
Effects of Electron Beam Irradiation on 3D-Printed Biopolymers for Bone Tissue Engineering


Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
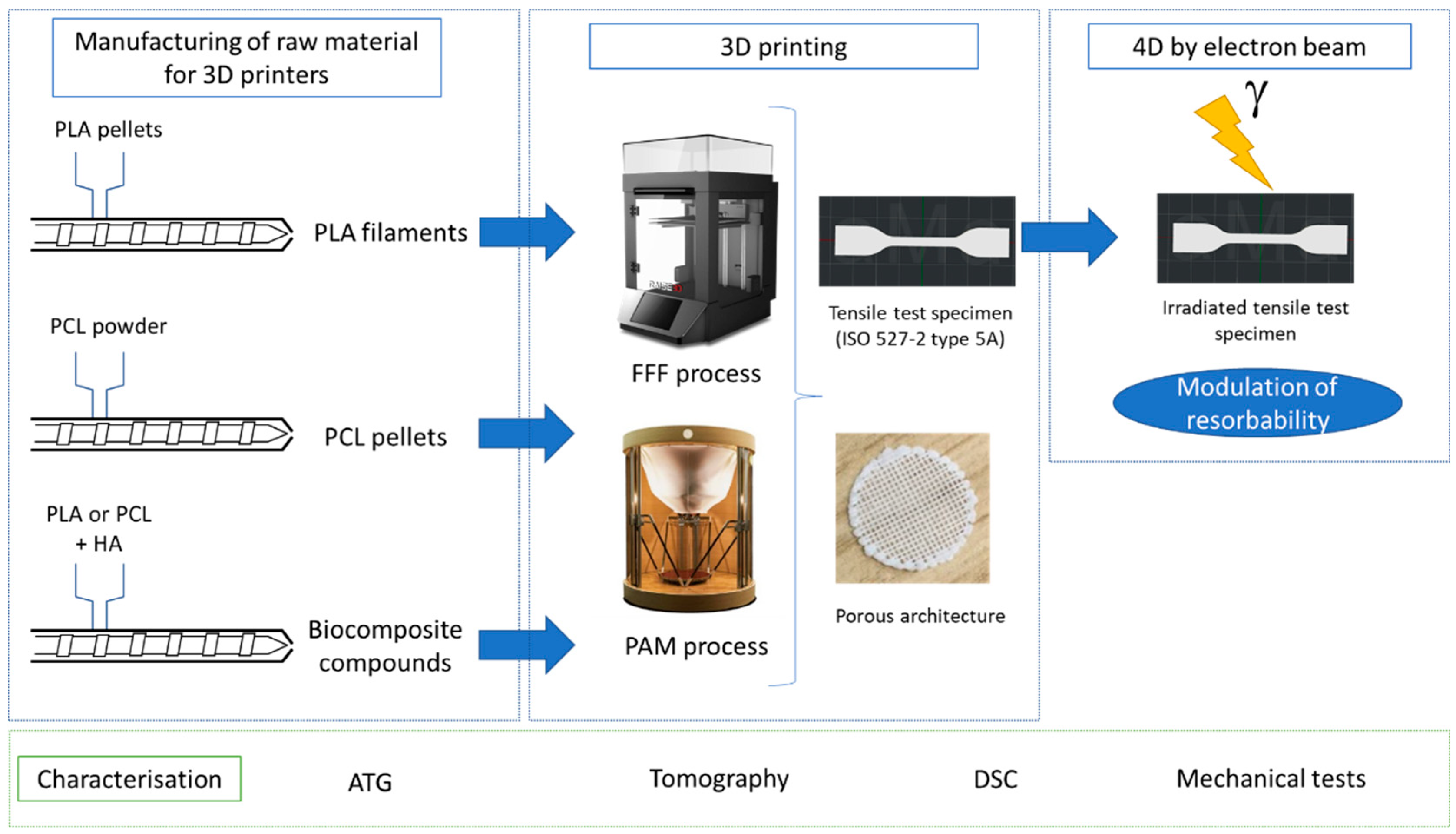
2.2. Biocomposites Manufacturing
2.3. Printing Settings
2.4. Tomography
2.5. Electron Beam Irradiation
2.6. Thermal Analysis
2.7. Tensile Tests
3. Results and Discussions
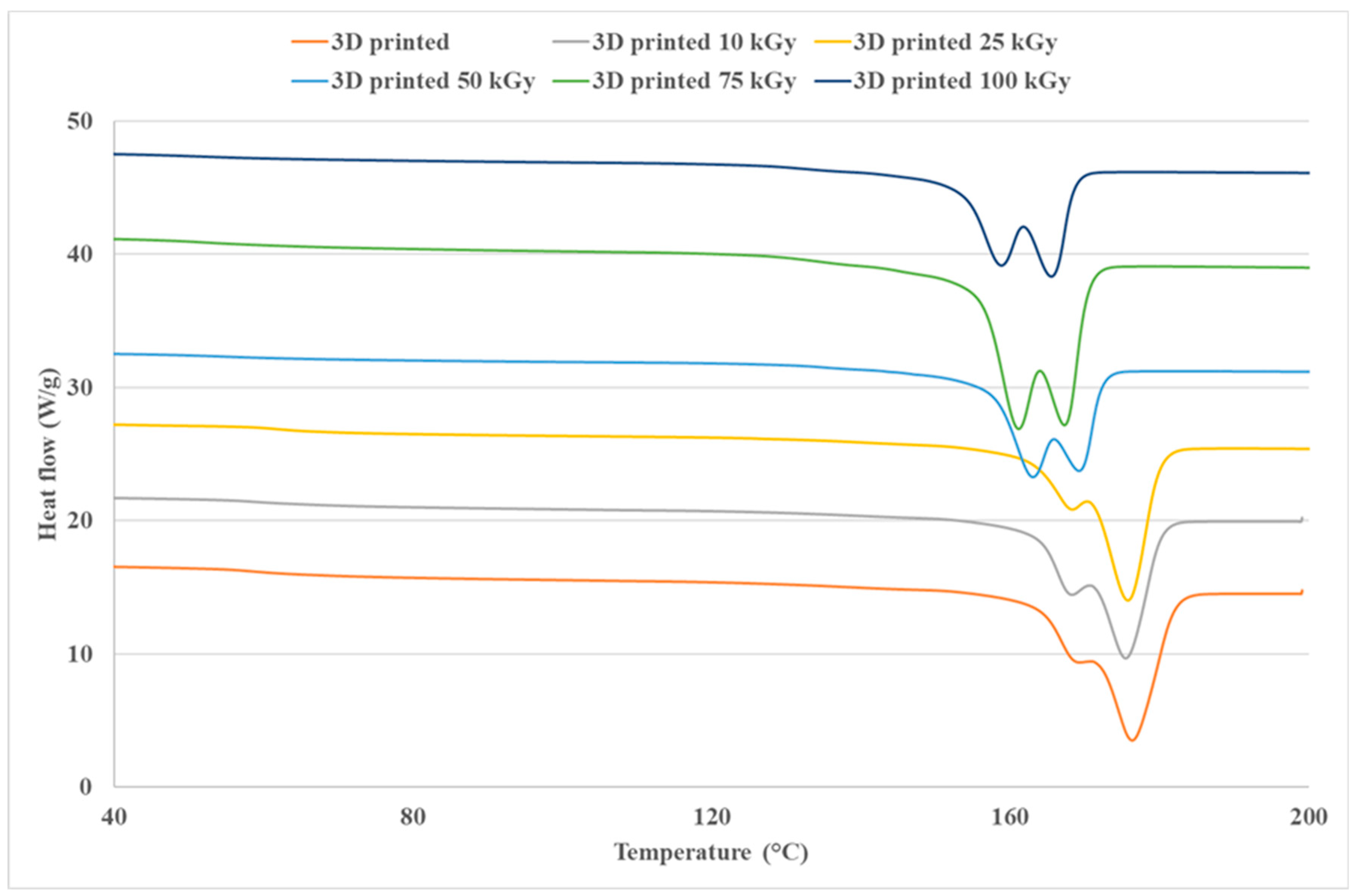
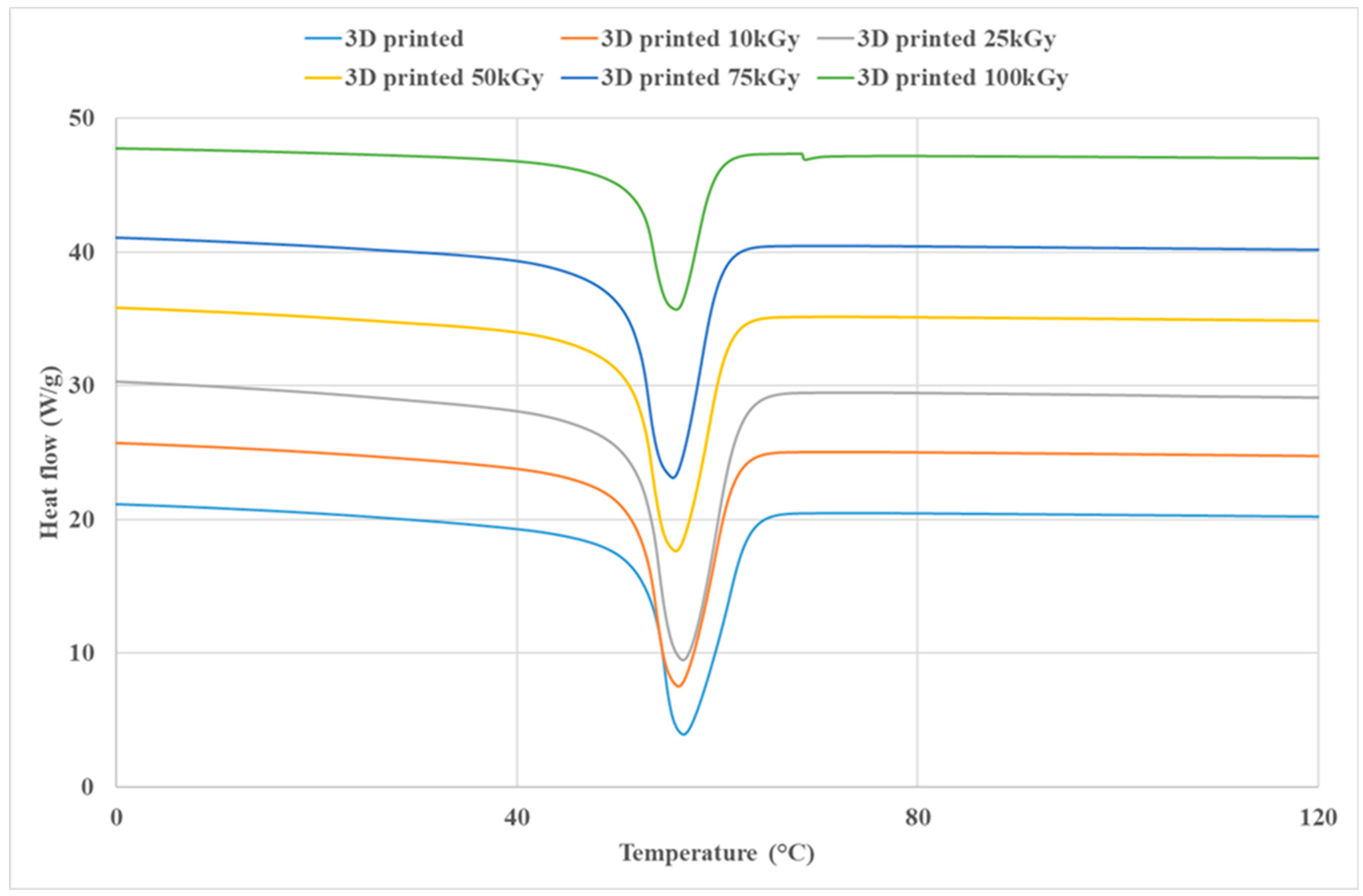
3.1. Thermal Properties
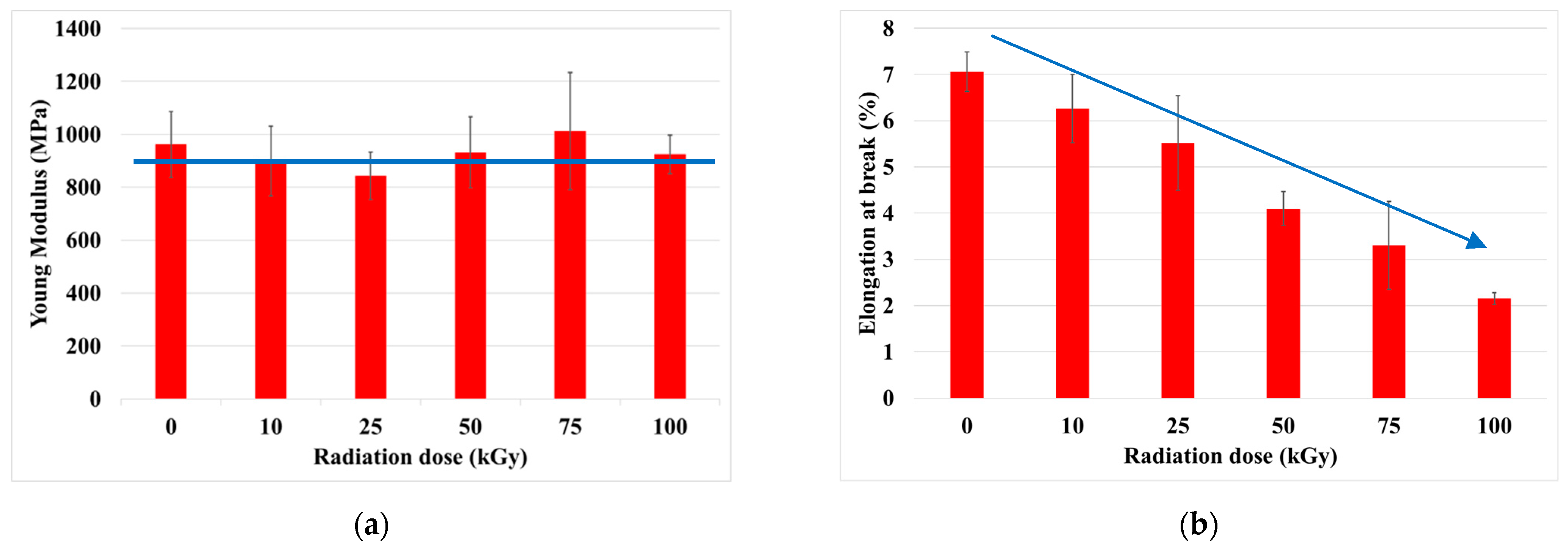
3.2. Mechanical Properties
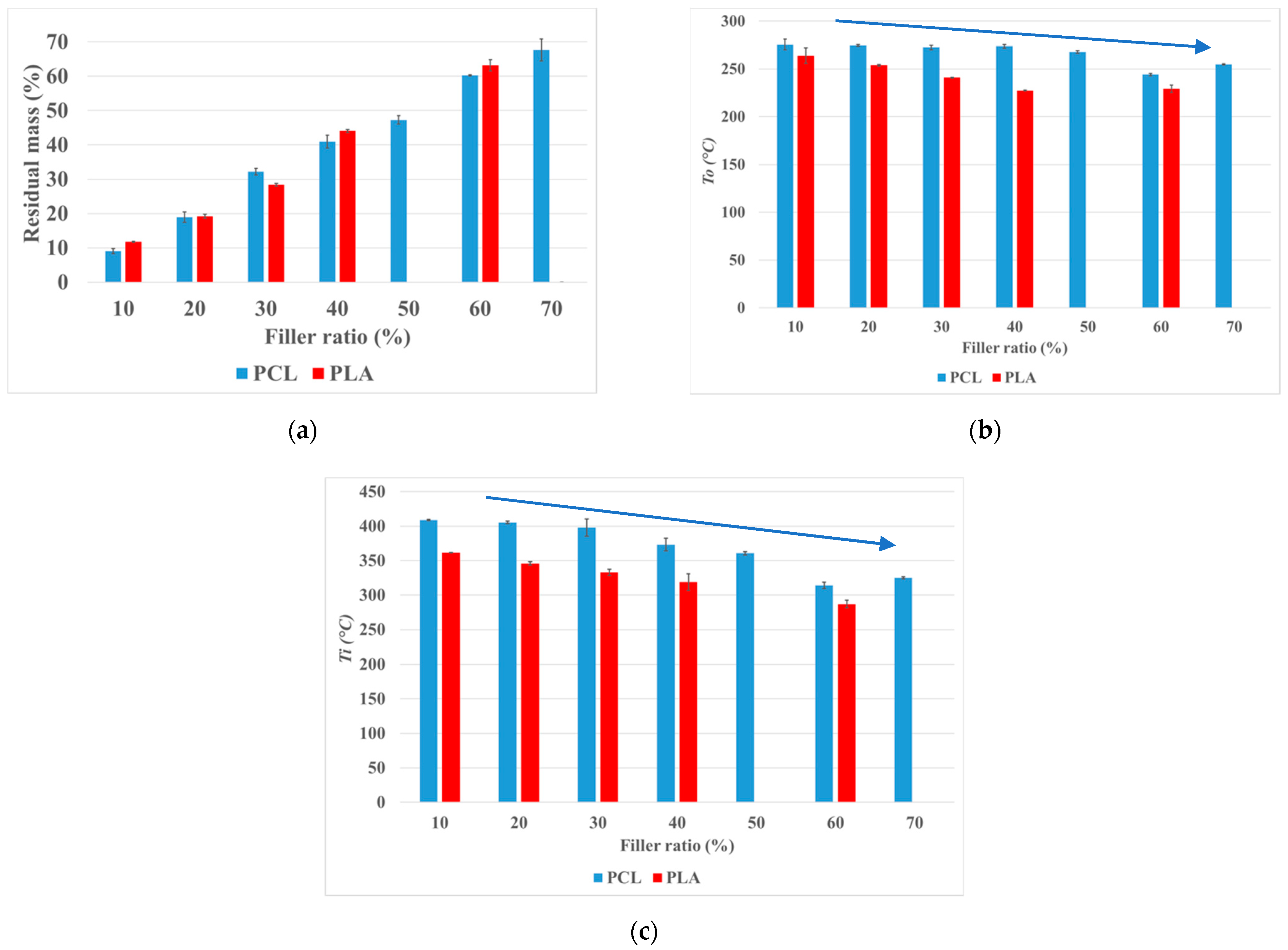
3.3. Thermogravimetric Analysis of Biocomposites
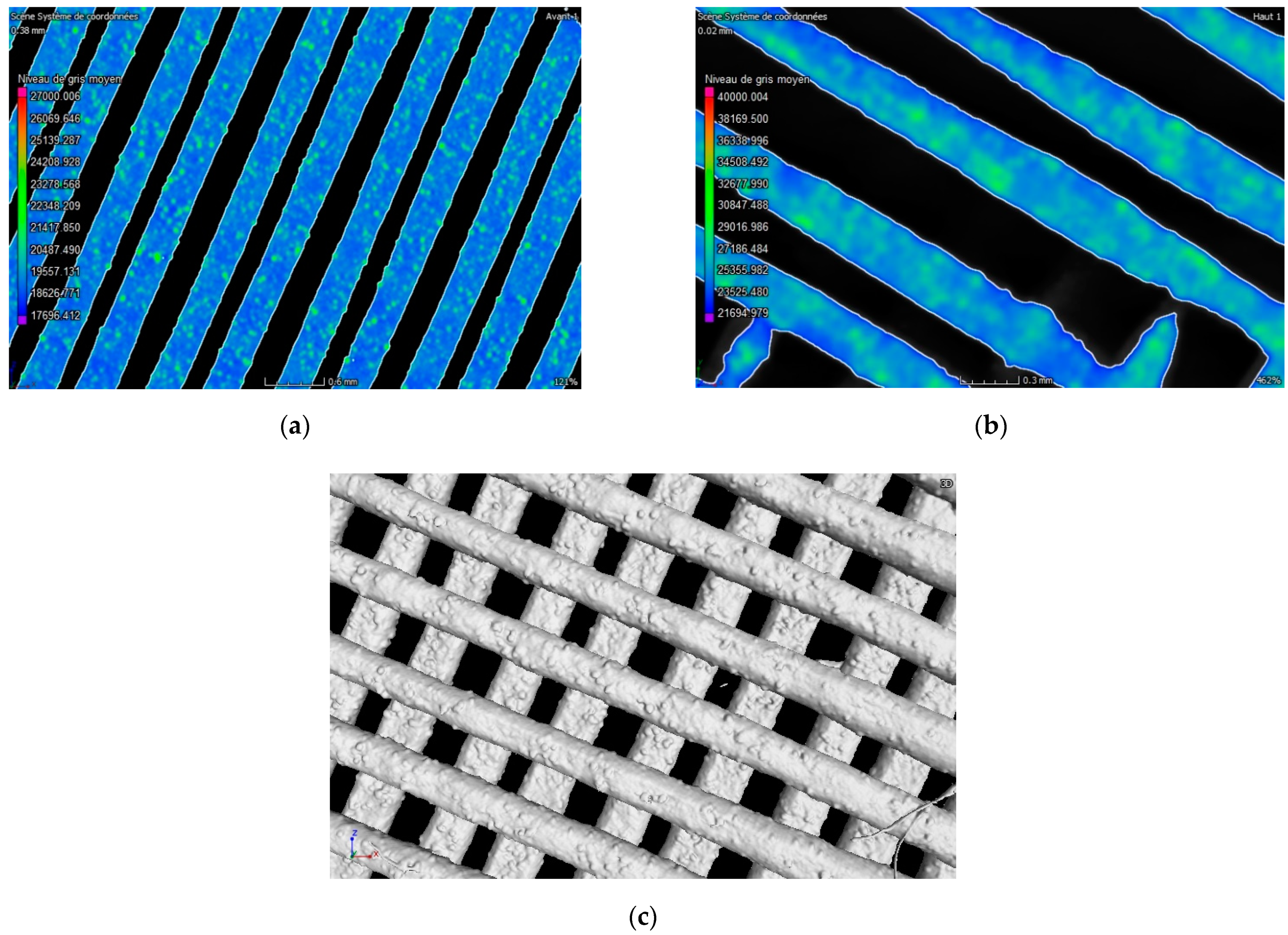
3.4. Morphological Analysis of Biocomposites
4. Conclusions
Author Contributions
Funding
Conflicts of Interest
References
- Gunatillake, P.; Mayadunne, R.; Adhikari, R. Recent developments in biodegradable synthetic polymers. Biotechnol. Annu. Rev. 2006, 12, 301–347. [Google Scholar] [CrossRef]
- Granito, R.N.; Renno, A.C.M.; Yamamura, H.; De Almeida, M.C.; Ruiz, P.L.M.; Ribeiro, D.A. Hydroxyapatite from Fish for Bone Tissue Engineering: A Promising Approach. Int. J. Mol. Cell. Med. 2018, 7, 80–90. [Google Scholar] [CrossRef] [PubMed]
- Zijderveld, S.A.; Zerbo, I.R.; van den Bergh, J.P.A.; Schulten, E.A.J.M.; ten Bruggenkate, C.M. Maxillary sinus floor augmentation using a beta-tricalcium phosphate (Cerasorb) alone compared to autogenous bone grafts. Int. J. Oral. Maxillofac. Implant. 2005, 20, 432–440. [Google Scholar]
