
Design of a Lightweight Multifunctional Composite Railway Axle Utilising Coaxial Skins



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
:1. Introduction
2. Railway Axle Configurations
3. Composite Railway Axle Design Incorporating Coaxial Skins
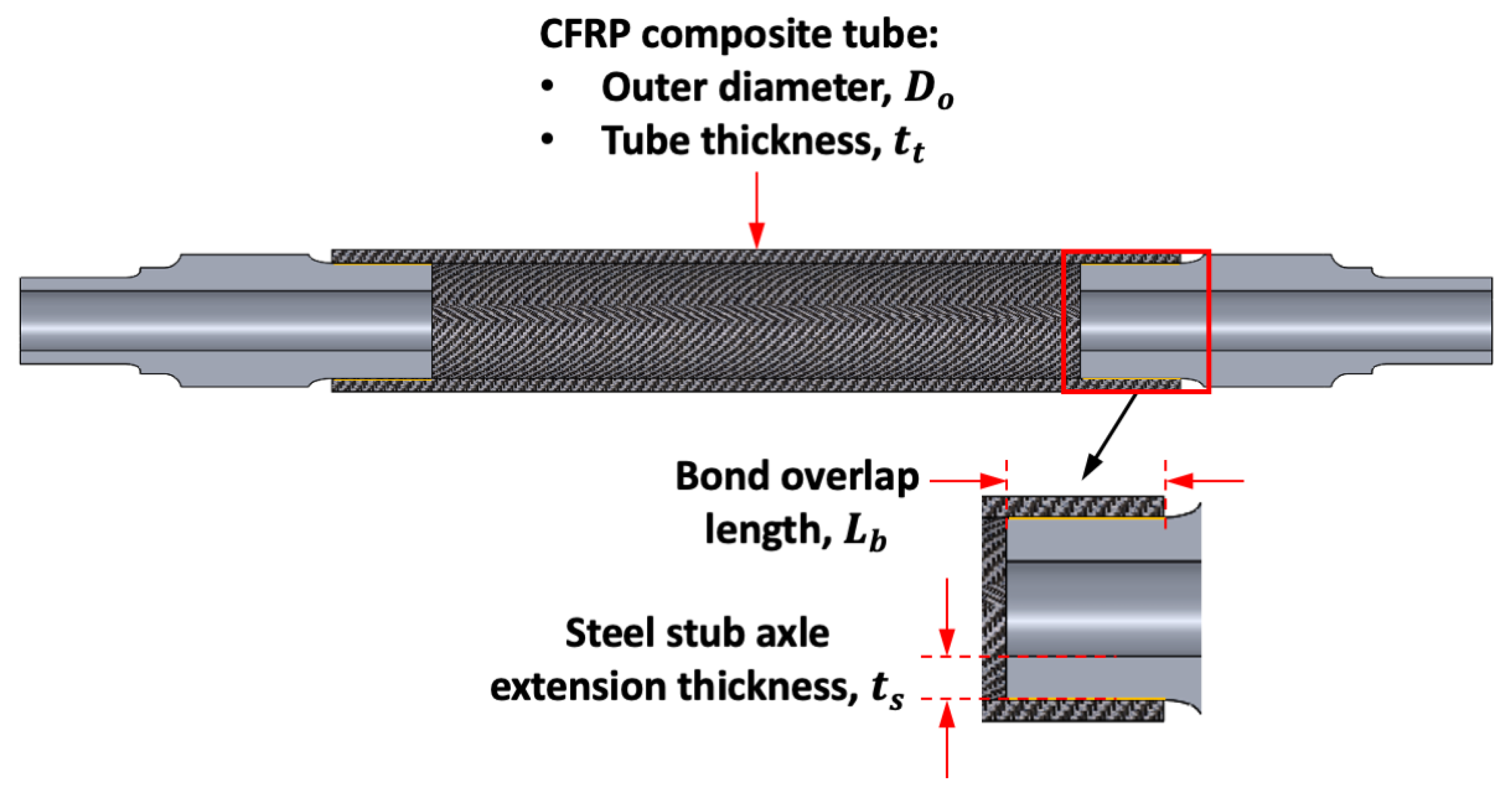
3.1. The Structural Hybrid Metallic-Composite (HMC) Railway Axle Assembly
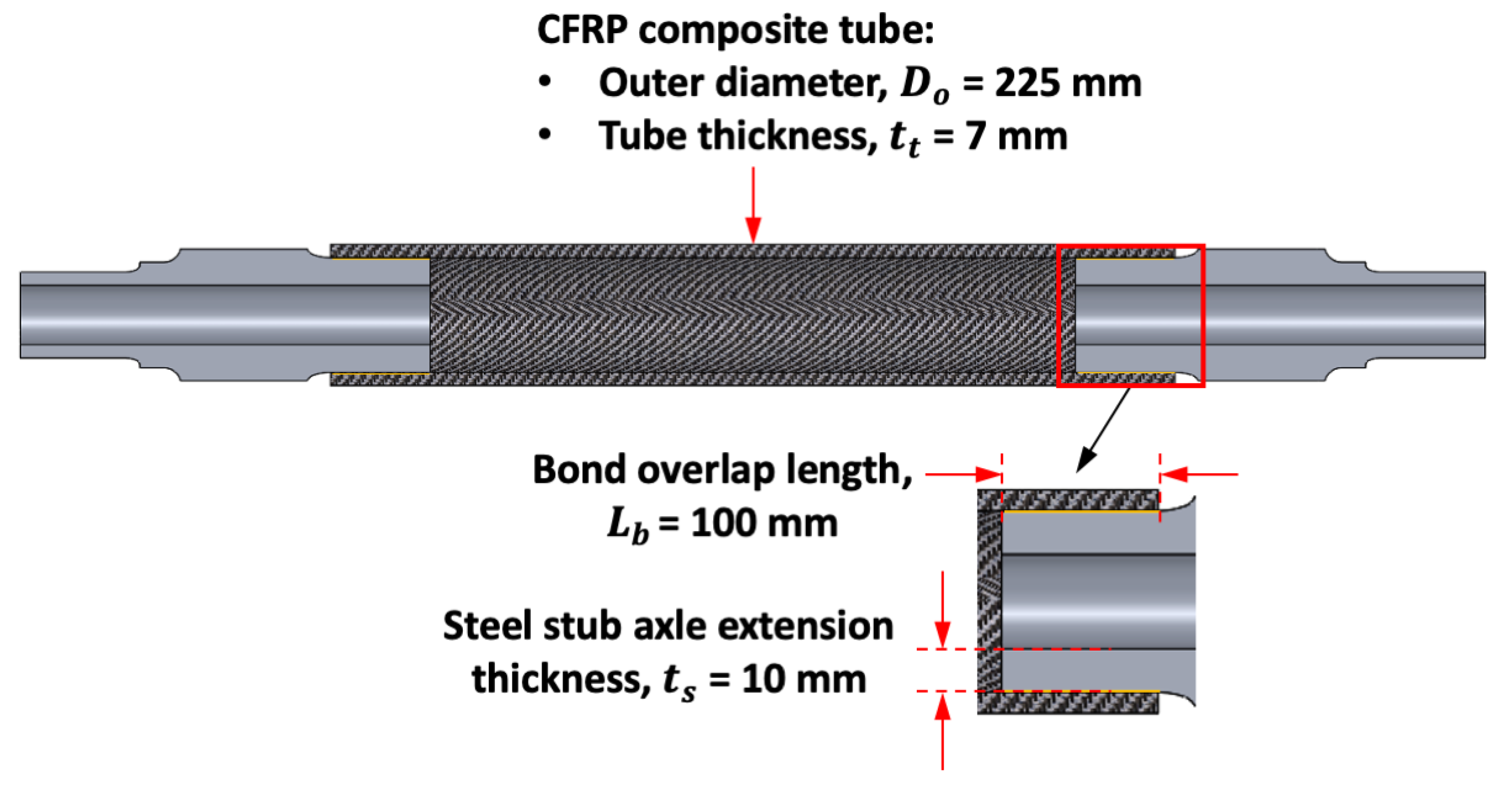
3.1.1. Carbon Fibre Reinforced Polymer (CFRP) Composite Tube
3.1.2. Steel Stub Axle
