1. Introduction
Fiber metal laminates (FML) are an advanced intrinsic hybrid material made from composites and metals [
1]. FMLs are specifically designed for applications that would not be feasible with monolithic materials alone. The most prominent FML material arose from the goal of improving conventional aluminum for aerospace applications by laminating layers of glass-fiber-reinforced polymer together with thin sheets of aluminum. The result is a glass-fiber-reinforced aluminum (GLARE) that possesses superior damage tolerance and fatigue behavior compared to structures made from monolithic aluminum [
2]. In contrast, applications evolved where the properties of monolithic composite materials are improved by reinforcing the material with thin metal sheets (mainly titanium and steel), for example, for load introduction zones [
3], crash elements [
4] or erosion protection [
5].
However, residual stresses arise in the manufacturing process due to the different coefficients of thermal expansion (CTE) and the high stiffness of fibers and metal combined with high temperatures during manufacturing [
6,
7]. These stresses can lead to early component failure and act as damage initiators during fatigue loading [
8]. The residual stresses can account for around 20% of the material strength dependent on the material combination, layup, and operating temperature [
9,
10]. Hence, it is obvious that residual stresses should be considered during the design process of FML structures.
For this purpose, the residual stress level in a manufactured component must be reliably quantified, for which a variety of methods exists in the literature. Based on [
6], these can be divided into destructive and non-destructive methods, as well as methods that monitor the strains during the manufacturing process and those which try to make conclusions about the internal stress state of a specimen after manufacturing. The most accurate methods certainly are integrated or applied sensors that are capable of measuring the strains in situ during the manufacturing process. Recently, mainly fiber optic sensors (FOS), especially fiber Bragg grating (FBG) sensors (e.g., [
11,
12,
13]), as well as strain gauges (e.g., [
9,
14]) were used in the literature.
The disadvantage of these sensors is the complex experimental setup, which is not suitable for continuous monitoring during industrial manufacturing processes. The curvature measurement, instead, seems to be a great option for industrial applications since the complexity during manufacturing is low, and the evaluation process can be transferred to the time after manufacturing. This method is also very prominent in the literature, e.g., [
15,
16,
17] to determine the residual stresses developing in thermoplastic and thermoset carbon-fiber-reinforced composites. Beyond these investigations, [
18] already used the curvature analysis for asymmetric FML specimens. In [
6], however, it is stated that warpage or curvature measurements go along with limited accuracy of the results. Likewise, in [
18] different evaluated parameters of curved laminates (curvature and stress-free temperature) show large deviations among themselves. It is assumed that the layup, laminate thickness, and dimensions of the specimens play a great role in terms of evaluation reliability besides the manufacturing process itself.
To see an overview of specimen dimensions and layups that were used in the literature,
Table 1 lists some sources with their corresponding asymmetric specimen architectures made of monolithic carbon-fiber-reinforced polymer (CFRP) or FML. The size of the specimens and the layups vary greatly. For small aspect ratios (width-to-length), the curvature in the transverse direction only influences the main curvature to a minor degree. With aspect ratios close to one, a saddle-shape curvature or a bi-stable deflection behavior is expected [
17,
19]. Therefore a width-to-length ratio of 0.07 is chosen in this work, whereas different layups and consequent laminate thicknesses are evaluated.
Asymmetric laminates can not only be investigated in terms of curvature but also their stress-free temperature
can be analyzed, e.g., [
21,
22,
23]. The
is determined as that temperature at which curved laminates transition back into their initial plane state. Most of the time, the
is somewhere below the final cure temperature of the laminate [
24,
25]. The
is the relevant parameter when manufacturing-induced thermo-mechanical stresses need to be calculated in a laminate. Therefore, stress-free temperatures will likewise be evaluated in this work and correlated to measured curvatures using analytical and numerical methods.
Both parameters, curvature and stress-free temperature, are sensitive to several influencing factors that contribute to the residual stress state. These factors can generally be divided into intrinsic and extrinsic parameters [
26,
27]. Intrinsic parameters include material and layup-dependent anisotropy, whereas extrinsic parameters include tool and process influences. Although the different parameters are mainly investigated for monolithic FRP materials, the results can be equally transferred to FMLs. For FMLs however, the intrinsic anisotropy due to large differences in the coefficients of thermal expansion of the single constituents plays a greater role than for monolithic FRP.
The tool is a main extrinsic parameter affecting the residual stress state which mainly results from incompatibility in thermal expansion between tool and laminate. Two phenomena are differentiated in the literature, which are forced interaction [
27,
28] and warpage [
27,
29]. Since the laminates are manufactured in a plane state, no geometrical interlocking between the tool and composite part is present. Therefore, only the effect of warpage needs to be considered. Warpage mainly occurs for thin laminate thicknesses (
) in combination with large CTE differences between tool material and laminate [
26].
Table 1 shows that the specimen architectures of the asymmetric specimens used in the literature are within the relevant thickness range for warpage; hence, this effect needs to be considered during the evaluation.
The other extrinsic parameter of interest is the cure cycle itself. It was shown that residual stress levels in a composite laminate can be directly influenced by modifying the temperature profile during cure [
30,
31,
32,
33]. The idea behind these modified cure cycles for thermoset resins is the shift of the gel point of the resin to a temperature as close as possible to room or operating temperature. By integrating intermediate cooling steps into the cure cycle, this can be achieved, and consequently thermal residual stresses can be reduced.
