
Urethane Diols through Non-Isocyanate Approach and Their Application in MF Coating

Abstract
:1. Introduction
2. Experimental
2.1. Materials
2.2. Synthesis of Urethane Diols
2.3. Preparation of MF Coating
2.4. Characterization Methods
3. Results and Discussion
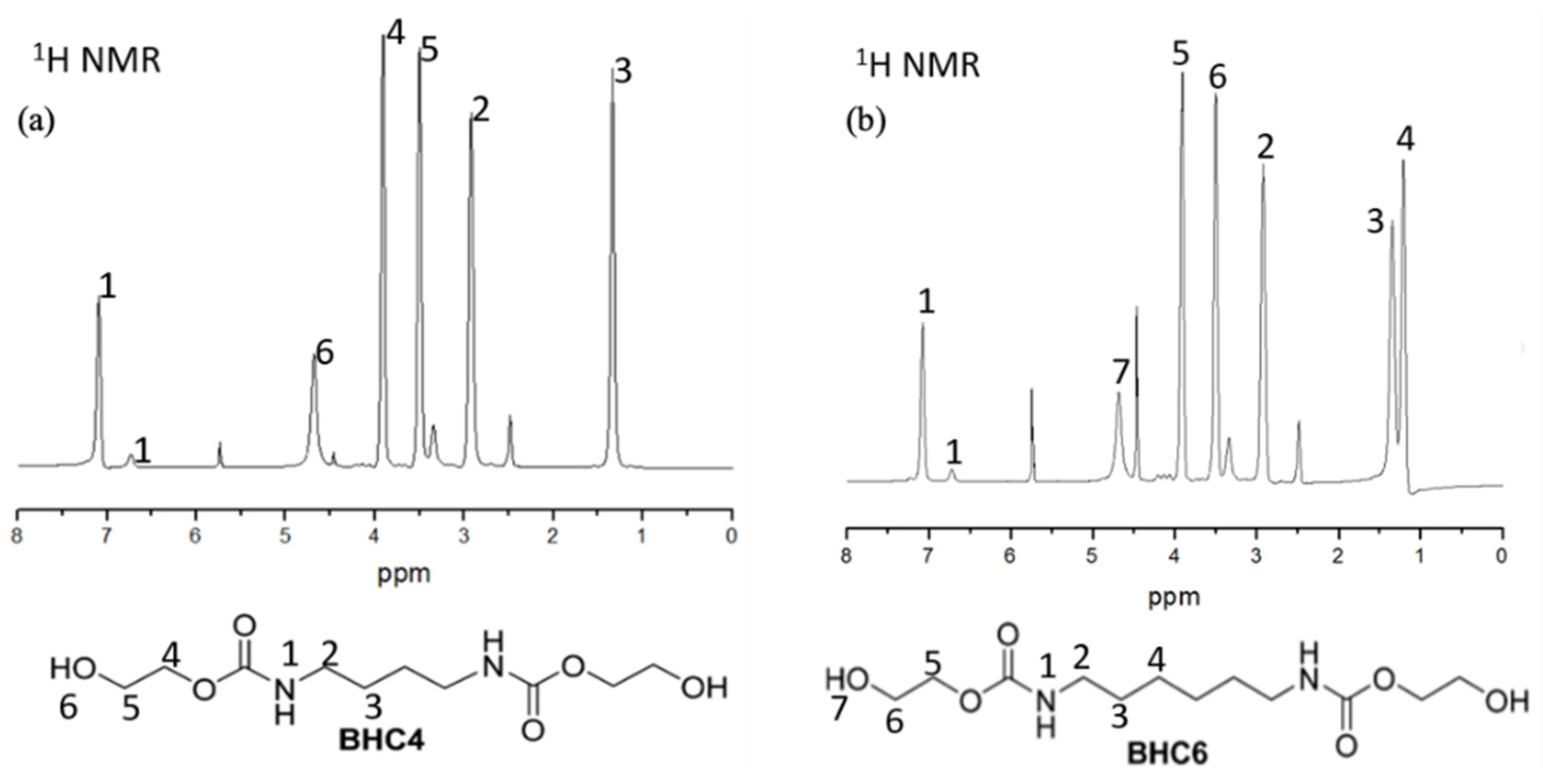
3.1. Characterization of Urethane Diols
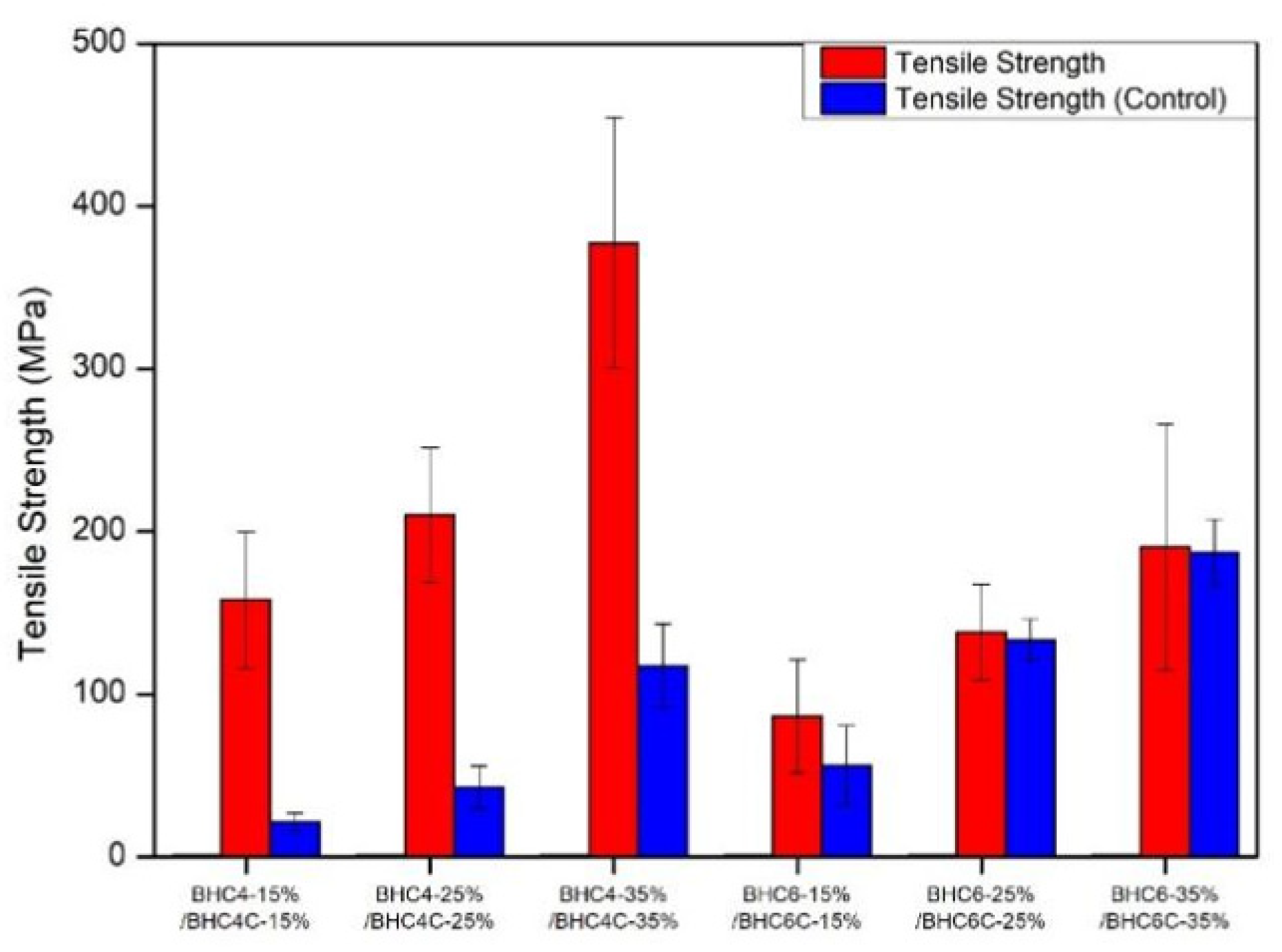
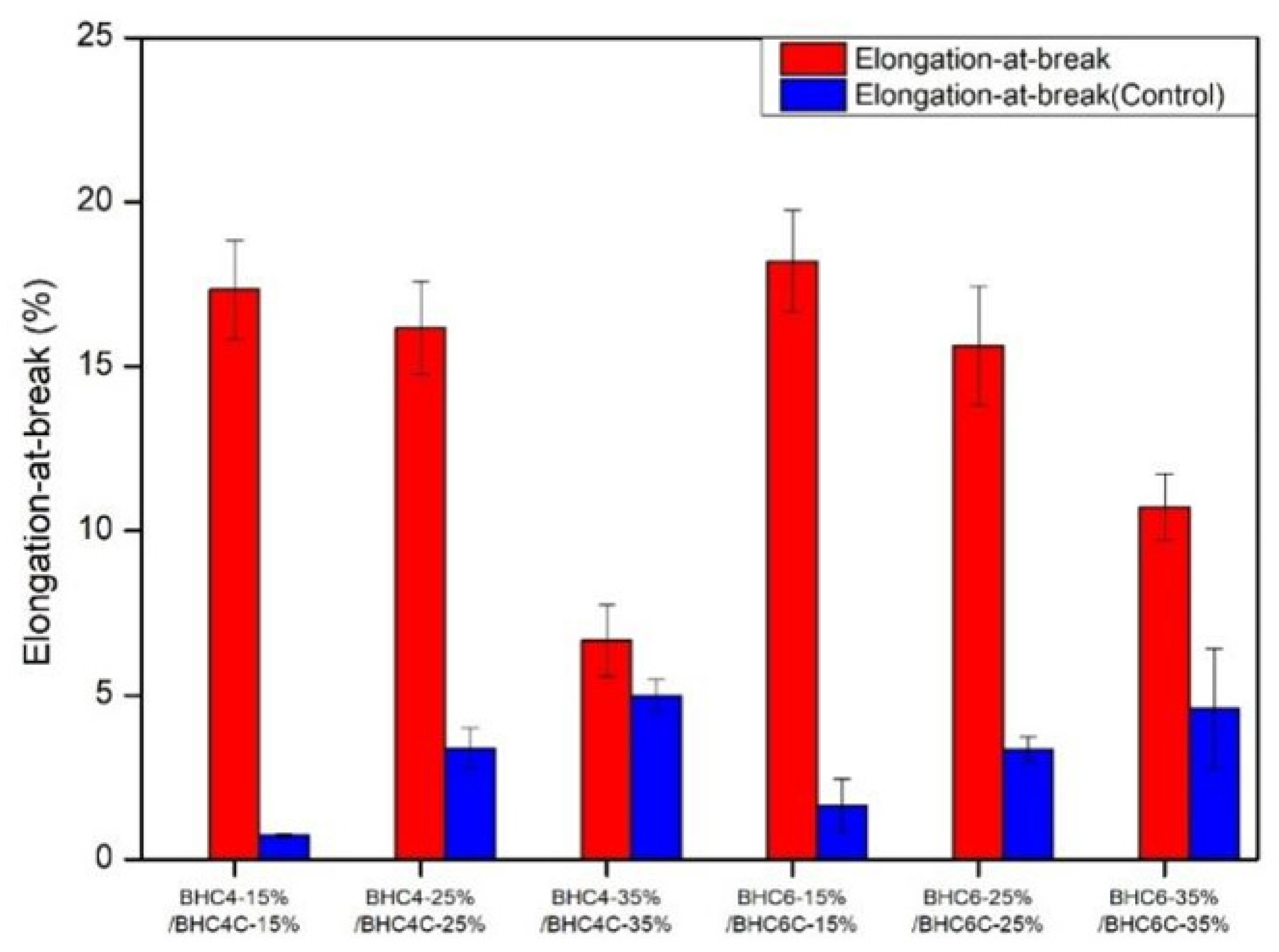
3.2. Mechanical Properties
3.3. Crosslinking of MF Coatings
3.4. General Coating Properties
4. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Blank, W.; He, Z.; Hessel, E.; Abramshe, R. Melamine formaldehyde networks with improved chemical resistance. Polym. Mater. Sci. Eng. Wash. 1997, 77, 391–392. [Google Scholar]
- Banu, H.T.; Meenakshi, S. Synthesis of a novel quaternized form of melamine–formaldehyde resin for the removal of nitrate from water. J. Water Process Eng. 2017, 16, 81–89. [Google Scholar] [CrossRef]
- Zhu, P.; Gu, Z.; Hong, S.; Lian, H. Preparation and characterization of microencapsulated LDHs with melamine-formaldehyde resin and its flame retardant application in epoxy resin. Polym. Adv. Technol. 2018, 29, 2147–2160. [Google Scholar] [CrossRef]
- Asemani, H.; Mannari, V. Synthesis and evaluation of non-isocyanate polyurethane polyols for heat-cured thermoset coatings. Prog. Org. Coat. 2019, 131, 247–258. [Google Scholar] [CrossRef]
- Mequanint, K.; Sanderson, R. Nano-structure phosphorus-containing polyurethane dispersions: Synthesis and crosslinking with melamine formaldehyde resin. Polymer 2003, 44, 2631–2639. [Google Scholar] [CrossRef]
