1. Introduction
Concrete is a primary material utilized in the construction field and plays an important role in the development of the economies of countries due to its direct relationship with building and construction operations. Concrete is the second-most consumed material, after water [
1,
2,
3,
4]. Nevertheless, the use and production of concrete corresponds to increased demand for its raw materials, which in the long run will lead to a shortage of raw materials. The concrete industry consumes large amounts of natural raw materials, and this has a direct impact on the environment. As stated by The Freedonia Group, in 2015, around 49 billion tons of natural aggregates were consumed all around the world, and this is estimated to increase by 5% every five years. They predicted that this amount will be doubled in the next two or three decades [
5,
6].
The majority of urban places around the world are having serious issues with disposing of solid wastes. The population growth, rising living standards, and rapid industrial and technological advancement have added large quantities of solid waste and byproduct materials to the pile of waste materials. The abovementioned issues motivated the researchers to find practical and beneficial uses for waste materials from concrete substances. Several studies have considered solid wastes and byproducts materials as partial or total replacements of concrete substances, such as cement and fine and coarse aggregates.
With the aim of reducing CO
2 emissions related to the cement industry [
7], cement can be replaced by fly ash, silica fume, metakaolin, rice husk ash, ground granulated blast-furnace slag, glass powder, etc. These materials are used as alternatives or as partial replacements of cement to produce environmentally friendly concrete [
8,
9,
10,
11].
Previous studies have shown that partially replacing the fine aggregate with aggregates extracted from solid waste, such as waste glass, plastic waste, rubber tire scraps, quarry ash, marble dust, wood shavings, sawdust, coal bottom ash, and granulated blast-furnace slag, has led to improvements in some properties compared to normal concrete. These enhancements include improved thermal and sound insulation, reduced weight, increased ductility and toughness, improved energy-absorption, and decreased brittleness [
12,
13,
14,
15,
16,
17,
18,
19,
20,
21,
22,
23,
24,
25,
26,
27,
28,
29,
30,
31,
32,
33].
Rubberized concrete is one of the construction materials that has been studied extensively in recent years because it is a means through which it is possible to get rid of some solid waste that burdens nature and poorly decomposes over time. Rubber extracted from used or damaged car tires is one of the materials being studied as alternatives to the natural aggregates (fine and coarse) used in concrete. Studies have shown that using limited amounts of rubber as partial replacements for fine and coarse aggregates and treating it in certain ways led to obtaining concrete with good strength.
The aim of this study was to investigate the mechanical properties of rubberized concrete using various tests, to find the optimal amount of crumb rubber to with respect to the maintenance of acceptable mechanical properties. The crumb rubber was used as a partial replacement of the fine aggregate by volume at levels from 5 to 20%. To mitigate the degradation in the mechanical properties due the inclusion of crumb rubber, a novel surface treatment for the rubber particles was adopted herein. Additionally, to further understand the behavior of rubberized concrete, some of the commonly used non-destructive tests, such as the pulse velocity test, rebound hammer test, and core test, were utilized.
2. Materials and Methodology
2.1. Materials
2.1.1. Cement
In this study, Portland cement type I (42.5N) that complied with ASTM C150-12 was used. It was manufactured by LCC Inc., Derna, Libya, which produces the best-quality concrete in the region [
34]. The chemical, physical, and mechanical properties of the cement are shown in
Table 1 and
Table 2.
