

Manufacture and Characterization of Cola Lépidota Reinforcements for Composite Applications
 ,
,  ,
,  , ,
, ,
Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
2.1.1. Rovings and Twisted Yarns
- Cola lepidota rovings, denoted as R1_CL, which are flat, untwisted rovings obtained after the selection step. They have an average width of 10 mm and an approximate thickness of 92.96 ± 12.74 µm.
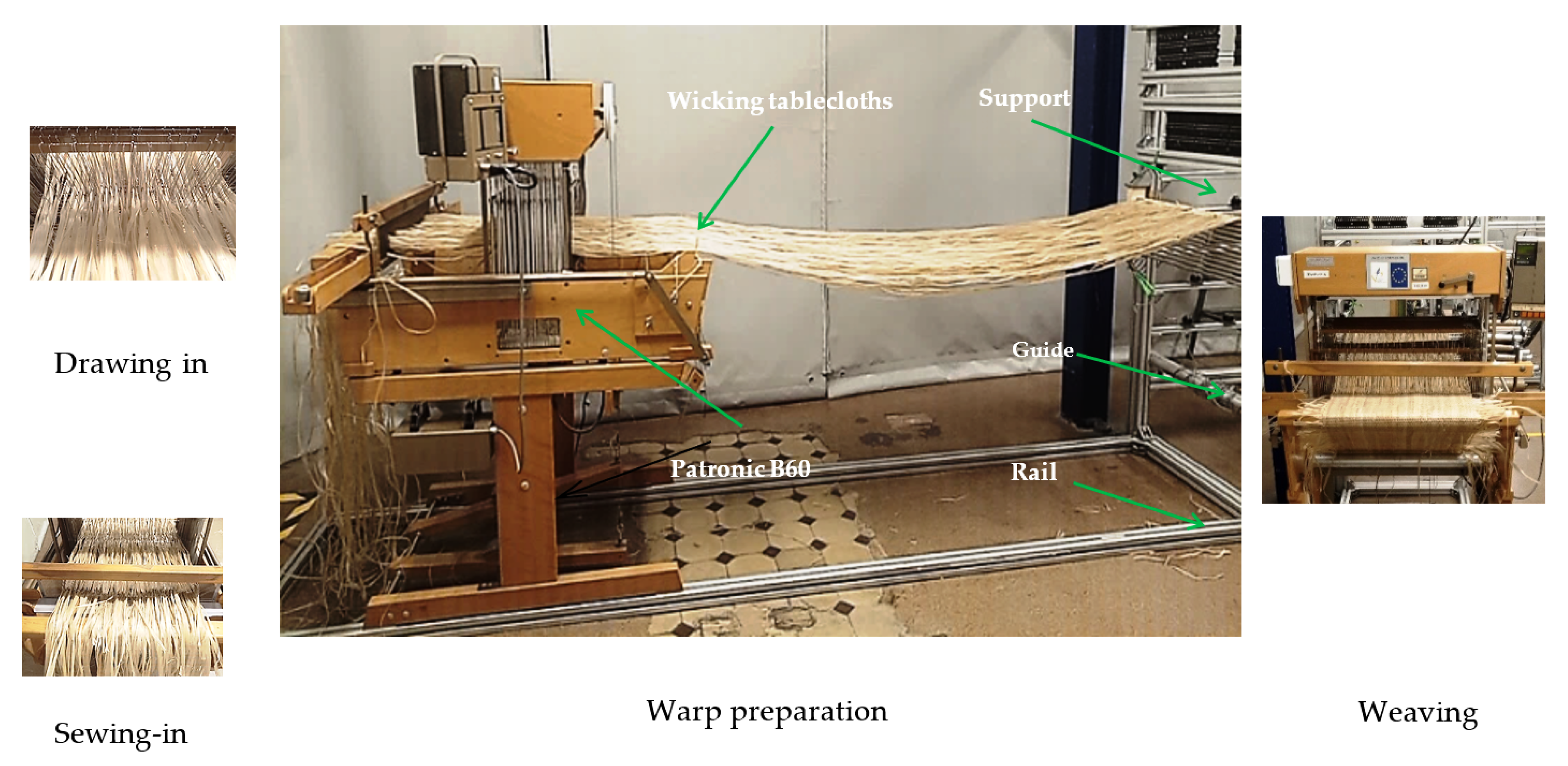
- Cola lepidota yarns, denoted as Y_CL, obtained from R1_CL previously separated in the mid-plane and twisted on the TWISTEC twister of GEMTEX laboratory.
2.1.2. Woven Fabrics
- A plain weave fabric, denoted as Plain_CL, slightly balanced, based on R1_CL with a yarn density of 3 picks/cm in weft and 2.5 ends/cm in warp.
- A quasi-unidirectional fabric, denoted as Quasi-UD_CL, an unbalanced fabric based on Y_CL in the warp direction with a density of 0.5 ends/cm and on R1_CL in the weft direction, with a density of 3.5 picks/cm. In this fabric, the twisted rovings were used to hold the weft rovings in place in order to obtain the maximum quantity.
2.1.3. Composite Manufacturing
- A quasi-unidirectional composite, denoted as CQUD, manufactured from Quasi-UD_CL fabrics stacked in the weft direction.
- A plain weave ply composite, denoted as CPP, manufactured from Plain_CL fabrics stacked in the warp direction.
2.2. Characterization Methods
2.2.1. Rovings and Twisted Yarns Properties
2.2.2. Woven Fabrics Properties
- Textile properties
- Mechanical properties
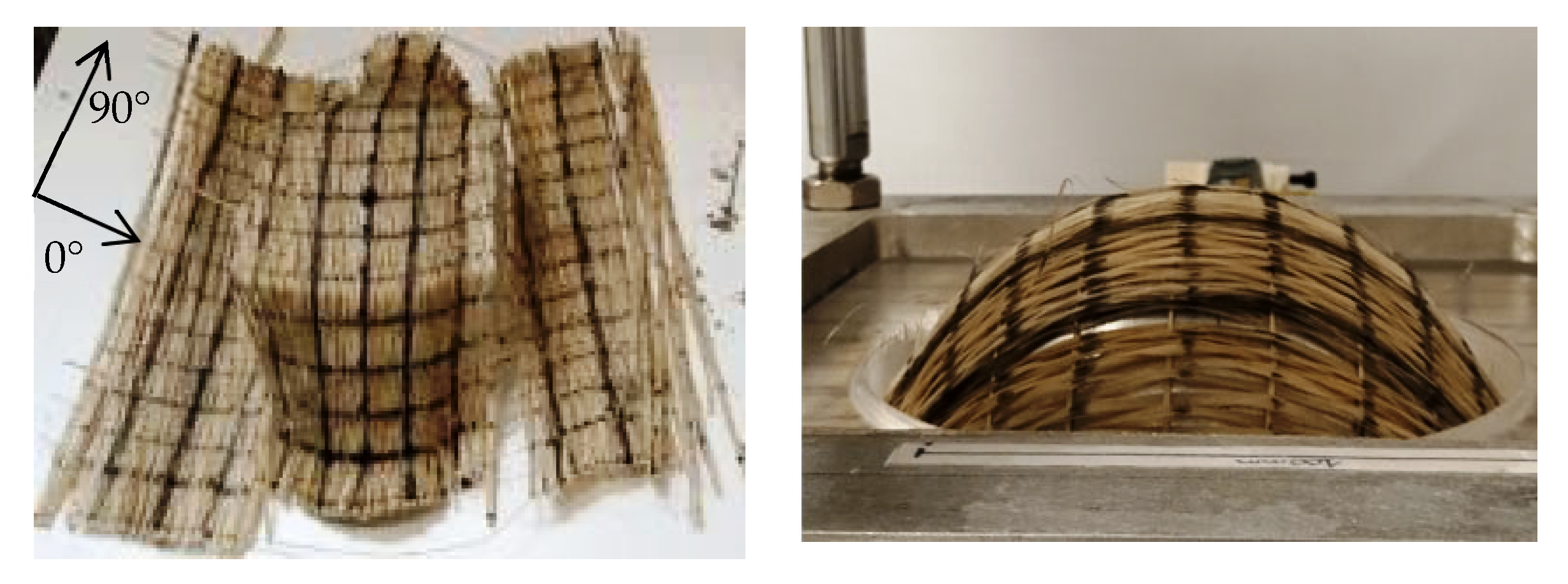
- Deformability of woven fabrics by forming tests
2.2.3. Composites Properties
3. Results and Discussion