The range of influences shows that a comprehensive understanding of the effect of the different parameters on the residual stress state and hence on the curvature of an asymmetric specimen is necessary to develop a reliable method that uses curvature analysis for process monitoring and for residual stress quantification.
The general objective of this work is to describe a method that uses information from simple asymmetric laminates to determine the residual stress state in a more complex FML structure. The methodology should be easy to apply and provide good repeatable results. For this purpose, the influence of various relevant parameters on the curvature of asymmetric specimens is investigated, and recommendations for specimen design are given.
Section 2 explains all the relevant methods used in this work and introduces the materials and specimen manufacturing process. Subsequently, intrinsic and extrinsic parameters and their influence on the deformation behavior of asymmetric laminates are investigated.
Table 2 gives an overview of the different parameter variations investigated in this work. In preliminary considerations, the influence and suitability of different specimen layups are discussed (
Section 3.1.1). Furthermore, recommendations for manufacturing are derived from different manufacturing setups. Consequently, the two main extrinsic factors, tool material (
Section 3.1.2) and cure cycle modifications (
Section 3.1.3) are discussed in terms of their influence on the curvature.
Different methods are compared to evaluate the curvature and stress-free temperature of asymmetric specimens. Based on this, recommendations are given to ensure a robust evaluation process. Using analytics and finite element analysis (FEA), the experimentally determined quantities are related to each other (
Section 3.2). The measured quantities are transformed into a predominant stress state using the classical laminate theory. To validate this transformation, a strain-gauge method to measure the cure strains during manufacturing is used [
10] (
Section 3.3).
Finally, based on the knowledge gained, a workflow is proposed (Figure 16 in
Section 4) which summarizes the necessary steps from manufacturing to evaluation of the asymmetric laminates and consequent calculation of the residual stress state for a more complex FML structure.
3. Results
The results in this work are based on a specimen program consisting of 47 asymmetric laminates. The specimens mainly differ in their layup and manufacturing strategy, as well as in the tool material and process cycle used.
Table 5 gives an overview of all the specimens and their respective parameters. Every single specimen is given an ID during the manufacturing process. In this work, however, specimens with identical influencing parameters are condensed into a single ID, whereas during the evaluation the mean value together with the respective standard deviation is always shown.
The identifier of the sample is developed so that the parameter variation in the parameter space is evident from the identifier itself. An explanation of the specimen labeling is given in
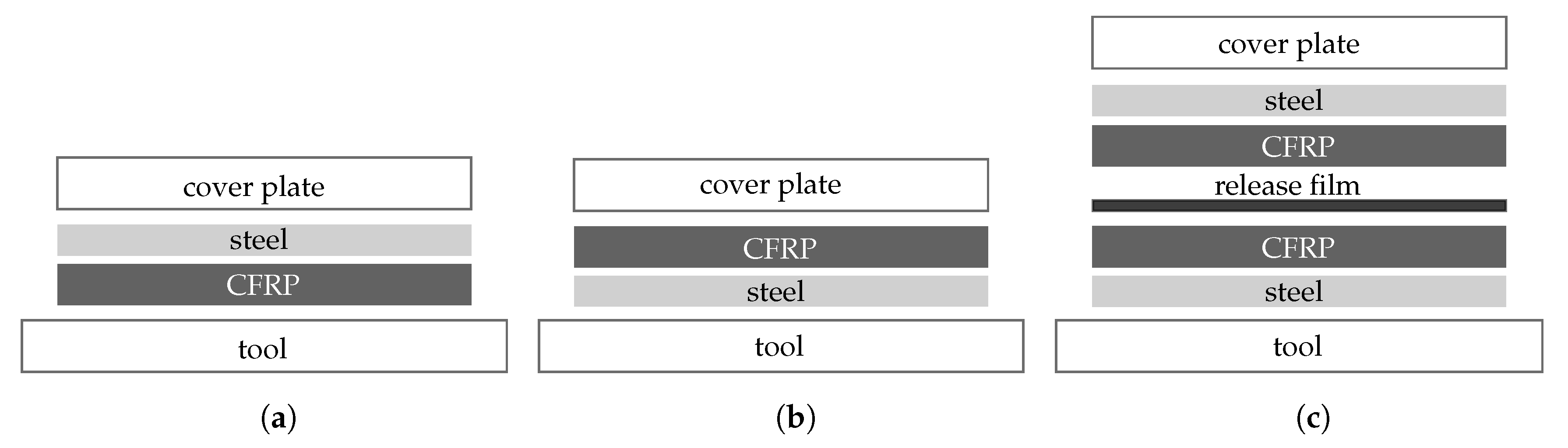
Table 6 using the specimen with ID14SR-s as an example. The first two digits indicate the number of steel and CFRP plies within the laminate. The next two digits specify the tool material the specimen was manufactured on and the cure cycle (cf.
Figure 2). The last digit indicates the manufacturing setup as discussed in
Figure 3, as well as the CFRP batch used.
During the preliminary investigations, an expired batch of CFRP material was used besides a new material batch. Due to a high number of freeze–thaw cycles, the initial degree of cure of the expired material is different from the new material. Consequently, comparisons across both material batches will lead to erroneous conclusions. Therefore, the specimens manufactured with the expired CFRP batch will only be taken into account during the preliminary considerations regarding layup, where the deviation between the different layups is greater than the effect of the CFRP batch and hence, the conclusions drawn are valid. Thereafter, specimens made from the expired CFRP batch will be excluded from the discussion.
