1. Introduction
The properties of materials play a crucial role in selection and usage in engineering applications. One of the widely used materials in the engineering field is Aluminium (Al). Aluminium has found widespread applications in different industries due to its availability and favourable properties. Aluminium alloys have high corrosion resistance, high thermal conductivity, adequate strength characteristics, recyclability, ductility, strength and especially irregularity. Therefore, it has been generally utilised in numerous territories of industry such as aviation, structural development, marine ventures and especially in-car applications [
1,
2,
3]. The need for the development of new advanced materials with superior mechanical and metallurgical properties that can serve effectively in the aggressive environment is on the rise. Several creative industries have started to search for alternative engineering materials with superior properties. Adding reinforcement particles to monolithic metal to produce metal matrix composites (MMC) has proven to be a successful solution for tuning and improving the properties of Aluminium and its alloys. According to researchers, a “metal matrix composite” is when two or more different materials (metal matrix and reinforcements) are combined to create a superior and unique material [
4,
5,
6,
7,
8,
9]. Metal matrix composite materials are designed to combine the desirable attributes of metals and reinforcement. Reinforcements are employed to enhance the properties of the metals such as density, hardness, strength, wear-resistance, and stiffness. Reinforced Aluminium materials possess several distinguished advantages over monolithic Aluminium such as increased Young’s modulus, tensile strength, creep resistance, good tribo-corrosion resistance, improved electrical properties, and reduced thermal elongation.
Ceramics reinforcement particles such as silver nanoparticles (AgNp), calcium carbonate (CaCO
3), Alumina (Al
2O
3) and silicon carbide (SiC) are promising reinforcement particles with excellent functional properties. They are useful for important structural ceramics reinforcement and have proven to be promising reinforcement materials for high-temperature engineering applications because of their outstanding properties such as good corrosion resistance, high thermal conductivity, high stiffness, good chemical resistance, good electrical conductivity, remarkable wear resistance, high hardness, low density, high melting point and high elastic modulus [
10,
11,
12,
13]. They have found extensive applications in different industries for several applications such as diesel motor parts, gas turbines, industrial heat exchangers, high-temperature energy exchanger systems, hot gas filters, anti-abrasion parts in various atmospheres, medical implants and optical mirrors [
14,
15,
16,
17,
18].
Different techniques have been proposed and implemented in improving the metallurgical properties of aluminium alloys [
6,
19,
20,
21]. The choice of modification technique used is selected based on the desired properties and area of application. Techniques such as powder blending, diffusion bonding, vapour deposition, liquid state processing, stir casting, spray deposition, friction stir processing, and squeeze casting have been investigated and recommended [
22,
23,
24,
25].
Stir casting has been demonstrated to be a promising technique for modifying the properties of Aluminium and its alloys. Stir casting is widely accepted as a promising technique for the manufacture of metal matrix composites. Its advantages over several other techniques are the easy mode of operation, flexibility, simplicity, applicability to large quantity production and cost-effective advantages [
19,
20,
26,
27,
28,
29,
30].
The stir casting process is mainly used for the manufacturing of a particulate reinforced metal matrix composite (PMMC). The process involves the dispersion of reinforcement particles into the molten matrix melt and continuous stirring to achieve homogeneity and eliminate the entrapment of air bubbles. Before the addition of the reinforcement material into the mould, the molten metal matrix is usually subjected to degassing by a suitable medium because the molten metal matrix can react with atmospheric air and undergoes oxidation, thereby degrading the properties of the composite material [
16,
31,
32,
33,
34,
35,
36,
37,
38,
39,
40].
Gallardo reported a higher yield and tensile strength for Al2024 reinforced with AgNp when compared with the monolithic Al2024 [
41]. Rosa-Hilda found out that the silver nanoparticles have a positive effect in refining the particle powder size and the crystallite size of the composite, thereby improving the mechanical properties and microhardness [
42]. In the research investigation of Sosimi et al., they reported that the presence of CaCO
3 contributes significantly to the wear behaviour [
43]. The effect of silver nanoparticle (AgNp) mixed with calcium carbonate on impact, hardness, and tensile strength properties of aluminium 6063 was studied by Adefemi et al. They concluded that the magnitude of effect, tensile strength and hardness increased evidently with the increase in percentage weight fraction of the AgNps [
44]. Research has shown that CaCO
3 and AgNp can improve the mechanical properties of aluminium alloys. Despite this, research on the corrosion protection efficiency is still missing, especially long-term corrosion study.
In this research investigation, the aluminium metal matrix was produced using a combination of Alumina and silicon carbide reinforcement particles via the stir casting technique and the effect of the reinforcement and heat treatment on the corrosion property was examined.
2. Materials and Methods
Aluminium alloy 6063 was used as the matrix material. The reinforcement consists of nano-silver particles and calcium carbonate as the binder. An amount of 300 g of nano-silver particles (AgNp) was impregnated with 300 g of calcium carbonate (CaCO
3) and mixed thoroughly using a Heidolph RZR 20121 automatic stirring machine. The function of CaCO
3 is to serve as a binder without altering the composition and properties of the AgNp and the base metal. The slurry was spread on plastic and left for six hours to solidify at atmospheric temperature and relative humidity. The dried mixture was ground into powder using a crucible and sieved through a 600 µm mesh to a obtain fine and even particle size. The modified nano-silver particle (AgNp) and calcium carbonate were used to prepare a metal matrix composite of aluminium–nano-silver particles (Al-AgNp) by the stirred melting technique.
Table 1 presents the mixing ratio used for this research investigation.
Each billet portion was preheated to 450 °C (to be able to incorporate the modified AgNp) before being finally melted at 750 °C in a crucible furnace. Amounts of 20 g, 40 g and 60 g of the modified AgNp were weighed and preheated at 100 °C before being incorporated into 980 g, 969 g and 940 g of melted aluminium billets, respectively. The mixture was thoroughly mixed at 180 rpm for 10 min and poured into a cylindrical mould. These procedures were repeated for Al-CaCO
3 at the same specified percentage weight fraction as indicated in
Table 1.
Each sample was cut into two equal parts. One part of each sample was selected for heat treatment. Heat treatment was carried out on the AMC billets to modify the metallurgical properties. The samples were heat-treated at 522 °C (970 °F) and soaked for 60 min and followed by quenching in water for rapid cooling to prevent precipitation of the alloy elements on cooling. This results in the production of T4 temper.
A weight loss corrosion study was carried out on both heated and unheated samples using corrosive media of HCl (acidic medium) and NaCl (neutral condition) at three different levels of concentration. The corrosion analysis was carried out by measuring the weight loss of the samples in a corrosive media after different time durations. The samples were kept inside a corrosion chamber with a regulated temperature of 35 °C and 100% relative humidity in accordance with ASTM B117-03 standards. The final representation of the samples is presented in
Table 2,
Table 3,
Table 4,
Table 5 and
Table 6 for Aluminium metal matrix reinforced with AgNp + CaCO
3 (unheated)
, reinforced with CaCO
3 (unheated), aluminium alloys (heat-treated and unheated), reinforced with AgNp + CaCO
3 (heat-treated), and reinforced with CaCO
3 (heat-treated). The samples were weighed on an electronic scale balance with an accuracy of 0.1 mg.
Microstructural Evolution Characterisation
Some selected samples (S2) from both corrosive media at a specific concentration were taken for microstructural analysis to investigate and compare the effect of different electrolytes (NaCl and HCl) on the heat-treated composite materials. Optical microscopy was conducted using an Olympus BX51M. The Olympus BX51M was used to observe the microstructure of the samples. Digital output was captured and processed using Olympus Stream Essential software. The optical microscope was used to study the microstructural evolution of some selected samples (S2) of corrosion behaviour of the aluminium–silver nanoparticle (AA6063/AgNp/CaCO3) matrix composite. Micrographs of the microstructural features at a specific concentration (0.10) at different electrolytes were captured and studied.
3. Results
The corrosion experiment lasted for 30 days, with data collected every 72 h. The results obtained from the corrosion experiment was presented and discussed in this chapter. The result of the corrosion experiment conducted on unheated AA6063 specimens S
1, S
2 and S
3 reinforced with AgNp + CaCO
3 at 2%, 4% and 6%, respectively, for 30 days in different concentrations of HCl and NaCl is presented in
Table 7. The histogram distribution for the weight loss is illustrated in
Figure 1,
Figure 2 and
Figure 3, respectively. The result of specimens S
4, S
5, and S
6 reinforced with CaCO
3 only at 2%, 4%, and 6%, respectively, soaked in the same media for the period, is shown in
Table 8 and
Figure 4,
Figure 5 and
Figure 6 are the histogram distribution for the weight loss.