3.1. Roving Properties
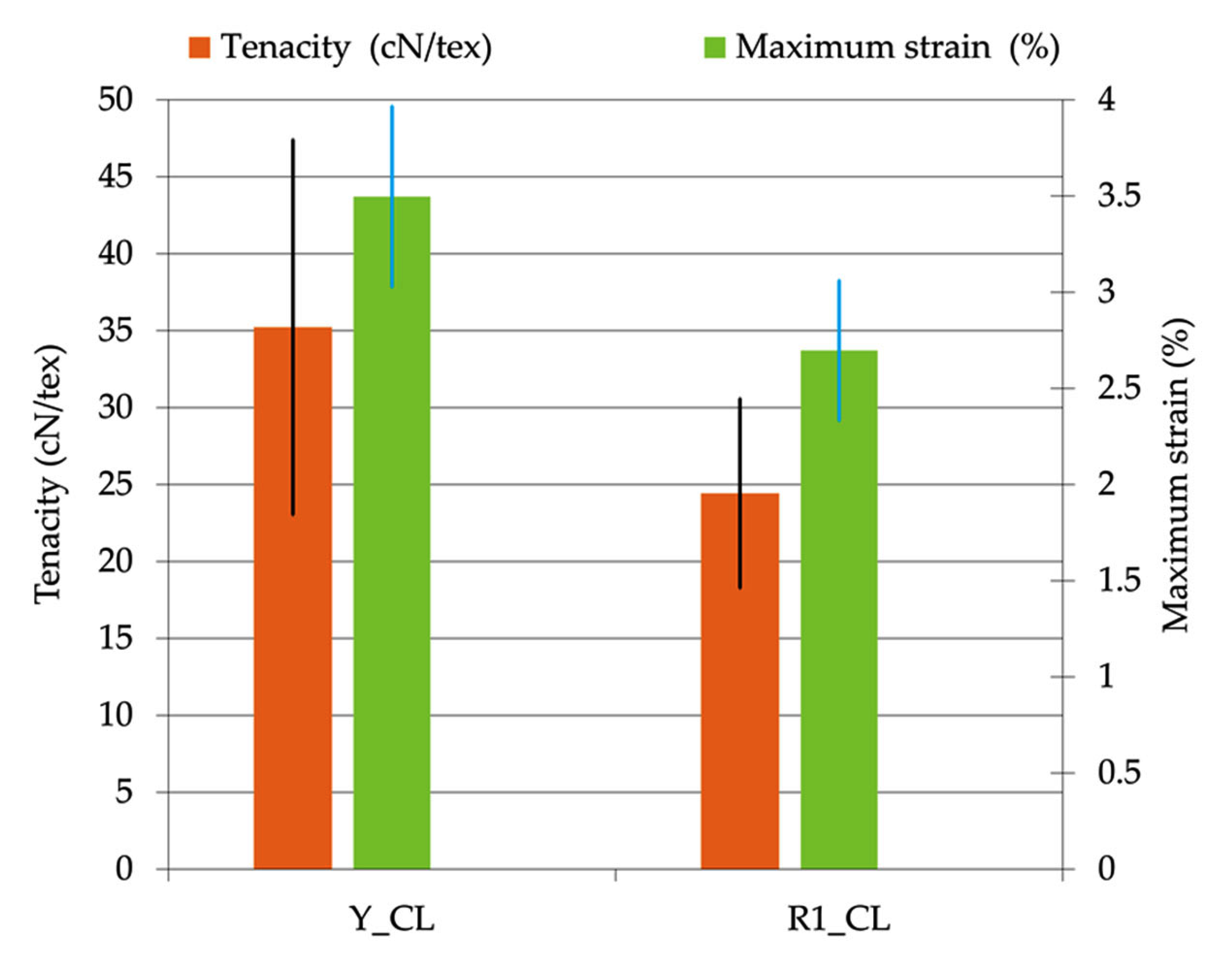
3.1.1. Tensile Properties of CL Yarns and Rovings
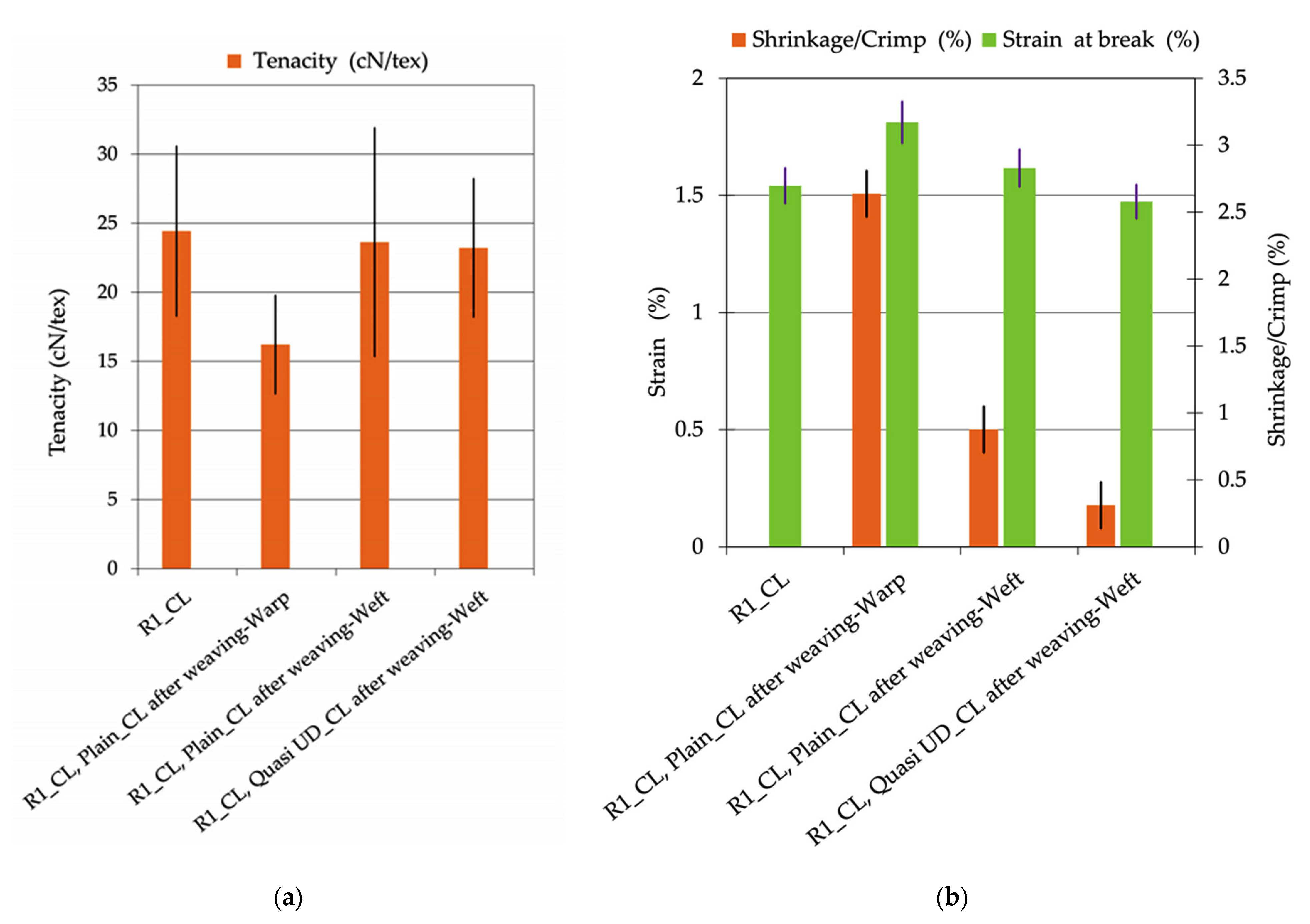
3.1.2. Influence of the Weaving Process on the Tensile Properties of CL Rovings
3.2. Fabrics Properties
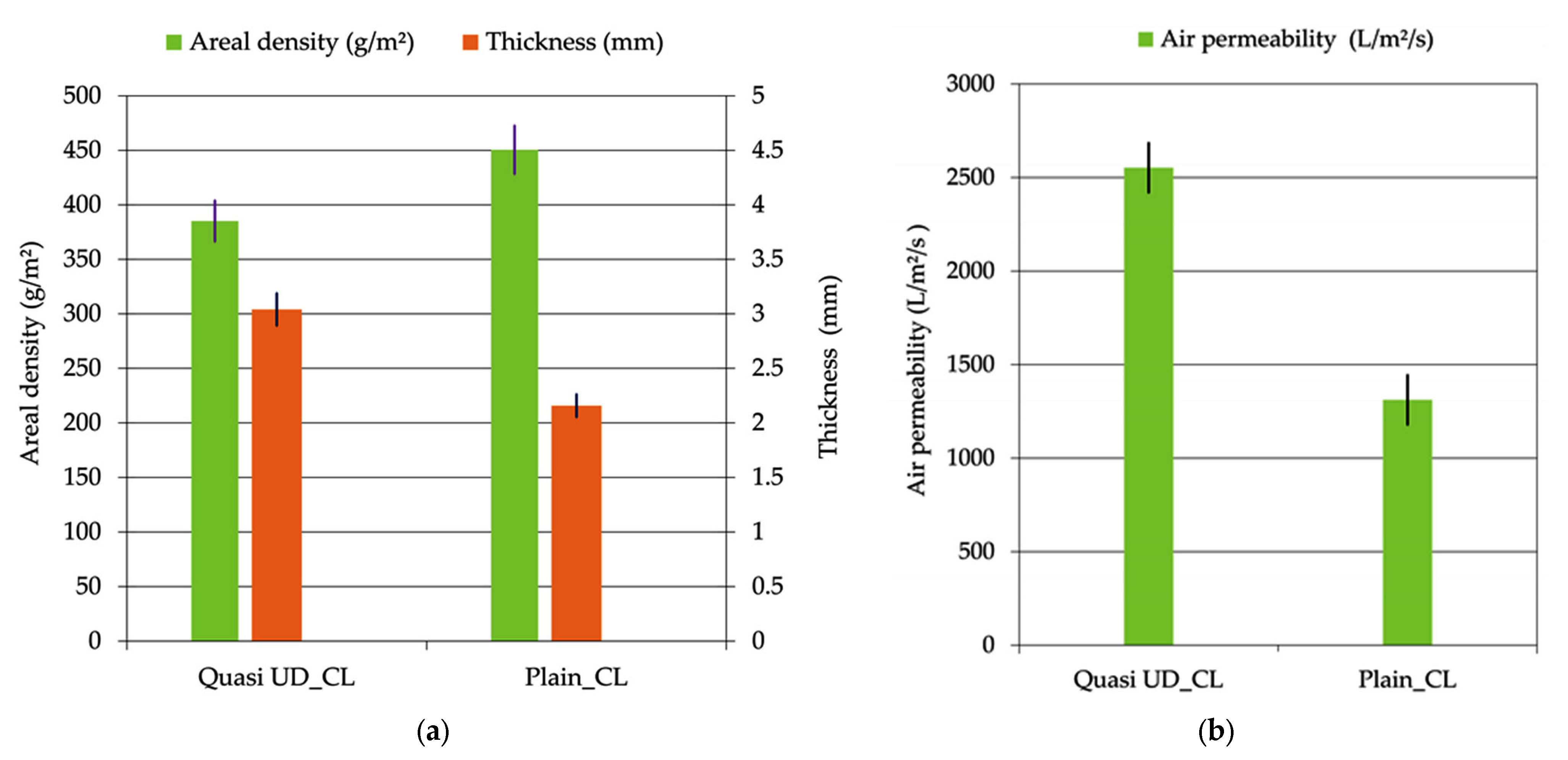
3.2.1. Textile Properties
3.2.2. Mechanical Properties
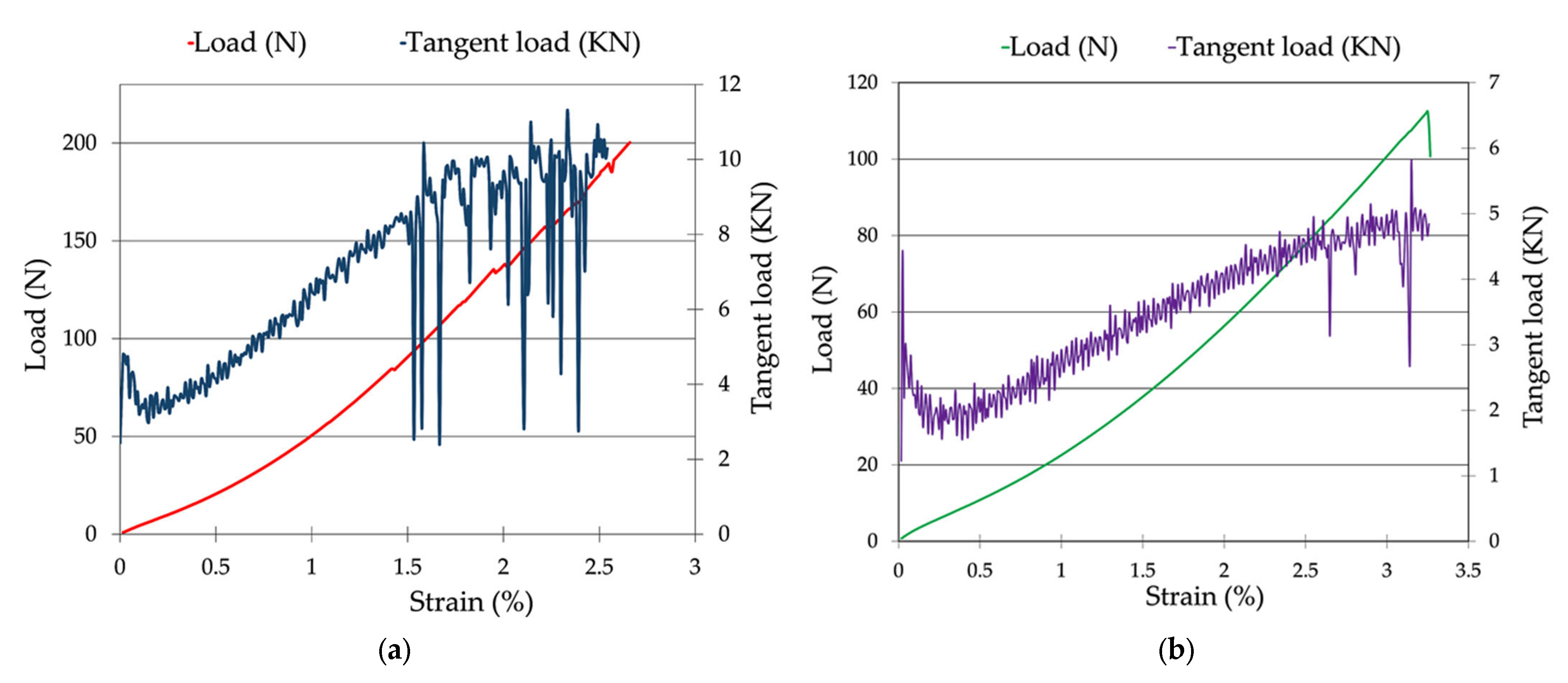
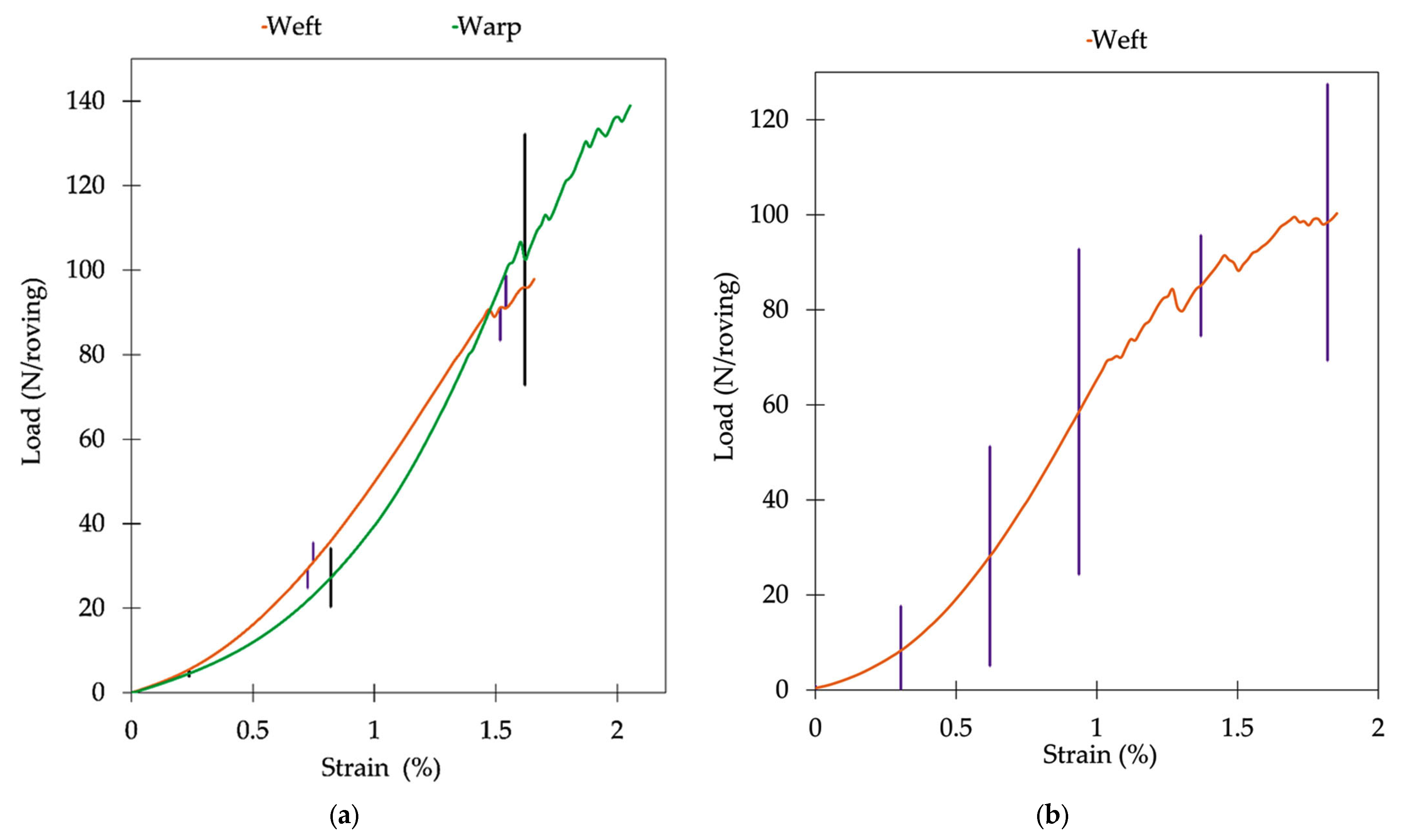
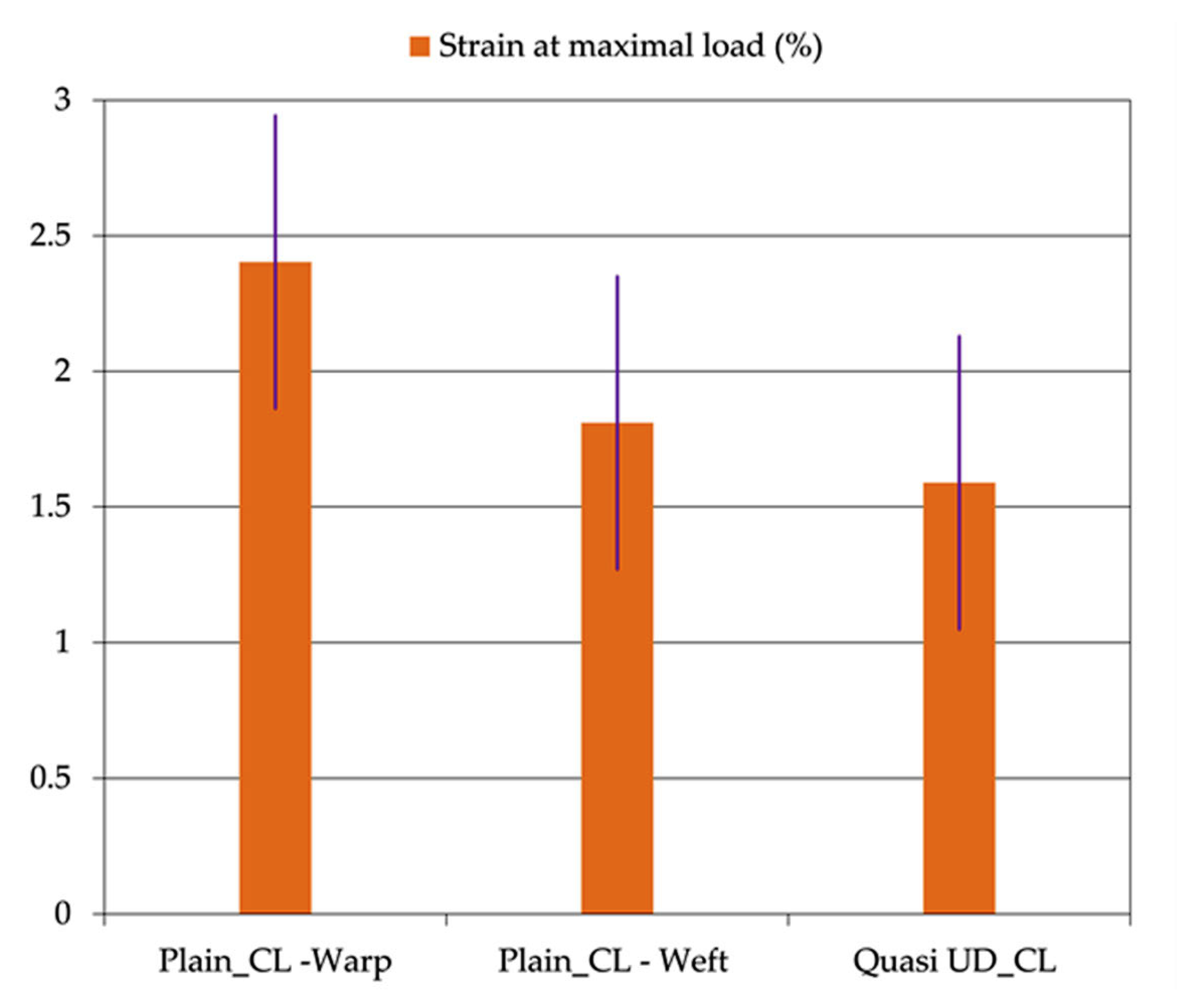
- Tensile properties
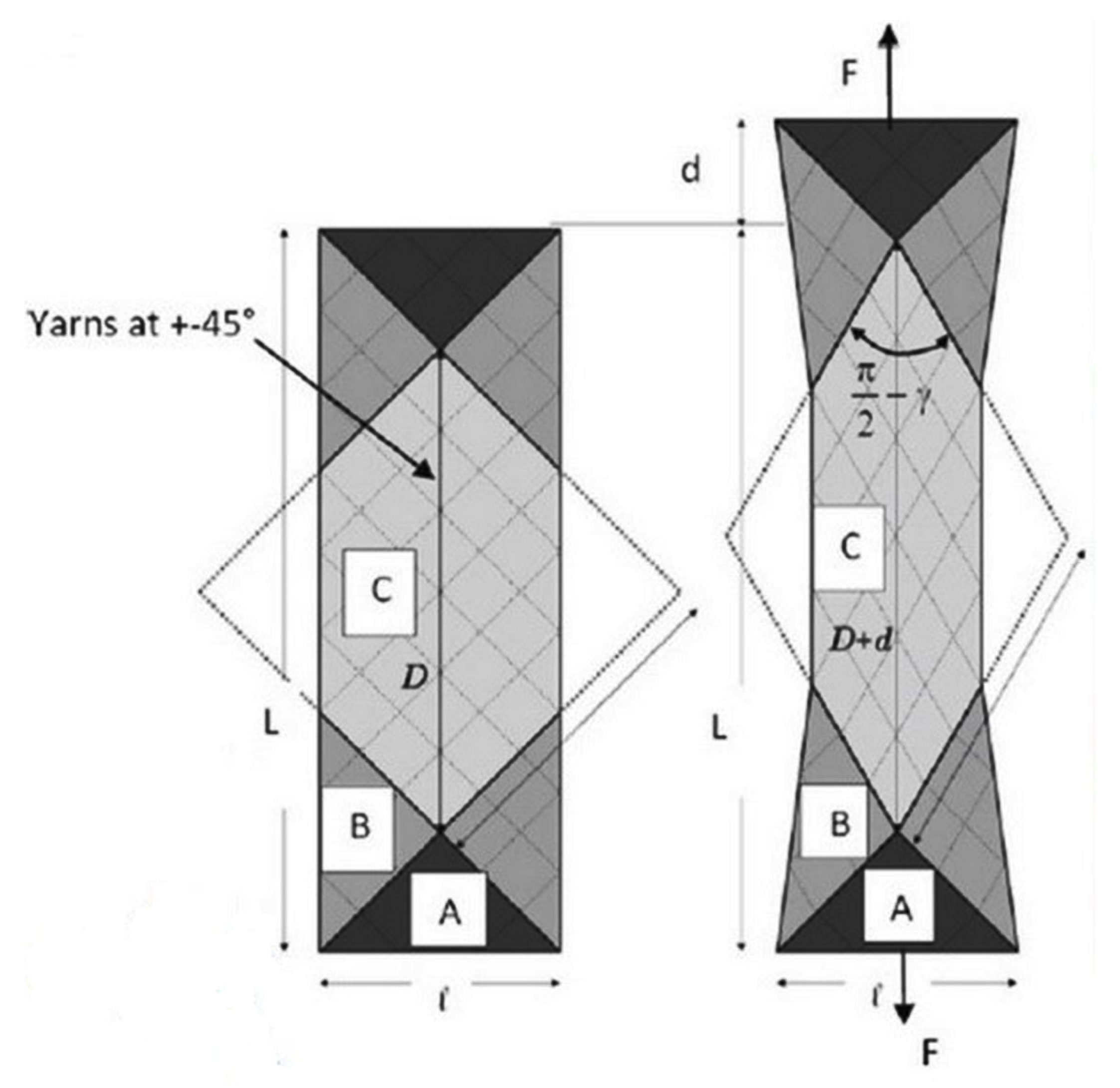
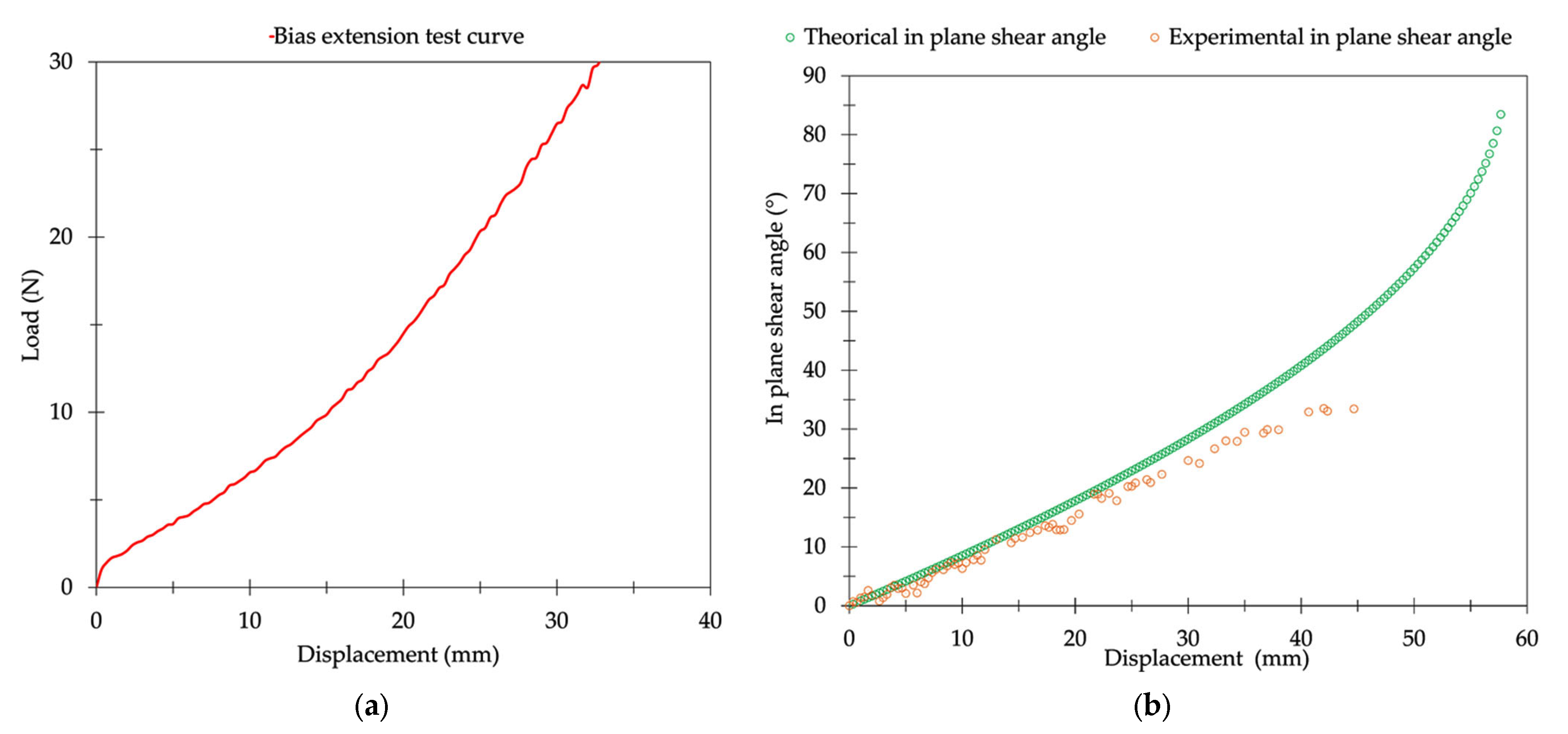
- In-plane shear behavior of Plain_CL woven fabric
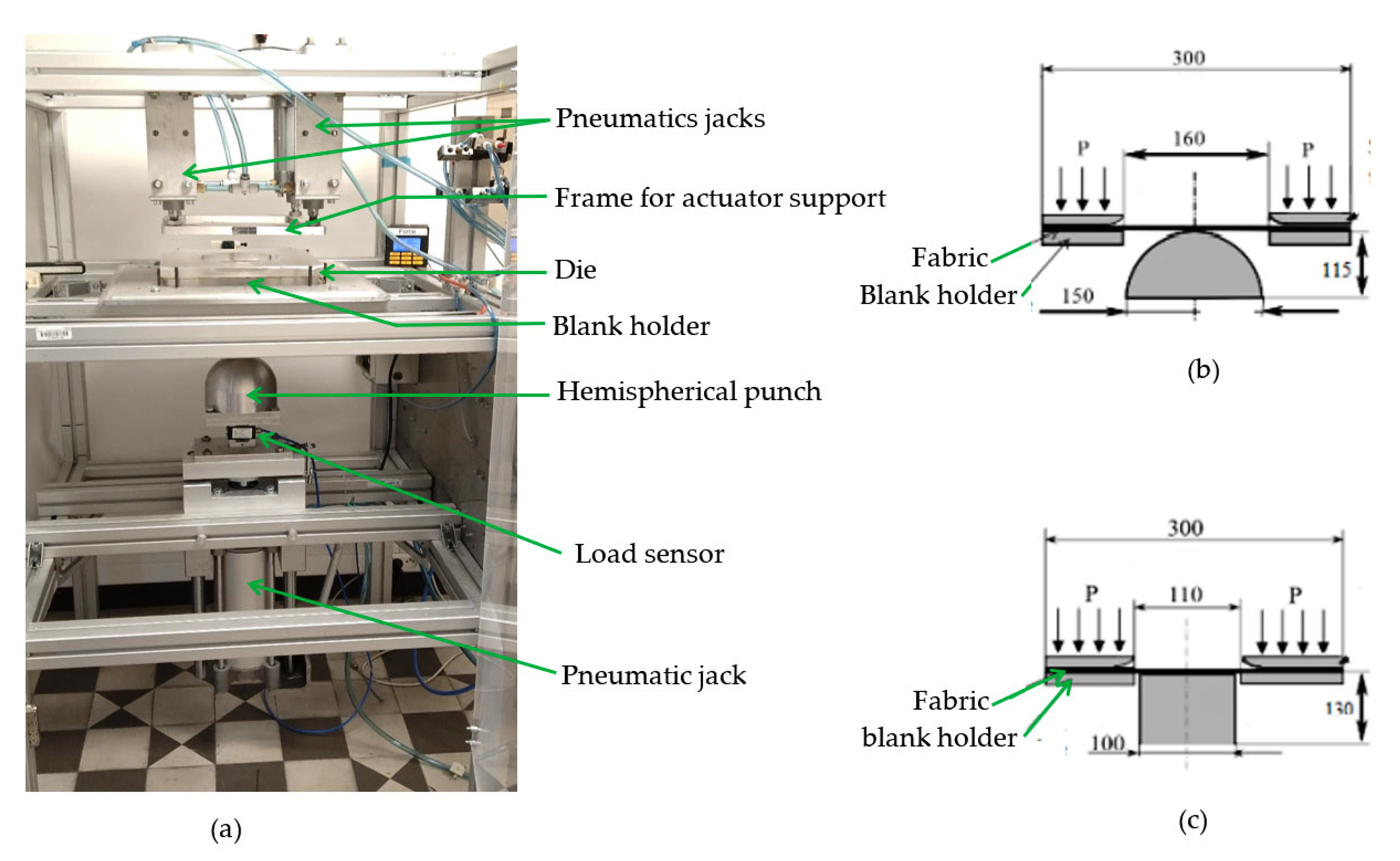
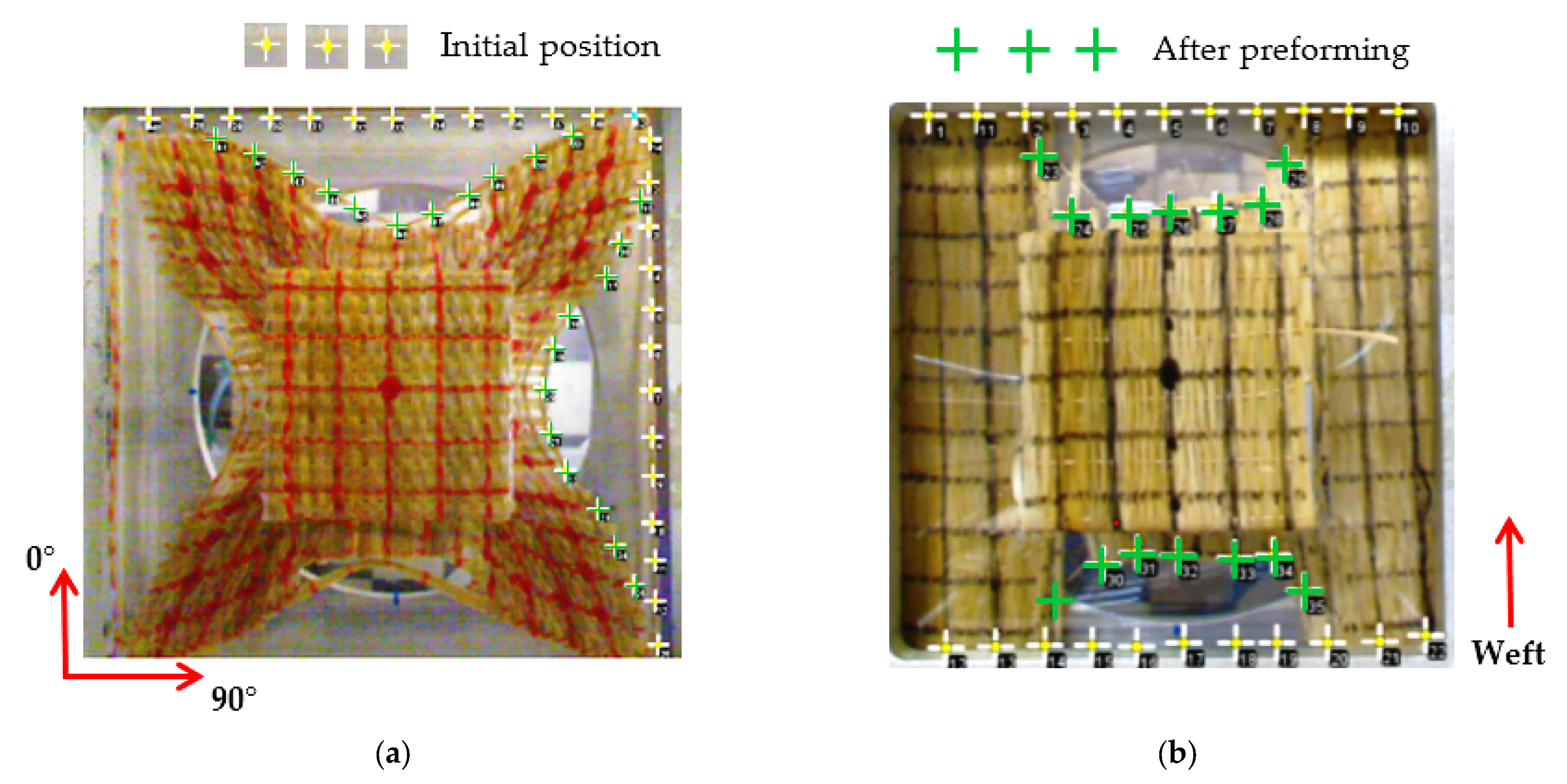
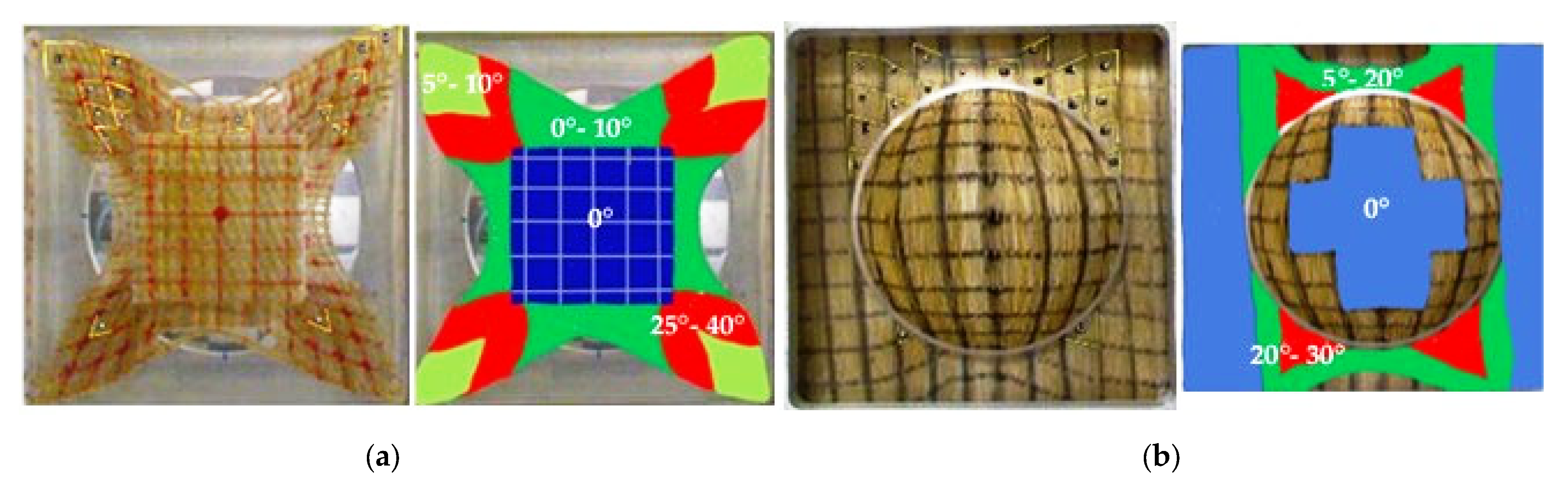
- Forming test
3.3. Composite Properties
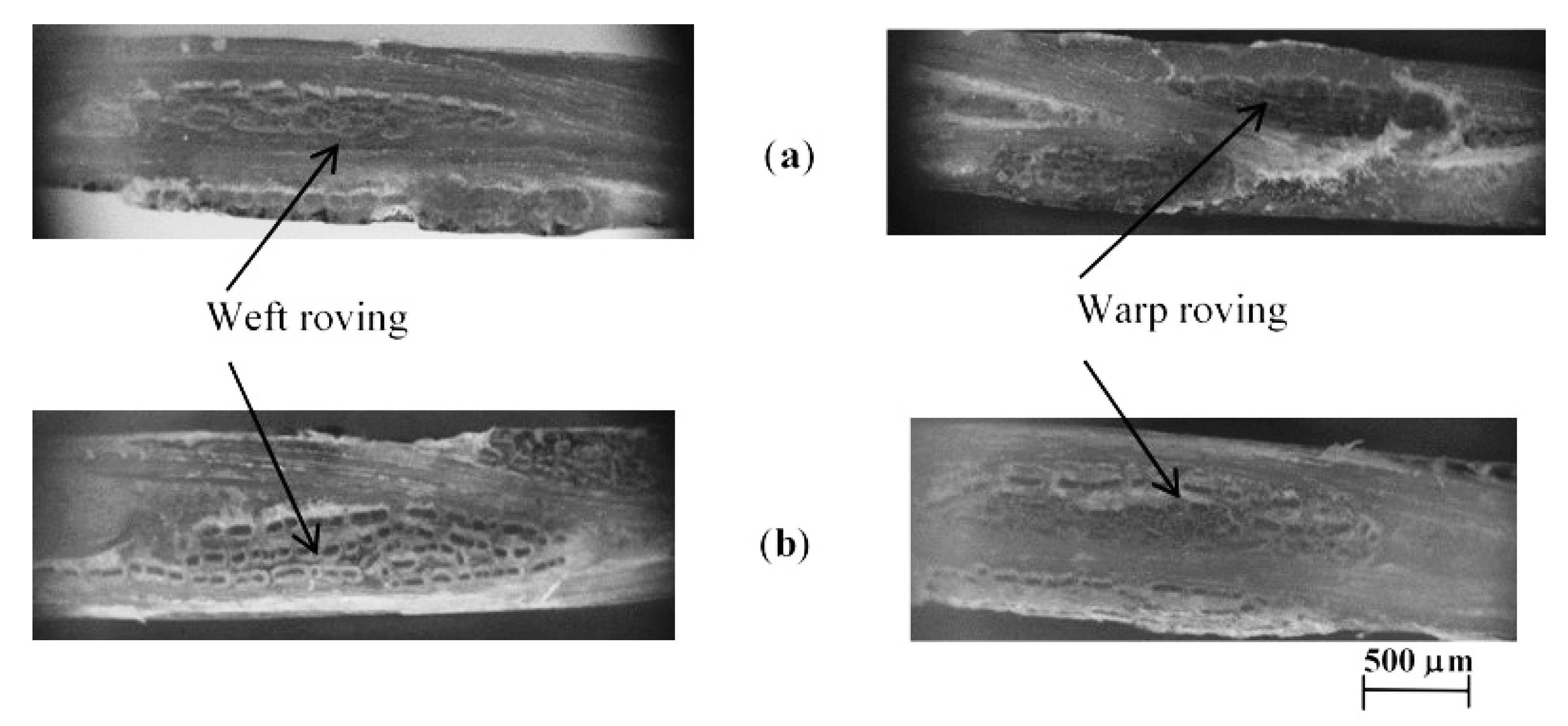
3.3.1. Fibers and Porosity Contents of Composites
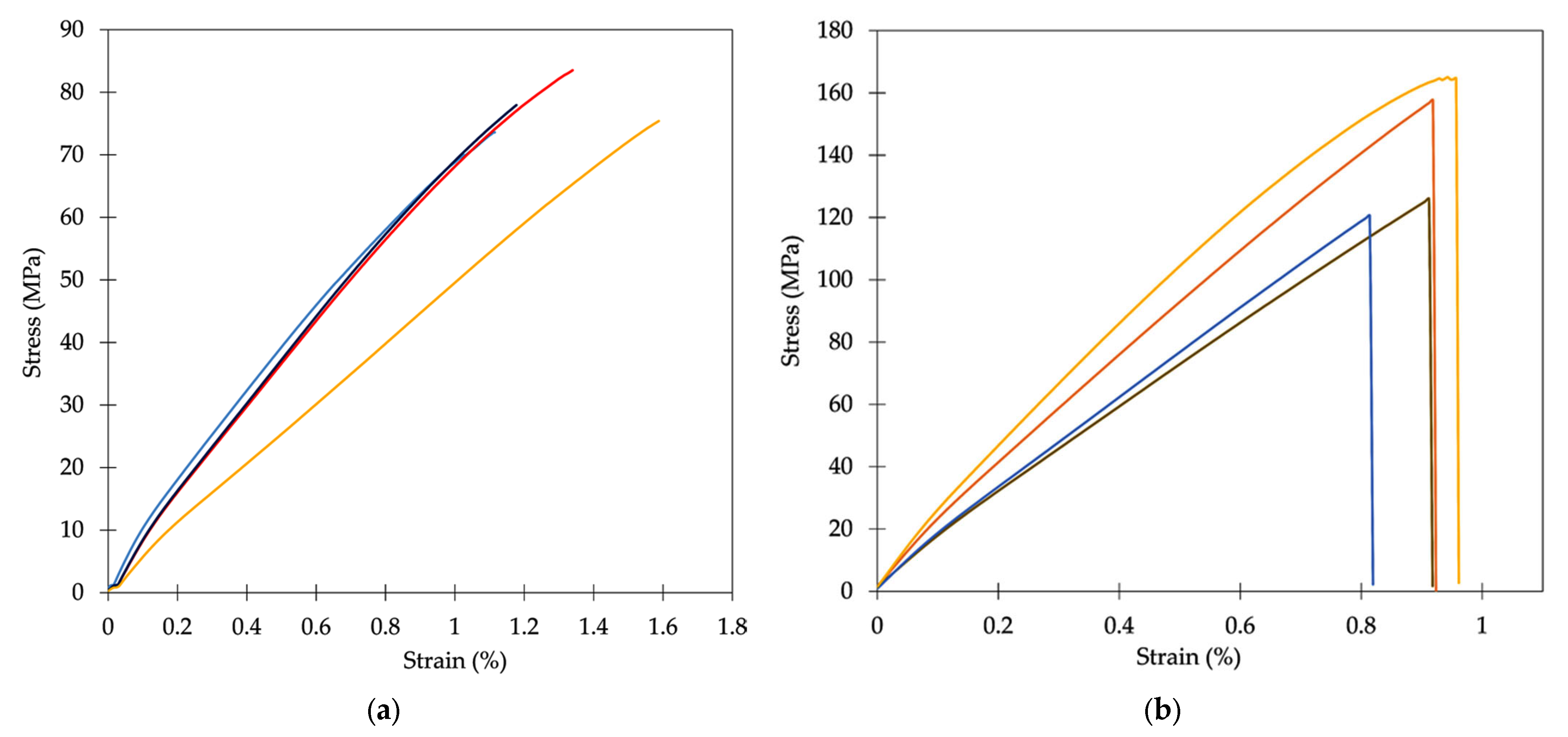
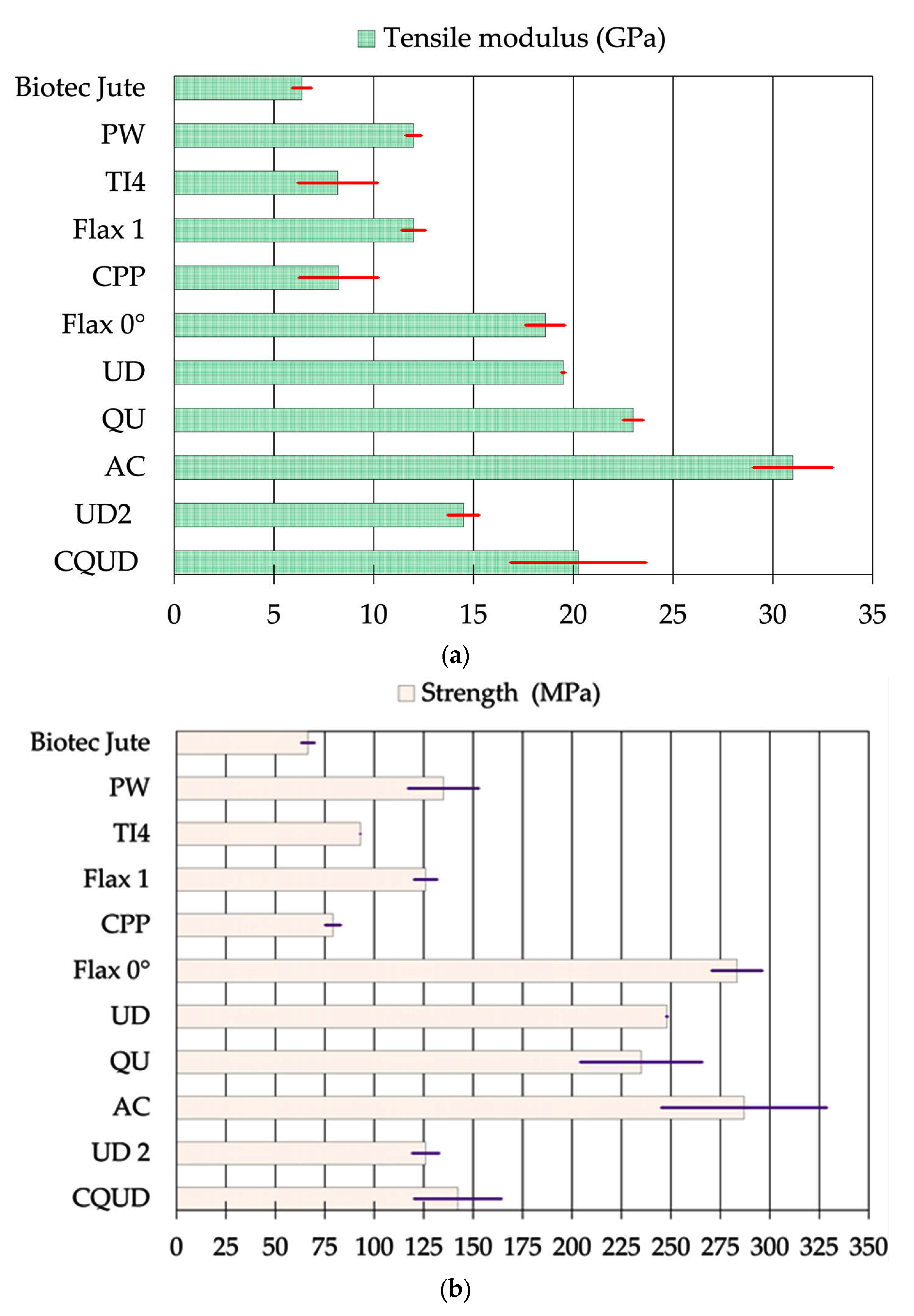
3.3.2. Tensile Properties of Composites
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Pil, F.; Bensadoun, F.; Pariset, J.; Verpoest, I. Why are designers fascinated by flax and hemp fibre composites? Compos. Part A 2016, 83, 193–205. [Google Scholar] [CrossRef]
- Lu, C.; Wang, C.; Salleh, K.M.; Zakaria, S.; Chen, Y.; Tong, J.; Deng, N.; Zuo, Q.; Yan, Y. Influence of hemp roving twist and fiber apparent parameters on the mechanical properties and water absorption of quasi-unidirectional composites. Text. Res. J. 2022, 92, 00405175221095584. [Google Scholar] [CrossRef]