Every single specimen is evaluated for its respective curvature and stress-free temperature. As discussed in
Section 2.4, there is a correlation between curvature and stress-free temperature. However, since the curvature measurement is easier and more accurate compared to the visual
-determination, the influence of the different parameters is discussed in
Section 3.1 using the curvature only. Nevertheless, the same conclusions can be drawn using the stress-free temperature, which is shown in
Section 3.2, where the two parameters are correlated with each other.
3.1. Experimental Curvature Analysis
To keep manufacturing efforts within limits, certain FML layups are selected for subsequent investigations during a preliminary study (
Section 3.1.1). Subsequently, the influence of tool material (
Section 3.1.2) and process modification (
Section 3.1.3) on the specimen curvature is evaluated for the selected layups. In the end, all relevant curvatures are compared, and conclusions regarding the influence of the manufacturing setup are drawn (
Section 3.1.4).
3.1.1. Preliminary Considerations Regarding Layup
In the literature, many different layup configurations for asymmetric laminates are selected (cf.
Table 1). However, the question arises which type of laminate layup is most appropriate in terms of reproducibility. Therefore, five different layup configurations, as shown in
Table 7, are investigated. These differ in the number of steel and CFRP plies and their position in the laminate stack. The different layup variations result in specimen thicknesses between around
and 1
. Furthermore, the metal volume fraction (MVF) varies between 12 and 24.
From
Figure 10, it can be seen that with increasing specimen thickness, except for layup ID1412, the radius of the respective specimens increases. Specimens with layup ID13 produced very small radii resulting in difficulties during measurement with the laser scanning technique. Furthermore, the handling of these specimens is more complicated because of their small thickness and hence low stiffness. Therefore, the curvature measurements can be influenced by gravitation, which depends on the placement of the specimen during the measurement. On the other hand, the specimens with ID1412 are not covered by the analytical solution anymore since they do not represent a classic bimetal. Therefore, these two laminates (ID13 and ID1412) are excluded from any further considerations in the context of this work. Likewise, the layup ID15 is excluded to have a greater difference in terms of thickness and MVF between the two remaining layups. Nevertheless, all layups showed comparable standard deviations during curvature measurements. However, it will be shown in a subsequent section that larger radii show better agreement with the analytical and numerical solution.
The layups with ID14 and ID17 are consequently selected for all the subsequent investigations to determine the influence of the different variables during manufacturing on the curvature.
3.1.2. Influence of Tool Material on Specimen Curvature
One great extrinsic contributor to the residual stress level in an FML is the material of the tool [
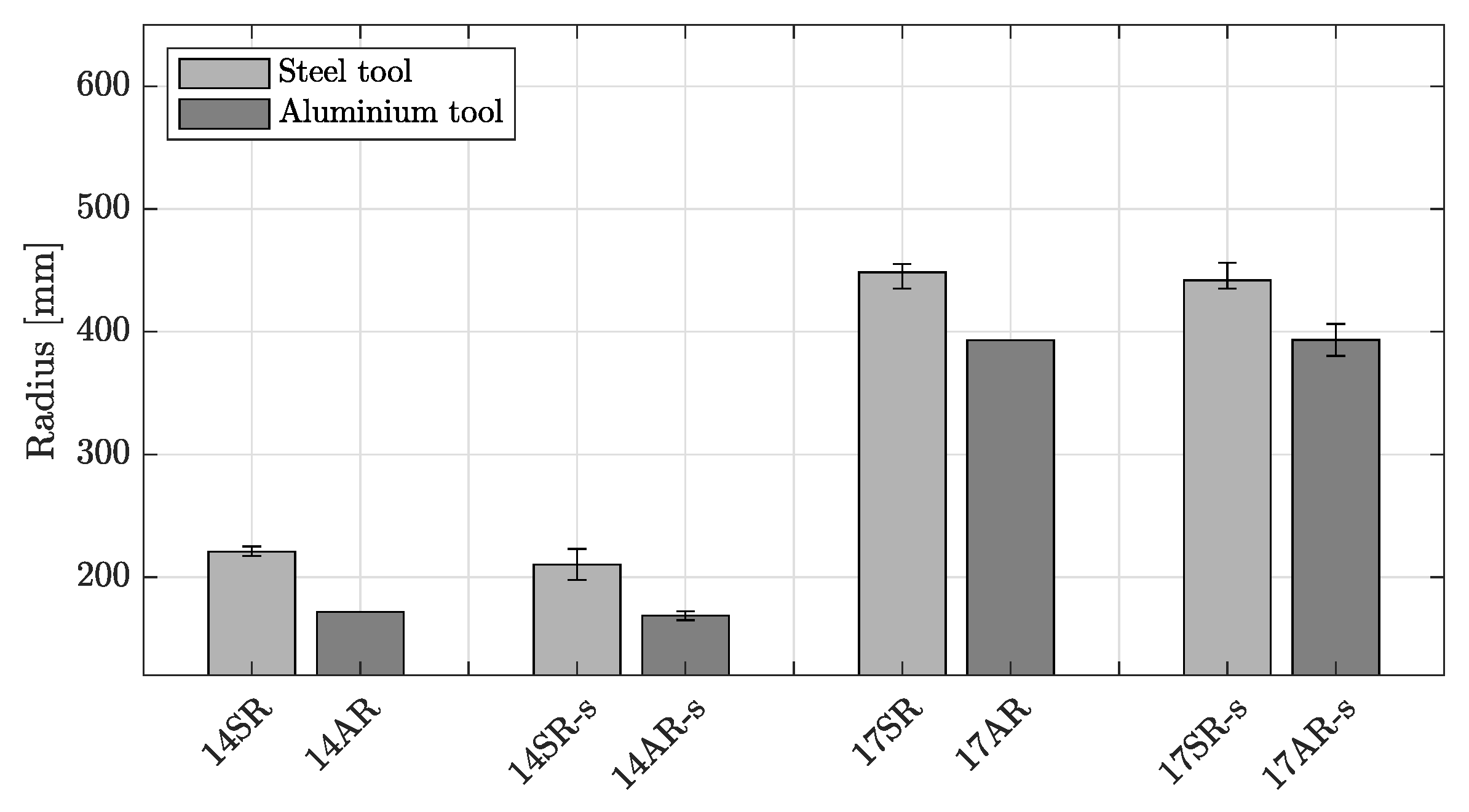
46]. Therefore, two common tool materials in composite manufacturing, steel and aluminum, are chosen to compare their influence on the specimen curvature. The results are shown in
Figure 11 for the two selected layups (ID14 and ID17).