- Hench, L.L. Bioceramics: From Concept to Clinic. J. Am. Ceram. Soc. 1991, 74, 1487–1510. [Google Scholar] [CrossRef]
- Grémare, A.; Guduric, V.; Bareille, R.; Heroguez, V.; Latour, S.; L’heureux, N.; Fricain, J.-C.; Catros, S.; LeNihouannen, D. Char-acterization of printed PLA scaffolds for bone tissue engineering. Biomed. Mater. Res. Part A 2018, 106, 887–894. [Google Scholar] [CrossRef] [PubMed]
- Miao, S.; Castro, N.; Nowicki, M.; Xia, L.; Cui, H.; Zhou, X.; Zhang, L. 4D printing of polymeric materials for tissue and organ regeneration. Mater. Today 2017, 20, 577–591. [Google Scholar] [CrossRef] [PubMed]
- Wei, H.; Zhang, Q.; Yao, Y.; Liu, L.; Liu, Y.; Leng, J. Direct-Write Fabrication of 4D Active Shape-Changing Structures Based on a Shape Memory Polymer and Its Nanocomposite. ACS Appl. Mater. Interfaces 2017, 9, 876–883. [Google Scholar] [CrossRef] [PubMed]
- Wei, H.; Cauchy, X.; Navas, I.O.; Abderrafai, Y.; Chizari, K.; Sundararaj, U.; Liu, Y.; Leng, J.; Therriault, D. Direct 3D Printing of Hybrid Nanofiber-Based Nanocomposites for Highly Conductive and Shape Memory Applications. ACS Appl. Mater. Interfaces 2019, 11, 24523. [Google Scholar] [CrossRef] [PubMed]
- Kirillova, A.; Maxson, R.; Stoychev, G.; Gomillion, C.; Ionov, L. 4D Biofabrication Using Shape-Morphing Hydrogels. Adv. Mater. 2017, 29, 1703443. [Google Scholar] [CrossRef] [PubMed]