- Lotfi, A.; Li, H.; Dao, D.V.; Prusty, G. Natural fiber-reinforced composites: A review on material, manufacturing, and machinability. J. Thermoplast. Compos. Mater. 2021, 34, 113750. [Google Scholar] [CrossRef]
- Swolfs, Y.; Verpoest, I.; Gorbatikh, L. Recent advances in fibre-hybrid composites: Materials selection, opportunities and applications. Int. Mater. Rev. 2019, 64, 181–215. [Google Scholar] [CrossRef]
- Baley, C.; Gomina, M.; Breard, J.; Bourmaud, A.; Drapier, S.; Ferreira, M.; Le Duigou, A.; Liotier, P.J.; Ouagne, P.; Soulat, D.; et al. Specific features of flax fibres used to manufacture composite materials. Int. J. Mater. Form. 2019, 12, 1023–1030. [Google Scholar] [CrossRef]
- Bensadoun, F.; Vallons, K.; Lessard, L.; Verpoest, I.; Van Vuure, A. Fatigue behaviour assessment of flax-epoxy composites. Compos. Part A 2016, 82, 253–266. [Google Scholar] [CrossRef]
- Corbin, A.-C.; Soulat, D.; Ferreira, M.; Labanieh, A.-R.; Gabrion, X.; Malécot, P.; Placet, V. Towards hemp fabrics for high-performance composites: Influence of weave pattern and features. Compos. Part B 2020, 181, 107582. [Google Scholar] [CrossRef]
- Corbin, A.-C.; Soulat, D.; Ferreira, M.; Labanieh, A.-R. Influence of Process Parameters on Properties of Hemp Woven Reinforcements for Composite Applications: Mechanical Properties, Bias-extension Tests and Fabric Forming. J. Nat. Fibers 2022, 19, 714–726. [Google Scholar] [CrossRef]
- Antony, S.; Cherouat, A.; Montay, G. Effect of fibre content on the mechanical properties of hemp fibre woven fabrics/polypropylene composite laminates. Polym. Polym. Compos. 2021, 29, S790–S802. [Google Scholar] [CrossRef]