- Athawale, V.; JOSHI, K. Studies on the effect of cross-linker (HMMM) on aliphatic urethane oils synthesized using enzymatically modified castor oil. Paintindia 2005, 55, 53–62. [Google Scholar]
- Jones, F.N.; Nichols, M.E.; Pappas, S.P. Organic Coatings: Science and Technology; John Wiley & Sons: Hoboken, NJ, USA, 2017. [Google Scholar]
- Hirayama, T.; Urban, M.W. Distribution of melamine in melamine/polyester coatings; FT-IR spectroscopic studies. Prog. Org. Coat. 1992, 20, 81–96. [Google Scholar] [CrossRef]
- Rossi, G.; Giannakopoulos, I.; Monticelli, L.; Rostedt, N.K.; Puisto, S.R.; Lowe, C.; Taylor, A.C.; Vattulainen, I.; Ala-Nissila, T. A MARTINI coarse-grained model of a thermoset polyester coating. Macromolecules 2011, 44, 6198–6208. [Google Scholar] [CrossRef]
- Collette, J.; Corcoran, P.; Tannenbaum, H.; Zimmt, W. Mechanism and kinetics of the reaction of acrylic polyols with hexa (methoxymethyl) melamine. J. Appl. Polym. Sci. 1986, 32, 4209–4228. [Google Scholar] [CrossRef]
- Greunz, T.; Lowe, C.; Bradt, E.; Hild, S.; Strauß, B.; Stifter, D. A study on the depth distribution of melamine in polyester-melamine clear coats. Prog. Org. Coat. 2018, 115, 130–137. [Google Scholar] [CrossRef]
- Kong, X.; Liu, G.; Curtis, J.M. Novel polyurethane produced from canola oil based poly(ether ester) polyols: Synthesis, characterization and properties. Eur. Polym. J. 2012, 48, 2097–2106. [Google Scholar] [CrossRef]
- Asplund, J.O.B.; Bowden, T.; Mathisen, T.; Hilborn, J. Synthesis of Highly Elastic Biodegradable Poly(urethane urea). Biomacromolecules 2007, 8, 905–911. [Google Scholar] [CrossRef] [PubMed]