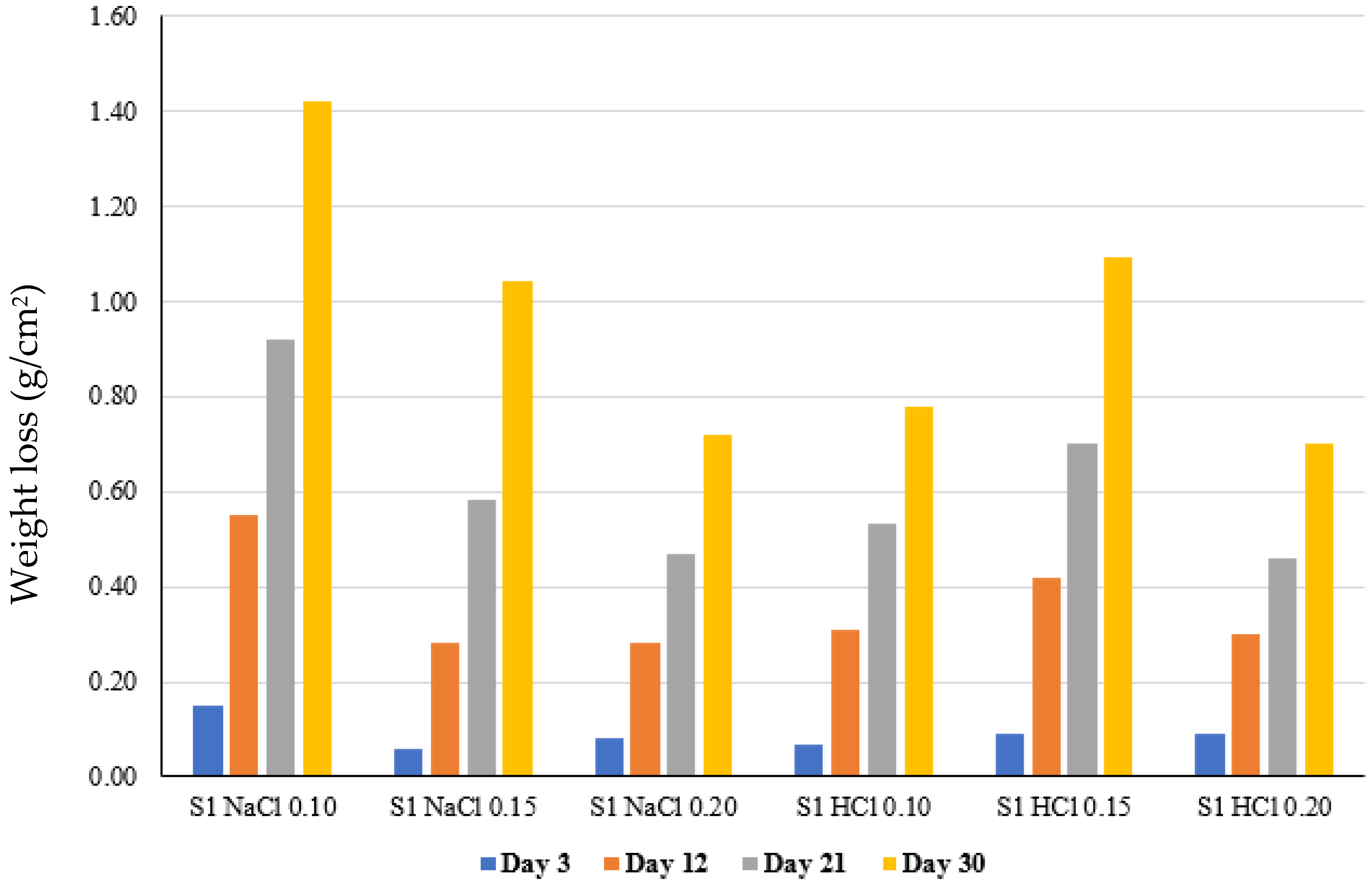
Figure 1,
Figure 2 and
Figure 3 showed the corrosion behaviour of reinforced AA6063 specimens S1, S2 and S3 with 2%, 4% and 6% AgNp + CaCO
3, respectively.
Figure 1 reveals that the corrosion rate is fastest in S
1NaCl-0.10 soaked in 0.1 M of Sodium Chloride, followed by S
1- HCl-0.15 soaked in 0.15 M of Hydrochloric Acid and S
1NaCl-0.15. The rate of corrosion in S
1NaCl-0.20, S
1HCl-0.10 and S
1HCl-0.20 is the same, and the weight loss in the specimens are almost the same value (0.72 g, 0.78 g and 0.70 g, respectively) but lower than that of the other three specimens. Increasing the reinforcement particles to 4%, as shown in
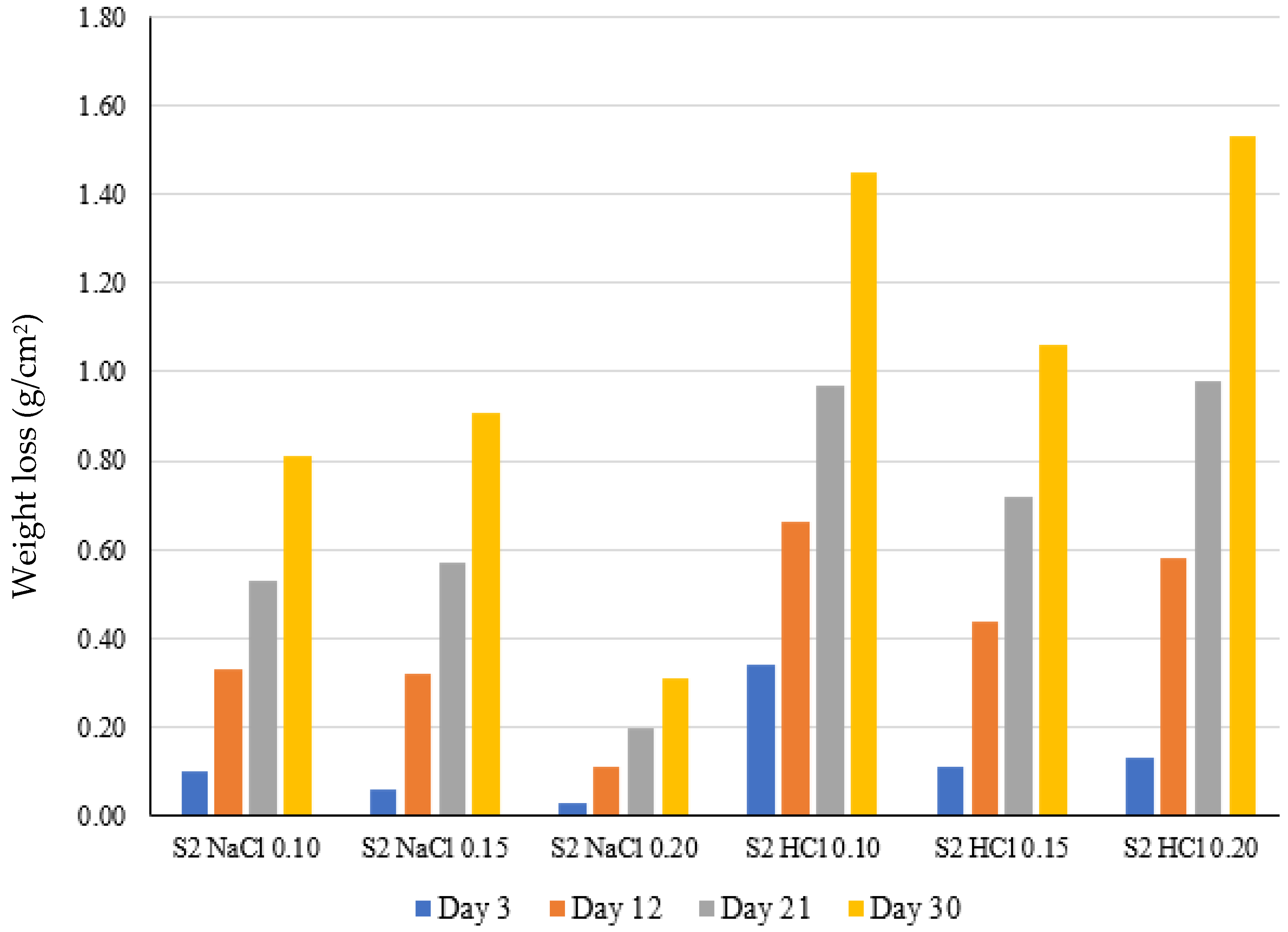
Figure 2, reduced the corrosion rate in all the tested specimens except in S
2HCl-0.10 and S
2HCl-0.20, where the weight loss increased by 86% and 123%, respectively.