It is obvious that specimens manufactured on the aluminum tool show a smaller radius for all investigated configurations compared to the specimens manufactured on the steel tool. This effect can be attributed to the mismatch of the coefficients of thermal expansion between laminate and tool, which results in warpage of the specimen after manufacturing. The steel tool and cover plates show a similar thermal expansion behavior as the steel plies in the laminate themselves (approx. 19 ppm /
, cf.
Table 4). The aluminum tool and cover plates, however, possess higher coefficients of thermal expansion of around 24 ppm /
. Hence, using the aluminum tool, the layers close to the tool surface are pre-strained during the heating phase before curing since the aluminum experiences higher thermal expansion. This results in a strain gradient through the thickness of the specimen. These strains are superpositioned with the thermal cure strains resulting from the thermal incompatibility between steel and CFRP layers and are locked into the laminate during resin solidification. After demolding, this results in a different curvature compared to the specimens manufactured on the steel tool. Although the specimens were separated from the tool by using release film, the autoclave pressure and vacuum increase the friction coefficient between the laminate and tool. Since the steel tool and metal layer in the laminate have comparable CTEs, the effect of warpage is not as relevant for the specimens manufactured on the steel tool.
3.1.3. Influence of Cure Cycle on Specimen Curvature
The other important extrinsic parameter affecting the residual stress state in a laminate is the cure cycle and in particular the temperature profile during cure. Therefore, two different cure cycles that were developed for residual stress manipulation are taken from the literature and compared to each other in terms of specimen curvature (cf.
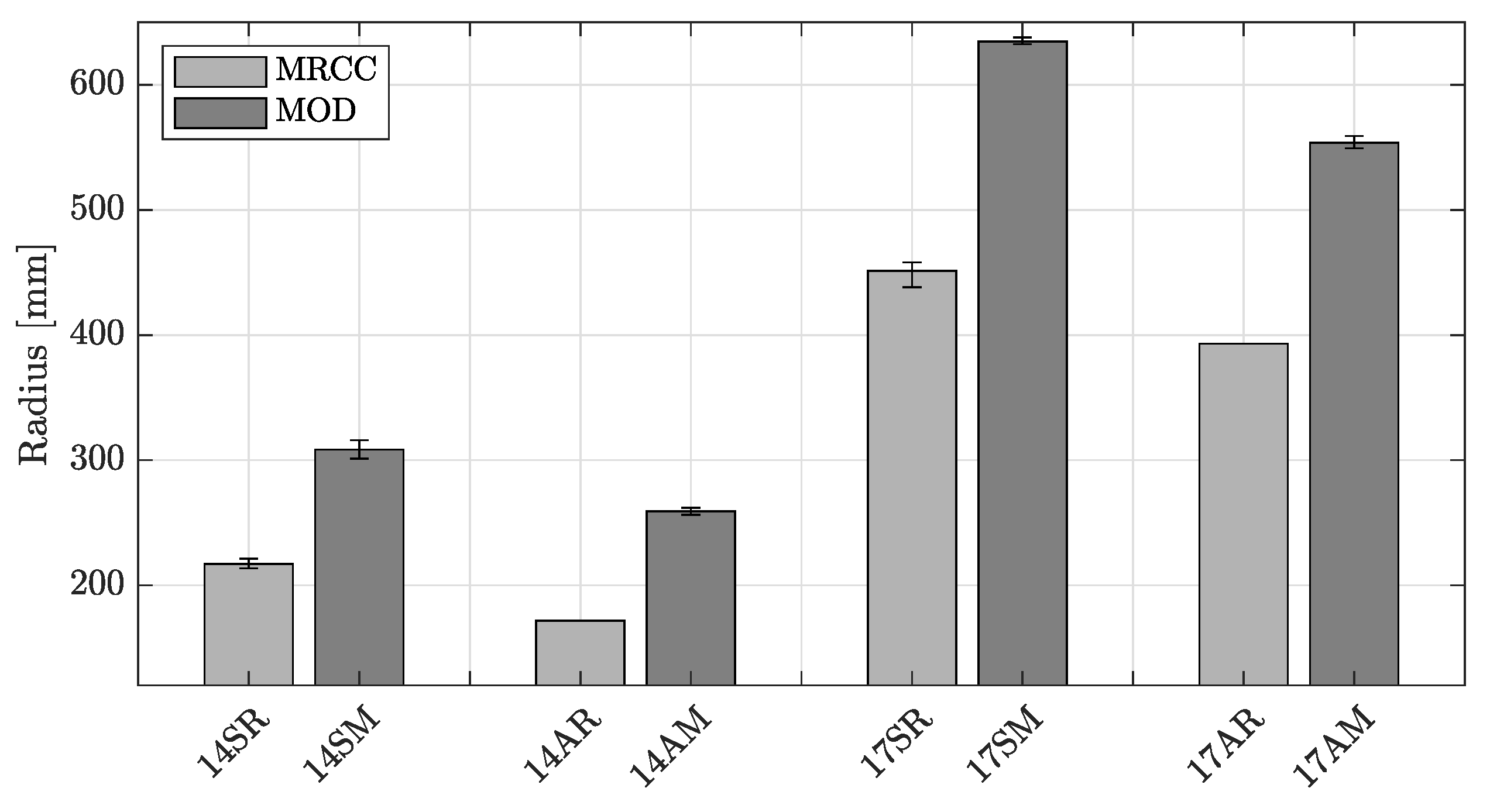
Section 2.2.1). To assure a significant comparison, specimens with layup ID14 and ID17 are manufactured during two production runs, while at the same time the two tool materials and three manufacturing setups are used. This is achieved by using two different tools within the same autoclave loading. The resulting curvatures for the specimens manufactured in these two cure cycles are shown in
Figure 12.
