
S-N Curve Characterisation for Composite Materials and Prediction of Remaining Fatigue Life Using Damage Function


Abstract
:1. Introduction
2. The Theory
2.1. S-N Curve Model
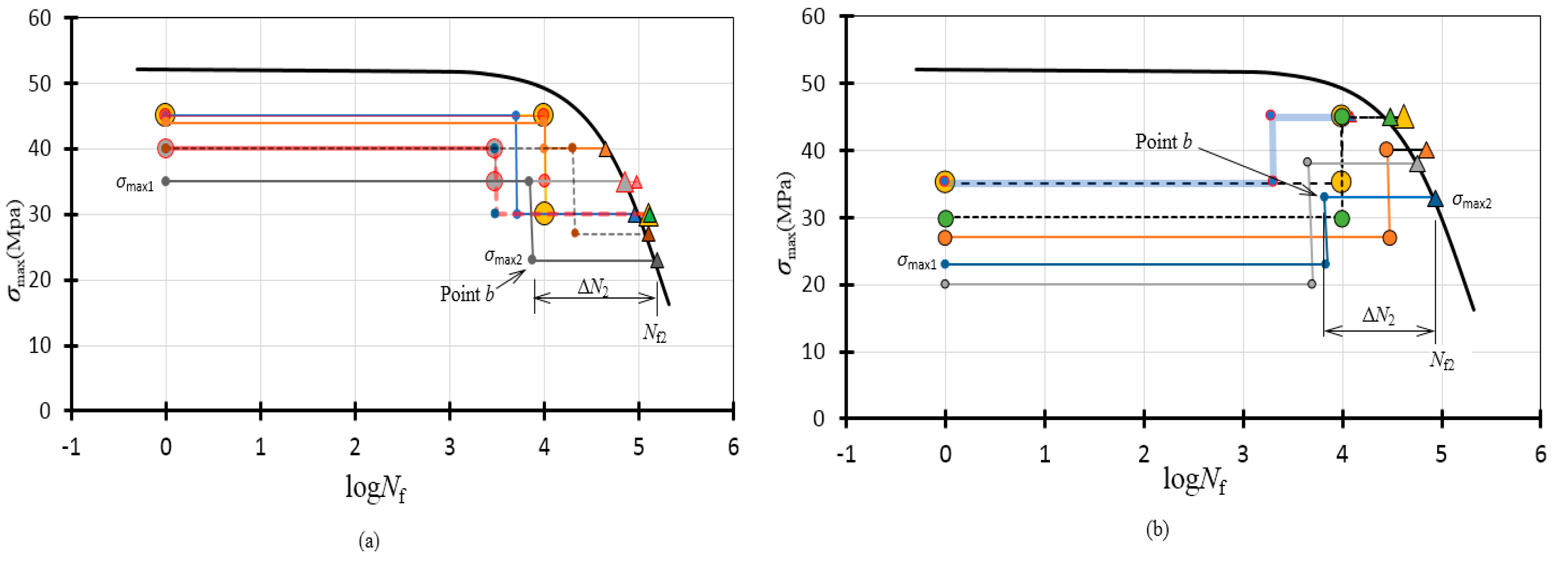
2.2. Prediction of Remaining Fatigue Life
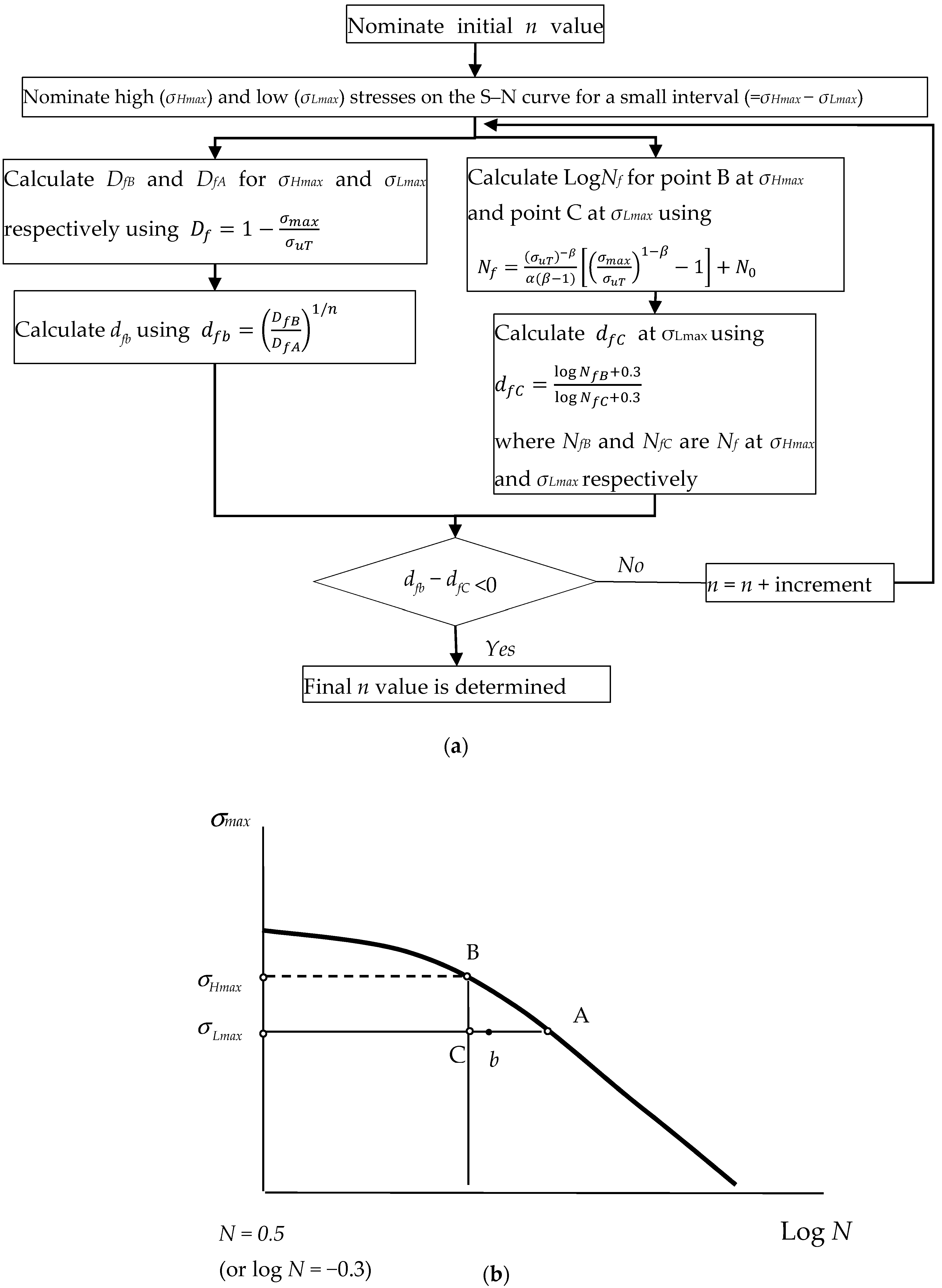
2.3. Determination of the Exponent n
3. Experimental
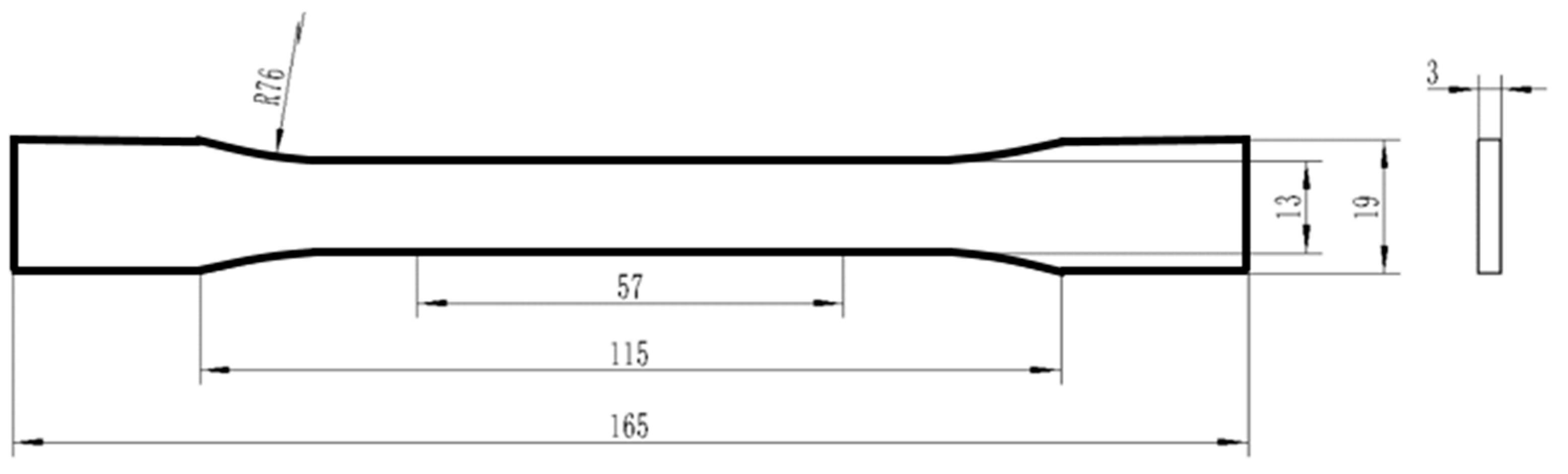
3.1. Material and Specimens
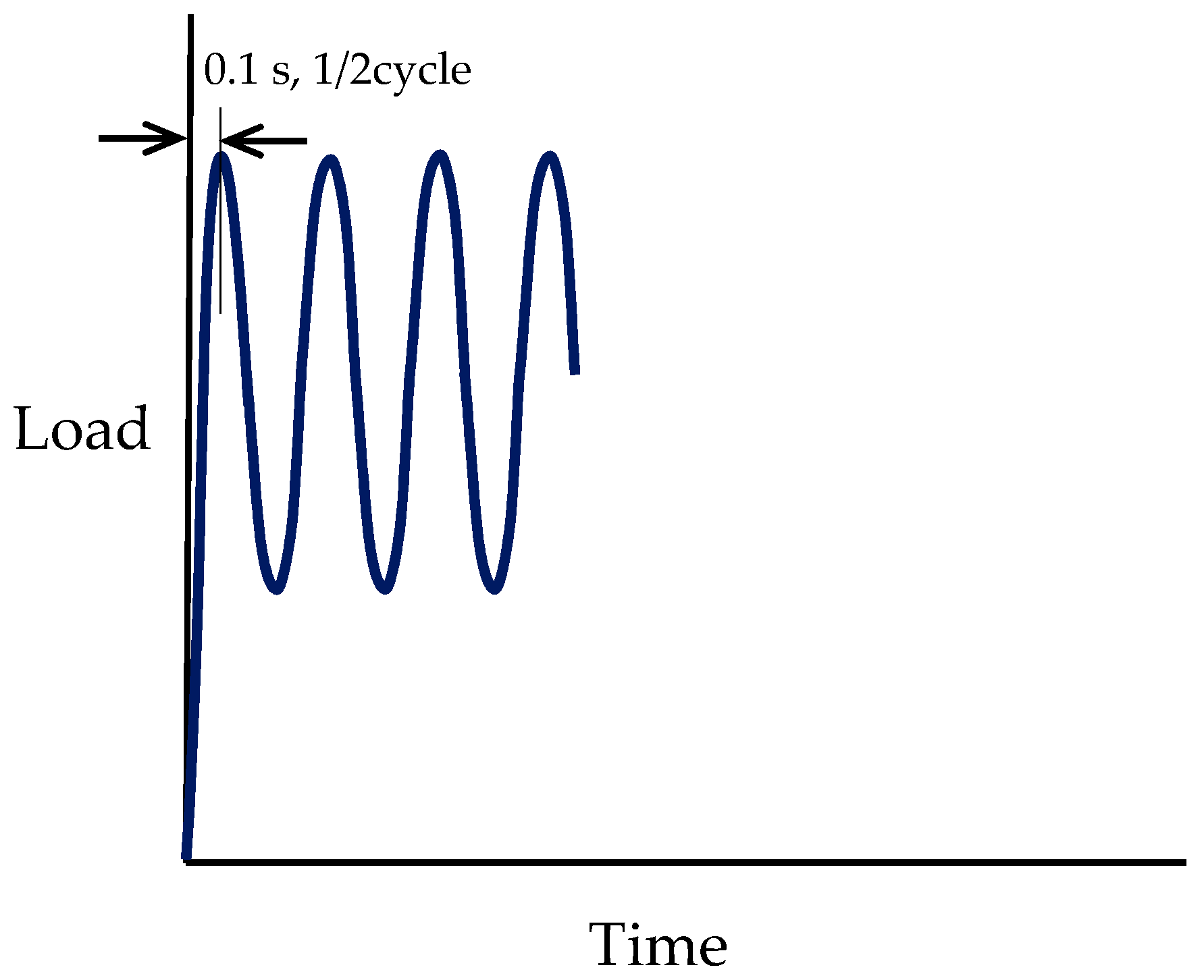
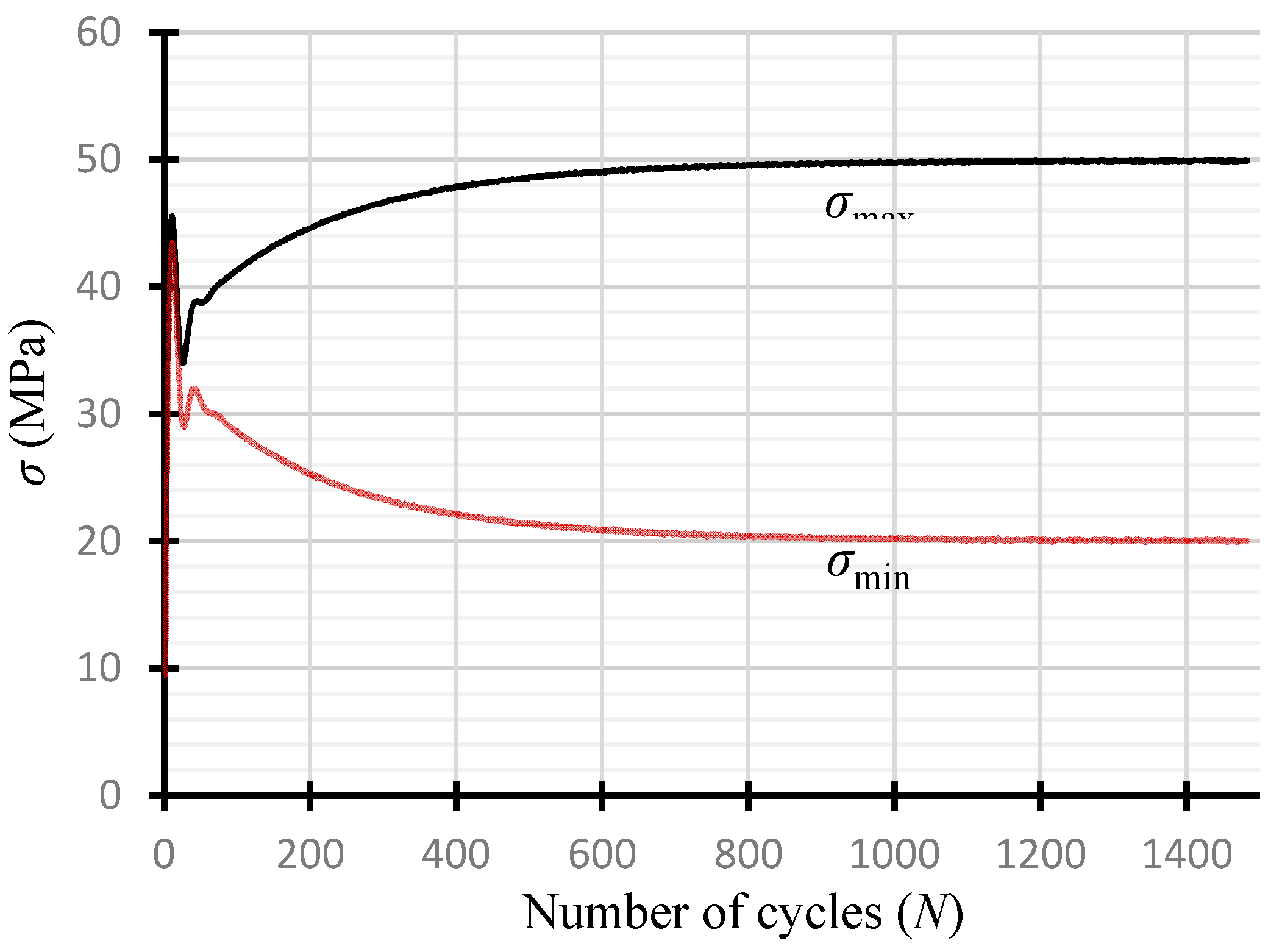
3.2. Mechanical Tests
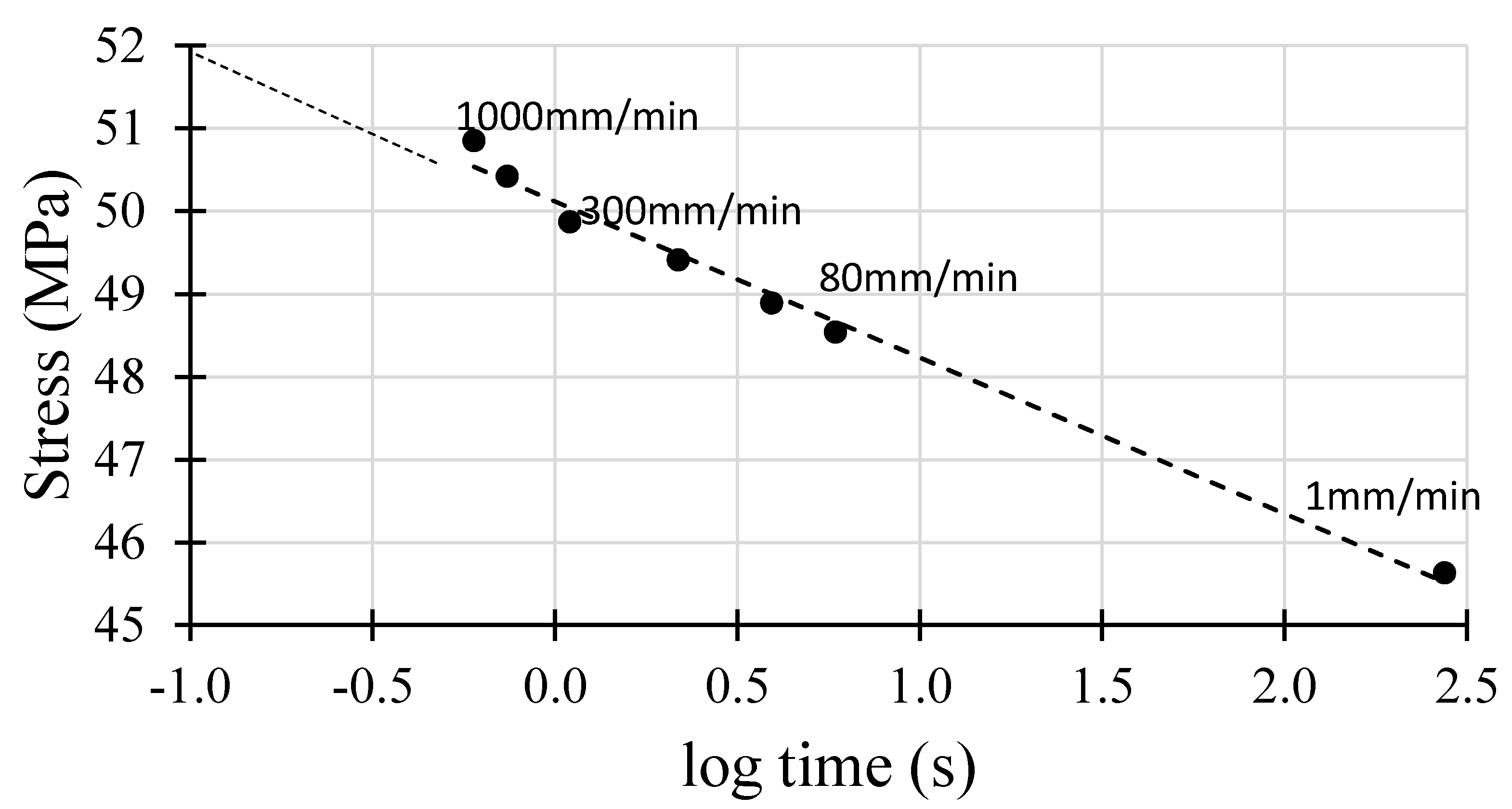
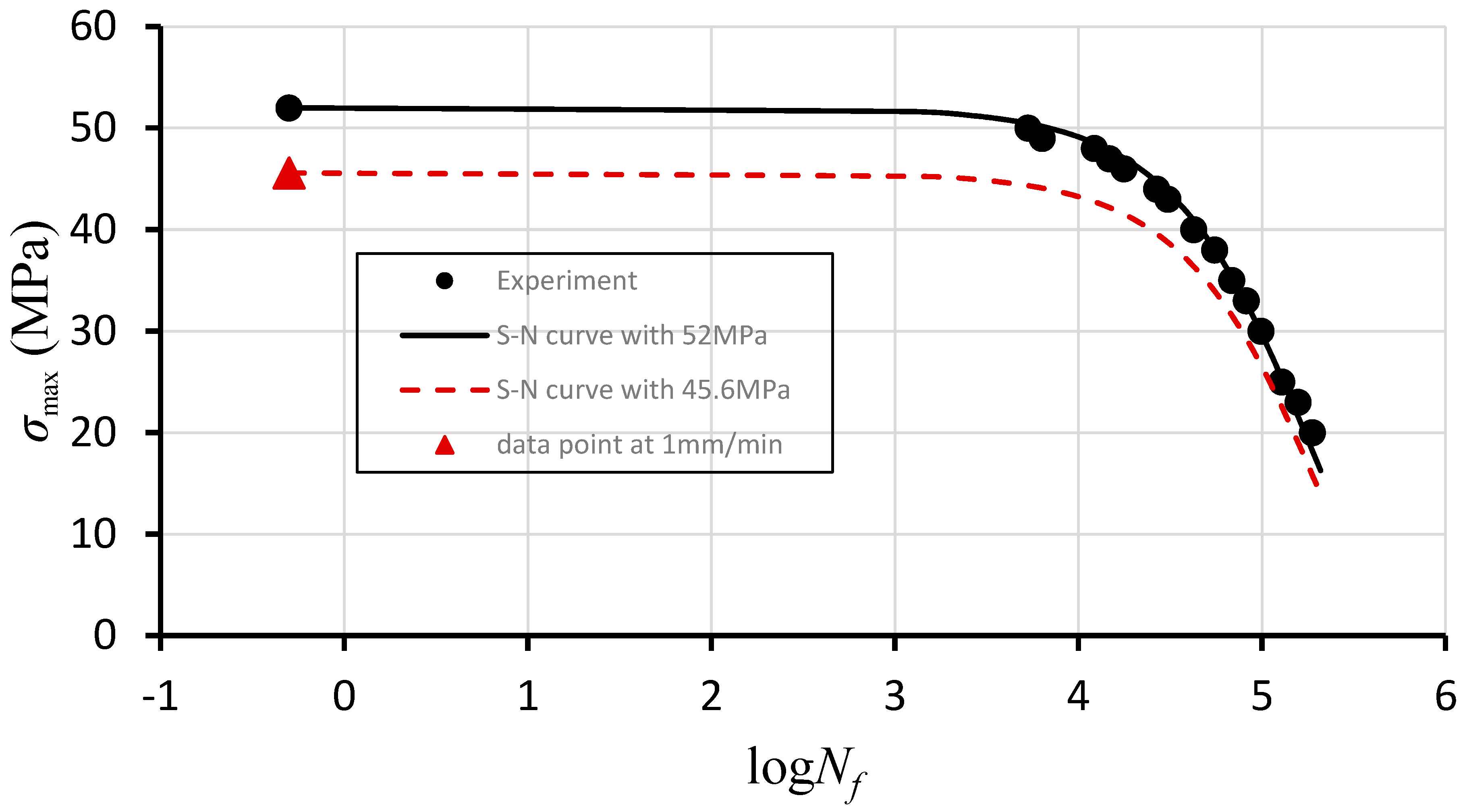
4. Development of Method for Data Point at the Lowest Number of Loading Cycles
