1. Introduction
The extensive use of plastics derived from petroleum-based resources causes adverse effects on the environment, such as accumulating more CO
2 into the atmosphere and decreasing oil reserves. The annual production rate of plastics derived from petroleum-based resources exceeds its number in a million tons every year, causing the generation of more plastic waste. The generated plastic waste is disposed in the landfills, rivers, and the oceans nearby. However, most European countries brought the method of conventional landfilling to an end and improved the rate of plastics recycling methods by introducing various recycling and plastic wastes recovering practices, whereas developing countries are still following the same conventional landfilling method. This harm-causing practice results in negative consequences on the environment by enhancing the rate of carbon footprint. This problem needs an alternative approach for the future and preservation of fossil fuels [
1]. An alternative to conventional plastic materials is green polymer composites, which are compostable and biodegradable [
2]. These are synthesized from biomass and renewable sources and emit low carbon and greenhouse gas emissions into the atmosphere. Even these materials have specific limitations, such as high production costs and reasonable mechanical properties, compared to the commodity plastics [
3]. The second factor of limitation is the voice of food analysts over the production of bioplastics, as the raw materials for these types of plastic materials are derived from plant-based resources such as starch and glucose, derived from corn, potatoes, sugarcane, beets, and many starch food sources. It is said that if the production of bioplastics continued to use plant-based derivates as raw material sources, there would be high scarcity and significant demand for such food types and the fields of the area in which they are mostly used. By considering these issues mentioned previously, such as lowering the production cost and saving polymer material, an alternative approach was developed in preparing bioplastics based on agricultural residues, which are a diverse range of waste materials generated by the agriculture and food industries that can cause serious pollution issues.
Several research studies have suggested using biomass wastes as natural fillers in composites made of polymers [
4,
5,
6]. Using such wastes from renewable sources creates a healthy and conservative environment for future generations and improves the financial stability of the farming sector [
7]. Walnut shell powder is a tough fibrous mixture made from crushed walnut shells (domestic waste). Its use in composite manufacturing can help to alleviate wood shortages in some walnut-rich countries [
8]. They are essential crops cultivated in temperate regions, and its shell makes up nearly half of the weight of the walnut. A walnut is made up of lignin (50%), cellulose (25%), hemicellulose (23%), and other minor components [
9]. Many research works have been carried out on the different kinds of nutshell powders compounded with different polymer matrices. The biocomposites were developed using PP as a matrix material with varying amounts of walnut powder and filler size. The results revealed that using walnut powder as a filler material improved the material’s density but not its tensile properties [
10]. The addition of walnut shell flour to polymer composites can lower the cost of biocomposites. These biocomposites could be used to produce fences, windows, door frames, and other structures. The construction of particleboards using various ratios of walnut powder was done using urea-formaldehyde resin. However, an increase in filler content reduced the flexural property because the internal bond strength was decreased [
11]. Additionally, walnut powder could be used in a wood particle mixture to produce particleboards for outdoor environmental applications.
To improve the adhesion between the PLA matrix and a natural filler content, C. R. Álvarez-Chávez et al. (2017) [
12] prepared a bio composite incorporating pecan nutshells in PLA matrix by melt blending process with (0, 5, and 7.5 wt.%), as pecan nutshells contain polyphenols, proteins, sugars, and lipids; some of these are released to improve the adhesion between the filler and polymer content. Results from the incorporation stated that pecan nutshells also lead to a decrease in the mechanical strength properties, but they have potential application as food trays and disposable items. To obtain better mechanical and physical properties compared to untreated bio composite specimens, the nutshell fillers such as argan and walnuts went through surface treatment methods using silane, alkali, and bleaching [
9,
13]. On the other side, chicken eggshells (ES) are a byproduct from aviculture and are considered as the worst environmental problem in countries where the egg production industries are well developed because tons of the material are disposed into the landfills. The food processing industry alone generates hundreds of thousands of tons of eggshell waste worldwide each year, and the recycling cost of this waste is estimated to be millions of euros [
14]. Chicken eggshells have economically no value, but they are regarded as a potential calcium source and have a good influence as an ingredient in various products. The chemical composition of the eggshell is 95% calcium carbonate in the form of calcite and 5% other organic materials [
15,
16]. Experimental research was conducted to evaluate the mechanical properties of the PP composite using commercial talc, calcium carbonate, and chicken eggshells by Toro et al. [
17]. The results concluded that Young’s modulus of the PP-ES composite increases with increased filler content. The optimization of matrix reinforcing with fillers depends on the interfacial interaction between the filler and the matrix, as well as the interaction between the filler and the plasticizer, to improve the properties of the composite. Plasticizers are generally present in the range between 1% to 10% by weight of polymer matrix material. Below 1%, the plasticizer may not effectively plasticize the polymeric material, and above 10%, it tends to leach out of the polymeric material. Epoxidized vegetable oils are considered a feasible alternative for petroleum-based plasticizing materials. Vegetable oils consist of different amounts of triacylglycerols, such as esters of glycerol and fatty acids [
2].