The plot shows that the two different cure cycles can be clearly distinguished by the radius of the specimens. For all specimens, the MOD cure cycle shows larger radii compared to the MRCC. This behavior is expected since the MOD cycle was developed to reduce residual stresses in a specimen, which consequently results in less curvature and hence larger radii. The MOD cure cycle increases the radius by 42 to 50% for the specimens with ID14 and by around 40% for the specimens with ID17.
3.1.4. Comparison of Curvatures across All Specimens
In
Figure 13, the radii of all specimens are plotted for the layups ID14 (
Figure 13a) and ID17 (
Figure 13b) for general comparison. The two main influencing factors, tool material and cure cycle, clearly distinguish the different curvature levels, which is particularly pronounced in layup ID17.
Furthermore, slight deviations can be recognized within the specimens with identical cure cycle and tool material but different manufacturing setups. The stacked setup, indicated by “-s” in the specimen ID, tendentially shows smaller radii and a larger standard deviation compared to the specimens manufactured on their own between tool and cover plate.
Visual inspection of the specimens manufactured with the stacked setup revealed that the CFRP face of these specimens shows a high surface roughness, whereas the specimens manufactured solely between tool and cover plate possess a surface roughness comparable to the surface of the tool. The high roughness of the stacked specimens can be explained by the lack of a rigid metal tool or cover plate on the CFRP surface. This leads to the fibers interacting with the surface of the opposite specimen since they are only separated by a thin release film. As a result, the surface roughness leads to locally varying laminate thicknesses and hence local differences in bending stiffness and metal volume fractions. These differences increase the variability in the curvature evaluation and complicate the comparability to analytical and numerical derived values. Therefore, the stacked manufacturing setup with CFRP facing CFRP is not recommended by the authors for further investigations.
3.2. Correlation of Curvature and Stress-Free Temperature
Not only the curvature but also the stress-free temperature for all the specimens was determined in a laboratory oven using the method described in
Section 2.3.2. In
Figure 14, the resulting stress-free temperatures for all specimens of the layups ID14 and ID17 are plotted against their radii. The two different layup configurations can be clearly distinguished by the radius. However, the stress-free temperatures are rather independent of the layup and only sensitive to the extrinsic parameters such as tool material (A: aluminum and S: steel) and cure cycle (R: MRCC and M: MOD). The different extrinsic influences can be differentiated independently of the layup through the horizontal lines in the figure. For the layup with ID14, there is slightly more scattering within the experimental data, which could already be seen in
Figure 13a compared to the layup with ID17 (
Figure 13b).
Furthermore, the analytical correlation (see Equation (
1)) between the radius and stress-free temperature is calculated for the respective layups and added to the figure. The dashed lines represent this solution calculated with the material parameters given in
Table 4. The analytics provide a good fit for the experimental data.
From the 3D-optical measurements of every specimen, it is found that the specimen thickness in reality is slightly smaller than the nominal thickness. This can also be observed in
Figure 5b, where the mean specimen thickness shows to be approximately 0.625–
compared to the nominal thickness of
for that specimen. Therefore, the grey area around the analytical solution in
Figure 14 shows the uncertainty due to a reduction in specimen thickness by
assuming a constant thickness ratio
m in Equation (
1).
Changing the thickness ratio
m has an even larger effect on the analytical solution because the thickness ratio
m enters the equation with a higher power. Reducing the steel ply thickness increases the respective stress-free temperature, while a reduction of the CFRP ply thickness reduces the stress-free temperature for a given radius. From Equation (
1), it can be seen that the ply thickness is the most sensitive parameter in the analytical solution. However, uncertainties in the other material parameters, i.e., stiffness and coefficient of thermal expansion, can also influence the analytical results.
Table 8 shows the direction of the influence on
when increasing each parameter for a given radius.
Remembering the stress state from
Figure 9, it is clear that the CFRP layers are in a compressive stress state. Therefore, the question arises whether the tensile modulus is the relevant material parameter.