- Zolfagharian, A.; Kouzani, A.Z.; Nasri-Nasrabadi, B.; Adams, S.; Khoo, S.Y.; Norton, M.; Gibson, I.; Kaynak, A. In Proceedings of the 2017 International Conference on Design and Technology, Knowledge E, Dubai, United Arab Emirates, 9 February 2017; pp. 15–21. Available online: https://knepublishing.com/index.php/KnE-Engineering/issue/view/43 (accessed on 10 July 2021).
- Ikada, Y.; Tsuji, H. Biodegradable polyesters for medical and ecological applications. Macromol. Rapid Commun. 2000, 21, 117–132. [Google Scholar] [CrossRef]
- Morrison, R.J.; Hollister, S.J.; Niedner, M.F.; Mahani, M.G.; Park, A.H.; Mehta, D.K.; Ohye, R.G.; Green, G.E. Mitigation of tracheo-bronchomalacia with 3D-printed personalized medical devices in pediatric patients. Sci. Transl. Med. 2015, 29, 7. [Google Scholar]
- Rojdev, K.; O’Rourke, M.J.E.; Hille, C.; Nutt, S.; Atwell, W. Radiation effects on composites for long-duration lunar habitats. J. Compos. Mater. 2014, 48, 861–878. [Google Scholar] [CrossRef]
- Olewnik-Kruszkowska, E.; Koter, I.; Skopińska-Wiśniewska, J.; Richert, J. Degradation of polylactide composites under UV irradiation at 254 nm. J. Photochem. Photobiol. A Chem. 2015, 311, 144–153. [Google Scholar] [CrossRef]
- Malinowski, R.; Rytlewski, P.; Żenkiewicz, M. Effects of electron radiation on properties of PLA. Arch. Mater. Sci. Eng. 2011, 49, 25–32. [Google Scholar]