2.1.2. Coarse Aggregate
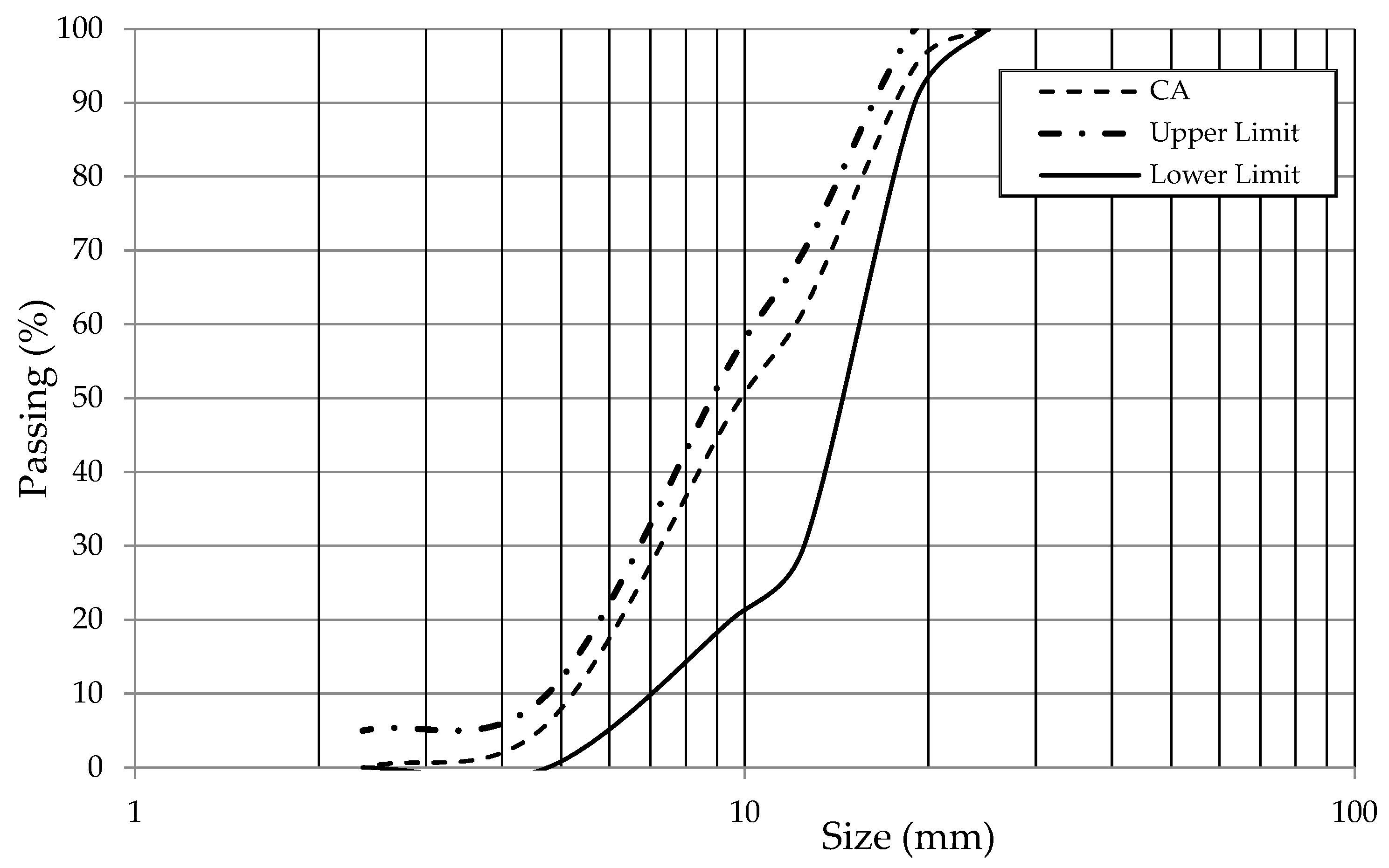
The gradation of coarse aggregate used in this study conformed to the ASTM C33 standards (
Figure 1). Specific gravity and absorption of the coarse aggregate were tested according to ASTMC127. The values found were 2.59 and 1.8%, respectively. The coarse aggregate had a fineness modulus (FM) of 6.9 and a bulk density of 1520 kg/m
3. The coarse aggregate had impact and crushing values of 23% and 18%, respectively.
2.1.3. Fine Aggregate
The gradation of the fine aggregate used in this study conformed to the (BS 812: Part 103:1992) standards. Specific gravity, absorption, and material finer than 75 microns were tested according to ASTM C128 and ASTM C142. The values for the fine aggregate were found to be 2.7, 0.6%, and 0.95, respectively. The fine aggregate had a bulk density of 1714 kg/m3.
2.1.4. Crumb Rubber
The crumb rubber (CR) used in this research was generated from old and end-of-life tires, and its particle size ranged from 0.15 to 4.75 mm (
Figure 2). The gradation of crumb rubber conformed to the ASTM C33 standards (
Figure 3). Specific gravity was tested according to ASTM C128 and found to be 1.08; the crumb rubber’s fineness modulus (FM) was 2.95, and its loose density was 413 kg/m
3.
