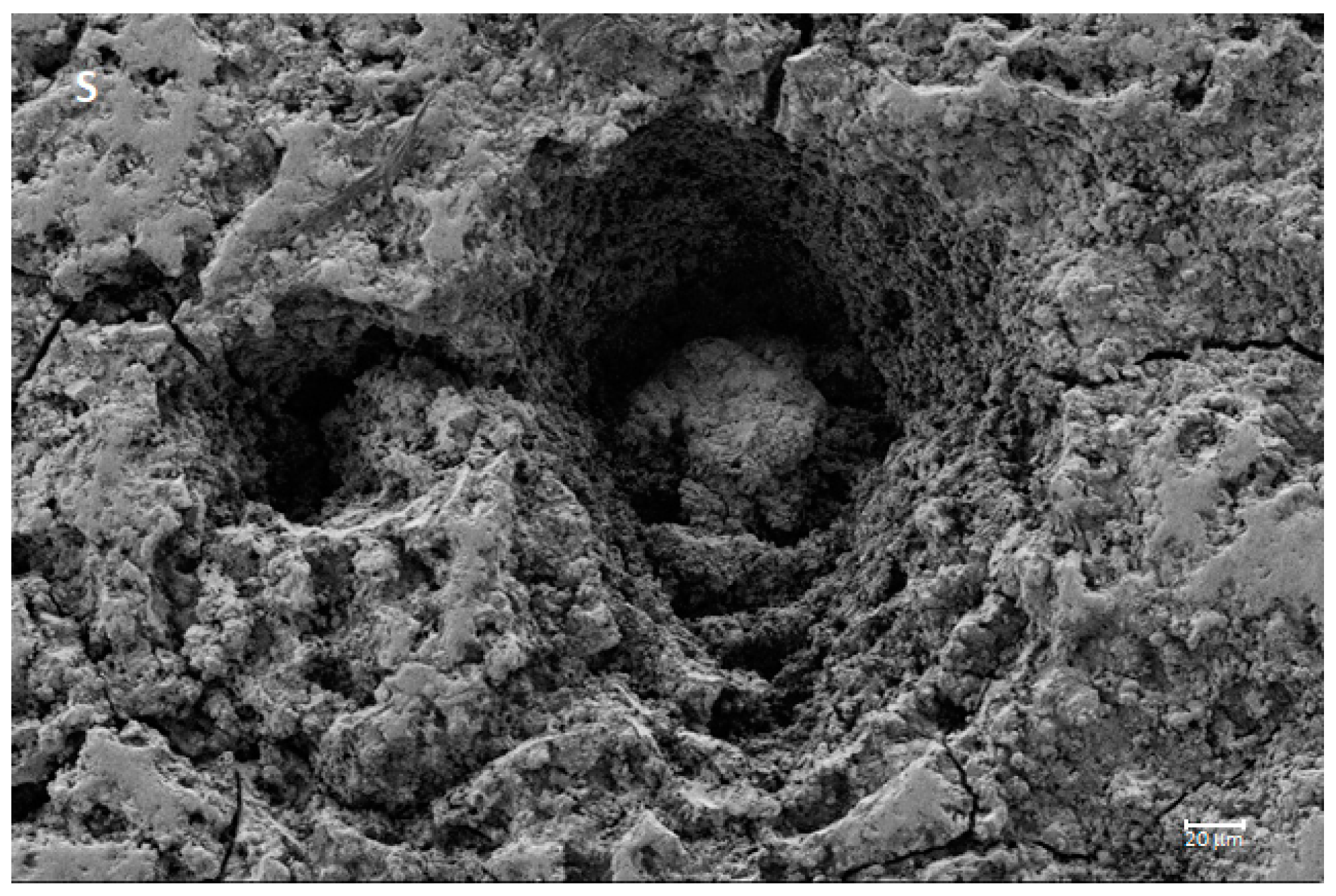
Figure 5 shows the level of both unfused Al
2O
3/Y-TZP and SiC at the surface level. It is to be intuited that unfused Al
2O
3/Y-TZP and SiC are responsible for the separation between layers observed in
Figure 2 and
Figure 3.