- Nelson, T.J.; Masaki, B.; Morseth, Z.; Webster, D.C. Highly functional biobased polyols and their use in melamine–formaldehyde coatings. J. Coat. Technol. Res. 2013, 10, 757–767. [Google Scholar] [CrossRef]
- Balgude, D.B.; Sabnis, A.S.; Ghosh, S.K. Designing of cardanol based polyol and its curing kinetics with melamine formaldehyde resin. Des. Monomers Polym. 2017, 20, 177–189. [Google Scholar] [CrossRef]
- Ghasemlou, M.; Daver, F.; Ivanova, E.P.; Adhikari, B. Bio-based routes to synthesize cyclic carbonates and polyamines precursors of non-isocyanate polyurethanes: A review. Eur. Polym. J. 2019, 118, 668–684. [Google Scholar] [CrossRef]
- Cornille, A.; Auvergne, R.; Figovsky, O.; Boutevin, B.; Caillol, S. A perspective approach to sustainable routes for non-isocyanate polyurethanes. Eur. Polym. J. 2017, 87, 535–552. [Google Scholar] [CrossRef]
- Nohra, B.; Candy, L.; Blanco, J.-F.; Guerin, C.; Raoul, Y.; Mouloungui, Z. From petrochemical polyurethanes to biobased polyhydroxyurethanes. Macromolecules 2013, 46, 3771–3792. [Google Scholar] [CrossRef] [Green Version]
- Maisonneuve, L.; Lamarzelle, O.; Rix, E.; Grau, E.; Cramail, H. Isocyanate-Free Routes to Polyurethanes and Poly(hydroxy Urethane)s. Chem. Rev. 2015, 115, 12407–12439. [Google Scholar] [CrossRef] [Green Version]
- Blattmann, H.; Fleischer, M.; Bahr, M.; Mulhaupt, R. Isocyanate- and phosgene-free routes to polyfunctional cyclic carbonates and green polyurethanes by fixation of carbon dioxide. Macromol. Rapid Commun. 2014, 35, 1238–1254. [Google Scholar] [CrossRef] [PubMed]