3.1.3. Epoxy Adhesive Joint
3.2. Multifunctional Coaxial Skins
3.2.1. Layer 1-Structural Health Monitoring
3.2.2. Layer 2-Fire Protection
3.2.3. Layer 3-Impact Protection
3.2.4. Layer 4-Environmental Protection
4. Sizing of the Structural HMC Railway Axle
4.1. Material Properties
4.2. CFRP Tube Modelling Conditions
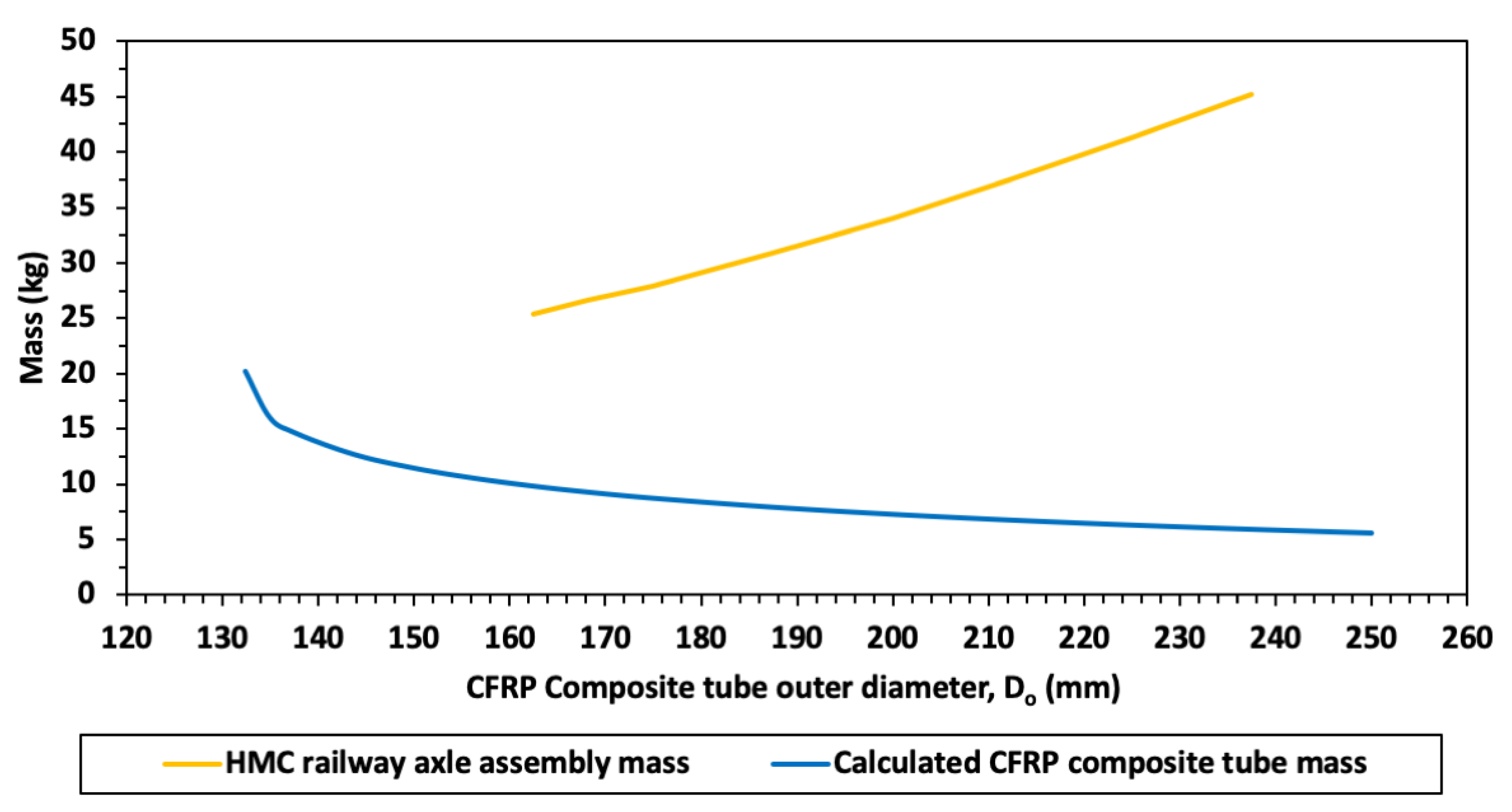
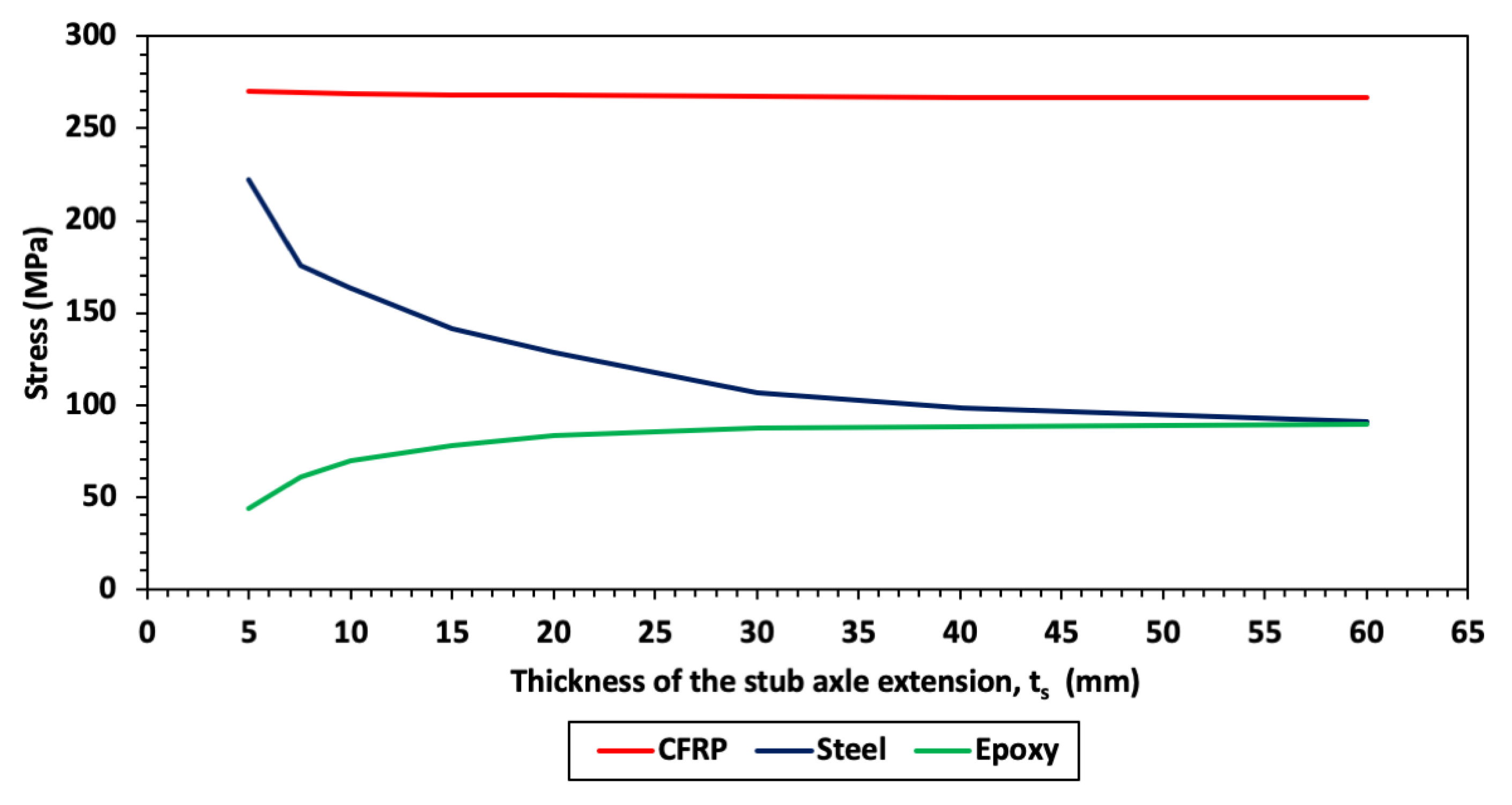
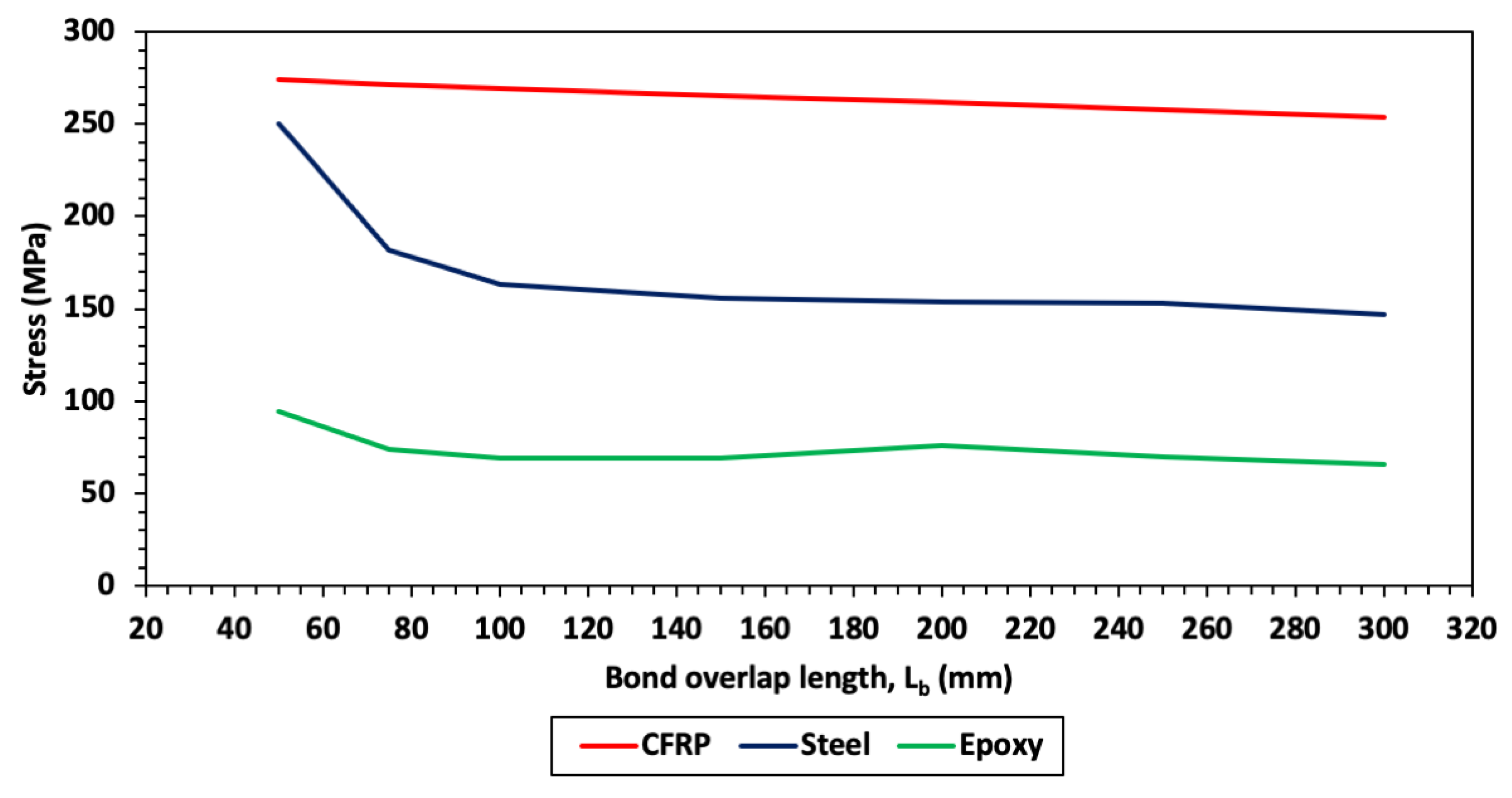
4.3. Parametric Study of the Structural HMC Railway Axle Assembly
4.4. Finalised Parameters of the HMC Railway Axle
- A stiffness analysis of the HMC railway axle assembly to minimise deflections at the bearings, strains within the CFRP tube matrix and shaft whirling effects.