3.2. AE Event Analysis
Figure 6 shows a graph of the substantial damping of the number of events in each new load cycle, even in the elastic range of the base metal. Nevertheless, new cracks are generated in the thermal barrier in each cycle, and those create acoustic events.
Remarkable AE events were generated during the discharge, due to an identified pattern of frequencies associated with Mode I and II cracks, an event that Eleni et al. [
18] attributed to the separation and sliding of the reinforcement in their material. In this case, it may be due to a rearrangement of fractured surfaces because the delamination processes are not yet present.
To evaluate this fact, a second test was developed, where, instead of discharging the load in each cycle, a relaxation time of 5 s at a given load was performed, then continued to load until a determined deformation, as defined in
Table 2.
A large concentration of events in the first 40 s are shown on
Figure 7. That happens at forces lower than 470 N. Therefore, using Equation (1), at a load of 470 N, the effort in the layer of the thermal barrier is 333 MPa. Therefore, it is astonishing that mostly failure events appear from the beginning of the test up to 333 MPa, as opposed to the values presented by Kondoh et al. [
19], where, for a material similar to that used, they obtained tensile creep stresses greater than 700 MPa. Additionally, Surgeon [
20] finds events at high levels of effort in BMAS (barium magnesium aluminium silicate) reinforced. Likewise, Boatemaa [
21] suggested that the magnitude of the residual effort in the deposited thermal barrier depends on the coefficient of thermal expansion and the elastic modulus of the material. This clearly indicates that the high density of discontinuities, unfused areas, and porosity are, per se, large stress concentrators, as shown in