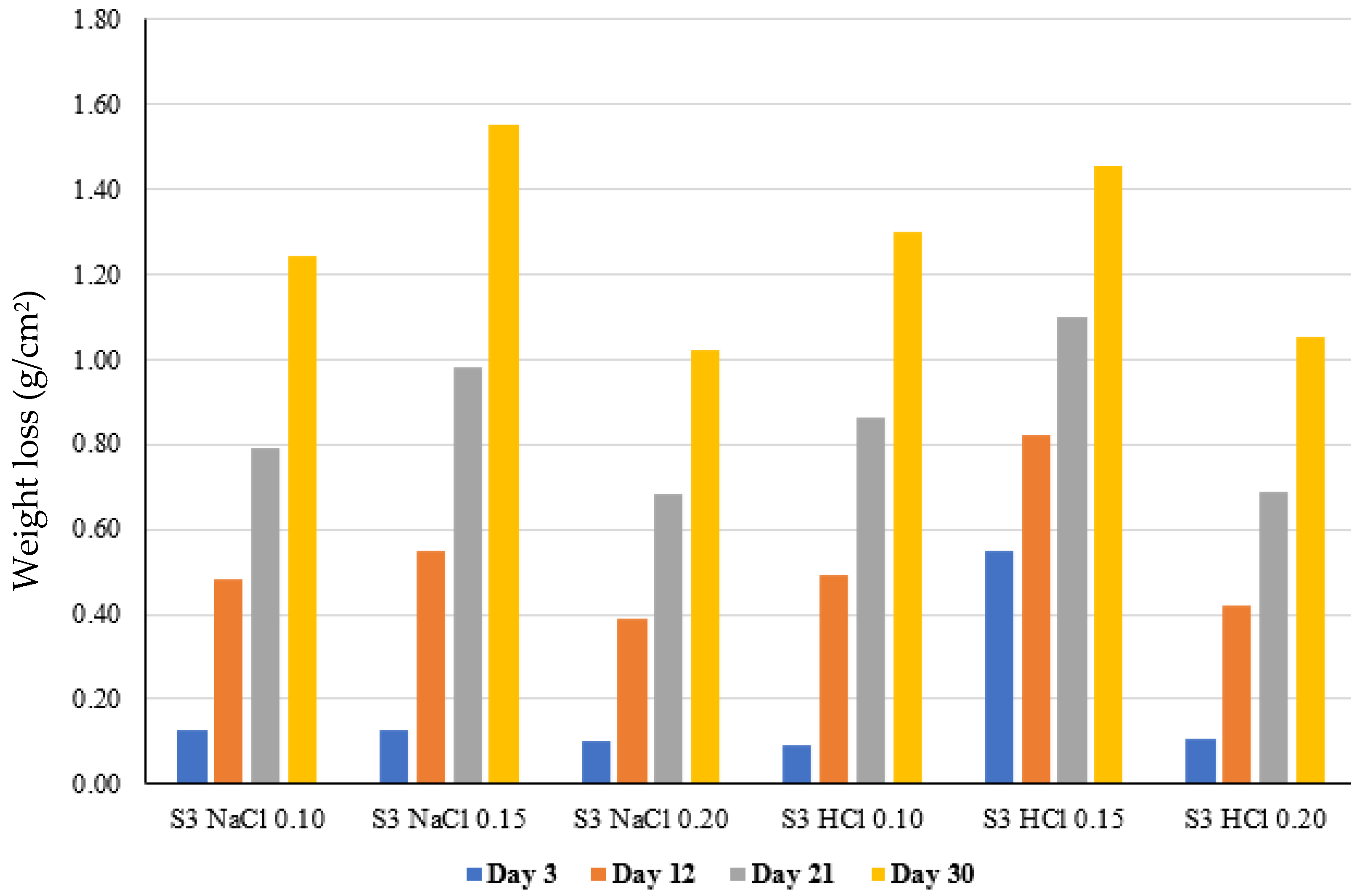
Figure 3 reveals another pattern as the composite was increased to 6%; corrosion rate and weight loss in all the tested specimens increased significantly except in S
2HCl-0.20 where the weight loss was reduced by 31%. Overall, the weight loss for all the coating increases with an increase in the exposure time. This shows that the materials fail to form a substantial