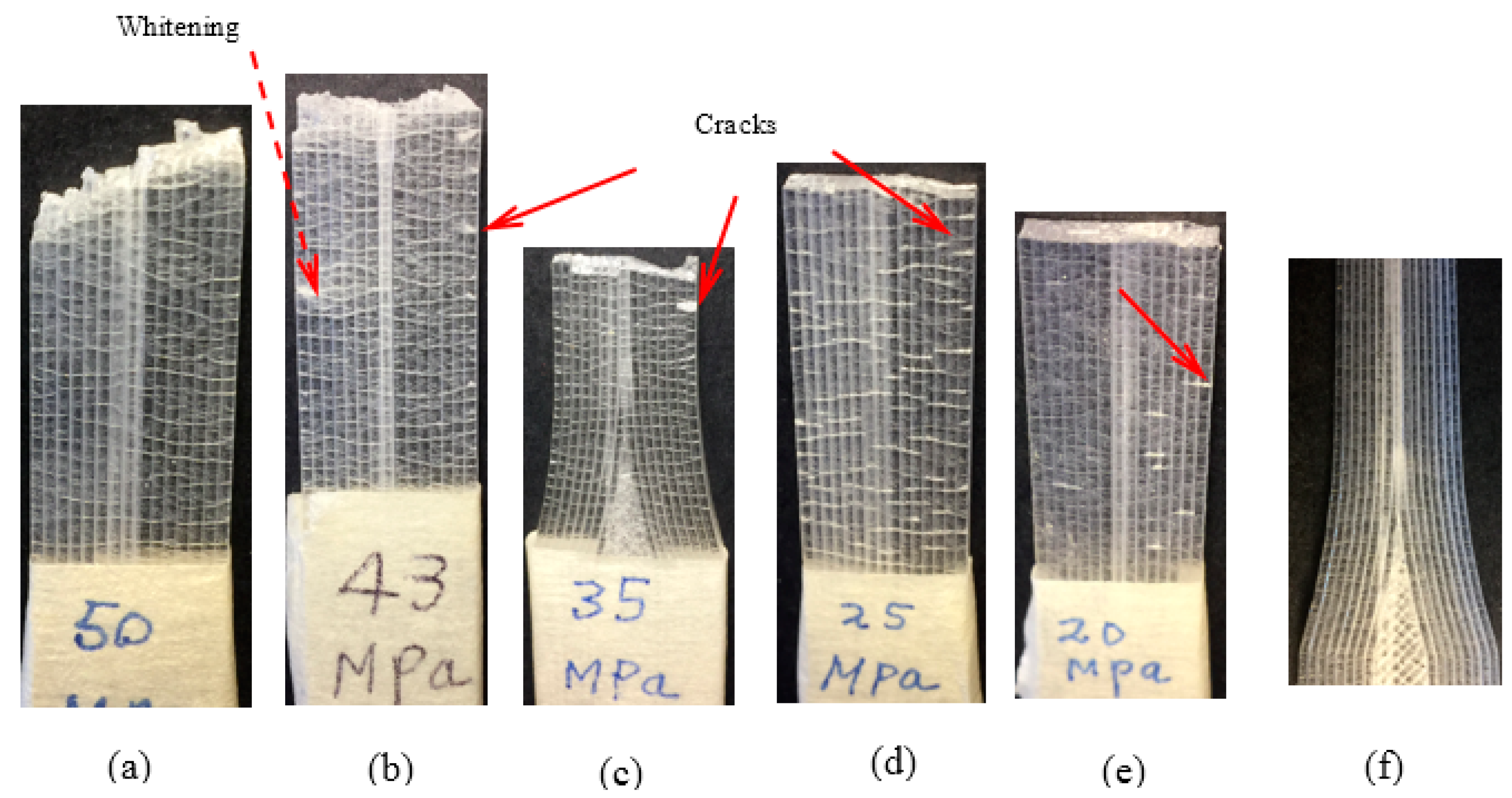
5. Fatigue Results and Discussion
6. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
Appendix A
References
- Kim, H.S.; Zhang, J. Fatigue Damage and Life Prediction of Glass/Vinyl Ester Composites. J. Reinf. Plast. Compos. 2001, 20, 834–848. [Google Scholar] [CrossRef]
- Schütz, W. A History of Fatigue. Eng. Fract. Mech. 1996, 54, 263–300. [Google Scholar] [CrossRef]
- Burhan, I.; Kim, H.S. S-N Curve Models for Composite Materials Characterisation: An Evaluative Review. J. Compos. Sci. 2018, 2, 38. [Google Scholar] [CrossRef] [Green Version]
- Hwang, W.; Han, K.S. Fatigue of Composite Materials—Damage Model and Life Prediction. In Composite Materials: Fatigue and Fracture, Second Volume; ASTM STP 1012; ASTM International: West Conshohocken, PA, USA, 1989; p. 87. [Google Scholar]
- Kohout, J.; Vechet, S. A new function for fatigue curves characterization and its multiple Merits. Int. J. Fatigue 2001, 23, 175–183. [Google Scholar] [CrossRef]
- Kawai, M.; Yajima, S.; Hachinohe, A.; Takeno, Y. Off-Axis Fatigue Behavior of Unidirectional Carbon Fiber-Reinforced Composites at Room and High Temperatures. J. Compos. Mater. 2001, 35, 545–576. [Google Scholar] [CrossRef]
- Dolzyk, G.; Jung, S. Tensile and Fatigue Analysis of 3D-Printed Polyethylene Terephthalate Glycol. J. Fail. Anal. Prev. 2019, 19, 511–518. [Google Scholar] [CrossRef]
- Eskandari, H.; Kim, H.S.; Wei, Z.; Nikbin, K.; McKeighan, P.C.; Harlow, D.G. A Theory for Mathematical Framework and Fatigue Damage Function for the S-N Plane. In Fatigue and Fracture Test Planning, Test Data Acquisitions and Analysis; ASTM STP 1598; ASTM International: West Conshohocken, PA, USA, 2017; pp. 299–336. [Google Scholar]
- Kim, H.S. Prediction of S-N curves at various stress ratios for structural materials. Procedia Struct. Integr. 2019, 19, 472–481. [Google Scholar] [CrossRef]
- Kim, H.S. Theory and Practical Procedure for Predicting S-N Curves at Various Stress Ratios#. J. Compos. Biodegrad. Polym. 2019, 7, 57–72. [Google Scholar] [CrossRef]
