
Man-Made Raw Materials for the Production of Composite Silicate Materials Using Energy-Saving Technology
Abstract
:1. Introduction
- -
- -
- Obtaining a high technical and economic efficiency of the developed technologies and composite materials;
- -
- Compliance with the requirements of ecology and protection of the biosphere, conservation of natural resources, useful agricultural areas, atmosphere and reduction in costs for the maintenance of slag and tailings dumps.
2. Materials and Methods
3. Results and Discussion
4. Conclusions
- -
- When using steam in the autoclaving process and the plastic molding method, it is possible to obtain products of sufficient strength from lime–sand mixtures based on magnesia and dolomite lime;
- -
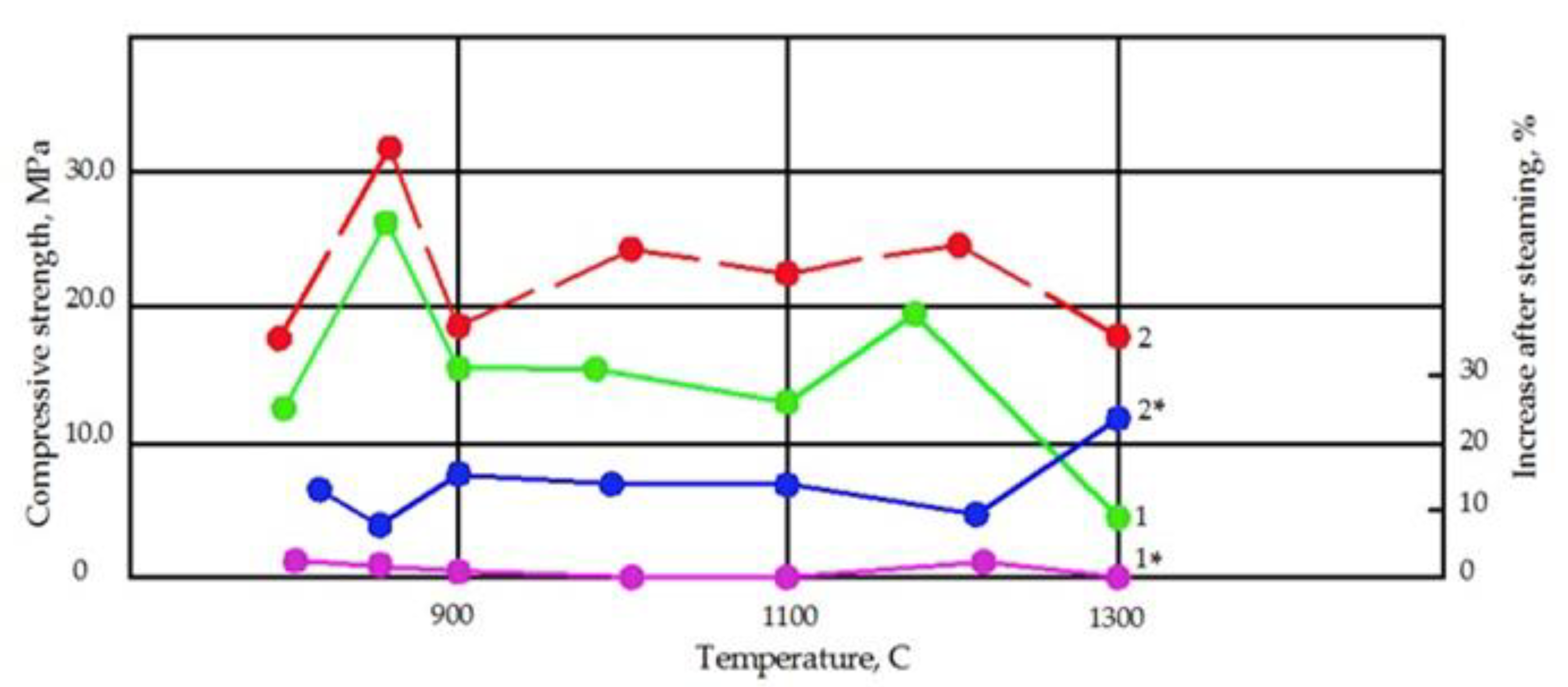
- It was found that MgO acquires the greatest hydration ability after firing at a temperature of 800 °C;
- -
- The composition of a composite silicate mass based on burnt carbonate-barium tailings (8–12%), electrothermophosphoric slags (82–90%) or sand and captured dust from electrofilters of cement plants (2–5%) used to obtain composite products of autoclave hardening was developed;
- -
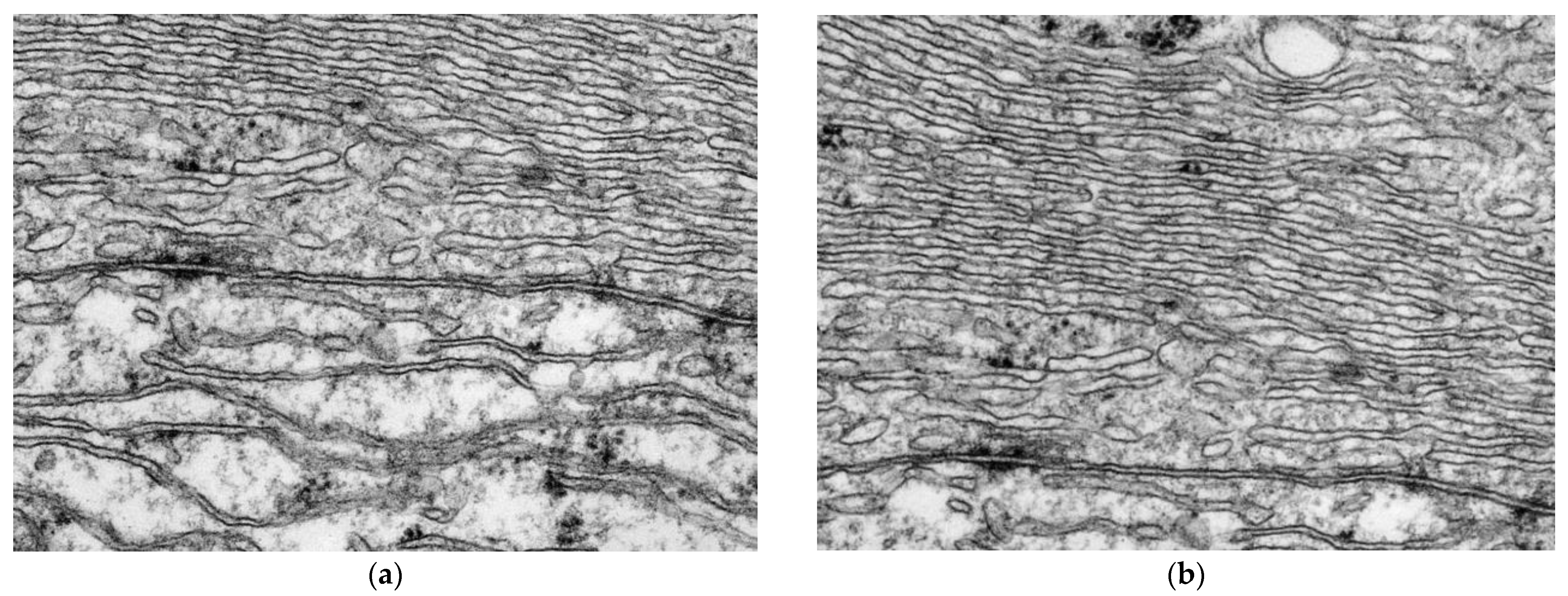