protective layer in both media needed to inhibit the corrosion rate [
45].
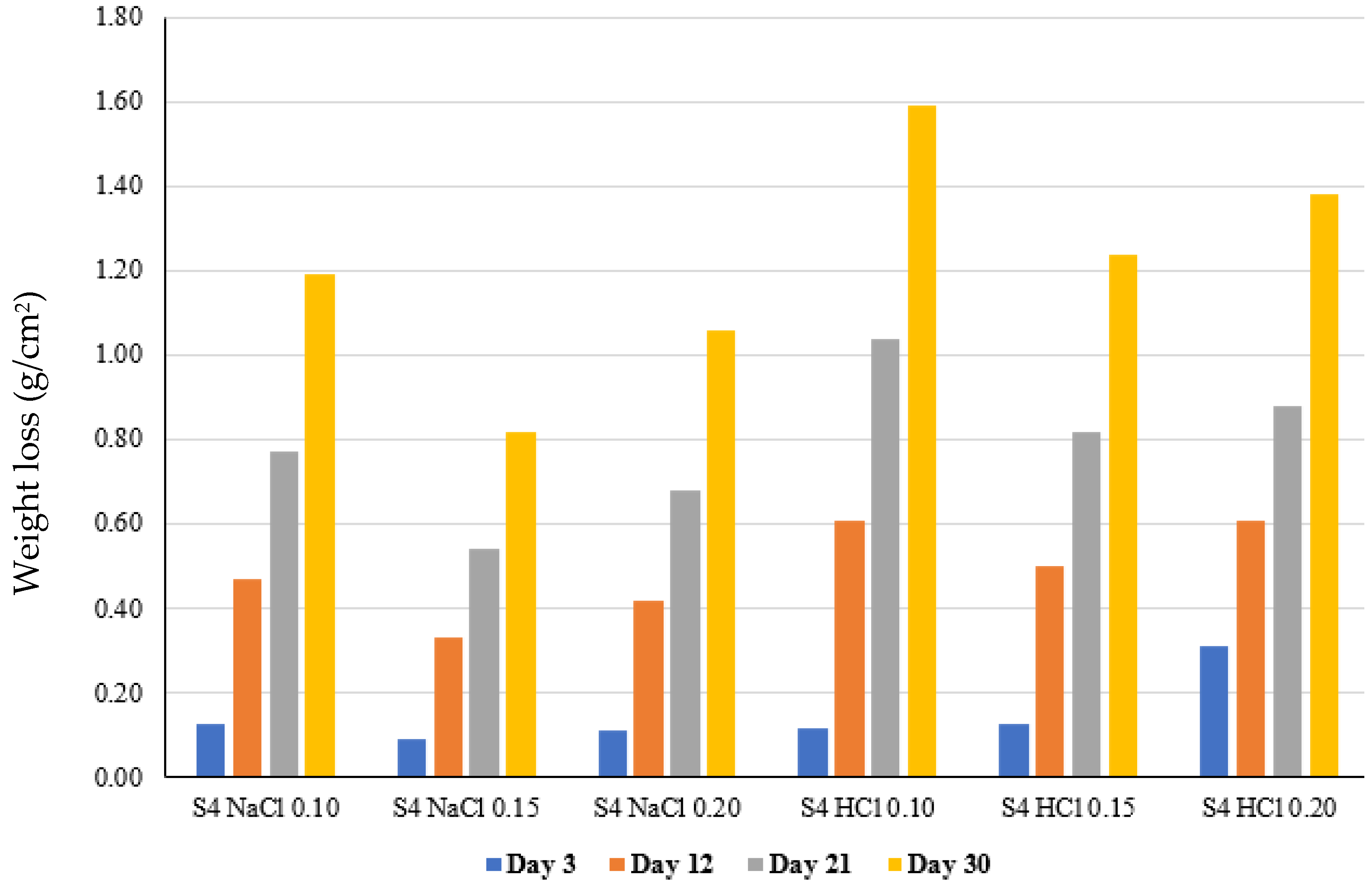
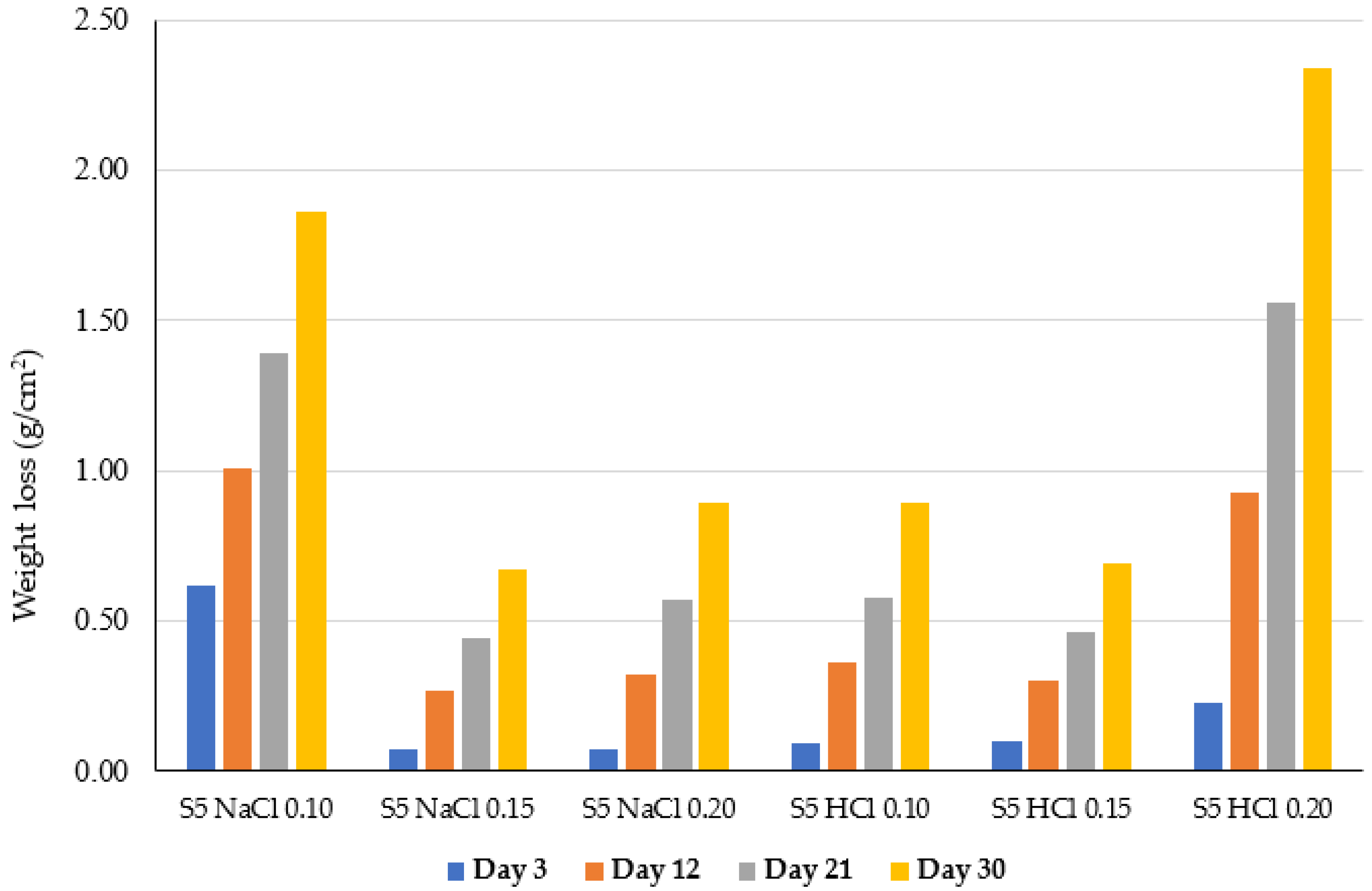
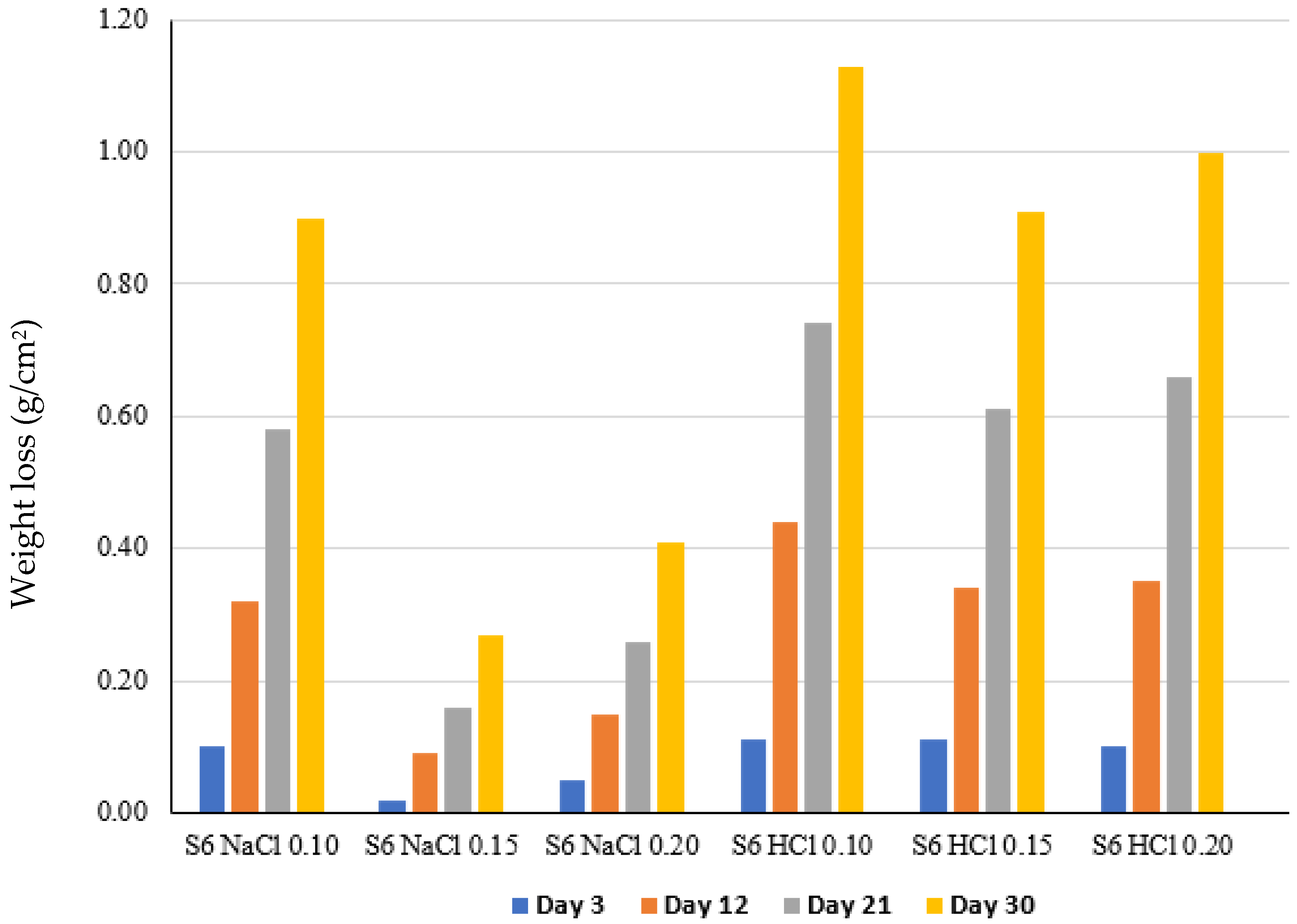
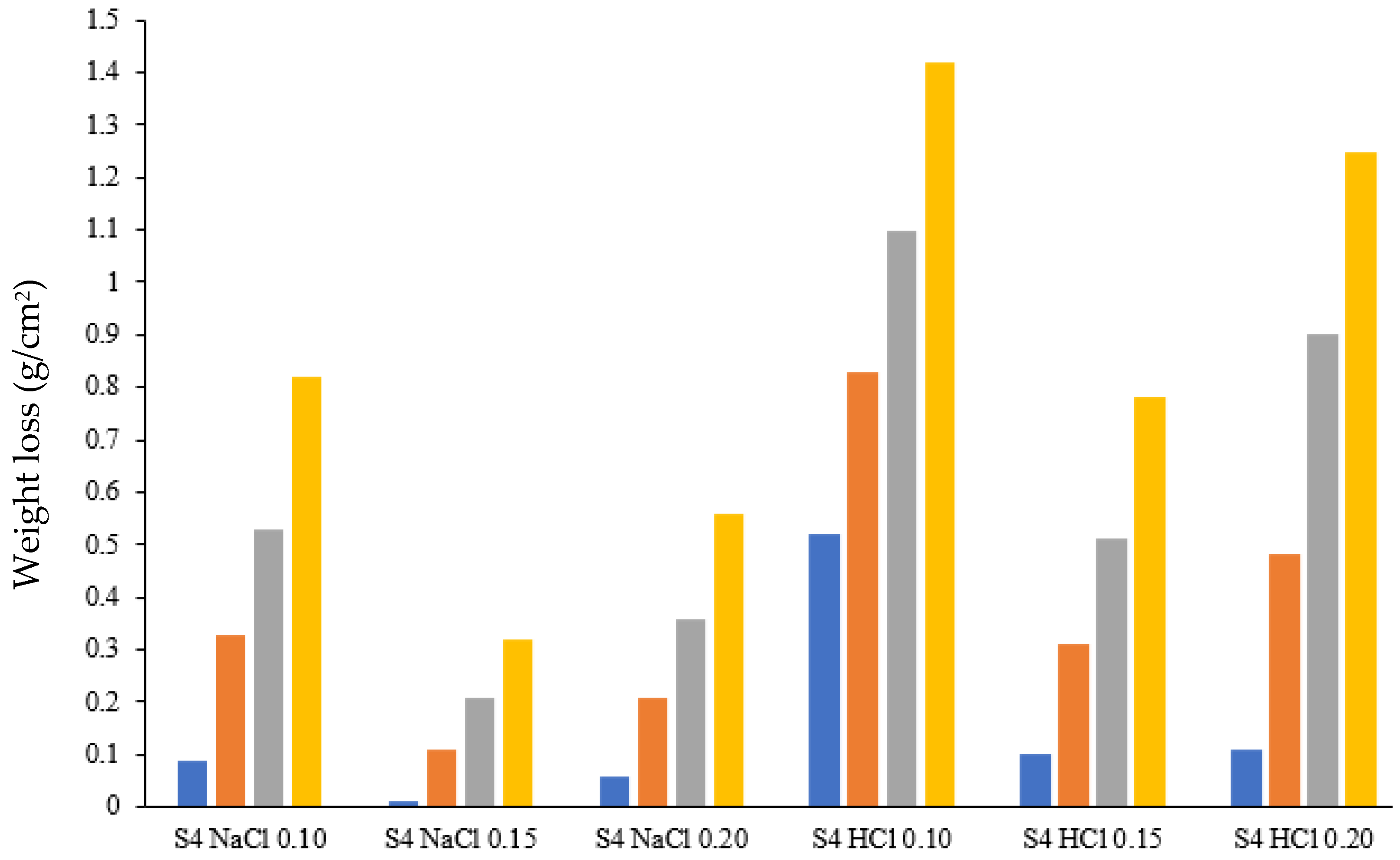
Figure 4,
Figure 5 and
Figure 6 show the corrosion behaviour of reinforced AA6063 specimens S
4, S
5, and S
6 with 2%, 4% and 6% CaCO
3, respectively, for 30 days.