The main aim of this work is to evaluate the possibilities of using biological reinforcement fillers based on waste and to evaluate the influence of the filler content in the structure of the polymer composite material on mechanical, thermal, and optical properties.
2. Materials and Methods
2.1. Materials
Schofer Natural Products supplied the walnut shell powder used in this work, whereas eggshells powder was self-made using a kitchen grinder. The white chicken eggshells were collected in the required quantity, cleaned, and a further heat treatment was done using an oven at 50 °C for 30 min. They were further processed in a grinding process until a fine powder was obtained when thoroughly dried. This powder was sieved to achieve a homogenous particle size. The powders were again subjected to a second drying process at room temperature for 2 h to remove the moisture content.
Poly(lactic acid), a biodegradable aliphatic polyester thermosetting polymer derived from renewable feedstock, is used in this work. The PLA pellets were provided by REPRAP WORLD. The mechanical properties of PLA depend upon a few parameters such as crystallinity, molecular weight, the structure of the polymer, and formulation of the material (blends, plasticizer, and composites). These parameters make PLA characteristics range from soft to high strength and stiffness material. The research studies on the PLA structure [
18] stated that lactic acid (2-hydroxy-propionic acid) is the basic building block to produce PLA. This monomer is available in two forms—the L&D type forms—which are termed as chiral stereoisomers. Naturally available lactic acid is the L (PLLA) form, and chemically synthesized lactic acid is in a mixture of both D and L form (PDLLA) with equal proportions. PLLA and PDLLA with different molecular weights (Mw) show changes in the tensile strength properties. PLLA (Mw = 67,000 mol/g) has a tensile strength of 59 MPa, whereas PDLLA (Mw = 114,000 mol/g) has a strength of 44 MPa. This significant variance in the tensile properties is due to the tacticity of PDLLA. The annealing treatment of PLLA shows some increments in the mechanical properties compared with non-annealed PLLA and PDLLA samples. In general, polylactide made through the route of ring polymerization techniques has a brittle nature with low impact strength, elongation at break, and poor toughness properties, which is similar compared to another amorphous type of brittle polymer (PS). Its tensile strength and modulus properties can be compared with PET, a semi-crystalline polymer.
Epoxidized soybean oil (ESO), with an oxirane oxygen content between 6.6% to 8.0% and an iodine value less than 3%, was kindly supplied by TRAQUISA (Barcelona, Spain). Based on the technical data sheet provided by the supplier, the composition of fatty acids content of ESO is 3% to 5% of stearic acid, 6% to 10% of linolenic acid, 8% to 12% of palmitic acid, 20% to 26% of oleic acid, and 48% to 57% of linoleic acid.
2.2. Sample Preparation
Before compounding, PLA granules at 50 °C for 6 hrs were dried in an oven to remove the absorbed moisture. The extrusion process was carried out by using a laboratory twin-screw extruder (Model Krauss Maffei ZE 25A x 42DUTXi) from Krauss-Maffei. Firstly, the PLA is plasticized with a constant weight percentage of 5%. Later, walnut shell powder was added to the molten plastic blend according to the aimed weight ratio. The temperature profile of the barrel was maintained around 165 °C to 180 °C, and the screw speed was 50 rpm. The filaments produced through the compounding process were cooled and pelletized into small granules using a cutting machine. The same process was repeated to plasticized PLA with fillers (10 wt.%, 15 wt.%, and 20 wt.%). The pelletized compounded granules were dried in an oven for 12 h at 50 °C to get free from the moisture. The pelletized compounded granules were dried in an oven for 12 h at 50 °C.