- It was found that the cementing substance in composite silicate products is represented by CSH(B) hydrosilicate: tobermorite and serpentine. The simultaneous presence of fibrous and crystalline calcium and magnesium hydrosilicates in hydration products leads to the production of composite products with a maximum strength of Rsf = 41–49 MPa;
- -
- A composite product based on a new binder from man-made waste is characterized by a higher strength and frost and sulfate resistance in contrast to autoclave materials based on lime;
- -
- Sand can be successfully replaced with electrothermophosphoric slag, and, as an active hydraulic additive, captured dust from the electrofilters of cement plants can be used;
- -
- The presence of alkaline cations in the dust from the electrofilters used as part of the proposed raw material mixture contributes to the creation of conditions for the existence of associated silicon–oxygen complexes that promote the formation of calcium hydrosilicates with highly polymerized chain and ribbon silicon–oxygen anions that increase the strength characteristics of the developed composite product by 19.2–23.3 MPa.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Kazakhstan in a New Reality: Time for Action. President of Kazakhstan Kassym-Jomart Tokayev’s State of the Nation Address. Available online: https://www.akorda.kz/en/addresses/addresses_of_president/president-of-kazakhstan-kassym-jomart-toka-yevs-state-of-the-nation-address-september-1-2020 (accessed on 1 September 2020).