- Karaduman, N.S. Experimental investigation of the effect of weave type on the mechanical properties of woven hemp fabric/epoxy composites. J. Compos. Mater. 2022, 56, 1255–1265. [Google Scholar] [CrossRef]
- Asgarinia, S.; Viriyasuthee, C.; Phillips, S.; Dubé, M.; Baets, J.; Van Vuure, A.; Verpoest, I.; Lessard, L. Tension fatigue behaviour of woven flax/epoxy composites. J. Reinf. Plast. Compos. 2015, 34, 857–867. [Google Scholar] [CrossRef]
- Corbin, A.-C.; Sala, B.; Soulat, D.; Ferreira, M.; Labanieh, A.-R.; Placet, V. Development of quasi-unidirectional fabrics with hemp fiber: A competitive reinforcement for composite materials. J. Compos. Mater. 2021, 55, 551–564. [Google Scholar] [CrossRef]
- Ahmad, F.; Yuvaraj, N.; Bajpai, P.K. Influence of reinforcement architecture on static and dynamic mechanical properties of flax/epoxy composites for structural applications. Compos. Struct. 2021, 255, 112955. [Google Scholar] [CrossRef]
- Shah, D.U. Natural fibre composites: Comprehensive Ashby-type materials selection charts. Mater. Des. 2014, 62, 21–31. [Google Scholar] [CrossRef]
- Sarasini, F.; Fiore, V. A systematic literature review on less common natural fibres and their Biocomposites. J. Clean. Prod. 2018, 195, 240–267. [Google Scholar] [CrossRef]
- Okonkwo, E.G.; Daniel-Mkpume, C.C.; Ude, S.N.; Onah, C.C.; I Ijomah, A.; Omah, A.D. Chicken feather fiber-African star apple leaves bio-composite: Empirical study of mechanical and morphological properties. Mater. Res. Express 2019, 6, 105361. [Google Scholar] [CrossRef]
- Mewoli, A.E.; Segovia, C.; Ebanda, F.B.; Ateba, A.; Noah, P.M.A.; Ndiwe, B.; Njom, A.E. Physical-Chemical and Mechani-cal Characterization of the Bast Fibers of Triumfetta cordifolia A.Rich. from the Equatorial Region of Cameroon. J. Miner. Mater. Charact. Eng. 2020, 8, 163–176. [Google Scholar] [CrossRef]