- Loo, J.; Ooi, C.; Boey, F. Degradation of poly(lactide-co-glycolide) (PLGA) and poly(l-lactide) (PLLA) by electron beam radiation. Biomaterials 2005, 26, 1359–1367. [Google Scholar] [CrossRef] [PubMed]
- Loo, J.; Ooi, C.P.; Boey, Y.C.F. Radiation effects on poly(lactide-co-glycolide) (PLGA) and poly(l-lactide) (PLLA). Polym. Degrad. Stab. 2004, 83, 259–265. [Google Scholar] [CrossRef]
- Le Marec, P.; Ferry, L.; Quantin, J.-C.; Bénézet, J.-C.; Bonfils, F.; Guilbert, S.; Bergeret, A. Influence of melt processing conditions on poly(lactic acid) degradation: Molar mass distribution and crystallization. Polym. Degrad. Stab. 2014, 110, 353–363. [Google Scholar] [CrossRef]
- Zhang, J.; Duan, Y.; Sato, H.; Tsuji, H.; Noda, I.; Yan, S.; Ozaki, Y. Crystal Modifications and Thermal Behavior of Poly(l-lactic acid) Revealed by Infrared Spectroscopy. Macromolecules 2005, 38, 8012–8021. [Google Scholar] [CrossRef]
- Senatov, F.; Zadorozhnyy, M.; Niaza, K.; Medvedev, V.; Kaloshkin, S.; Anisimova, N.; Kiselevskiy, M.; Yang, K.-C. Shape memory effect in 3D-printed scaffolds for self-fitting implants. Eur. Polym. J. 2017, 93, 222–231. [Google Scholar] [CrossRef]
- Kawai, T.; Rahman, N.; Matsuba, G.; Nishida, K.; Kanaya, T.; Nakano, M.; Okamoto, H.; Kawada, J.; Usuki, A.; Honma, N.; et al. Matsud, Crystallization and Melting Behavior of Poly (l-lactic Acid). Macromolecules 2007, 40, 9463–9469. [Google Scholar] [CrossRef]