It is revealed in
Figure 4 that the addition of 2% CaCO
3 as a composite to AA6063 increased the corrosion rate in all the samples. S
4HCl-0.10 has the highest weight reduction (1.59 g), while S
4 NaCl-0.15 experiences the lowest reduction in weight.
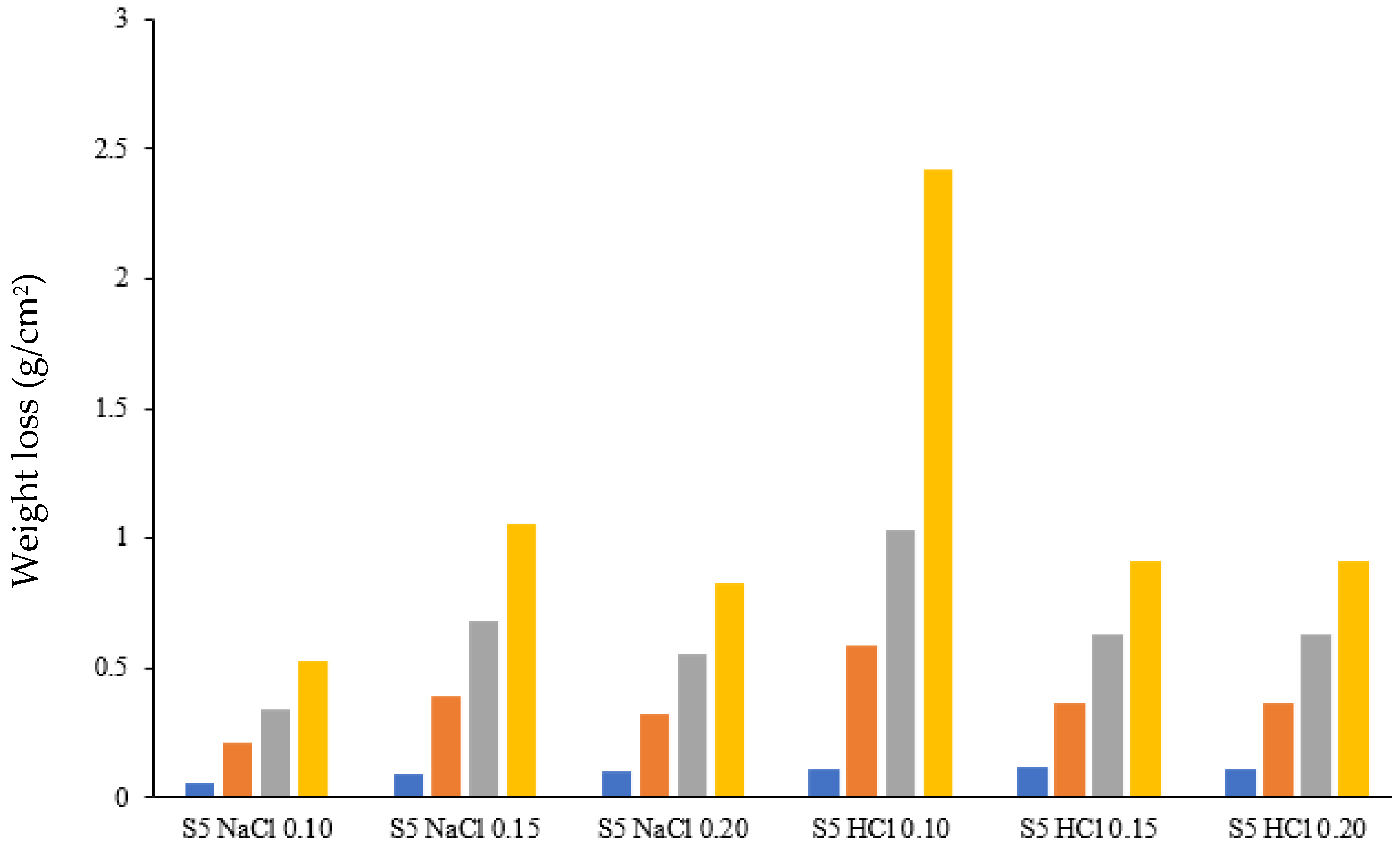
Figure 5 also reveals that the corrosion rate was reduced in all the specimens when the composite was increased to 4%, except in S
5HCl-0.20 where the weight loss increased by 70%.
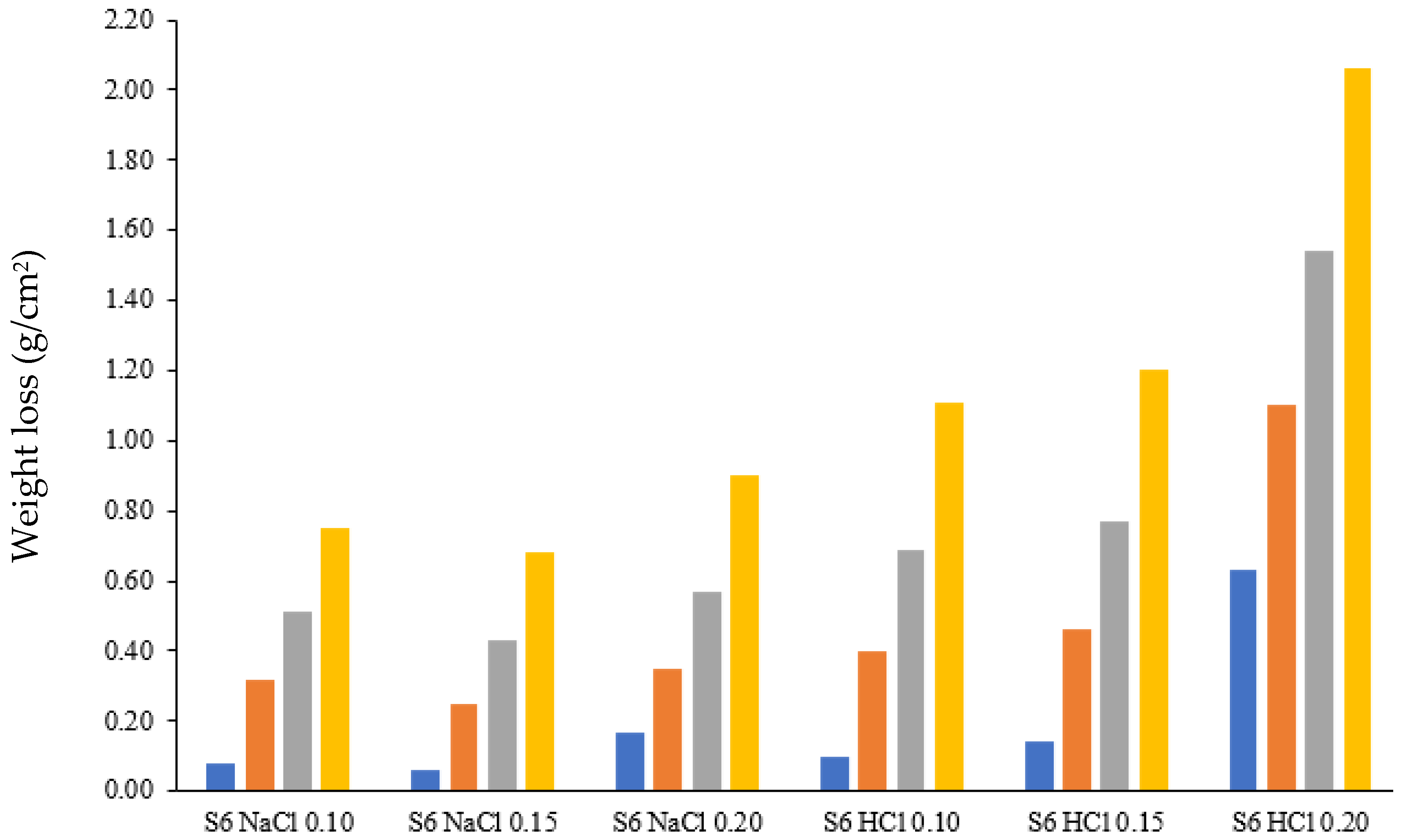
Figure 6 revealed that the corrosion rate reduced drastically further in all the specimens when reinforced with 6% CaCO
3, except in specimens S
6HCl-0.10 and S
6HCl-0.15 where weight loss increased again by 27% and 32%, respectively.
Table 9 shows the results of the corrosion experiment conducted on heat-treated AA6063 specimens S
T1, S
T2 and S
T3 with AgNp + CaCO
3 composites at 2%, 4%, and 6%, respectively, soaked in 0.1 M, 0.15 M and 0.2 M HCl and NaCl for 30 days.
Table 9 presented the result of specimens S
4, S
5 and S
6 reinforced with CaCO
3 only at 2%, 4% and 6%, respectively, and soaked in the same media for 30 days, and their graphical representations are presented in
Figure 7,
Figure 8 and
Figure 9, respectively.