- Béakou, A.; Ntenga, R.; Lepetit, J.; Atéba, J.; Ayina, L. Physico-chemical and microstructural characterization of "Rhecto-phyllum camerunense" plant fiber. Compos. Part A 2008, 39, 67–74. [Google Scholar] [CrossRef]
- Noutegomo, F.; Ebanda, B.; Ateba, A. Study of the diffusion behavior of water vapor sorption in natural fiber compo-site: Plaster/Rhecktophyllum camerunense. MOJ Appl. Bionics Biomech. 2019, 3, 12–16. [Google Scholar] [CrossRef]
- Betene, A.D.O.; Betene, F.E.; Martoïa, F.; Dumont, P.J.J.; Atangana, A.; Noah, P.M.A. Physico-Chemical and Thermal character-ization of some lignocellulosic Fibres: Ananas comosus (AC), Neuropeltis acuminates and Rhecktophyllum camerunense. J. Miner. Mater. Charact. Eng. 2020, 8, 205–222. [Google Scholar] [CrossRef]
- Legrand, N.B.R.; Lucien, M.; Pierre, O.; Fabien, B.E.; Marcel, N.P.; Jean, A.A. Physico-Chemical and Thermal Charac-terization of a Ligno-cellulosic Fiber, Extracted from the Bast of Cola lepidota Stem. J. Miner. Mater. Charact. Eng. 2020, 8, 377–392. [Google Scholar] [CrossRef]
- Ndoumou, R.L.; Soulat, D.; Labanieh, A.R.; Ferreira, M.; Meva’A, L.; Ateba, J.A. Characterization of Tensile Properties of Cola lepidota Fibers. Fibers 2022, 10, 6. [Google Scholar] [CrossRef]
- Zimniewska, M. Hemp Fibre Properties and Processing Target Textile: A Review. Materials 2022, 15, 1901. [Google Scholar] [CrossRef] [PubMed]
- Lomov, S.V. Modeling the Geometry of Textile Composite Reinforcements: WiseTex. In Chapter 7 of Composite Reinforcements for Optimum Performance, 2nd ed.; Boisse, P., Ed.; Woodhead Publishing: Sawston, UK, 2021; pp. 199–236. [Google Scholar] [CrossRef]