Figure 8. These microstructural residual tensions arise from the deposition process and thermal shocks, enhancing this poor behaviour.
In addition, in the intervals of relaxation, the stationary times, and at the same displacement, between the seconds 54 to 59 or 119 to 124 an events silence appears. Then, after the load is resumed, new events appear immediately. This clearly reveals that in the ceramic coating there is no relaxation or stress relief during the relaxation period.
The relaxation period exhibits a clear decrease in stresses from 849 to 822 N, an almost 4% elastic recovery with no AE events. The AE silence could be attributed to no relaxation in the ceramic coating.
3.3. Cumulative Energy Analysis
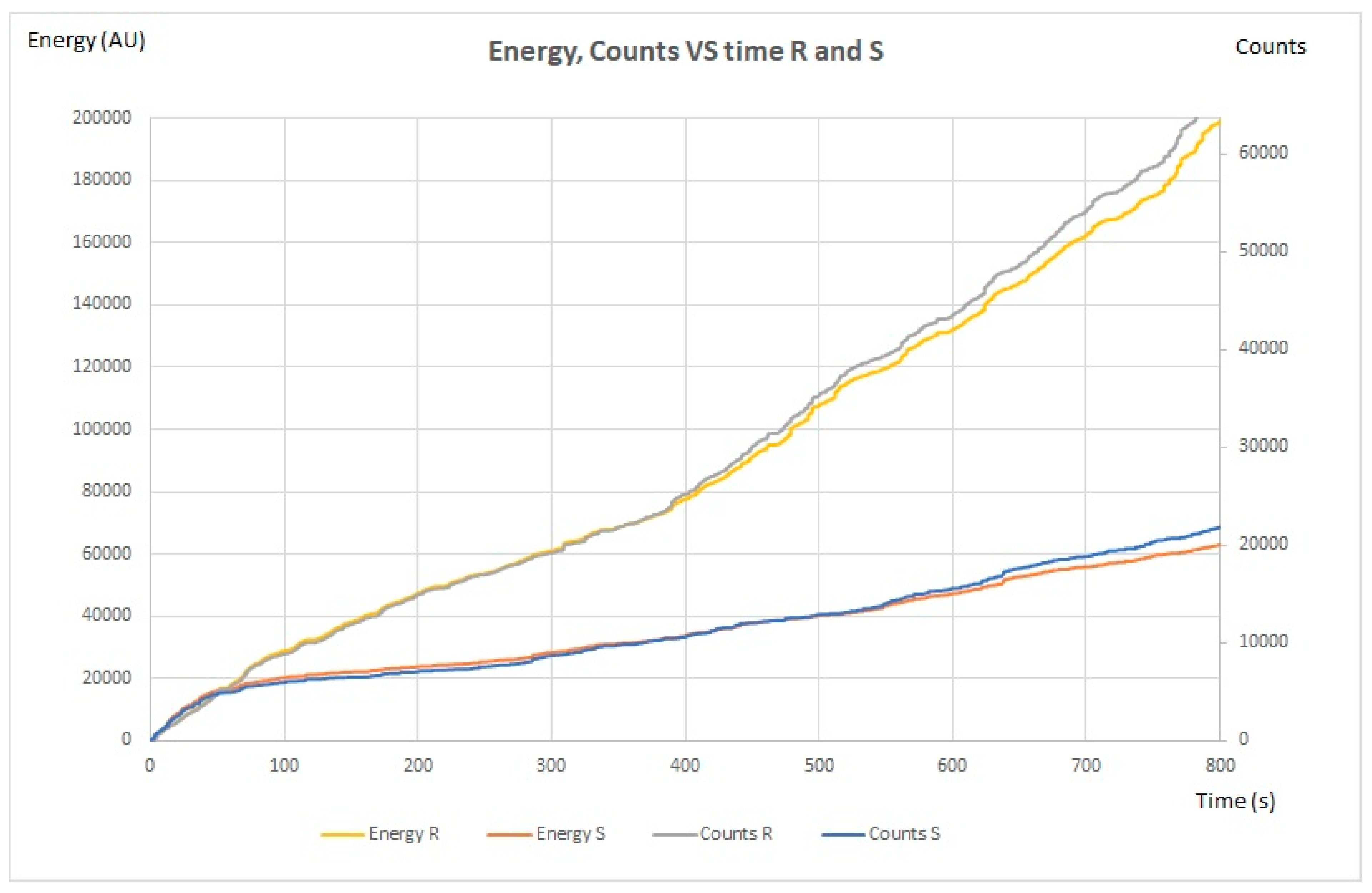
Figure 9 represents the mean behaviour of cumulative energy-counts vs. time series R and S of the six samples of the series studied. Examining the curves corresponding to the Al
2O
3/Y-TZP (yellow and grey), in the R series, there are two clearly identified zones: the first one, up to approximately 400 s, where the energy and the number of accounts is proportional with a ratio of 3.21; and the second, where the energy–account ratio is slightly lower with a value of 3.02, see
Table 3.
Observing the blue and orange curves in
Figure 9 of the S series, Al
2O
3/Y-TZP + SiC 15 wt.%, which represents the cumulative energy counts vs. time, there are three clearly identified areas. The first one from 0 to 20 s where the energy and the number of accounts are proportional, with a factor of 3.23; a second region of 20 to 400 s where the energy is slightly higher than the number of accounts, with a factor of 3.32; and a third that goes from 400 to 800 s, with a rate of 3.02, as summarized in
Table 3.
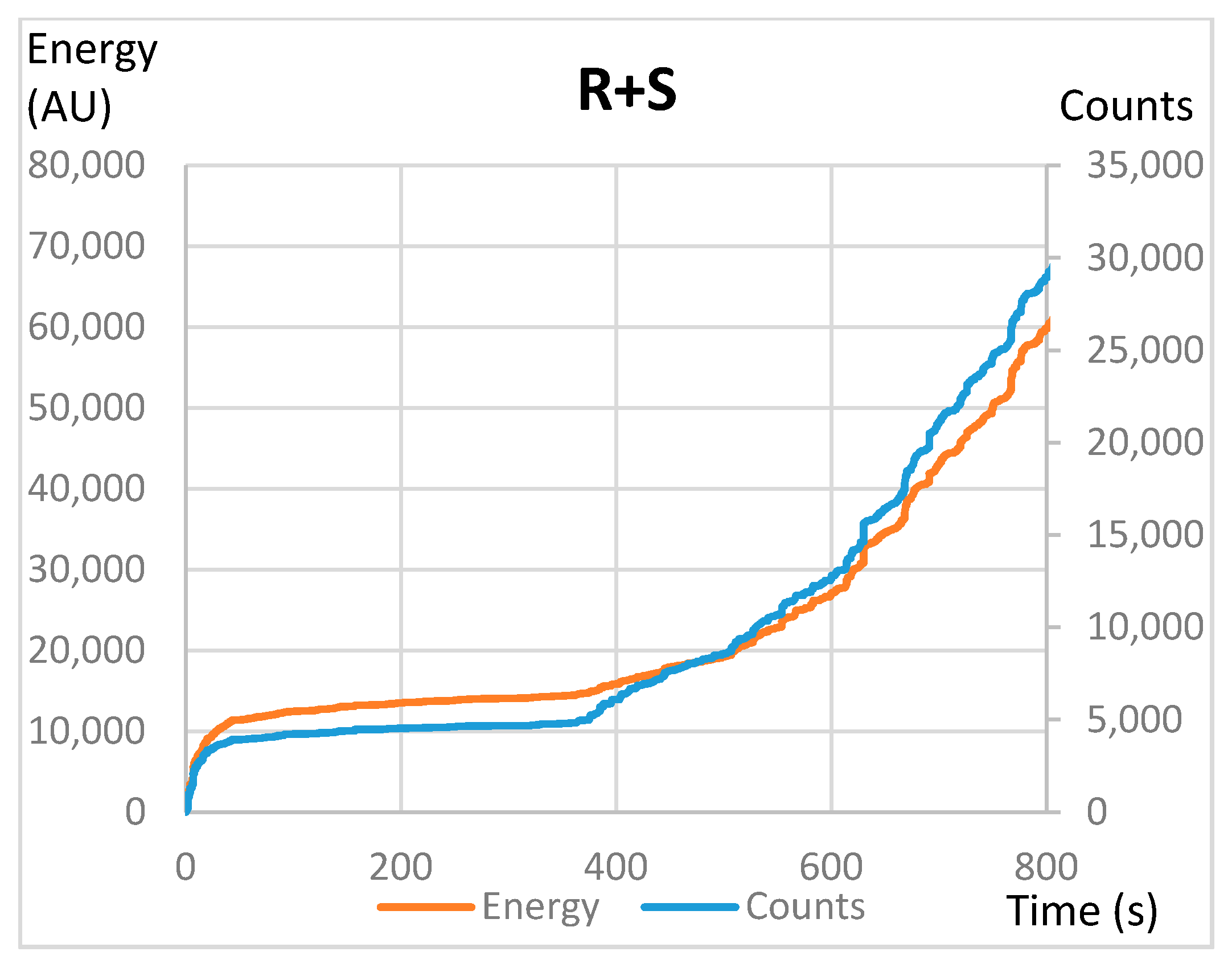
In the case of the R + S bi-layer series, with an internal coating of Y-TZP/Al