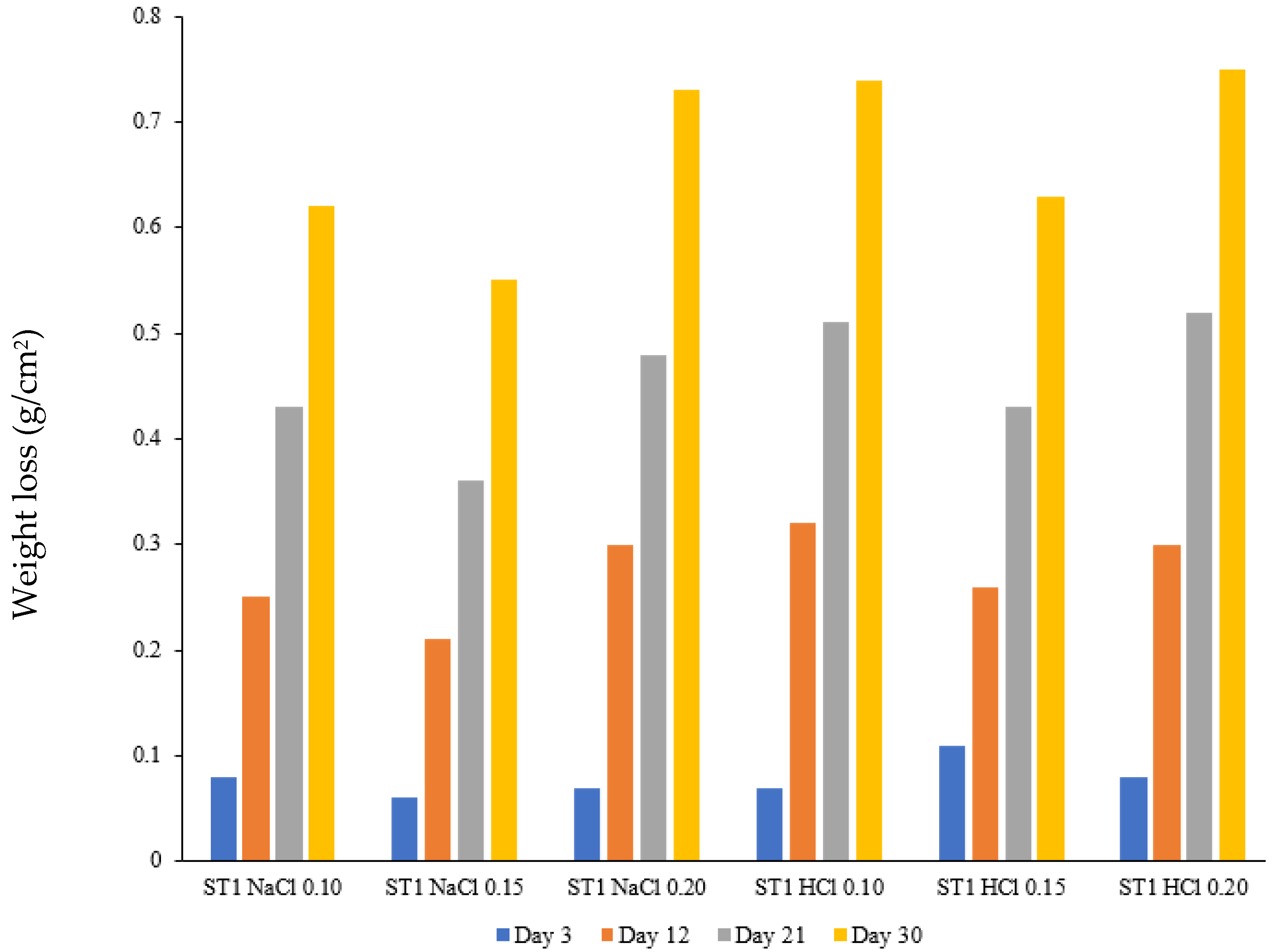
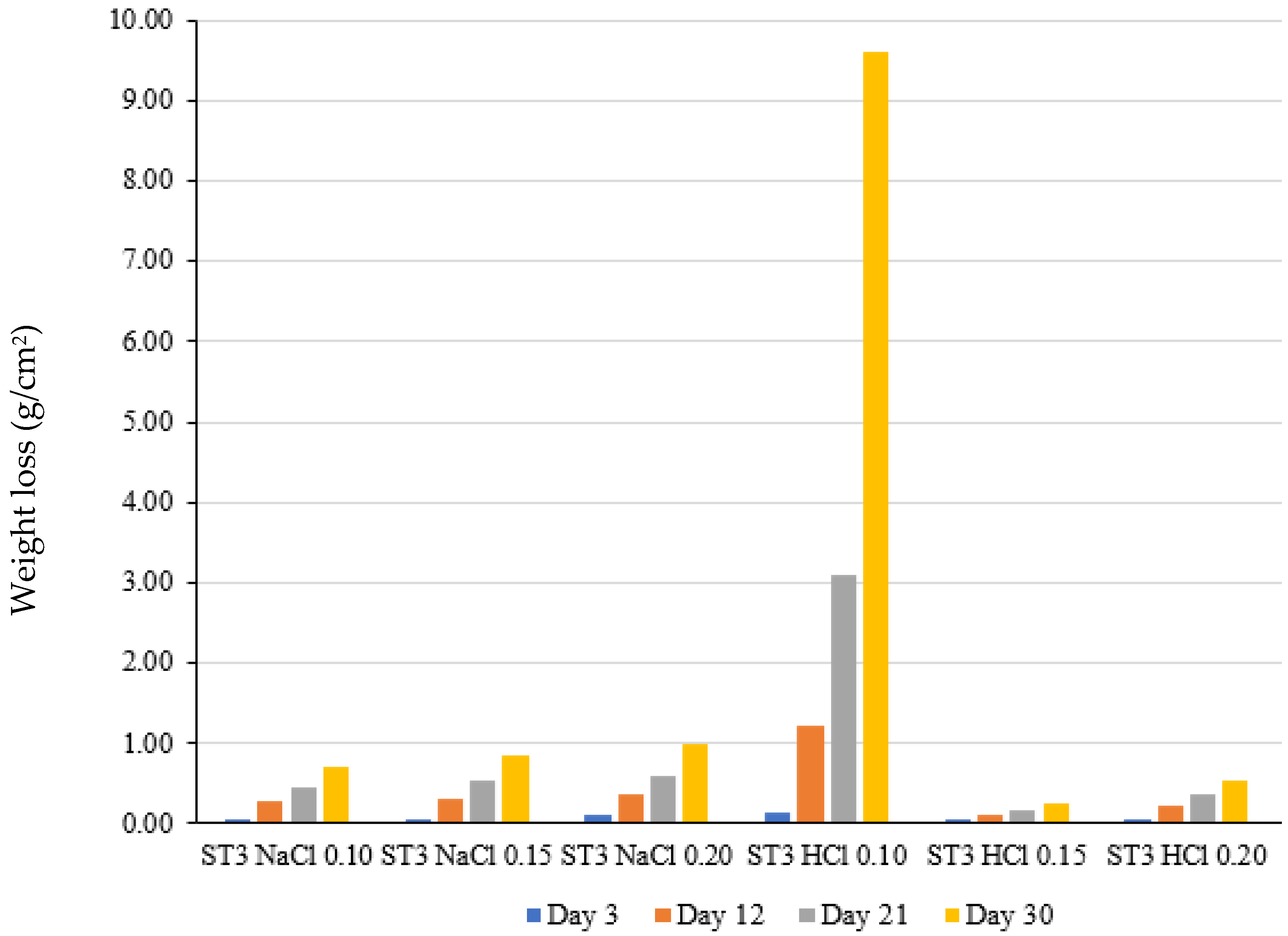
The effect of heat treatment on the corrosion behaviour of AA6063 reinforced with AgNp
3 + CaCO
3 at 2% (S
T1), 4% (
ST1) and 6% (S
T3) were, respectively, shown in
Figure 7 and
Figure 9.