- Rokicki, G.; Parzuchowski, P.G.; Mazurek, M. Non-isocyanate polyurethanes: Synthesis, properties, and applications. Polym. Adv. Technol. 2015, 26, 707–761. [Google Scholar] [CrossRef]
- Anderson, J.R.; Argyropoulos, J.N.; Bhattacharjee, D.; Foley, P.; Spilman, G.E.; Zhang, H. Ambient Temperature Curable Isocyanate-Free Compositions for Preparing Crosslinked Polyurethanes. U.S. Patent 8,653,174, 18 February 2014. [Google Scholar]
- Deepa, P.; Jayakannan, M. Solvent-free and nonisocyanate melt transurethane reaction for aliphatic polyurethanes and mechanistic aspects. J. Polym. Sci. Part A Polym. Chem. 2008, 46, 2445–2458. [Google Scholar] [CrossRef]
- Delebecq, E.; Pascault, J.-P.; Boutevin, B.; Ganachaud, F. On the versatility of urethane/urea bonds: Reversibility, blocked isocyanate, and non-isocyanate polyurethane. Chem. Rev. 2013, 113, 80–118. [Google Scholar] [CrossRef]
- Kušan, J.; Keul, H.; Höcker, H. Cationic ring-opening polymerization of tetramethylene urethane. Macromolecules 2001, 34, 389–395. [Google Scholar] [CrossRef]
- Neffgen, S.; Keul, H.; Höcker, H. Cationic ring-opening polymerization of trimethylene urethane: A mechanistic study. Macromolecules 1997, 30, 1289–1297. [Google Scholar] [CrossRef]
- Rokicki, G.; Piotrowska, A. A new route to polyurethanes from ethylene carbonate, diamines and diols. Polymer 2002, 43, 2927–2935. [Google Scholar] [CrossRef]
- Neffgen, S.; Keul, H.; Höcker, H. Ring-opening polymerization of cyclic urethanes and ring-closing depolymerization of the respective polyurethanes. Macromol. Rapid Commun. 1996, 17, 373–382. [Google Scholar] [CrossRef]