2O
3 and external coating of Y-TZP/Al
2O
3 + 15% SiC,
Figure 10 exhibits three clearly differentiated zones: the first with an exponential growth of events similar to R and S series, a second zone basically without events, and a third zone again with an exponential growth of these. Analysing the values of the released energy ratio, in the first zone from 0 to 20 s, the value is 2.92, a value significantly lower than those in the previous cases and with a deviation of 0.83. This is a noticeable finding that indicates there is great dispersion in the energy release rate. This difference, with respect to the previous cases, may be the product of short delaminations between layers R and S, as shown in
Figure 11a with low energy and some others with same energy as previous series like the crack in Mode I in
Figure 11b.
Figure 11c shows a micrograph with a delamination between the layer and bond coat.
Figure 12 shows a scheme of the crack type in Modes I and II, and delaminations that arise in a TBC.
In all cases for series R (Y-TZP/Al2O3), S (Y-TZP/Al2O3 + 15% SiC), and R + S ((Y-TZP/Al2O3) + (Y-TZP/Al2O3 + 15% SiC)), in the first zone 0–20 s, the energy release is due to the formation of Mode I cracks in the ceramic. This is due to normal stresses in the ceramic layer. In the case of energy relationship events of 3.22 for the S series and 3.23 in the R, these values are basically similar. However, in the case of the R + S bilayer, this ratio is 2.92, which indicates that in this first stage, the energy release in general is less than in the previous ones. This phenomenon can be attributed to the creation of perpendicular cracks in Mode I, with an energy release similar to the previous ones. However, these cracks can trigger small cracks between layers with low energy release, which leads to the rise of energy release variation.