Figure 7 reveals a uniform corrosion rate in all the specimens in
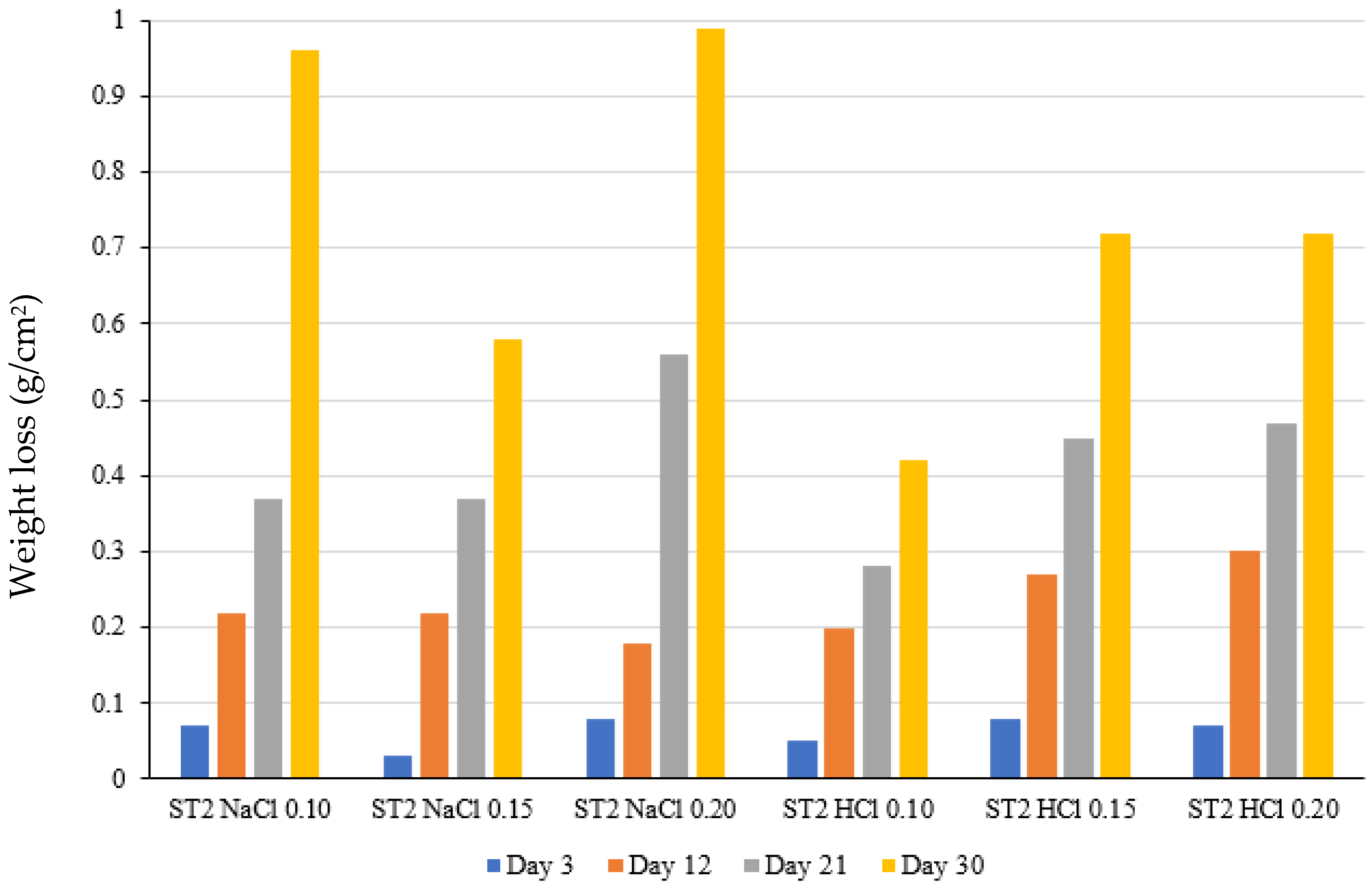
ST1. It was revealed in
Figure 8 that the corrosion rate increased significantly in all the specimens in S
T2 as the reinforced composite increased to 4%, except in S
T2HCl-0.10 and S
T2HCl-0.20 where the weight loss was reduced by 71% and 4%, respectively. With addition of 6% AgNp
3 + CaCO
3, the weight loss reduced again by 65% in S
T3 HCl-0.15 (from 0.72 g to 0.25 g) and 25% in S
T3HCl-0.20 (from 0.72 g to 0.54 g) but increased rapidly in S
T3HCl-0.10 from 0.42 g to 9.61 g (over 2000% increase in weight).
Figure 10,
Figure 11 and
Figure 12 show the effect of heat treatment on the corrosion behaviour of AA6063 reinforced with CaCO
3 at 2% (S
T4), 4% (S
T5) and 6% (S
T6), respectively, and these data are presented in
Table 10.
Figure 10 revealed a linear reduction in the weight of all the specimens in S
T4 with S
T4HCl-0.10 and S
T4HCl-0.20 more affected than other specimens with over 100% increase in weight loss on average every 10 days for 30 days in both specimens. It is revealed in
Figure 11 that the corrosion rate increased significantly in four out of the six specimens in S
T5 as the reinforced composite increased to 4%, except in S
T5NaCl-0.10 and S
T5HCl-0210 where the weight loss was reduced by 35% and 27%, respectively. With the addition of 6% CaCO
3, a saw-tooth pattern was observed in the corrosion behaviour shown in
Figure 12, as weight loss reduced in specimens S
T6NaCl-0.15 and S
T6HCl-0.10 by 36% and 54%, respectively, and increased in the remaining four specimens. Johna et al. [
46] investigated the weight loss method for corrosion behaviour of AMC and found that the immersion time, the nature of the electrolyte or solution and the percentage of reinforcement contribute significantly to the weight loss and corrosion rate. This was also confirmed in this research. All the parameters optimised, such as concentration and type of corrosion medium, immersion type of the sample, percentage weight of the reinforcement and the heat treatment process affect the corrosion rate substantially.
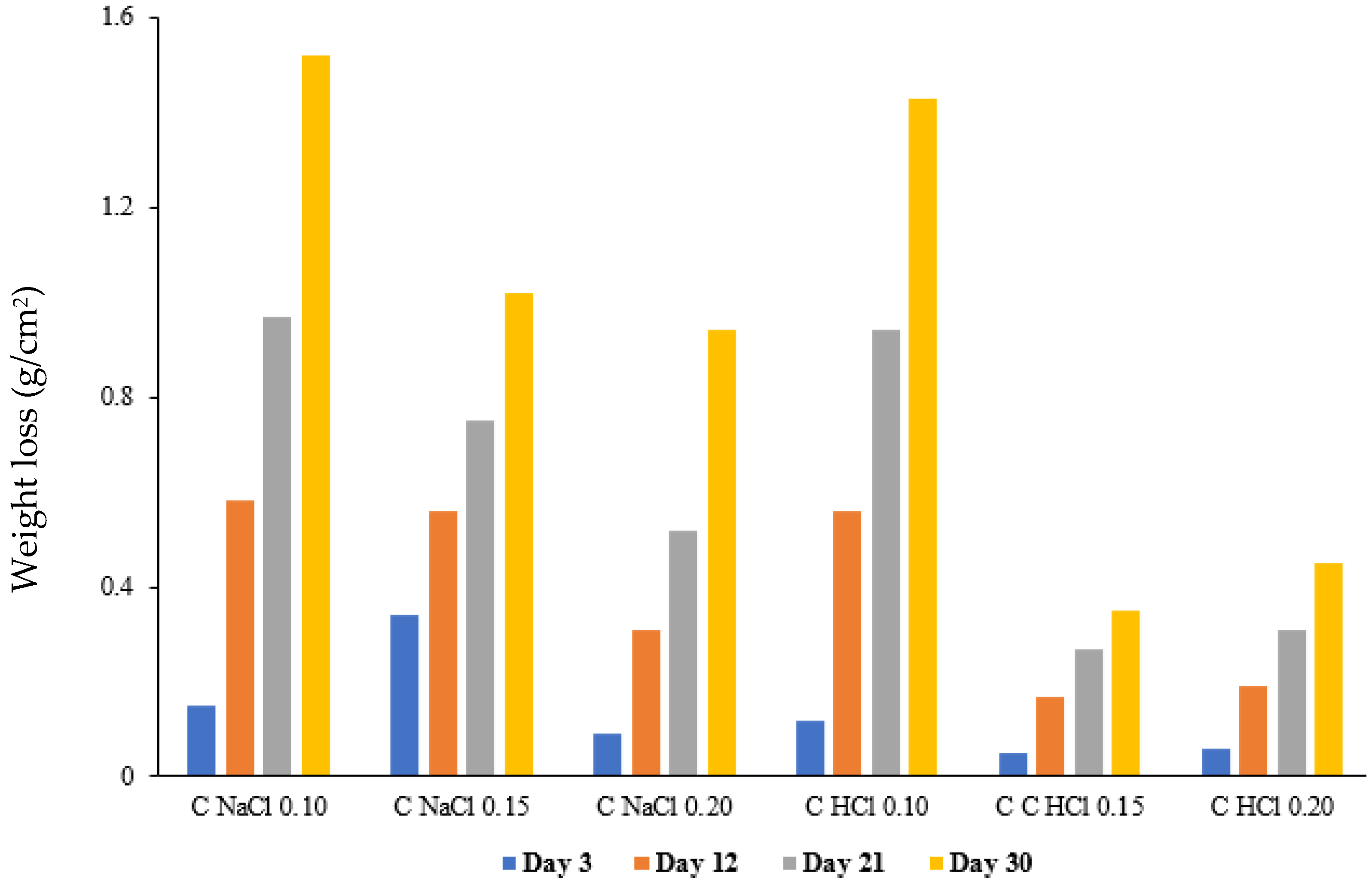
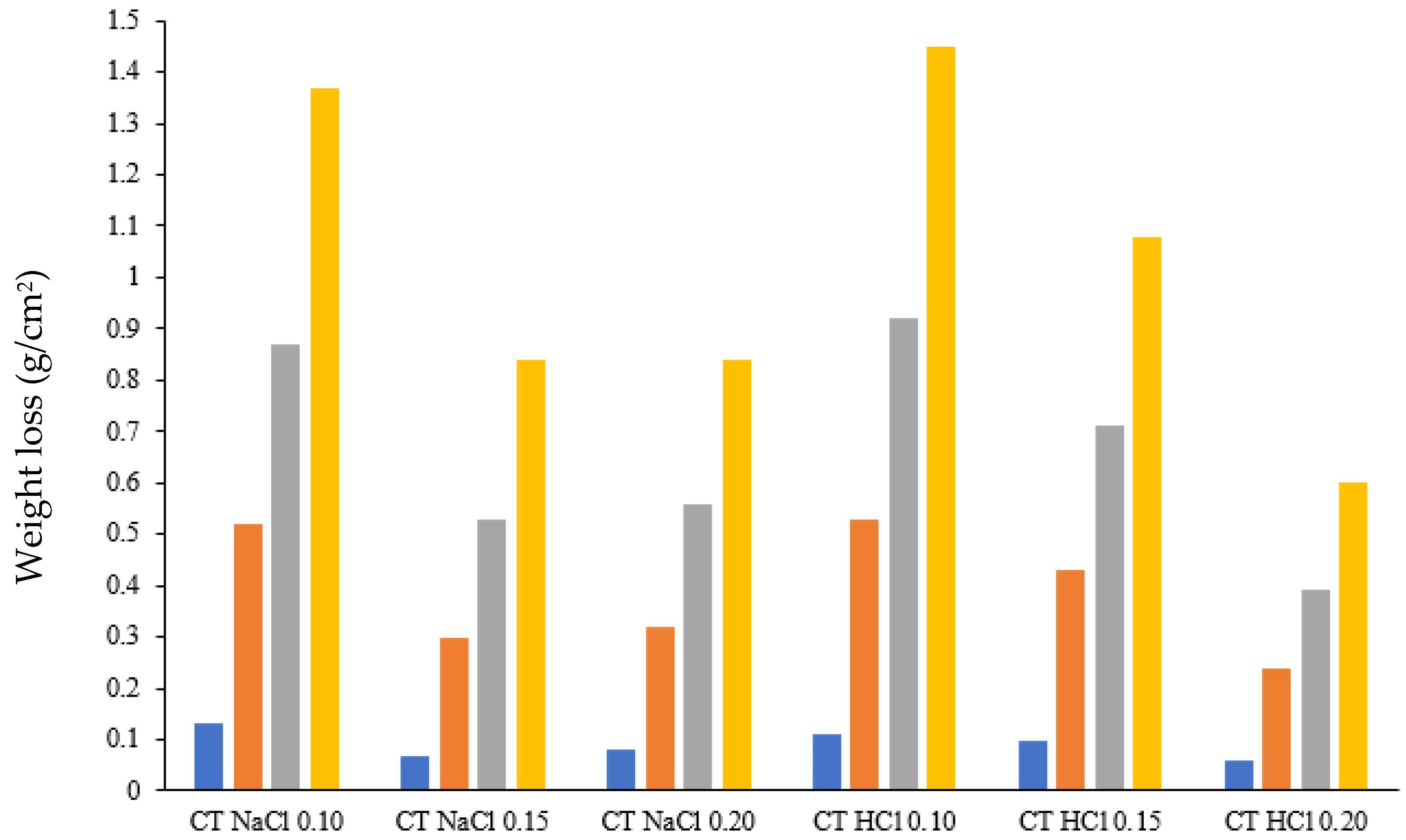
The control specimens were cut out from the as received sample containing 100% AA6063 without any reinforcement. The result of the corrosion test conducted for 30 days on the heat-treated and unheated specimen’s C and C
T using the weight reduction method is presented in
Table 11.
Figure 13 shows the corrosion behaviour of unheated AA6063 specimen (C) without any reinforced composite in 0.10 M, 0.15 M and 0.20 M of HCl and NaCl for 30 days, while
Figure 14 illustrates that of heat-treated AA6063 specimen (C