After drying, the granules were used in the injection molding [
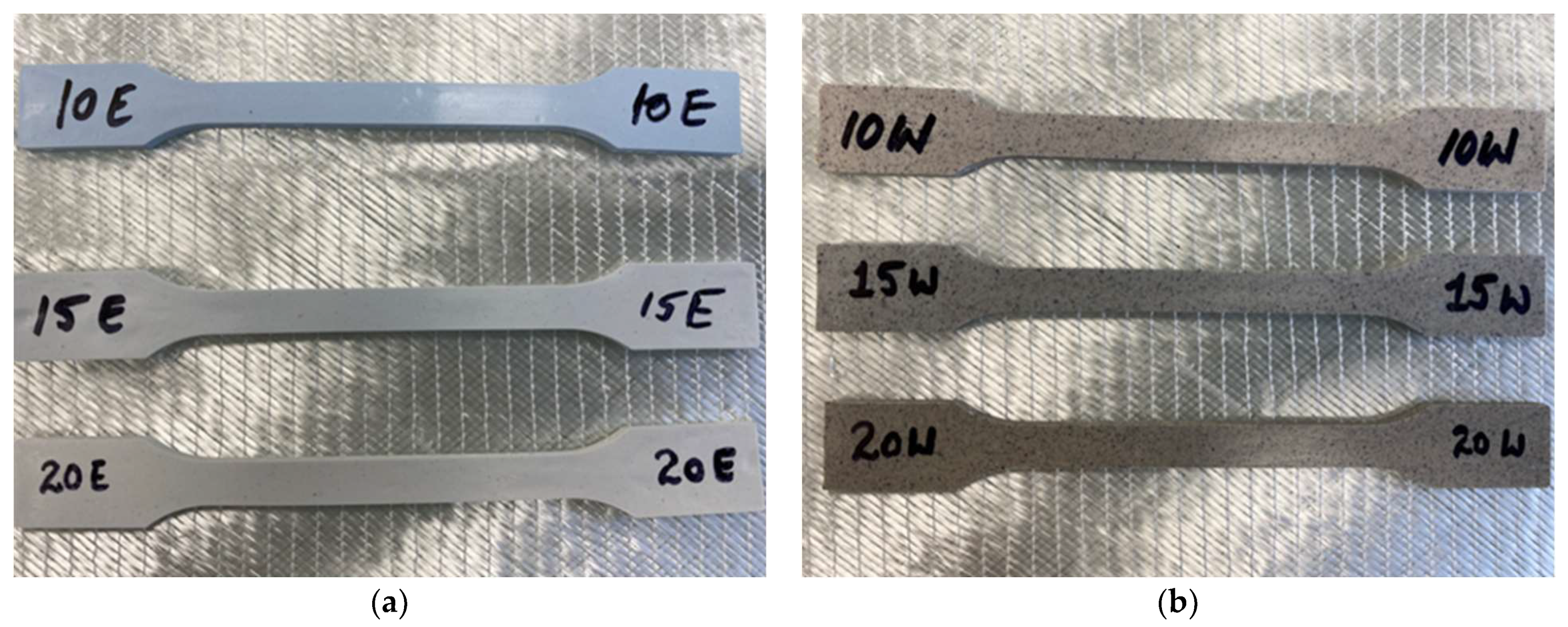
19] process, which was carried out at temperatures of 50 °C, 110 °C, 120 °C, 155 °C, 180 °C, and 165 °C according to the different zones present, with a cooling time of 20 s to obtain dog bone-shaped specimens of standard ISO 3167 Tensile specimen.