- Addition of off axis fibres to address levels of torsional loading and to protect the load bearing axial fibres.
- Specifying short, compliant tapers to the stub axle extension and CFRP tube to reduce peak stresses in the bond.
5. Conclusions
6. Future Work
Author Contributions
Funding
Conflicts of Interest
Abbreviations
Appendix A
| Material Property | Value | Units | |
| CFRP tube (Carbon fibre reinforced epoxy) | 135 | GPa | |
| 10 | GPa | ||
| 5 | GPa | ||
| 250 | MPa | ||
| 1600 | kgm−3 | ||
| Stub axle (EA1N steel approximated as AISI 1030 steel) | 210 | GPa | |
| 185 | MPa | ||
| 8000 | kgm−3 | ||
| Adhesive (epoxy) | 11 | GPa | |
| 5 | GPa | ||
| 40 | MPa | ||
| 1250 | kgm−3 |
References
- CO2 Emissions from Fuel Combustion Highlights 2018, IEA Statistics; International Energy Agency (IEA): Paris, France, 2018.
- Loubinoux, J.-P.; Lochman, L. Moving Towards Sustainable Mobility: A Strategy for 2030 and Beyond for the European Railway Sector; International Union of Railways (UIC): Paris, France, 2012. [Google Scholar]
- Carruthers, J.J.; Calomfirescu, M.; Ghys, P.; Prockat, J. The application of a systematic approach to material selection for the lightweighting of metro vehicles. Proc. Inst. Mech. Eng. Part F: J. Rail Rapid Transit 2009, 223, 427–437. [Google Scholar] [CrossRef]
- European Committee for Standardisation, Railway Applications. Wheelsets and Bogies, Part 1: Design Method for Axles with External Journals; EN 13103-1:2017; CEN: Brussels, Belgium, 2017. [Google Scholar]
- Mistry, P.; Johnson, M. Lightweighting of railway axles for the reduction of unsprung mass and track access charges. Proc. Inst. Mech. Eng. Part F J. Rail Rapid Transit 2019, 234, 958–968. [Google Scholar] [CrossRef]
- Batchelor, J. Use of fibre reinforced composites in modern railway vehicles. Mater. Des. 1981, 2, 172–182. [Google Scholar] [CrossRef]
- NEXT Generation Methods, Concepts and Solutions for the Design of Robust and Sustainable Running GEAR (NEXTGEAR). S2R-OC-IP1-02-2019. Available online: http://nextgear-project.eu/ (accessed on 1 April 2020).
- NEXTGEAR Project, D3.1—Analysis of the State of the Art for Composite Materials Suitable for Rail Wheelsets and Related Manufacturing Processes, in WP3—Wheelset of the Future. 2020. Available online: https://nextgear-project.eu/Page.aspx?CAT=DELIVERABLES&IdPage=fd8184c0-3ed7-4f6a-9455-3723306258b4 (accessed on 6 March 2021).