- Davachi, S.M.; Kaffashi, B. Preparation and Characterization of Poly L-Lactide/Triclosan Nanoparticles for Specific Anti-bacterial and Medical Applications. Polym. Biomater. 2015, 64, 497–508. [Google Scholar] [CrossRef]
- Woodruff, M.A.; Hutmacher, D.W. The return of a forgotten polymer—Polycaprolactone in the 21st century. Prog. Polym. Sci. 2010, 35, 1217–1256. [Google Scholar] [CrossRef] [Green Version]
- Zaidi, L.; Bruzaud, S.; Kaci, M.; Bourmaud, A.; Gautier, N.; Grohens, Y. The effects of gamma irradiation on the morphology and properties of polylactide/Cloisite 30B nanocomposites. Polym. Degrad. Stab. 2013, 98, 348–355. [Google Scholar] [CrossRef]
- Oliveira, L.M.; Araojo, E.S.; Guedes, S.M.L. The Effect of Gamma Radiation on Mechanical Properties of Biodegradable Poly-mers poly(3-hydroxybutyrate) and poly(3-hydroxybutyrate-co-3-hydroxyvalerate). Polym. Degrad. Stab. 2006, 91, 2157–2162. [Google Scholar] [CrossRef]
- Malinowski, R.; Rytlewski, P.; Janczak, K.; Raszkowska-Kaczor, A.; Moraczewski, K.; Stepczyńska, M.; Żuk, T. Studies on functional properties of PCL films modified by electron radiation and TAIC additive. Polym. Test. 2015, 48, 169–174. [Google Scholar] [CrossRef]
- Madera-Santana, T.J.; Meléndrez, R.; González-García, G.; Quintana-Owen, P.; Pillai, S.D. Effect of gamma irradiation on phys-icochemical properties of commercial poly(lactic acid) clamshell for food packaging. Radiat. Phys. Chem. 2016, 123, 6–13. [Google Scholar] [CrossRef]