The volume fraction calculations in the above
Table 1, were calculated using standard the standard formula mentioned below (Equation (1)). Where
—filler volume fraction,
—filler weight fraction,
—filler density, and
—matrix weight fraction, and
—matrix density. The density values of the eggshell powder and walnut shell powder are 0.42 and 0.48 g/cc
3. Density values are illustrated in
Table 2.
Equation to calculate the volume of the fillers in the composite materials.
2.3. Experimental Setup
2.3.1. Tensile Tests
The Universal Testing Machine from Zwick is a versatile piece of testing equipment that can evaluate material properties such as tensile strength, elasticity, compression, yield strength, elastic, and plastic deformation. The Universal Testing Machine has a maximum load of 20 kN. Tests can also be performed under controlled environmental conditions. This is achieved by placing a climate chamber into the Universal Testing Machine. The following tensile tests were conducted according to ISO EN DIN 527.
2.3.2. Flexural Tests
The flexural tests were also done on the UTM described in
Section 2.3.3 until the material failed. However, for flexible materials which do not fail within the range given by support fixture, measurements are done until a deformation rate of 5% of the outer strain is reached.
The specimens according to the DIN EN ISO 178 standard were used in this test process. In three-point bending, a specimen mounted on two supports is studied under a single load applied to the center of the specimen using another support in the opposite direction. The supports are called jigs, and the distance between them is span. The span must be kept to 16 times the thickness of the specimen to reduce the shear influence [
20].
2.3.3. Charpy Impact Tests
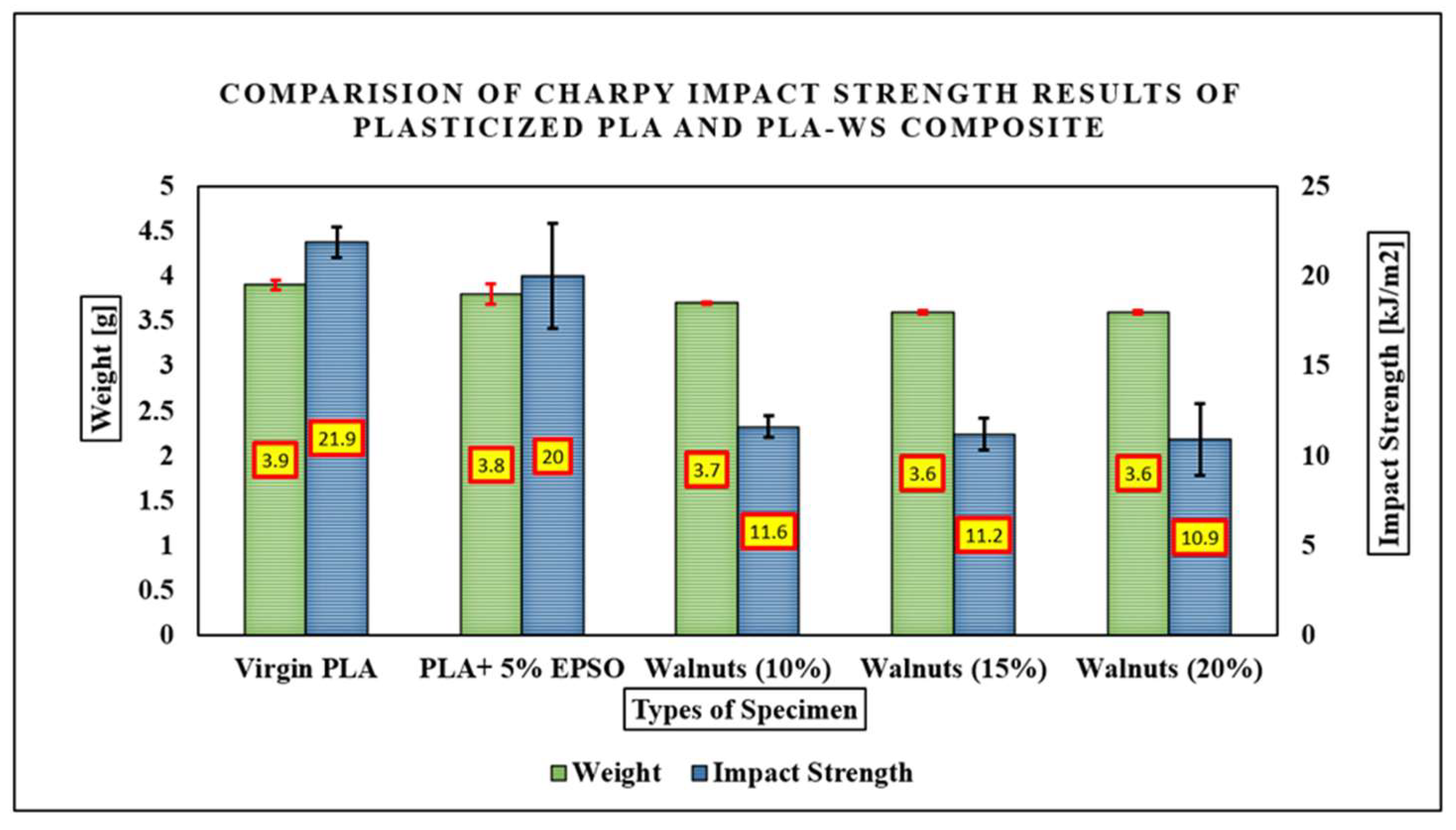
The Charpy impact test was carried out following the DIN ISO 179 standard, with a velocity of 2.9 m/s and a hammer weight of 0.9510 kg, and the Ray-Ran Advanced Universal Pendulum Impact Tester was used as a testing device.
2.3.4. Heat Deflection Test (HDT)
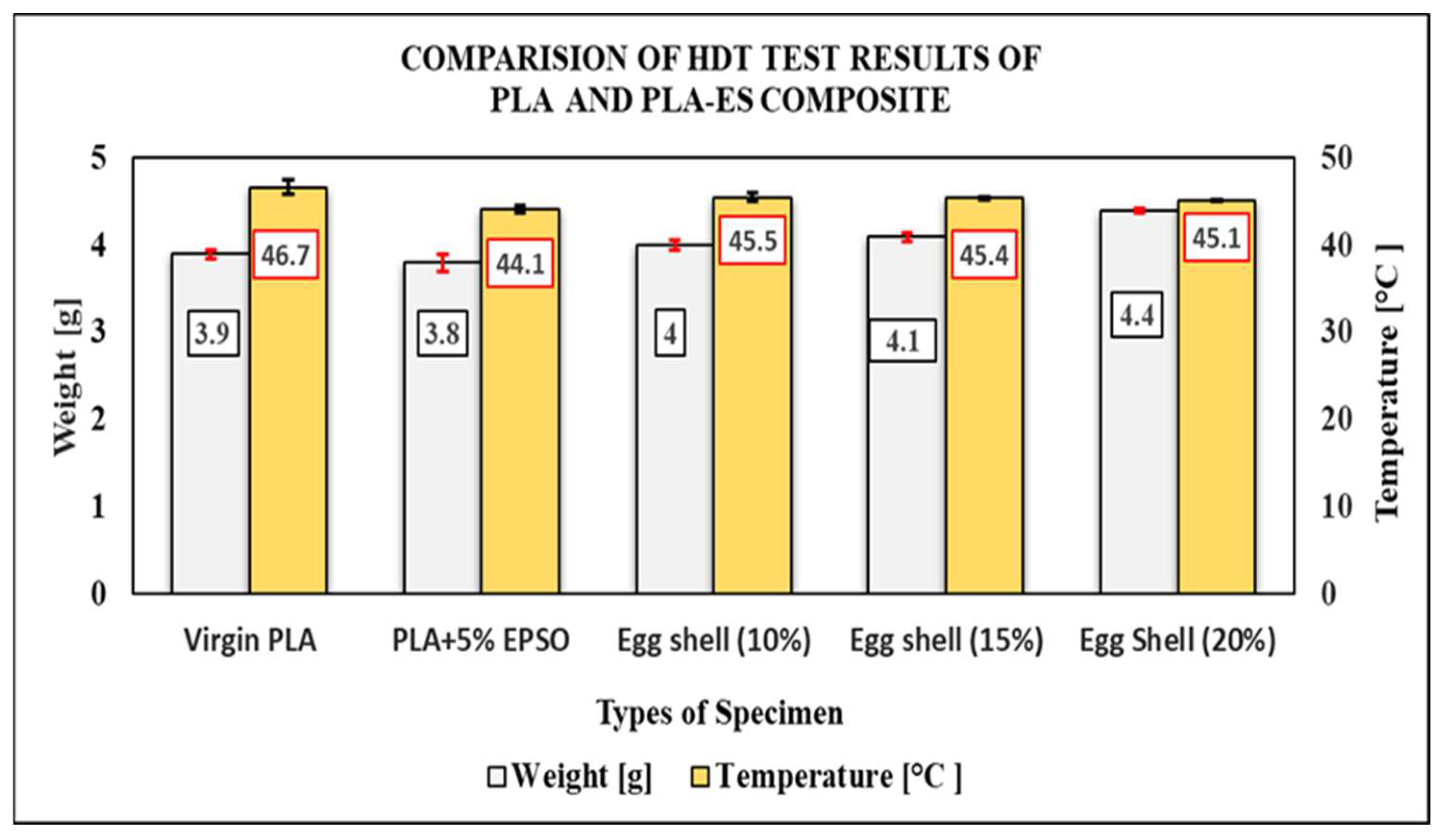
The ZwickRoell’s HDT/Vicat A was used for this testing method. The sample size used in this test was 80 mm × 10 mm and 4 mm thick with a span length of 64 mm. This test took place under a closed chamber in silicon oil as a medium. After placing the samples inside the chamber, loads were added with respect to the dimensions of the samples, and the test started after 300 s after the specimen had been subjected to the load.
2.3.5. Optical Microscopy Test
The epoxy resin was used to create the samples for the light microscopy test. According to the ratio, the epoxy and hardener were mixed in a paper cup and carefully stirred for at least 5 min. The samples were subjected to a light microscopy test with the OLYMPUS BX40 device.
5. Conclusions