- Bracciali, A.; Megna, G. Inside frame bogies & air wheelset a winning marriage. In Proceedings of the 10th International Conference on Railway Bogies and Running Gears, Budapest, Hungary, 12–15 September 2016. [Google Scholar]
- Bak, C.L.; Da Silva, F.F.; Da Silva, F.M.F. High Voltage AC underground cable systems for power transmission–A review of the Danish experience: Part 2. Electr. Power Syst. Res. 2016, 140, 995–1004. [Google Scholar] [CrossRef]
- Zerbst, U.; Beretta, S.; Köhler, G.; Lawton, A.; Vormwald, M.; Beier, H.; Klinger, C.; Černý, I.; Rudlin, J.; Heckel, T.; et al. Safe life and damage tolerance aspects of railway axles–A review. Eng. Fract. Mech. 2013, 98, 214–271. [Google Scholar] [CrossRef]
- British Standards Institution, Railway applications. Rolling stock equipment. Shock and Vibration Tests; BS EN 61373:2010; BSI: London, UK, 2010. [Google Scholar]
- Worrall, C.; Kellar, E.; Vacogne, C. Joining of Fibre-Reinforced Polymer Composites: A Good Practice Guide; Composites UK Ltd.: Berkhamsted, UK, 2020. [Google Scholar]
- British Standards Institution, Railway applications. Environmental Conditions for Equipment, Part 1: Rolling Stock and On-Board Equipment; BS EN 50125-1:2014; BSI: London, UK, 2014. [Google Scholar]
- British Standards Institution, Railway Applications. Fire Protection on Railway Vehicles, Requirements for Fire Behaviour of Materials and Components; BS EN 45545-2:2013+A1:2015; BSI: London, UK, 2013. [Google Scholar]
- Hind, S. Predicting and Measuring Thermal Conductivity in Carbon-Epoxy Unidirectional Tape and Textile Reinforced Composites. Master’s Thesis, University of Ottawa, Ottawa, ON, Canada, 2010. [Google Scholar]
- Cervello, S.; Sala, D. LURSAK: Development of innovative anti impact coating return from experience. In Proceedings of the 17th International Wheelset Congress, Kiev, Ukraine, 22–27 September 2013. [Google Scholar]
- Vahedy, V. Polymer insulated high voltage cables. IEEE Electr. Insul. Mag. 2006, 22, 13–18. [Google Scholar] [CrossRef]
- CES EduPack Version 18.1.1; Copyright Granta Design Limited: Cambridge, UK, 2018.
- Ashby, M.F.; Cebon, D. Case Studies in Materials Selection; Butterworth Heinemann: Oxford, UK, 1999. [Google Scholar]
- Abaqus/CAE. Dassault Systèmes: 10 Rue Marcel Dassault; CS 40501 78946; Vélizy-Villacoublay: Cedex, France, 2018. [Google Scholar]
- Ashby, M.F.; Cebon, D. Materials selection in mechanical design. Le J. de Phys. IV 1993, 3, C7-1. [Google Scholar] [CrossRef] [Green Version]









Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Mistry, P.J.; Johnson, M.S.; McRobie, C.A.; Jones, I.A. Design of a Lightweight Multifunctional Composite Railway Axle Utilising Coaxial Skins. J. Compos. Sci. 2021, 5, 77. https://doi.org/10.3390/jcs5030077
Mistry PJ, Johnson MS, McRobie CA, Jones IA. Design of a Lightweight Multifunctional Composite Railway Axle Utilising Coaxial Skins. Journal of Composites Science. 2021; 5(3):77. https://doi.org/10.3390/jcs5030077
Chicago/Turabian StyleMistry, Preetum J., Michael S. Johnson, Charles A. McRobie, and Ivor A. Jones. 2021. "Design of a Lightweight Multifunctional Composite Railway Axle Utilising Coaxial Skins" Journal of Composites Science 5, no. 3: 77. https://doi.org/10.3390/jcs5030077
APA StyleMistry, P. J., Johnson, M. S., McRobie, C. A., & Jones, I. A. (2021). Design of a Lightweight Multifunctional Composite Railway Axle Utilising Coaxial Skins. Journal of Composites Science, 5(3), 77. https://doi.org/10.3390/jcs5030077