2.1.5. Surface Treatment of Crumb Rubber
Previous studies have shown that the inclusion of CR particles into a concrete mixture leads to the deterioration of mechanical properties, but some improvements in other properties, such thermal insulation, sound absorption, impact resistance, and unit weight. The worsening of the mechanical properties could be attributed to the reduction in the carry-load capacity of the materials in the mix, since rubber particles are much softer than mineral aggregate; in addition, replacing CR particles with a mineral aggregate will cause a lack of adhesion between the CR particles and the cement paste because of the nature of CR’s surface [
4,
35,
36].
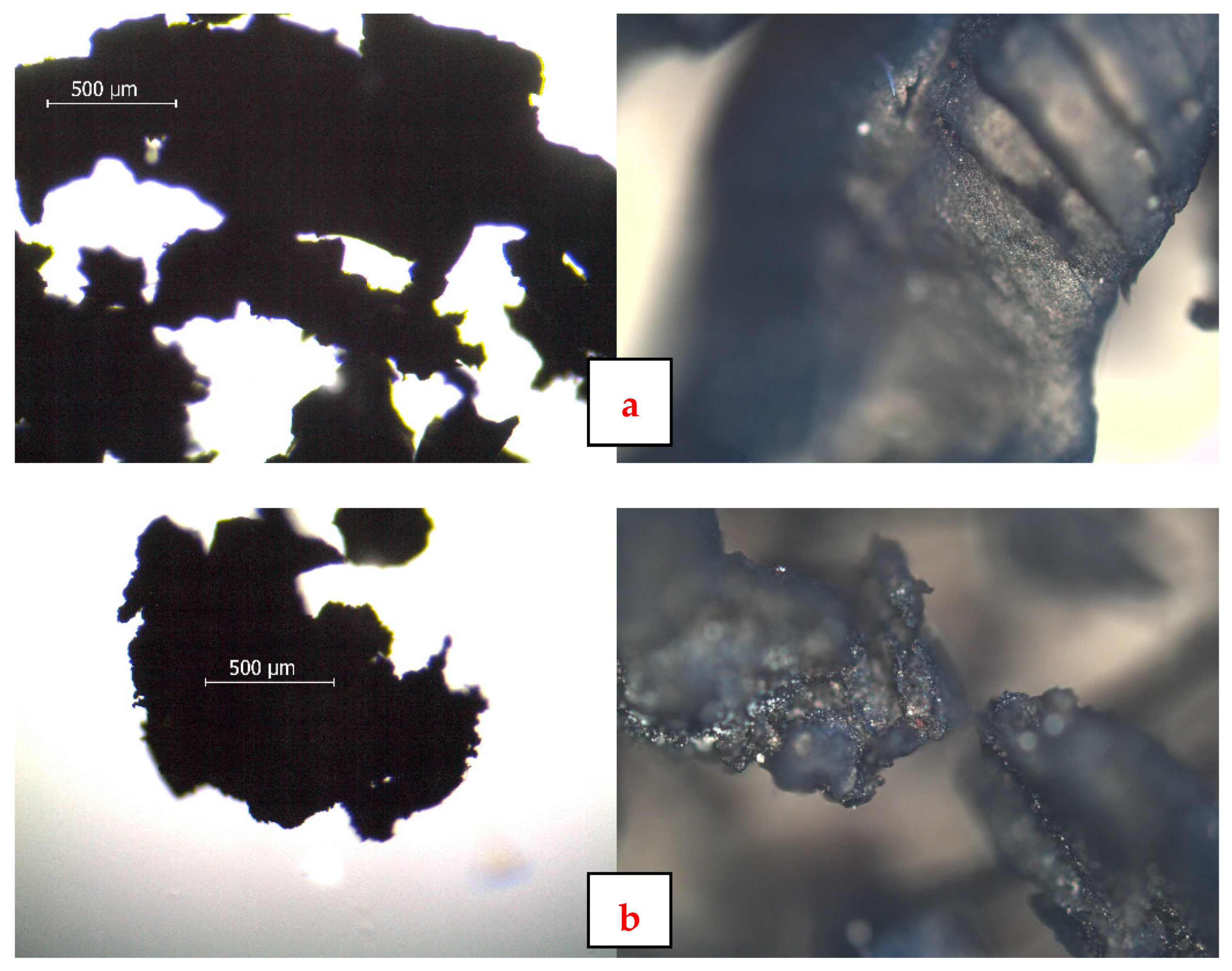
To overcome this, a novel treatment method based on a combination of chemical treatment and heat treatment was adapted in this research. In this method, CR particles are immersed in a 2% concentrated sodium hydroxide solution (NaOH) for 72 h; then sieved on sieve No. 200 and washed with clean water; and then dried in oven at 50–60
for 72 h. It was obvious that this type of treatment helped roughen the surface of the CR particles. The treatment caused a slight increase in the surface roughness of CR particles as compared with untreated CR particles.