- NF G07-316; Textiles—Tests of Yarns—Determination of Linear Density. AFNOR: Saint Denis, France, 1988.
- NF G07-079; Textiles—Testing Threads—Determining the Twisting of Threads by Untwisting/Retwisting with a Double Re-Test. AFNOR: Saint-Denis, France, 2011.
- NF EN ISO 2062; Textiles—Yarns from Packages—Determination of Single-End Breaking Force and Elongation at Break Using Constant Rate of Extension (CRE) Tester. AFNOR: Saint-Denis, France, 2010.
- NF EN ISO 5084; Textiles—Determination of Thickness of Textiles and Textile Products. AFNOR: Saint-Denis, France, 1996.
- NF EN 12127; Textiles—Fabrics—Determination of Mass per Unit Area Using Small Samples. AFNOR: Saint-Denis, France, 1998.
- NF ISO 7211-3; Textiles—Woven Fabrics—Construction—Methods of Analysis—Part 3: Determination of Crimp of Yarn in Fabric. AFNOR: Saint-Denis, France, 2017.
- NF EN ISO 9237; Textiles—Determination of Permeability of Fabrics to Air. AFNOR: Saint-Denis, France, 1995.
- NF EN ISO 13934-1; Tensile Properties of Fabrics—Part 1: Determination of Maximum Force and Elongation at Maximum Force Using the Strip Method. AFNOR: Saint-Denis, France, 2013.
- Boisse, P.; Hamila, N.; Maldonado, E.G.; Madeo, A.; Hivet, G.; Dell’Isola, F. The bias-extension test for the analysis of in-plane shear properties of textile composite reinforcements and prepregs: A review. Int. J. Mater. Form. 2017, 10, 473–492. Available online: https://link.springer.com/article/10.1007/s12289-016-1294-7 (accessed on 10 June 2022). [CrossRef]