- Broutman, L.J.; Sahu, S.K. A New Theory to Predict Cumulative Fatigue Damage in Fiberglass Reinforced Plastics. In Composite Materials: Testing and Design (Second Conference); ASTM STP 497; ASTM International: West Conshohocken, PA, USA, 1972; p. 170. [Google Scholar]
- Burhan, I.; Kim, H.S.; Thomas, S. A Refined S-N Curve Model. DEStech Trans. Environ. Energy Earth Sci. 2016, 412–416. [Google Scholar] [CrossRef] [Green Version]
- Kim, H.S. S–N curve and fatigue damage for practicality. In Creep and Fatigue in Polymer Matrix Composites; Woodhead Publishing: Kidlington, UK, 2019; pp. 439–463. [Google Scholar]












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| σmax1 (MPa) | logN1 (Cycles) | σmax2 (MPa) | At Point b log (Cycles) | Experimental Remaining Loading Cycles at σmax2 | ΔN2 | Nf2 | Accuracy (%) |
|---|---|---|---|---|---|---|---|
| 45 | 4.000 | 30 | 4.015 | 116,159 | 1.087 | 5.102 | 2.23 |
| 45 | 3.699 | 30 | 3.712 | 84,013 | 1.238 | 4.950 | −0.81 |
| 45 | 4.000 | 35 | 4.006 | 83,331 | 0.965 | 4.971 | 2.56 |
| 44 | 4.000 | 40 | 4.001 | 34,640 | 0.649 | 4.650 | −0.37 |
| 40 | 3.477 | 35 | 3.481 | 67,458 | 1.367 | 4.848 | 0.03 |
| 40 | 3.477 | 30 | 3.489 | 127,098 | 1.626 | 5.115 | 2.48 |
| 40 | 4.301 | 27 | 4.323 | 105,463 | 0.779 | 5.102 | 0.68 |
| 35 | 3.845 | 23 | 3.874 | 149,425 | 1.322 | 5.196 | 0.62 |
| σmax1 (MPa) | logN1 (Cycles) | σmax2 (MPa) | At Point b log (Cycles) | Experimental Remaining Loading Cycles at σmax2 | ΔN2 | Nf2 | Accuracy (%) |