Figure 4 shows the difference between treated and untreated rubber particles’ surfaces. On the left we have the scale and on the right the detail.
2.1.6. Superplasticizer
The superplasticizer (SP) used in this research complied with ASTM C-494 Types A and F. Superplasticizer is a synthetic, polymer-based, dark-brown liquid with specific gravity ranging from 1.19 to 1.26 at 25. The dosage of SP used was 1% by weight of the cement.
2.2. Methodology
An experimental program was established to evaluate the mechanical properties of rubberized concrete: replacing the fine aggregate by volume with CR at four levels of replacement—namely, 5, 10, 15, and 20%—and comparing the results with a control mix with no CR added. The control mix was designed according to American Concrete Institute ACI 211. The designation and proportions of mixes are shown in
Table 3. The properties evaluated in this study included work ability, via slump test, wet unit weight, compressive strength, tensile strength, flexural strength, displacement, absorption, dry density, and nondestructively tested properties, tested by the ultrasonic pulse velocity (UPV) test, the rebound hammer test, and the core test.
A total of 60 (100 × 100 × 100 mm3) cubes, 45 (100 × 100 × 200 mm3) cubes, cylinders, and 45 (100 × 100 × 500 mm3) cubes, beams were prepared, cast, and cured according to ASTM C192/C192M; then tested at ages of 7, 28, 90, and 180 days for compressive strength and dry density and at ages of 7, 28, and 90 for tensile and flexural strength. The absorption was evaluated on day 28. The UPV test was conducted on days 28 and 90, and the core test and rebound hammer test were conducted at an age of 90 days.
2.3. Test Procedures
On the fresh phases of concrete mixtures, a slump test was performed following ASTM C143/C143M, and the wet unit weight was found based on ASTM C138.
With the hardened phase, the dry density and water absorption of each mix were measured based on ASTM C642-13. The compressive strength test was determined as per BS EN 12390-3:2009. The tensile strength test (Brazilian Test) was performed according to ASTM C496-17. The flexural strength (the modulus of rupture) was performed according to ASTM C78/C78M-22 (third point loading). The UPV test was conducted according to ASTM C 597-16, the rebound hammer test according to ASTM C805-18, and the core test according to ASTM C42/C42M-20.
3. Results and Discussion
In this section, the effects of crumb rubber inclusion on slump, wet unit weight, dry density, absorption, compressive strength, flexural strength, tensile strength, and nondestructive tests of concrete are presented and discussed. The averages of three tests results for different mixes for the tests were obtained. To illustrate test precision, error bars are shown on all bar charts, and confidence intervals were added to tabulated results to explain the range of the results.