- Hill, L.W. Calculation of crosslink density in short chain networks. Prog. Org. Coat. 1997, 31, 235–243. [Google Scholar] [CrossRef]
- Wutticharoenwong, K.; Dziczkowski, J.; Soucek, M.D. Tung based reactive diluents for alkyd systems: Film properties. Prog. Org. Coat. 2012, 73, 283–290. [Google Scholar] [CrossRef]
- Nalawade, P.P.; Soucek, M.D. Modified soybean oil as a reactive diluent: Coating performance. J. Coat. Technol. Res. 2015, 12, 1005–1021. [Google Scholar] [CrossRef]









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Experiment Group | Urethane Diols | HMMM | Curing Catalyst |
|---|---|---|---|
| BHC4-15% | 82% | 15% | 3% |
| BHC6-15% | 82% | 15% | 3% |
| BHC4-25% | 72% | 25% | 3% |
| BHC6-25% | 72% | 25% | 3% |
| BHC4-35% | 62% | 35% | 3% |
| BHC6-35% | 62% | 35% | 3% |
| Control Group | Linear Diols | HMMM | Curing Catalyst |
|---|---|---|---|
| BHC4C-15% | 82% | 15% | 3% |
| BHC6C-15% | 82% | 15% | 3% |
| BHC4C-25% | 72% | 25% | 3% |
| BHC6C-25% | 72% | 25% | 3% |
| BHC4C-35% | 62% | 35% | 3% |
| BHC6C-35% | 62% | 35% | 3% |
| Experimental Group | Tg (°C) | E′ at Tg + 50 °C (MPa) | ve (mol/m3) |
|---|---|---|---|
| BHC4-15% | 60.74 | 6.05 | 632.12 |
| BHC6-15% | 65.68 | 8.70 | 897.84 |
| BHC4-25% | 49.07 | 4.90 | 527.91 |
| BHC6-25% | 44.08 | 14.91 | 1628.58 |
| BHC4-35% | 94.11 | 6.69 | 642.91 |
| BHC6-35% | 66.87 | 34.68 | 3565.60 |
| Control Group | Tg (°C) | E′ at Tg + 50 °C (MPa) | ve (mol/m3) |
|---|---|---|---|
| BHC4C-15% | 54.11 | 8.72 | 927.15 |
| BHC6C-15% | 59.73 | 4.65 | 487.78 |
| BHC4C-25% | 42.36 | 1.64 | 180.71 |