|---|---|---|---|---|---|---|---|
| 35 | 4.000 | 45 | 3.994 | 31,978 | 0.628 | 4.622 | 4.85 |
| 35 | 3.301 | 45 | 3.296 | 10,440 | 0.798 | 4.094 | −7.11 |
| 30 | 4.000 | 45 | 3.986 | 20,251 | 0.490 | 4.476 | 1.56 |
| 27 | 4.477 | 40 | 4.454 | 42,731 | 0.398 | 4.852 | 3.97 |
| 20 | 3.699 | 38 | 3.657 | 53,186 | 1.104 | 4.761 | 0.34 |
| 23 | 3.845 | 33 | 3.820 | 80,589 | 1.120 | 4.940 | 0.68 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Kim, H.S.; Huang, S. S-N Curve Characterisation for Composite Materials and Prediction of Remaining Fatigue Life Using Damage Function. J. Compos. Sci. 2021, 5, 76. https://doi.org/10.3390/jcs5030076
Kim HS, Huang S. S-N Curve Characterisation for Composite Materials and Prediction of Remaining Fatigue Life Using Damage Function. Journal of Composites Science. 2021; 5(3):76. https://doi.org/10.3390/jcs5030076
Chicago/Turabian StyleKim, Ho Sung, and Saijie Huang. 2021. "S-N Curve Characterisation for Composite Materials and Prediction of Remaining Fatigue Life Using Damage Function" Journal of Composites Science 5, no. 3: 76. https://doi.org/10.3390/jcs5030076
APA StyleKim, H. S., & Huang, S. (2021). S-N Curve Characterisation for Composite Materials and Prediction of Remaining Fatigue Life Using Damage Function. Journal of Composites Science, 5(3), 76. https://doi.org/10.3390/jcs5030076