In the second stage, 20–400 s, it was revealed that the addition of SiC in the coating (S series) increases the energy events ratio. In this case, with a comparatively higher value of 3.32 against 3.21 in the R series, it clearly indicates a greater release of energy per event. The addition of SiC in the Al2O3/Y-TZP matrix acts as a stress concentrator that aids the formation of cracks in Mode II, releasing a greater amount of energy per event.
The third zone, 400–800 s, has a lower energy-counts ratio, due to the propagation of delaminations in thermal barriers that can generate different modes of fracture [
22]. In this case, some delaminations are generated with a high energy level, and some by the collapse of many small cracks of short length in Mode I and II with very low energy level as described by Keshtgar and Modarres [
23].
3.4. Energy Analysis between Series
As noticed in
Table 3, despite the microstructural difference, it was detected that the mean energy–event ratio was generally 3.10 for the R series and 3.18 for the S series (Y-TZP/Al
2O
3 + 15% SiC). From these results, it can be inferred that the S series releases slightly more energy due to SiC stress concentrator.
However, as seen in
Figure 13, in the first 20 s, the energy released ratio is similar in both series R and S. The degree of porosity, unfused, and inclusions of SiC present in the S series do not seem to be important in this first stage, which is settled in the study by Berndt et al. [
24] where the acoustic emission activity is due to micro cracking between pores as seen in
Figure 8, and in “bridges” between fragments as shown in
Figure 14. However, in the case of the bilayer, the dispersion of energy release is greater. This is attributed to the fact that after Mode I cracking, micro delaminations occur between layers with low energy, hence resulting in the diminution in energy and the larger dispersion in the energy release rate.
Figure 13 shows that from 400 s on the R and R + S series, the energy slope slightly increases. This phenomenon is justified by the appearance of delaminations between the anchor layer and the Al
2O
3/Y-TZP layer. These turn into release of tensions and reorientation of the ceramic layer and lead to new cracks in Mode I.
3.5. Analysis Number of Events Per Series
It is important to note, as can be seen in
Figure 15, that under the same test, the R-series specimens (Y-TZP/Al
2O
3) generate a greater number of events than those corresponding to the S and R + S series. This is due to the large number of unfused particles combined with the high level of porosity, defects, and inclusions of SiC that make it fundamentally pre-cracked, resulting in its low level of events as proposed by Park et al. [
25].