Table 8 reveals that reducing the modulus of elasticity to its compressive value given in
Table 4, results in reduced stress-free temperatures. This is also shown in
Figure 14 for the analytical solution with
as calculation parameter. The result is lower stress-free temperatures for a given radius. From the figure and the correlation of the data points, however, it cannot be concluded whether the compression modulus
increases the agreement between experiment and analytic solution.
The numerical results derived from the FEA model, as described in
Section 2.5, are congruent to the analytical solutions. In
Figure 14, the numerical calculated stress-free temperatures are plotted for the the analytical solution using
and the relevant discrete radii.
3.3. Transformation into Residual Stresses and Validation Using the Strain Gauge Method
In the previous section, it was shown that the correlation between curvature and stress-free temperature within the experimental data is also found in the analytical and numerical solutions. Furthermore, it could be proven that the stress-free temperature is rather independent of the layup. Therefore, it can be assumed that laminates manufactured within the same process cycle on the same tool possess the same stress-free temperature
. This
can consequently be used to calculate the resulting residual stresses for all the laminates within the same batch using Equation (
2).
To validate this, the strain gauge technique described in
Section 2.3.3 is used. A specimen with layup ID17 is equipped with a strain gauge on the metal ply (cf.
Figure 7) and consequently cured in the autoclave on a steel tool using the MRCC. The resulting curvature and stress-free temperature likewise are plotted into
Figure 14. Again, it correlates very well with the analytical solution. However, it deviates slightly from the other specimens manufactured with the same tool and cure cycle. This can potentially be attributed to the different manufacturing runs, the strain gauge bonded to the specimen, and the fact that no trimming was used for this specimen in order to not damage the strain gauge.
The resulting strain measurements over temperature, recorded with the strain gauge throughout the entire manufacturing cycle, are shown in
Figure 15a. The progression of the strain curve is consistent with previous strain measurements (cf. [
10]). However, at the final cure temperature of 180
, the strain gauge signal was lost but could be recovered after cooling down to room temperature. Therefore, the strains during cool-down result from linear interpolation between the last recorded value at 180
and the first recorded value at room temperature which is indicated by the dotted line. The strains during cool-down (
) are expected to be rather linear as was shown in [
10]. Therefore, no error is assumed to be introduced due to the malfunction of the strain gauge. During demolding of the specimen from the tool surface at room temperature after curing (
), a significant decrease in the residual strain level can be observed. The specimen transitions from its flat state on the tool into the curved state, while releasing some of the inherent residual strains through geometric distortion.
Figure 15b zooms into the demolding step and shows the strains over time. When the specimen is still in its flat state, because the vacuum bag is forcing the specimen onto the flat tool surface, a strain level of 2160
/
is measured in the metal ply. After demolding, the asymmetric specimen is allowed to relieve some of the introduced stresses through deformation. Consequently, the measured residual strain in the metal ply rapidly reduces to 696
/
.
The experimentally determined parameters of the instrumented specimen can now be compared to different calculation strategies.
Table 9 shows the experimental values for a reference temperature of 21
. The deviations between the values in
Figure 15b and
Table 9 result from the different temperature levels. While the strain gauge measurements were taken at 19
, the values in the table were interpolated for a room temperature of 21
since the curvature measurements were taken in a controlled lab environment at a temperature of 21
.
At the bottom of
Table 9, the resulting strains are calculated by using the measured stress-free temperature and by using the measured radius of the specimen, respectively. The results show that using the experimentally determined
, yields slightly higher calculated residual strains (+ 145
/
). If the measured radius is taken as a starting point and a corresponding stress-free temperature is determined with the aid of the analytical solution, the result is a residual strain that is + 254
/
higher than in the SG measurement.
This calculation is less sensitive to a change in thickness of the individual layers, as was the case during the analytical curvature determination. However, using the reduced modulus of elasticity due to the fact that compressive stresses act within the CFRP plies results in strains that are closer to the experimentally determined strain in the flat state. By using for the CFRP, the deviations between CLT and experiment can be reduced to values below 5%.
The results of the combined experiment show that both approaches either using the stress-free temperature or the specimens curvature are likewise applicable to determine the residual strains in an FML. With this in mind, the relevant stress-free temperatures can likewise be used to calculate the residual strains or stresses in an arbitrary laminate manufactured with the same process parameters using Equation (
2).
4. Discussion
An essential finding of this work is the fact that the stress-free temperature is independent of the layup and only sensitive to extrinsic process parameters. Hence, information derived from asymmetric specimens can be directly used to quantify the residual stress state in laminates with different and more complex layups. Therefore, the use of asymmetric specimens seems to be a suitable method to monitor manufacturing processes and determine residual stress states in FML.
However, the influence of warpage needs to be considered to avoid false assumptions. While warpage mainly affects laminates with thicknesses below 1
, thick laminates are not affected [
26]. The asymmetric laminates in this work are all in the range of 0.5– 1
, and the tool material shows to be a significant contributor to the residual stress state in the specimens. However, for a thicker laminate, this does not necessarily need to hold true. Therefore, it is assumed that by keeping the influence of the tool within the asymmetric specimens to a minimum by using compliant tool CTEs, the accuracy of the proposed method is increased.