3.1. Slump Test
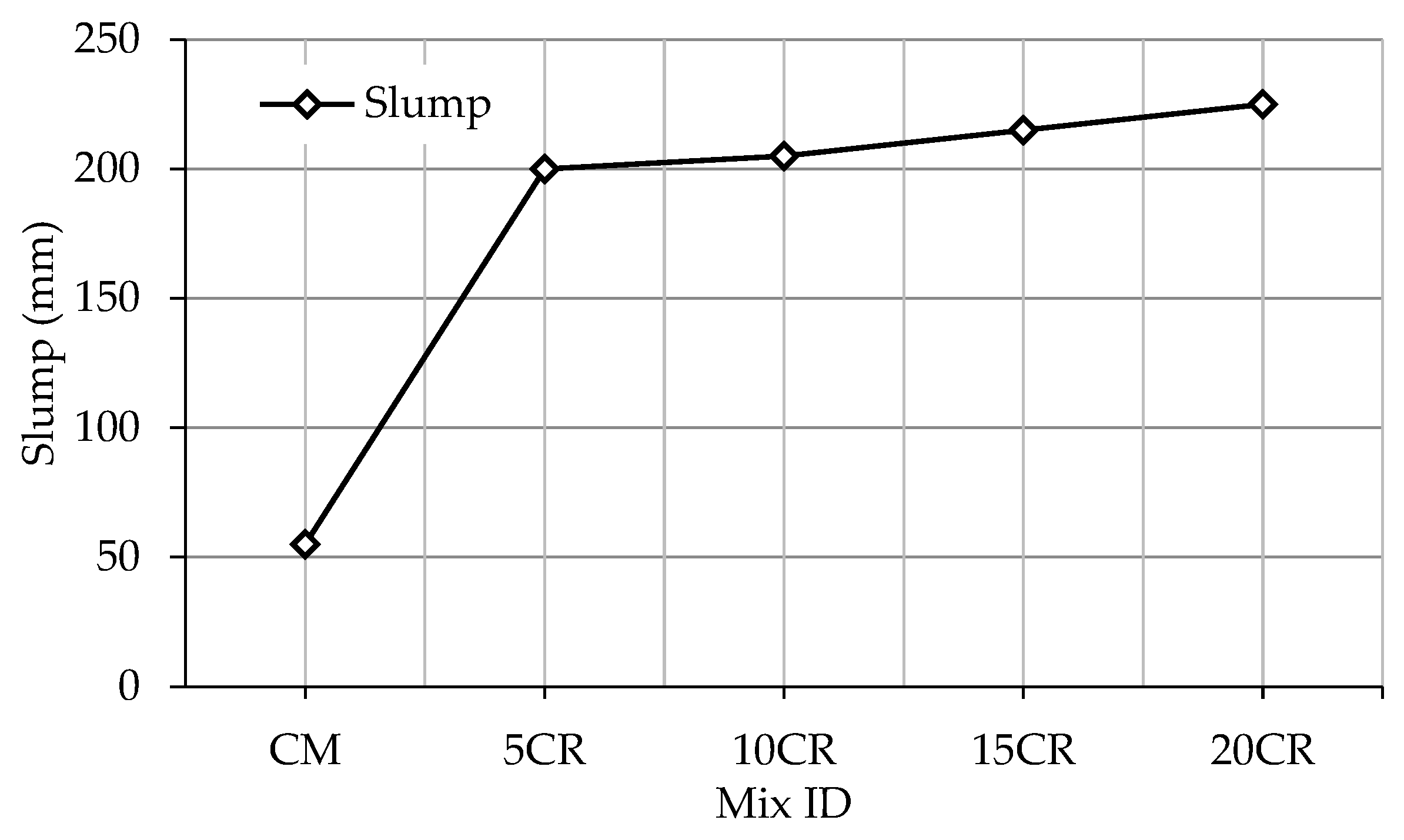
The slump of freshly made rubberized concrete was measured based on ASTM C143/C143M. The results obtained from the slump test indicated an increase in workability compared to the control mix. Additionally, the results show that the slump value increased as the amount of added CR increased. The slump values for concrete mixes 5CR, 10CR, 15CR, and 20CR were 264, 273, 291, and 309% higher than that of the control mix, respectively, which recorded a 55 mm slump.
Figure 5 shows the slump test results at different replacement levels. The increase in workability of rubberized concrete was due to rubber particles’ surface, which does not absorb water; hence, the internal friction between rubber particles and other concrete constituents was lessened. As a result, the workability increased. Several researchers have arrived at similar conclusions [
4,
35,
37,
38,
39].