It should be noted that in the R + S series, despite the silence of events in the interval of 20–400 s approximately, it has a slope increase. This phenomenon is fundamentally attributed to the delamination process between the substrate and the Al2O3/Y-TZP layer. Additionally, it can be seen that by the end of the first stage (20 s), the number of events is relatively similar in all series. However, at the end of the test, the R + S series had 43% of the R events and the S series only 32%. This clearly indicates that the anchoring of the R layer plays an important role in the mechanical behaviour of the barrier.
3.6. Finite Elements Analysis
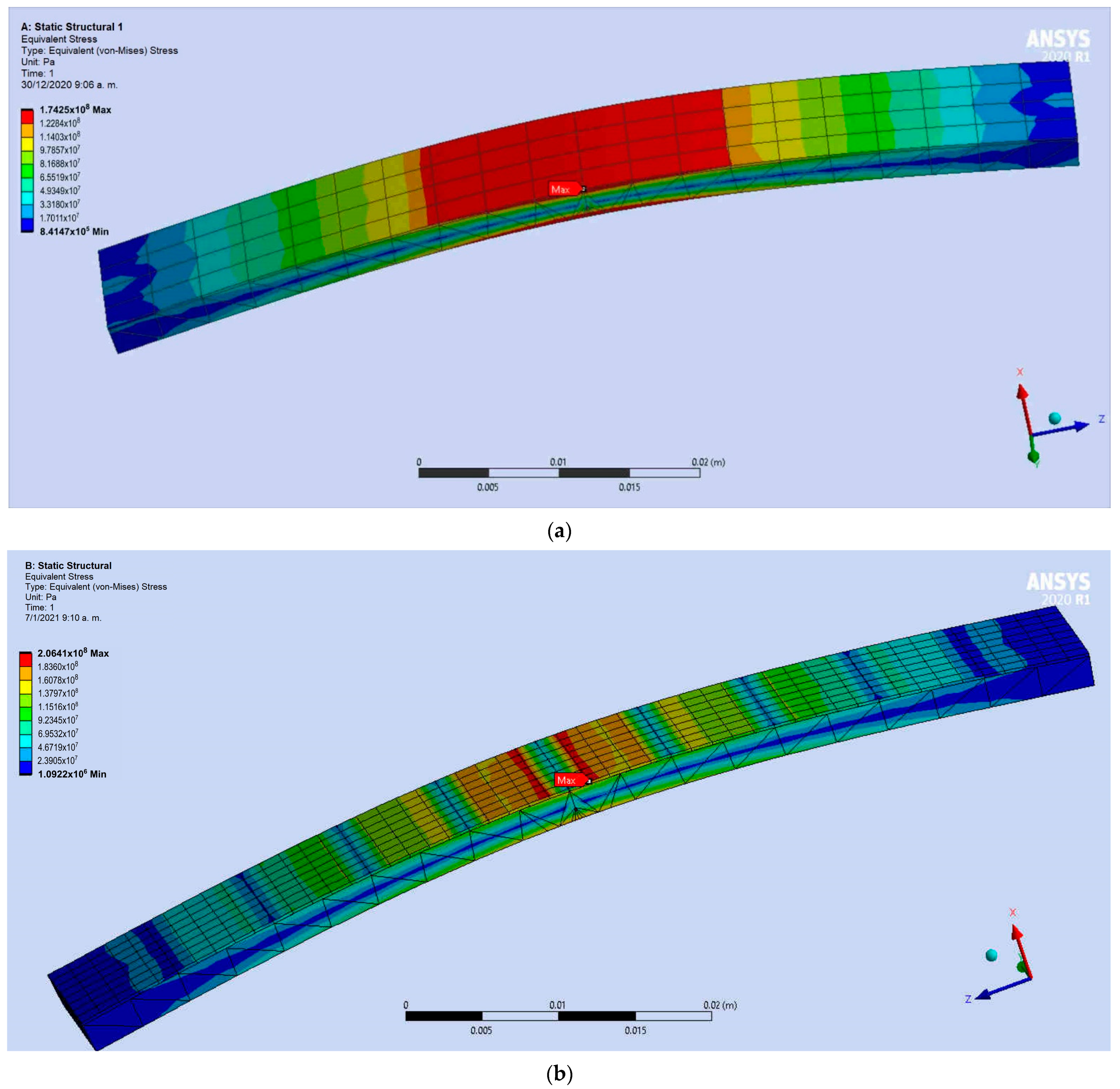
To corroborate the aforementioned, an ANSYS finite element simulation was performed on a model with a continuous barrier (
Figure 16a) and with a segmented barrier of 10 mm in length (
Figure 16b). The latter emulates the fragmentation presented in the S series, as seen in
Figure 14. This model shows that just by sectioning the material into ten fragments, contrary to what might be expected, there is a slight stress increase in the ceramic coating approximately at one third of each section (
Figure 16b). This certainly justifies the increase in energy release presented by the S series (Y-TZP/Al
2O
3 + 15% SiC) with respect to the R series in the second stage, because this is the triggering effect for fractures in Modes I and II with a higher energy level. It accords with Palacio [
26], who points out that coating voids and cracks represent structure discontinuities, facilitating the development of stress gradients around such gaps, and increasing the sensitivity to localized damage in areas adjacent to discontinuities in the coating.
However, this does not account for the decrease in events presented by the S and R + S series in the second stage after 20 s. For this, a model was made where in the central area of the specimen the segments were a little smaller, in this case 1 mm (
Figure 17a), getting closer to the microstructural reality of the layer as the bridges between segments are fractured. In this model (
Figure 17a), the reduction of efforts in the ceramic barrier is notorious. This fact clarifies the decrease of events in the second zone observed in
Figure 15. However, this does not justify the increase in events presented by the R + S series after 400 s.
Figure 17b is a zoomed in image of
Figure 17a. It can explain the R + S behaviour, because the Al
2O
3/Y-TZP layer shows better anchorage performance so a higher level of stress is needed to delaminate this, which would justify this increase in events, such as short-range delamination processes with very low energy, which is corroborated with the appearance of 600 and 700 KHz events.