| BHC6C-25% | 59.36 | 6.03 | 632.80 |
| BHC4C-35% | 57.60 | 1.70 | 179.64 |
| BHC6C-35% | 29.81 | 5.84 | 663.35 |
| Experimental Group | Dry Adhesion | Control Group | Dry Adhesion |
|---|---|---|---|
| BHC4-15% | 5B | BHC4C-15% | 1B |
| BHC6-15% | 5B | BHC6C-15% | 1B |
| BHC4-25% | 4B~5B | BHC4C-25% | 1B |
| BHC6-25% | 5B | BHC6C-25% | 2B |
| BHC4-35% | 5B | BHC4C-35% | 3B |
| BHC6-35% | 5B | BHC6C-35% | 3B~4B |
| Experimental Group | Results | Control Group | Results * |
|---|---|---|---|
| BHC4-15% | Pass | BHC4C-15% | Pass |
| BHC6-15% | Pass | BHC6C-15% | Fail |
| BHC4-25% | Pass | BHC4C-25% | Fail |
| BHC6-25% | Pass | BHC6C-25% | Pass |
| BHC4-35% | Pass | BHC4C-35% | Fail |
| BHC6-35% | Pass | BHC6C-35% | Fail |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Huang, K.; Ling, Z.; Zhou, Q. Urethane Diols through Non-Isocyanate Approach and Their Application in MF Coating. J. Compos. Sci. 2021, 5, 194. https://doi.org/10.3390/jcs5070194
Huang K, Ling Z, Zhou Q. Urethane Diols through Non-Isocyanate Approach and Their Application in MF Coating. Journal of Composites Science. 2021; 5(7):194. https://doi.org/10.3390/jcs5070194
Chicago/Turabian StyleHuang, Kuanchen, Zichen Ling, and Qixin Zhou. 2021. "Urethane Diols through Non-Isocyanate Approach and Their Application in MF Coating" Journal of Composites Science 5, no. 7: 194. https://doi.org/10.3390/jcs5070194
APA StyleHuang, K., Ling, Z., & Zhou, Q. (2021). Urethane Diols through Non-Isocyanate Approach and Their Application in MF Coating. Journal of Composites Science, 5(7), 194. https://doi.org/10.3390/jcs5070194