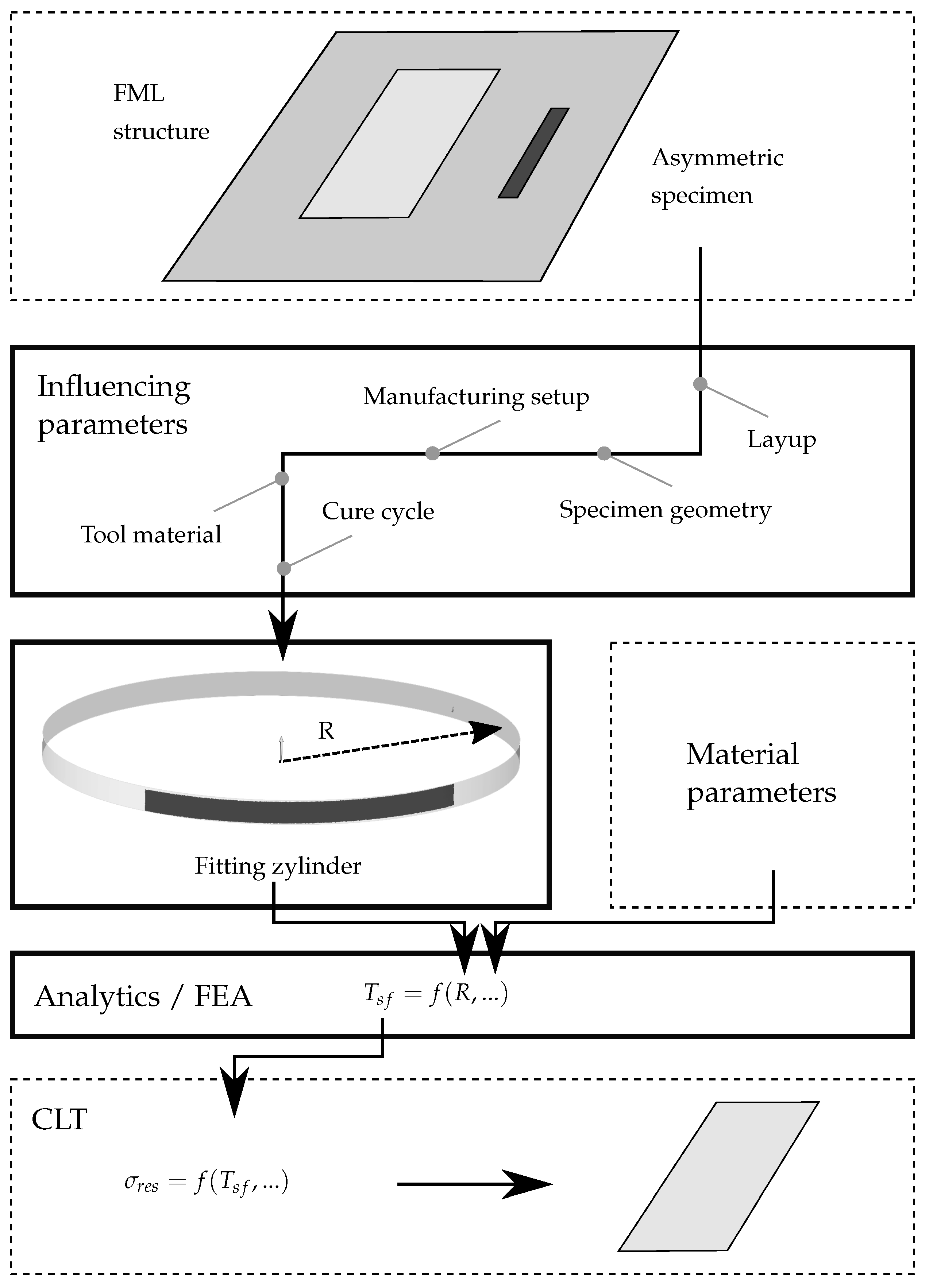
The use of asymmetric samples for process monitoring and in particular for residual stress quantification is shown schematically in the form of a flowchart in
Figure 16. The boxes framed with thick lines in the figure indicate the focus of this work.
It was shown that the curvature and stress-free temperature of asymmetric laminates can be accurately determined using experimental methods. However, curvature measurement using a 3-dimensional scanning head seems to be the most accurate method compared to the -determination or other curvature measurement techniques and is, therefore, to be preferred. During curvature measurements, it is important to also determine the ambient temperature because it is needed as a reference temperature during subsequent calculations.