T) soaked in the media for the same number of days. Both figures revealed a linear reduction in the weight of both specimens, with specimen C more corroded than specimen C
T by 0.28 g.
The heat treatment process results in the recrystallisation of the Aluminium alloys, thereby enhancing the heat-treated aluminium alloys to form a protective oxide layer faster than the untreated samples. The formation of black layers was noticed on the heat-treated samples after day 3 of the corrosion test. This has been reported to be the presence of hydrogen–hydroxyl-chloride which results from the diffusion and reaction between the electrolyte and the surface of the material. This black layer acts as a protective barrier and mitigates the further surface diffusion of the electrolytes in the bulk materials [
47].
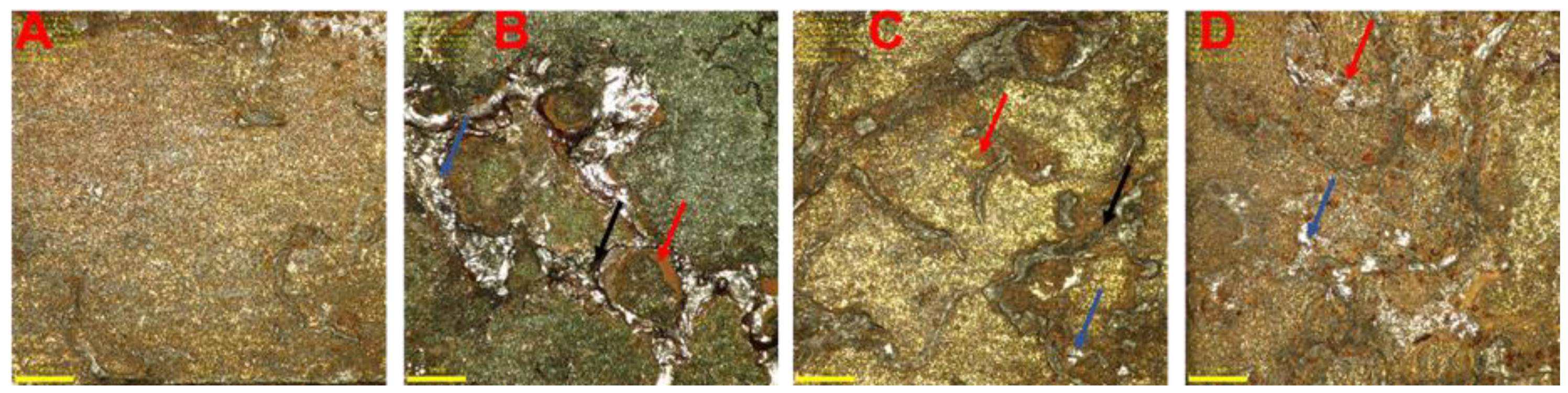
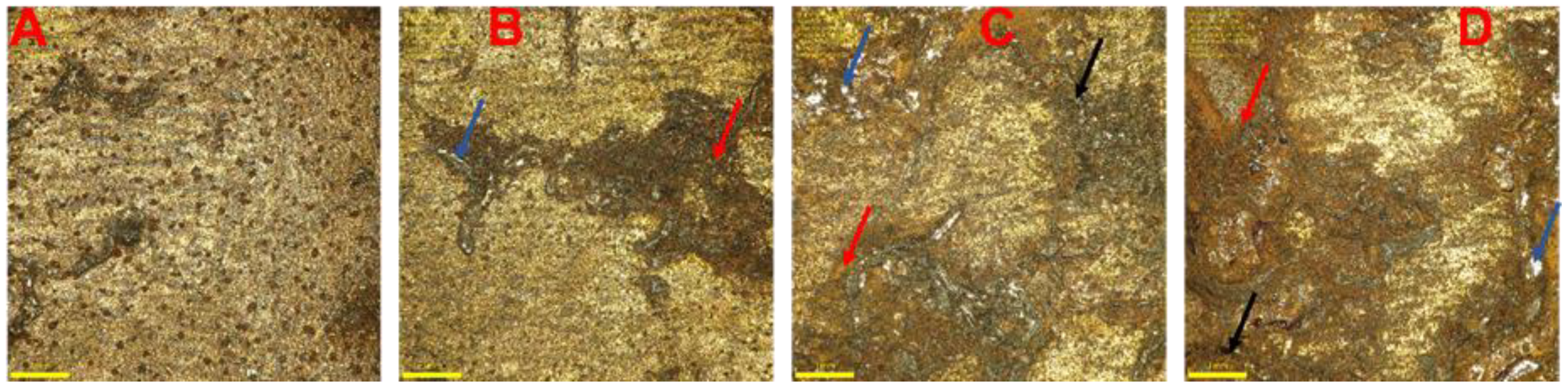
Micrographs of the Corroded Samples
The macrographs taken at 1 mm at different corrosion times in different electrolytes (NaCl and HCl) are presented in
Figure 15 and
Figure 16, respectively. From
Figure 15, the formation of a mixed brownish and whitish layer was noticed after 3 days due to the cathodic and anodic electrochemical activities happening on the surface of the AMC. The whitish layer has been identified to be Aluminium oxide from previous research studies [
31,
32,
37,
39,
44]. The aluminium oxide is a protective and barrier layer that prevents the further diffusion of the Cl
− in the electrolyte. It is worth noting that all the samples tend to show almost the same corrosion evolution process. The major difference is the percentage of area covered after oxidation takes place in the corrosive environment, and this ultimately affects weight loss in the AMC depending on the concentration of the electrolytes and reinforcement particles. This informed the decision to add only one macrograph each for NaCl and HCl electrolytes. After 12 days, the corrosion propagated, and a substantial area was covered with different corrosive layers. An additional blackish layer was noticed on the surface. The formation of this black layer could be due to starvation of oxygen in the electrolytes, thereby reducing the rate of spontaneous formation of aluminium oxide protective layers in the AMC. The black layer was further explained in the latter part of this research. This phenomenon continued for 21 and 30 days, respectively, with an increase in the surface area covered by the corrosive layers. Almost the same process was also noticed in the HCl electrolyte, as presented in
Figure 16. The formations of the blackish layer can also be attributed to the presence of a high concentration of Cl
− in the NaCl and HCl electrolytes.


 ,
, 

















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}