3.2. Wet Unit Weight
The unit weight of fresh concrete was measured following the ASTM C138 specification. The wet unit weight of concrete containing CR decreased as the amount of CR increased compared to the control mix. The wet unit weight decreased by 3.5, 4.9, 6.1, and 6.8 for concrete mixes 5CRm, 10CRm, 15CRm, and 20CRm respectively. The wet unit weight of rubberized concrete ranged from 2255 to 2175.4 kg/m
3, and for the control mix it was2336 kg/m
3.
Figure 6 represents the wet unit weight values for different mixes. The main reason for this reduction could be attributed to CR having lower specific gravity compared to the specific gravity of fine aggregate. In this study, the specific gravity of CR was only 40% of the specific gravity of the fine aggregate. In addition, the inclusion of CR particles increased the air content of mixes. Several studies have arrived at similar conclusions [
4,
12,
21,
24,
26,
33,
39].
3.3. Absorption
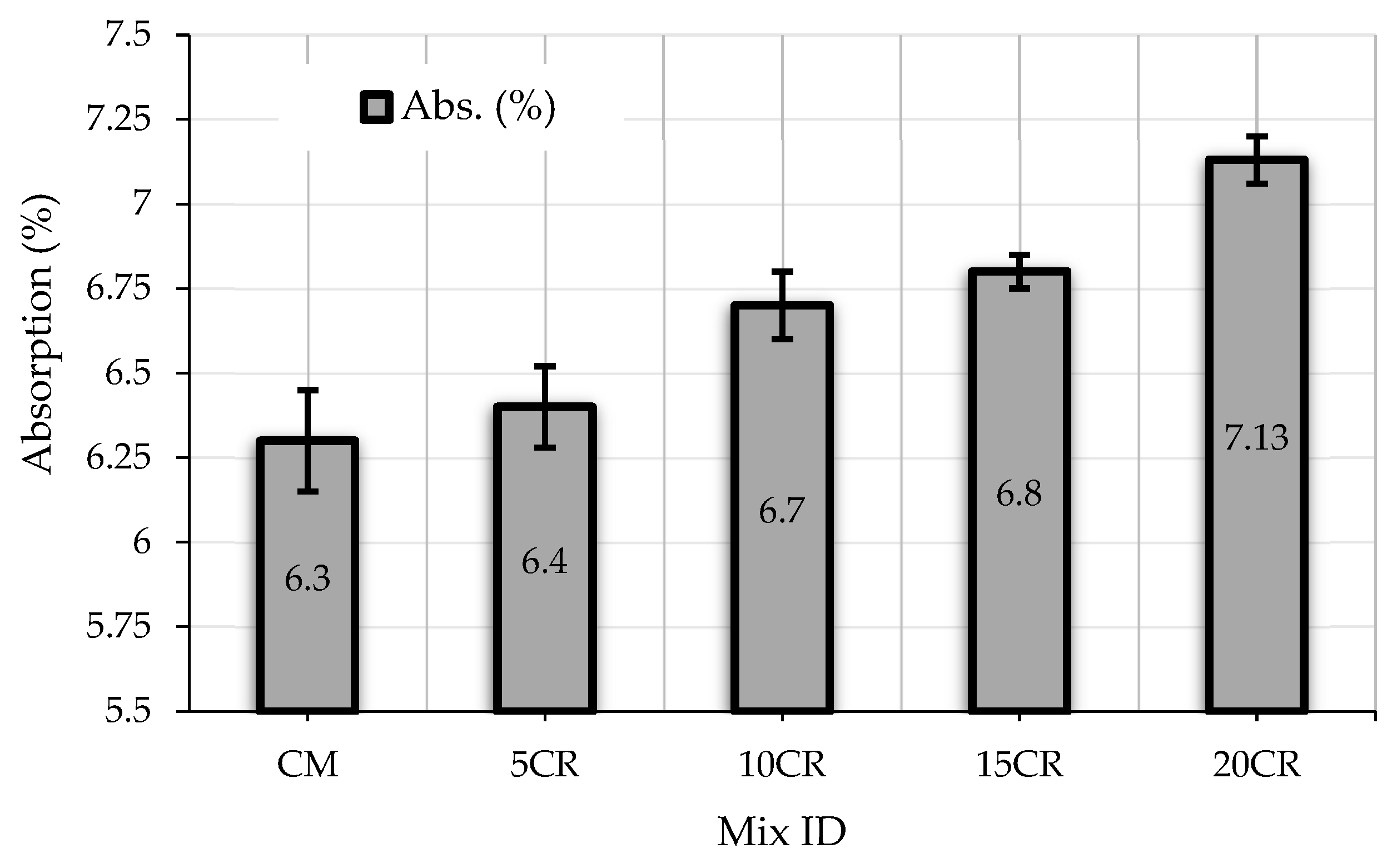
The water absorption of different mixes was measured at the age of 28 days according to ASTM C642-13.