- West, C.; McTaggart, R.; Letcher, T.; Raynie, D.; Roy, R. Effects of Gamma Irradiation upon the Mechanical and Chemical Properties of 3D-Printed Samples of Polylactic Acid. J. Manuf. Sci. Eng. 2019, 141, 1–21. [Google Scholar] [CrossRef]
- Darwis, D.; Mitomo, H.; Enjoji, T.; Yoshii, F.; Makuuchi, K. Heat resistance of radiation crosslinked poly(ε-caprolactone). J. Appl. Polym. Sci. 1998, 68, 581. [Google Scholar] [CrossRef]
- Li, W.; Qiao, X.; Sun, K.; Chen, X. Effect of Electron Beam Irradiation on the Silk Fibroin Fiber/Poly(e-caprolactone) Composite. J. Appl. Polym. Sci. 2009, 113, 1063–1069. [Google Scholar] [CrossRef]
- Navarro, R.; Burillo, G.; Adem, E.; Marcos-Fernandez, A. Effect of Ionizing Radiation on the Chemical Structure and the Phys-ical Properties of Polycaprolactones of Different Molecular Weight. Polymers 2018, 10, 397. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Filipczak, K.; Wozniak, M.; Ulanski, P.; Olah, L.; Przybytniak, G.; Olkowski, R.M.; Lewandowska-Szumiel, M.; Rosiak, J.M. Poly (epsilon-caprolactone) biomaterial sterilized by E-beam irradiation. Macromol. Biosci. 2006, 4, 261–273. [Google Scholar] [CrossRef]
- Roberto, P.; Andrea, S. Influence of crystallinity on the biodegradation rate of injection-moulded poly(lactic acid) samples in controlled composting conditions. Polym. Degrad. Stab. 2013, 98, 1089–1096. [Google Scholar]