- The Strategic Plan for Development of the Republic of Kazakhstan until the Year 2025, Has Been Approved by the Decree of the President of the Republic of Kazakhstan No. 636. Available online: https://adilet.zan.kz/rus/docs/U1800000636 (accessed on 15 February 2018).
- Abisheva, Z.S.; Bochevskaya, E.G.; Zagorodnyaya, A.N. Technology of phosphorus slag processing for preparation of precipitated silica. Theor. Found. Chem. Eng. 2013, 47, 428–434. [Google Scholar] [CrossRef]
- Zhantasov, M.; Bimbetova, G.; Kutzhanova., A. Examination of optimal parameters of oxy-ethylation of fatty acids with a view to obtaining demulsifiers for deliquefaction in the system of skimming and treatment of oil: A method to obtain demulsifier from fatty acids. Chem. Today 2016, 34, 72–77. [Google Scholar]
- Khudyakova, T.M.; Kenzhibaeva, G.S.; Kutzhanova, A.N.; Iztleuov, G.M.; Mynbaeva, E. Optimization of Raw Material Mixes in Studying Mixed Cements and Their Physicomechanical Properties. Refract. Ind. Ceram. 2019, 60, 76–81. [Google Scholar] [CrossRef]
- Volokitina, I.; Kolesnikov, A.; Fediuk, R.; Klyuev, S.; Sabitov, L.; Volokitin, A.; Zhuniskaliyev, T.; Kelamanov, B.; Yessengaliev, D.; Yerzhanov, A. Study of the Properties of Antifriction Rings under Severe Plastic Deformation. Materials 2022, 15, 2584. [Google Scholar] [CrossRef]
- Efremova, S. Scientific and technical solutions to the problem of utilization of waste from plant- and mineral-based industries. Russ. J. Gen. Chem. 2012, 82, 963–968. [Google Scholar] [CrossRef]
- Khoroshavin, L.B.; Perepelitsyn, V.A.; Kochkin, D.K. Problems of technogenic resources. Refract. Ind. Ceram. 1998, 39, 366–368. [Google Scholar] [CrossRef]
- Kenzhibaeva, G.S.; Botabaev, N.E.; Kutzhanova, A.N.; Iztleuov, G.M.; Suigenbaeva, A.Z.; Ashirbaev, K.A. Thermodynamic Modeling of Chemical and Phase Transformations in a Waelz Process-Slag–Carbon System. Refract. Ind. Ceram. 2020, 61, 289–292. [Google Scholar]
- Sergeeva, I.V.; Botabaev, N.E.; Al’Zhanova, A.Z.; Ashirbaev, K.A. Thermodynamic simulation of chemical and phase transformations in the system of oxidized manganese ore—Carbon. Izv. Ferr. Metall. 2017, 60, 759–765. [Google Scholar]
- Kolesnikova, O.; Zhanikulov, N.; Zhakipbayev, B.; Kuraev, R.; Akhmetova, E.; Shal, A. Processing of Waste from Enrichment with the Production of Cement Clinker and the Extraction of Zinc. Materials 2022, 15, 324. [Google Scholar] [CrossRef] [PubMed]
- Kolesnikov, A.; Fediuk, R.; Amran, M.; Klyuev, S.; Klyuev, A.; Volokitina, I.; Naukenova, A.; Shapalov, S.; Utelbayeva, A.; Kolesnikova, O.; et al. Modeling of Non-Ferrous Metallurgy Waste Disposal with the Production of Iron Silicides and Zinc Distillation. Materials 2022, 15, 2542. [Google Scholar] [CrossRef]
- Bazhenov, S.V. Competition between brick construction and new types of building technologies. Build. Mater. 2008, 11, 62–63. [Google Scholar]
- Ponamarev, I.G. The Russian market of silicate bricks. Build. Mater. 2010, 9, 4–5. [Google Scholar]
- Barinova, L.S.; Kupriyanova, L.I.; Mironova, V.V. Silicate brick in Russia: Current state and development prospects. Build. Mater. 2008, 11, 4–9. [Google Scholar]