3.7. Frequency Analysis
Several authors infer that the frequency content of the wave is affected by the type of crack [
12,
27]. Wang et al. [
12] defines three frequency bands of AE for the substrate base metal (superalloy-intermetallic), and four for the base metal-substrate-coating set in the range of 125–175, 175–225, 225–300, and 300–400 KHz. Additionally, they express that the frequencies vary depending on the base metal and/or type of coating. On the other hand, Zhou [
27] indicated that the frequencies of 140 KHz correspond to the deformation of the substrate, 220–250 KHz to vertical cracks, and 80–100 KHz to interfacial delamination.
As referenced [
12], the frequency range between 130–160 KHz is attributed to dislocation slip in the base metal and the peak sensitivity of the sensor to the frequency (150 KHz) that is –64 dB.
Comparing the results obtained with the sensors VS. 150 M and VS. 700 D, it was initially noted that certain patterns attributed to a phenomenon with a sensor do not appear or are less noticeable with another sensor. This can be clarified when observing the sensitivity parameters of the sensors. The peak sensitivity of the VS. 150 M sensor is at 150 KHz, with 20 dB more than the sensitivity of the VS. 700 D at the same frequency. In the same way, the sensitivity at 400 KHz for the VS. 700 D sensor has a sensitivity 12 dB lower. However, at higher frequencies, the sensitivity of the VS. 700 is much better.
The wavelet transforms are a mathematical method which transmutes waves so, the wavelet coefficients can be obtained as a function of the frequency of each event (
Figure 18,
Figure 19 and
Figure 20). These graphs provide information on the maximum energy of an event depending on the frequency during that period (blue line) and also the energy at a given moment with its corresponding frequency distribution (red line).
To discriminate between the events and frequencies associated with the base metal and intermediate layer, tests were carried out with base metal specimens + intermediate layer with both VS. 150 M and VS. 700 D sensors. It was seen that the frequencies of 175 KHz on sensor VS. 150 M, and 175 and 275 KHz on sensor VS. 700 D were the frequencies associated with the dislocation slip in this intermediate substrate.
In the tests of the R, S, and R + S series specimens, a range of frequencies appears to be associated with different types of failure.
Figure 18 represents a single peak over 175 KHz which is related to the shift of dislocations in the base metal.
Taken as a starting point, the division of the stages exposed in
Section 3.3 as the start of the test, in the first period of 0–20 s, the stress level on the bending test led to Mode I cracks perpendicular to surface, with acoustic events of relatively low frequencies, a cluster around 100–120 KHz on both kind of sensors.
Figure 19 shows that at 2 s of the test, 24.6 μs after the event initiation (red curve), there is a peak over 110 KHz associated with a Mode I fracture. Nevertheless, as can be seen, the blue curve shows one other important fact, a 175 KHz frequency was associated with a dislocation slip. It is quite normal to find more than one emission in one event at different stages of it.
In the second stage, 20–400 s, events begin to appear at higher frequencies of up to 300 KHz. In the case of the S series, the addition of SiC generates stress concentrators and discontinuities increasing fragility, which enhances failure generation in Mode II which is associated with frequencies between 250–325 KHz.
Figure 20, corresponding to the second stage (20 to 400 s), shows peaks at 120 and 275 KHz. The first one is associated to a Mode I crack, and the second a Mode II crack.
It is important to highlight that in the same event recorded, many patterns of frequencies are registered. This phenomenon can be observed in
Figure 21a,b, where at 37.6 μs (red curve),
Figure 21a, a Mode II crack (250 KHz) appears, triggering a delamination (600 KHz) at 53.4 μs as shown in
Figure 21b.
Zone III (400–800 s) is characterized by the beginning of delamination processes, which is revealed with the appearance of high frequency acoustic events of 400 KHz with VS. 150 M sensor and 400, 600, or 800 KHz on VS. 700 D sensor, as shown in
Figure 21a,b.
The delamination events occur at the end-half of the test, with a ceramic stress higher than 785 MPa in the S series, 845 MPa in the R series, and 790 MPa in R + S series.

























{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}