- Bosworth, L.A.; Gibb, A.P.; Downes, S.M. Gamma irradiation of electrospun poly(ε-caprolactone) fibers affects material properties but not cell response. J. Polym. Sci. Part B Polym. Phys. 2012, 50, 870–876. [Google Scholar] [CrossRef]
- Akindoyo, J.; Beg, M.; Ghazali, S.; Heim, H.; Feldmann, M. Impact modified PLA-hydroxyapatite composites—Thermo-mechanical properties. Compos. Part A Appl. Sci. Manuf. 2018, 107, 326–333. [Google Scholar] [CrossRef]
- Martínez-Moreno, D.; Jiménez, G.; Chocarro-Wrona, C.; Carrillo, E.; Montañez, E.; Galocha-León, C.; Clares-Naveros, B.; Gálvez-Martín, P.; Rus, G.; de Vicente, J.; et al. Pore geometry influences growth and cell adhesion of infrapatellar mesenchymal stem cells in biofabricated 3D thermoplastic scaffolds useful for cartilage tissue engineering. Mater. Sci. Eng. C 2021, 122, 111933. [Google Scholar] [CrossRef] [PubMed]









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Doses (kGy) | Tg (°C) | Tm1 (°C) | Tm2 (°C) | ΔHm (J/g) | Χc (%) |
|---|---|---|---|---|---|
| 0 | 58.2 ± 0.6 | 169.8 ± 0.4 | 176.5 ± 0.3 | 52.1 ± 0.5 | 56.0 ± 0.5 |
| 10 | 59.1 ± 1.7 | 167.3 ± 0.9 | 174.5 ± 1.5 | 55.8 ± 4.4 | 59.9 ± 4.8 |
| 25 | 57.5 ± 3.8 | 165.8 ± 2.2 | 172.2 ± 3.1 | 60.5 ± 6.1 | 65.1 ± 6.5 |
| 50 | 54.9 ± 1.8 | 163.0 ± 0.7 | 169.2 ± 0.7 | 62.9 ± 1.4 | 67.6 ± 1.5 |
| 75 | 51.9 ± 0.4 | 160.4 ± 0.7 | 166.6 ± 0.7 | 63.7 ± 0.6 | 68.5 ± 0.7 |
| 100 | 51.7 ± 0.7 | 158.6 ± 0.3 | 165.2 ± 0.3 | 61.8 ± 1.6 | 66.4 ± 1.8 |