- Pevzner, E.D. Autoclave Silicate Materials Based on Dolomite Lime; Ministry of Higher Education of the USSR, I. V. Stalin Belarusian Polytechnic Institute: Minsk, Belarus, 1959; 22p. [Google Scholar]
- Aymenov, A.Z.; Sarsenbayev, N.B.; Khudyakova, T.M.; Sarsenbayev, B.K.; Batyrkhanov, A.T.; Kopzhassarov, B.T. Effect of Additive of Polymetallic Ores’ Tailings on Properties of Composite Cements. Eurasian Chem. Technol. J. 2016, 18, 153–160. [Google Scholar] [CrossRef] [Green Version]
- Sarsenbayev, N.B.; Sarsenbayev, B.K.; Aubakirova, T.S.; Aimenov, J.T.; Abdiramanova, K.S. Phase composition and structure-formation of the low-clinkered floured cements. Eurasian Chem. Technol. J. 2014, 16, 333–338. [Google Scholar] [CrossRef]
- Marom, G. The Biomimetic Evolution of Composite Materials: From Straw Bricks to Engineering Structures and Nanocomposites. J. Compos. Sci. 2021, 5, 123. [Google Scholar] [CrossRef]
- Hussain, M.; Levacher, D.; Saouti, L.; Leblanc, N.; Zmamou, H.; Djeran-Maigre, I.; Razakamanantsoa, A. Implementation on a Preparation and Controlled Compaction Procedure for Waste-Fiber-Reinforced Raw Earth Samples. J. Compos. Sci. 2022, 6, 3. [Google Scholar] [CrossRef]
- Luo, Y. Microstructure-Free Finite Element Modeling for Elasticity Characterization and Design of Fine-Particulate Composites. J. Compos. Sci. 2022, 6, 35. [Google Scholar] [CrossRef]
- Kolesnikov, A.S. Kinetic investigations into the distillation of nonferrous metals during complex processing of waste of metallurgical industry. Russ. J. Non-Ferrous Met. 2015, 56, 1–5. [Google Scholar] [CrossRef]
- Sambucci, M.; Sibai, A.; Fattore, L.; Martufi, R.; Lucibello, S.; Valente, M. Finite Element Multi-Physics Analysis and Experimental Testing for Hollow Brick Solutions with Lightweight and Eco-Sustainable Cement Mix. J. Compos. Sci. 2022, 6, 107. [Google Scholar] [CrossRef]
- Ibn-Elhaj, S.; Mounir, S.; Khabbazi, A.; Sarghini, H. Effect of Clay’s Multilayer Composites Material on the Energy Efficiency of Buildings. J. Compos. Sci. 2022, 6, 151. [Google Scholar] [CrossRef]
- Makrygiannis, I.; Tsetsekou, A. Effect of Expanded Perlite in the Brick Mixture on the Physicochemical and Thermal Properties of the Final Products. J. Compos. Sci. 2022, 6, 211. [Google Scholar] [CrossRef]
- Fediuk, R.S.; Yevdokimova, Y.G.; Smoliakov, A.K.; Stoyushko, N.Y.; Lesovik, V.S. Use of geonics scientific positions for designing of building composites for protective (fortification) structures. IOP Conf. Ser. Mater. Sci. Eng. 2017, 221, 012011. [Google Scholar] [CrossRef]
- Fediuk, R. High-strength fibrous concrete of Russian Far East natural materials. IOP Conf. Ser. Mater. Sci. Eng. 2016, 116, 012020. [Google Scholar] [CrossRef] [Green Version]
- Zhanikulov, N.N.; Khudyakova, T.M.; Taimasov, B.T. Receiving portland cement from technogenic raw materials of South Kazakhstan portlandcement. Euras. Chem. Tech. J. 2019, 21, 334–340. [Google Scholar] [CrossRef] [Green Version]
- Serikbaev, B.E.; Zolkin, A.L.; Kenzhibaeva, G.S. Processing of Non-Ferrous Metallurgy Waste Slag for its Complex Recovery as a Secondary Mineral Raw Material. Refract. Ind. Ceram. 2021, 62, 375–380. [Google Scholar] [CrossRef]