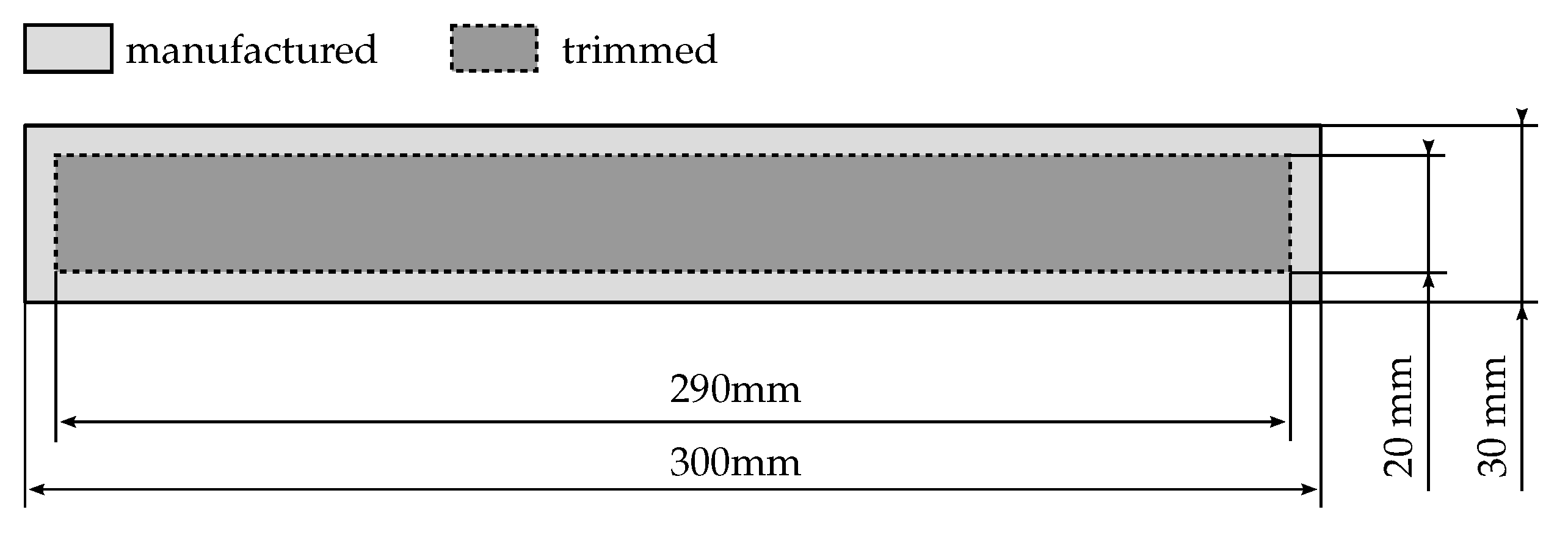
Furthermore, the results reveal that a significant correlation between curvature and stress-free temperature exists for asymmetric specimens. However, the laminate layup, the manufacturing setup and the specimen postprocessing need to be considered to reduce the scattering within the experimental data. Thicker laminates that result in larger radii are favorable. Thin laminates and consequently small radii could potentially introduce non-linear effects that increase scattering and can lead to deviations between experiment and analytical solution. Furthermore, the manufacturing setup where two specimens are placed on top of each other with their CFRP sides is to be avoided. It is assumed that a setup where the steel sides face each other shows comparable results to the single setups. However, this placement strategy was not investigated in this work. A trimming operation after curing of the specimens is recommended to reduce the influence of edge effects on the evaluated parameter. It is assumed that trimming reduces the scattering within the experimental results. However, the difference was not quantified within this work. It is recommended to use water-jet cutting instead of a saw to reduce any thermal influences on the specimen state.
Analytical and numerical methods are likewise able to depict the correlation between curvature and . However, it was shown that both solutions are very sensitive to uncertainties in the specimen thickness and material parameters. Therefore, a comprehensive set of material parameters is necessary for accurate calculations. To have more accurate thickness information, an analysis of a cross-sectional cut could be integrated into the process. Moreover, in this work, only the modulus of elasticity of the steel material was experimentally determined. All other material parameters were taken from the literature. To improve the results in future research, the other relevant material parameters should also be verified by experiments.
The parameters derived from the asymmetric specimen are in accordance with in situ strain gauge measurements. Depending on the material parameters used, deviations below 5 and 12 could be achieved. In the next step, this validation needs to be verified for a larger specimen set and different parameter variations as well as for a more complex FML structure. This is indicated by the top and bottom boxes in
Figure 16. In addition to the classical laminate theory, this step can also be coupled with an FEA model such that the stress-free temperature is used as an input parameter within this model. This way, more complex stress states due to complex layups and geometries could be described.
5. Conclusions
In this work, it was shown that the accuracy of the curvature analysis of asymmetric specimens to determine the residual stress state in an FML depends highly on appropriate laminate layups, evaluation techniques and comprehensive material parameters.
It was found that thin laminates show non-linear effects and are further prone to additional influences due to warpage. Therefore, thicker asymmetric laminates that result in larger radii are to be preferred in combination with CTE-compliant tools. Furthermore, by using a small width-to-length aspect ratio, effects due to transverse curvatures can be neglected. Water jet cutting was identified as the best solution for trimming the asymmetric fiber metal laminates after manufacturing.
Specimens manufactured under consideration of these findings show a good correlation between their experimentally determined curvature and stress-free temperature. Beyond that, this correlation is in good agreement with analytical and numerical solutions. For the experimental parameter evaluation, the curvature measurement using optical 3D-scanning techniques seems to be the favored option, since the stress-free temperature measurement in an oven comes with limited accuracy due to the experimental setup.
The fact that a good correlation between stress-free temperature and curvature exists for the asymmetric laminates, which is further backed by analytical calculations, makes it possible to transfer the information gained from asymmetric specimens to more complex FML structures manufactured within the same process. Furthermore, asymmetric specimens are suitable for process monitoring since they are sensitive to changing process conditions as was shown by using a temperature-modified cure cycle.
Hence, the stress-free temperature gained from such asymmetric laminates can consequently be used for the residual stress quantification in more complex FML structures manufactured within the same process. The proposed workflow in
Figure 16 highlights the steps to be followed when asymmetric laminates are added during manufacturing for process monitoring. Future work needs to concentrate mainly on the validation of the transfer of residual stress levels from asymmetric specimens to a complex structure.
The findings in this work are not only valid for FMLs, but it is assumed that they can also be adapted to other laminated composite materials. However, due to the high anisotropy of the FML, the effects considered are more prominent in an FML consisting of CFRP and steel.



















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}