| Doses (kGy) | Tg (°C) | Tm (°C) | ΔHm (J/g) | Χc (%) |
|---|---|---|---|---|
| 0 | −66.2 ± 0.9 | 56 ± 0.5 | 66.3 ± 1.5 | 48.8 ± 1.1 |
| 10 | −66.2 ± 0.4 | 55.9 ± 0.2 | 65 ± 1.1 | 47.8 ± 0.8 |
| 25 | −65.8 ± 1.6 | 56.5 ± 0.4 | 66.4 ± 0.5 | 48.8 ± 0.4 |
| 50 | −66.7 ± 0.3 | 55.9 ± 0.2 | 67 ± 1.4 | 49.3 ± 1.1 |
| 75 | −65.7 ± 0.4 | 55.5 ± 0.1 | 67.1 ± 0.5 | 49.3 ± 0.4 |
| 100 | −64.8 ± 0.4 | 55.9 ± 0.2 | 61.6 ± 1.4 | 45.3 ± 1.1 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Mastalerz, C.; Vroman, I.; Coqueret, X.; Alix, S. Effects of Electron Beam Irradiation on 3D-Printed Biopolymers for Bone Tissue Engineering. J. Compos. Sci. 2021, 5, 182. https://doi.org/10.3390/jcs5070182
Mastalerz C, Vroman I, Coqueret X, Alix S. Effects of Electron Beam Irradiation on 3D-Printed Biopolymers for Bone Tissue Engineering. Journal of Composites Science. 2021; 5(7):182. https://doi.org/10.3390/jcs5070182
Chicago/Turabian StyleMastalerz, Conrad, Isabelle Vroman, Xavier Coqueret, and Sébastien Alix. 2021. "Effects of Electron Beam Irradiation on 3D-Printed Biopolymers for Bone Tissue Engineering" Journal of Composites Science 5, no. 7: 182. https://doi.org/10.3390/jcs5070182
APA StyleMastalerz, C., Vroman, I., Coqueret, X., & Alix, S. (2021). Effects of Electron Beam Irradiation on 3D-Printed Biopolymers for Bone Tissue Engineering. Journal of Composites Science, 5(7), 182. https://doi.org/10.3390/jcs5070182