- Tian, K.V.; Mahmoud, M.Z.; Cozza, P.; Licoccia, S.; Fang, D.C.; Di Tommaso, D.; Chass, G.A.; Greaves, G.N. Periodic vs. molecular cluster approaches to resolving glass structure and properties: Anorthite a case study. J. Non-Cryst. Solids 2016, 451, 138–145. [Google Scholar] [CrossRef]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Chemical Compounds | Content of Oxides, Mass.% |
|---|---|
| SiO2 | 14.59 |
| Al2O3 | 3.75 |
| Fe2O3 | 2.71 |
| CaO | 42.05 |
| MgO | 0.60 |
| K2O | 7.39 |
| Na2O | 0.97 |
| SO3 | 0.30 |
| p.p.p. | 27.64 |
| Content of Components, wt. % | Compressive Strength, MPa | ||
|---|---|---|---|
| Electrothermophosphoric Slag | Burnt Dolomite-Barium Tails | After Steaming | After Autoclave Treatment at p = 0.8 MPa According to the Mode 1.5–10–1.5 h |
| 85 | 15 | 20.5 | 43.1 |
| 70 | 30 | 24.0 | 53.9 |
| 65 | 35 | 21.6 | 47.1 |
| No. | Composition, wt. % | Compressive Strength after Autoclave Treatment, MPa | ||||
|---|---|---|---|---|---|---|
| Lime-Pushonka (for Comparison) | Burnt Dolomite-Barium Tails | Sand | Trapped Dust from Electric Filters | Electrothermo- Phosphoric Slag | ||
| 1 | 12 | - | 88 | - | - | 26 |
| 2 | 8 | 90 | 2 | - | 41.9 | |
| 3 | 10 | 86 | 4 | - | 43 | |
| 4 | 12 | 83 | 5 | - | 40.8 | |
| 5 | 8 | - | 2 | 90 | 46 | |
| 6 | 10 | - | 4 | 86 | 49.3 | |
| 7 | 12 | - | 5 | 83 | 45.2 | |
| 8 | 100 | - | - | - | 1.9 | |
| Train No. | Limit of Samples under Compression, MPa | Softening Factor | Frost Resistance Coefficient | |||
|---|---|---|---|---|---|---|
| After Autoclaving, MPa | 12 Months of Hardening | 200 Cycles of Freezing and Thawing | ||||
| 1 | 26 | 28.4 | 25.4 | 20.32 | 0.9 | 0.8 |
| 3 | 43 | 45.3 | 42.1 | 35.7 | 0.93 | 0.85 |
| 5 | 46 | 47.5 | 45.0 | 39.15 | 0.94 | 0.87 |
| 6 | 49.6 | 50.8 | 47.9 | 41.7 | 0.94 | 0.87 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Auyesbek, S.; Sarsenbayev, N.; Abduova, A.; Sarsenbayev, B.; Uderbayev, S.; Aimenov, Z.; Kenzhaliyeva, G.; Akishev, U.; Aubakirova, T.; Sauganova, G.; et al. Man-Made Raw Materials for the Production of Composite Silicate Materials Using Energy-Saving Technology. J. Compos. Sci. 2023, 7, 124. https://doi.org/10.3390/jcs7030124
Auyesbek S, Sarsenbayev N, Abduova A, Sarsenbayev B, Uderbayev S, Aimenov Z, Kenzhaliyeva G, Akishev U, Aubakirova T, Sauganova G, et al. Man-Made Raw Materials for the Production of Composite Silicate Materials Using Energy-Saving Technology. Journal of Composites Science. 2023; 7(3):124. https://doi.org/10.3390/jcs7030124
Chicago/Turabian StyleAuyesbek, Sultan, Nuraly Sarsenbayev, Aisulu Abduova, Bakhytzhan Sarsenbayev, Saken Uderbayev, Zhambyl Aimenov, Gulmira Kenzhaliyeva, Uzakbai Akishev, Taslima Aubakirova, Gaukhar Sauganova, and et al. 2023. "Man-Made Raw Materials for the Production of Composite Silicate Materials Using Energy-Saving Technology" Journal of Composites Science 7, no. 3: 124. https://doi.org/10.3390/jcs7030124
APA StyleAuyesbek, S., Sarsenbayev, N., Abduova, A., Sarsenbayev, B., Uderbayev, S., Aimenov, Z., Kenzhaliyeva, G., Akishev, U., Aubakirova, T., Sauganova, G., Amanov, E., Kolesnikova, O., & Panarin, I. (2023). Man-Made Raw Materials for the Production of Composite Silicate Materials Using Energy-Saving Technology. Journal of Composites Science, 7(3), 124. https://doi.org/10.3390/jcs7030124