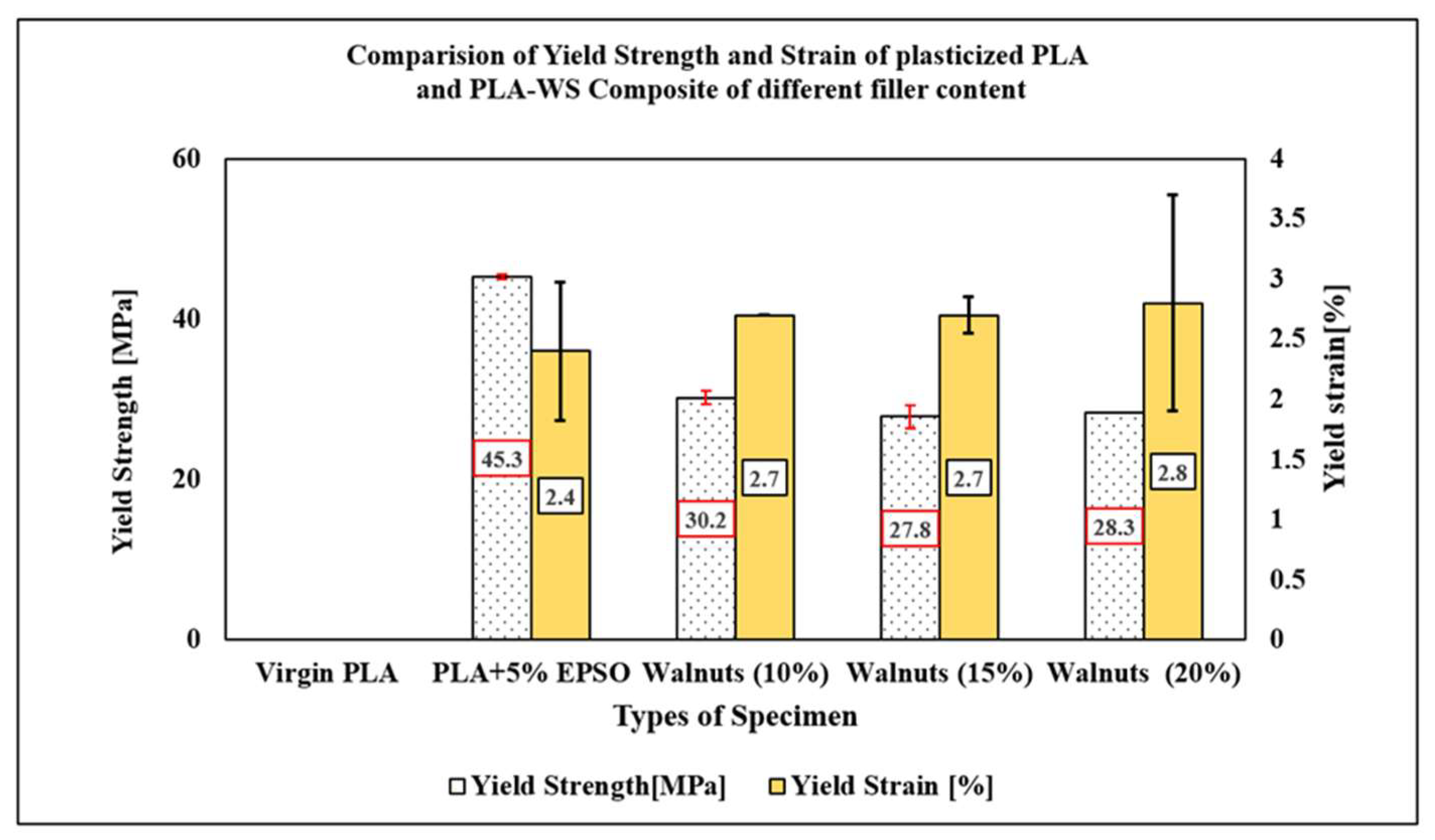
Eggshell powder and walnut shell powder were used as filler materials in this research work to develop bio-plastic materials, using compounding and injection molding processing technologies with good mechanical properties. The findings revealed that the addition of plasticizer and filler particles influenced the mechanical and thermal properties of the neat PLA material. Although the tensile strength of the neat PLA was higher than that of filler-based composite materials, the neat PLA demonstrated brittleness by breaking at low strain percentages. However, the addition of a plasticizer at a concentration of 5% improved the strain rate and elongation at break, making the material ductile. The mechanical properties decreased as the filler percentage increased, indicating that weak interfacial regions formed between the matrix and the filler particles, resulting in a weak binding point and a significant decrease in material strength.
Secondly, because the size of the filler particles varied on a micrometer scale, it might be a cause of the decreased mechanical properties, resulting in non-uniform stress transformations when a load was applied. When a load was applied, the voids were the primary initiator of crack formation, resulting in material failure at earlier stages. Due to the different natures of the fillers and matrix, there was poor compatibility between them, causing a drop in thermal stability. Surface treatments on fillers should be performed in future works to improve mechanical, thermal properties, and reduce moisture penetration.
Finally, walnut shells and eggshells are an abundant agro-industrial residue in certain regions, where their use may benefit the economic sector and avoid environmental pollution as a sustainable alternative as filler in bioplastic materials in applications, where the cost factor is a concern. Using such fillers will also benefit the soil during the degradation process because some fillers contain minerals that leach back into the soil, making the land more fertile.
6. Future Work
To improve the thermal stability and the mechanical properties of the composite made of bio fillers, surface treatment (Alkali treatment) of the fillers has to be done, which results in improving the strength at the binding point and leads to better interface area.
Generating wealth from waste, such as from the eggshell powder and walnut shell, should be regarded as one of the ways to create an eco-friendly environment for future generations. These fillers can also be used in synthetic-based plastics such as polyethylene (PE) and polypropylene (PP), which are commonly used in domestic applications. Using these fillers with petroleum-based plastics saves petroleum reserves and reduces the carbon footprint rate.



















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}