- Huang, J.; Boisse, P.; Hamila, N.; Gnaba, I.; Soulat, D.; Wang, P. Experimental and numerical analysis of textile composite draping on a square box. Influence of the weave pattern. Compos. Struct. 2021, 267, 113844. [Google Scholar] [CrossRef]
- Shen, H.; Wang, P.; Legrand, X. In-plane shear characteristics during the forming of tufted carbon woven fabrics. Compos. Part A 2021, 141, 106196. [Google Scholar] [CrossRef]
- Xiao, S.; Gao, H.; Soulat, D.; Wang, P. A revised model of kinematic analysis on in-plane shearing behaviour of biaxial fabrics in bias extension test. Compos. Part A 2022, 163, 107251. [Google Scholar] [CrossRef]
- Image J: An Open Platform for Scientific Image Analysis. Available online: http://imagej.net/Welcome (accessed on 10 June 2022).
- Xiao, S.; Wang, P.; Soulat, D.; Gao, H. An exploration of the deformability behaviours dominated by braiding angle during the forming of the triaxial carbon fibre braids. Compos. Part A 2020, 133, 105890. [Google Scholar] [CrossRef]
- Labanieh, A.R.; Garnier, C.; Ouagne, P.; Dalverny, O.; Soulat, D. Intra-ply yarn sliding defect in hemisphere preforming of a woven preform. Compos. Part A 2018, 107, 432–446. [Google Scholar] [CrossRef]
- Cadu, T.; Berges, M.; Sicot, O.; Person, V.; Piezel, B.; Van Schoors, L.; Placet, V.; Corn, S.; Léger, R.; Divet, L.; et al. What are the key parameters to produce a high-grade bio-based composite? Application to flax/epoxy UD laminates produced by thermocompression. Compos. Part B 2018, 150, 36–46. [Google Scholar] [CrossRef]
- ASTM D3039/D3039M-17; Standard Test Method for Tensile Properties of Polymer Matrix Composite Materials. ASTM International: West Conshohocken, PA, USA, 2017.
- Gabrion, X.; Koolen, G.; Grégoire, M.; Musio, S.; Bar, M.; Botturi, D.; Rondi, G.; de Luycker, E.; Amaducci, S.; Ouagne, P.; et al. Influence of industrial processing parameters on the effective properties of long aligned European hemp fibres in composite materials. Compos. Part A 2022, 157, 106915. [Google Scholar] [CrossRef]
- Omrani, F.; Wang, P.; Soulat, D.; Ferreira, M. Mechanical properties of flax-fibres-reinforced preforms and composites: Influence of the type of yarns on multi-scale characterizations. Compos. Part A 2017, 93, 72–81. [Google Scholar] [CrossRef]
- Corbin, A.-C.; Soulat, D.; Ferreira, M.; Labanieh, A.; Gabrion, X.; Placet, V. Improvement of the Weavability of Natural-Fiber Reinforcement for Composite Materials Manufacture. Rev. Compos. Matériaux Av. 2019, 29, 201–208. [Google Scholar] [CrossRef]
- Shah, D.; Schubel, P.J.; Clifford, M.J. Modelling the effect of yarn twist on the tensile strength of unidirectional plant fibre yarn composites. J. Compos. Mater. 2013, 47, 425–436. [Google Scholar] [CrossRef]
- Graupner, N.; Weber, D.E.; Bell, E.G.; Lehmann, K.-H.; Hilgers, H.-W.; Randerath, H.; Gries, T.; Walenta, I.; Joulian, M.; Müssig, J. Hemp From Disordered Lines for New Staple Fibre Yarns and High-Performance Composite Applications. Front. Mater. 2022, 8, 807004. [Google Scholar] [CrossRef]
- Goutianos, S.; Peijs, T. The optimisation of flax fibre yarns for the development of high-performance natural fibre composites. Adv. Compos. Lett. 2003, 12, 237–241. [Google Scholar] [CrossRef]
- Lansiaux, H.; Labanieh, A.R.; Soulat, D.; Boussu, F. Flax roving twisting preparation for weaving and effect of the weft layers number on the physical and mechanical properties of 3D interlock flax fabric. SN Appl. Sci. 2020, 2, 249. [Google Scholar] [CrossRef]
- Samouh, Z.; Cherkaoui, O.; Soulat, D.; Labanieh, A.; Boussu, F.; Moznine, R. Identification of the Physical and Mechanical Properties of Moroccan Sisal Yarns Used as Reinforcements for Composite Material. Fibers 2021, 9, 13. [Google Scholar] [CrossRef]
- Abtew, M.A.; Boussu, F.; Bruniaux, P.; Loghin, C.; Cristian, I.; Chen, Y.; Wang, L. Yarn degradation during weaving process and its effect on the mechanical behaviours of 3D warp interlock p-aramid fabric for industrial applications. J. Ind. Text. 2022, 51, 9047S–9070S. [Google Scholar] [CrossRef]
- Lefebvre, M.; Francois, B.; Daniel, C. Influence of high-performance yarns degradation inside three-dimensional warp interlock fabric. J. Ind. Text. 2013, 42, 475–488. [Google Scholar] [CrossRef]
- MMisnon, M.; Islam, M.; Epaarachchi, J.; Lau, K. Analyses of woven hemp fabric characteristics for composite reinforcement. Mater. Des. 2015, 66, 82–92. [Google Scholar] [CrossRef]
- Tephany, C.; Soulat, D.; Gillibert, J.; Ouagne, P. Influence of the non-linearity of fabric tensile behavior for preforming modeling of a woven flax fabric. Text. Res. J. 2016, 86, 604–617. [Google Scholar] [CrossRef]
- Pourtier, J.; Duchamp, B.; Kowalski, M.; Wang, P.; Legrand, X.; Soulat, D. Two-way approach for deformation analysis of non-crimp fabrics in uniaxial bias extension tests based on pure and simple shear assumption. Int. J. Mater. Form. 2019, 12, 995–1008. [Google Scholar] [CrossRef]
- Gnaba, I.; Soulat, D.; Legrand, X.; Wang, P. Investigation of the formability behaviour during stamping of tufted and un-tufted carbon preforms: Towards localized reinforcement technologies. Int. J. Mater. Form. 2021, 14, 1337–1354. [Google Scholar] [CrossRef]
- Li, Y.; Li, Q.; Ma, H. The voids formation mechanisms and their effects on the mechanical properties of flax fiber reinforced epoxy composites. Compos. Part A 2015, 72, 40–48. [Google Scholar] [CrossRef]
- Minchenkov, K.; Vedernikov, A.; Kuzminova, Y.; Gusev, S.; Sulimov, A.; Gulyaev, A.; Kreslavskaya, A.; Prosyanoy, I.; Xian, G.; Akhatov, I.; et al. Effects of the quality of pre-consolidated materials on the mechanical properties and morphology of thermoplastic pultruded flat laminates. Compos. Commun. 2022, 35, 101281. [Google Scholar] [CrossRef]
- Vedernikov, A.; Minchenkov, K.; Gusev, S.; Sulimov, A.; Zhou, P.; Li, C.; Xian, G.; Akhatov, I.; Safonov, A. Effects of the Pre-Consolidated Materials Manufacturing Method on the Mechanical Properties of Pultruded Thermoplastic Composites. Polymers 2022, 14, 2246. [Google Scholar] [CrossRef]
- Tucci, F.; Vedernikov, A. Design Criteria for Pultruded Structural Elements. Encycl. Mater. Compos. 2021, 3, 51–68. [Google Scholar] [CrossRef]


















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Products | Type | Twist Direction | Linear Density (Tex) | Twist Level (tpm: Turns Per Meter) |
|---|---|---|---|---|
| R1-CL | Flat roving | - | 837.55 ± 145.44 | - |
| Y-CL | Twisted roving | Z | 329.55 ± 61.24 | 70.16 ± 6.58 |
| Name | Raw Material | Twist Level (tpm) | Linear Density (Tex) | Tenacity (cN/Tex) | Strains (%) | Réf |
|---|---|---|---|---|---|---|
| Sisal of Morocco | Sisal | 80 | 3300 ± 700 | 20.24 ± 3.25 | 6–7 | [49] (yarns) |
| Lincore R500 2016 | Flax | 80 | 500 | 24 | 6.5 | [48] (rovings) |
| Lincore R1000 2016 | Flax | 70 | 1000 | 21.5 | 11 | |
| Roving de Safilin | Flax | 41 | 280 | 4 | - | [43] (rovings) |
| Canapa ST | Hemp | 32 ± 4.4 | 334 ± 26 | 7–8 | 3.5–4 | [44] (rovings) |
| Lino ST | Flax | 31.6 ± 2 | 370 ± 49 | 3–4 | 1.7–2 | |
| R1_CL | CL | - | 837.55 ± 145.44 | 24.4 ± 6.17 | 2.69 ± 0.36 | This study |
| Y_CL | CL | 70.16 ± 6.58 | 329.55 ± 61.24 | 35.22 ± 12.2 | 3.49 ± 0.47 |
| Preform | Pressure on Blank Holder (MPa) | Fmax with Hemispherical Punch (N) | Fmax with Square Punch (N) |
|---|---|---|---|
| Plain_CL | 0.2 | - | 955 |
| Quasi-UD_CL | 0.2 | 174 | 338 |
| Preform | Punch | Max Draw-In Weft Direction (mm) | Max Draw-In Warp Direction (mm) |
|---|---|---|---|
| Plain_CL | Square | 51 | 52 |
| Quasi-UD_CL | Square | 41 | ~0 |
| Quasi-UD_CL | Hemispherical | ~0 | ~0 |
| Composite | Fabrics | Pressure | |||
|---|---|---|---|---|---|
| 5 Bar | 25 Bar | ||||
| Vf (%) | Vp (%) | Vf (%) | Vp (%) | ||
| CPP | Plain_CL | 30 | 15.7 | 30.33 | 5.11 |
| CQUD | Quasi-UD_CL | 30.4 | 13.5 | 33.64 | 6.53 |
| Composite and References | Type of Reinforcement and Fibers | Areal Density (g/m2) | Number of Plies | Fiber Content Vf (%) | Manufacturing Process | Resin |
|---|---|---|---|---|---|---|
| Biotec Jute [46] | Fabric-plain weave jute | 500 | 4 | 40 | Infusion under vacuum (VARTM) | Epoxy SR 8100 of Sicomin |
| PW [6] | Fabric-plain weave flax | 285 | 4 | 40 | RTM | Epoxy Epikote 828 LVLE |
| TI4 [45] | Plain weave flax tows | 223.6 | 7 | 33 | Infusion under vacuum | Epoxy SR 8200/SD 820 |
| Flax 1 [7] | Fabric-plain weave flax | 308 ± 9 | 4 | 27.3 | Hot pressing | Green poxy 56 of Sicomin |
| CPP This study | Fabric-plain weave CL | 450 ± 25 | 2 | 29.62 | Hot pressing | Green poxy 56 of Sicomin |
| Flax 0° [46] | UD flax | 180 | 3 | 31 | Infusion under vacuum (VARTM) | Epoxy SR 8100 of Sicomin |
| UD [43] | Quasi-UD Twill 2 × 2flax | 217.8 ± 3.5 | 7 | 39 | Infusion under vacuum | Epoxy SR 8200/SD 820 |
| QU [6] | Quasi-UD plain weave flax | 300 | 4 | 40 | RTM | Epoxy Epikote 828 LVLE |
| AC [12] | Quasi-UD plain weave hemp | 649 ± 3 | 2 | 60 | Hot pressing | Green poxy 56 of Sicomin |
| UD2 [6] | Quasi-UD plain weaveflax | 200 | 4 | 40 | RTM | Epoxy Epikote 828 LVLE |
| CQUD This study | Quasi-UD plain weave CL | 385 ± 53 | 2 | 30.4 | Hot pressing | Green poxy 56 of Sicomin |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Ndoumou, R.L.; Soulat, D.; Labanieh, A.R.; Ferreira, M.; Meva’a, L.; Ateba, J.A. Manufacture and Characterization of Cola Lépidota Reinforcements for Composite Applications. J. Compos. Sci. 2023, 7, 65. https://doi.org/10.3390/jcs7020065
Ndoumou RL, Soulat D, Labanieh AR, Ferreira M, Meva’a L, Ateba JA. Manufacture and Characterization of Cola Lépidota Reinforcements for Composite Applications. Journal of Composites Science. 2023; 7(2):65. https://doi.org/10.3390/jcs7020065
Chicago/Turabian StyleNdoumou, Rémy Legrand, Damien Soulat, Ahmad Rashed Labanieh, Manuela Ferreira, Lucien Meva’a, and Jean Atangana Ateba. 2023. "Manufacture and Characterization of Cola Lépidota Reinforcements for Composite Applications" Journal of Composites Science 7, no. 2: 65. https://doi.org/10.3390/jcs7020065
APA StyleNdoumou, R. L., Soulat, D., Labanieh, A. R., Ferreira, M., Meva’a, L., & Ateba, J. A. (2023). Manufacture and Characterization of Cola Lépidota Reinforcements for Composite Applications. Journal of Composites Science, 7(2), 65. https://doi.org/10.3390/jcs7020065