Figure 7 represents the results of the water absorption test. The addition of CR to concrete caused an increase in the water absorption, and the water absorption was increased as the amount of CR increased. The water absorption amounts of 5CR, 10CR, 15CR, and 20CR mixes were higher than that of the control mix by 1.6, 6.3, 7.9 and 13.2% respectively. However, all mixes demonstrated less than 10% water absorption, which is considered good quality for concrete in this aspect [
3,
37]. The increase in water absorption could have been due to the increase in air voids in concrete mixes that contained CR, which were found to increase as the amount of CR increased.
3.4. Dry Density
The results of the dry density of mixes were evaluated based on ASTM C 642-13. They were recorded on days 7, 28, 90, and 180; and they are presented in
Figure 8. Compared to the control mix, it was observed that the dry density decreased as the amount of CR added to the mix increased. The drop in the dry density at all ages varied from 2 to 7%. The dry density values of the control mix on days 7, 28, 90 and 180 were 2333, 2340, 2346, and 2387 kg/m
3 respectively. The dry density values of rubberized concrete at all ages were less than those of the control mix and varied from 2307 to 2219 kg/m
3. Obviously, the reduction in the dry density was due to the lower density of CR compared to the density of the fine aggregate, and the increase in voids in CR mixes as the amount of CR increased, as illustrated in
Figure 9. Similar conclusions were drawn by [
4,
21,
24,
32,
38].
3.5. Compressive Strength
The compressive strength was tested following the BS EN 12390-3:2009 specification on days 7, 28, 90, and 180 (
Figure 10). The compressive strength at all ages decreased as the level of CR replacement increased. On day 7, mixtures containing 5, 10, 15, and 20% CR showed 15.4, 18.4, 23.6 and 32.2% reductions compared to the control mix, which had a 29.94 MPa at this age. Specimens tested on day28 showed a similar pattern: the reductions were 16.8, 22.4, 23.5, and 25.8% for 5CR, 10CR, 15CR, and 20CR mixes, respectively. On day90, the compressive strength levels of 5CR, 10CR, 15CR, and 20CR mixes were less than that of the control mix by 21.2, 22, 24.4, and 31%, respectively. On day 180, the CR mixes exhibited lower compressive strength compared to the control mix. The reductions were 21, 22.8, 28, and 36.5% for 5CR, 10CR, 15CR, and 20CR mixes, respectively.
Figure 9 shows the compressive strength levels of mixes containing CR at different testing ages. The results indicate clearly that the compressive strength was reduced as the amount of CR content increased; however, the lowest compressive strength recorded at the age of 180 days at 20% CR content was around 34 MPa. This value is considered acceptable strength for most structural applications of concrete. It has been found that the compressive strength of concrete is the dominant property affecting its durability; therefore, the rubberized concrete with the compressive strength reached herein could be considered durable concrete [
40]. The reduction in compressive strength of rubberized concrete could be attributed to: (1) CR particles being less stiff than the conventional aggregate, which cause stress concentration at weak points; (2) the lack of bonding between CR particles and cement paste due to the soft and smooth surface of CR; (3) CR particles being deformable materials, which lead to create cracks at the interfacial transition zone; (4) the large difference between the modulus of elasticity of CR and that of cement paste, which causes a loss of bonding [
4,
24]. In this study, the effect of the smooth and unbonded surface of CR was mitigated by the treatment procedure adopted. The treatment’s effect on CR’s surface is demonstrated in
Figure 4. It was observed also that, even though specimens containing CR failed under lower stress levels, the specimens showed more ductile behavior as the amount of CR increased. This might have been due to the improvement in energy absorption as the percentage of CR in the concrete mix increased.
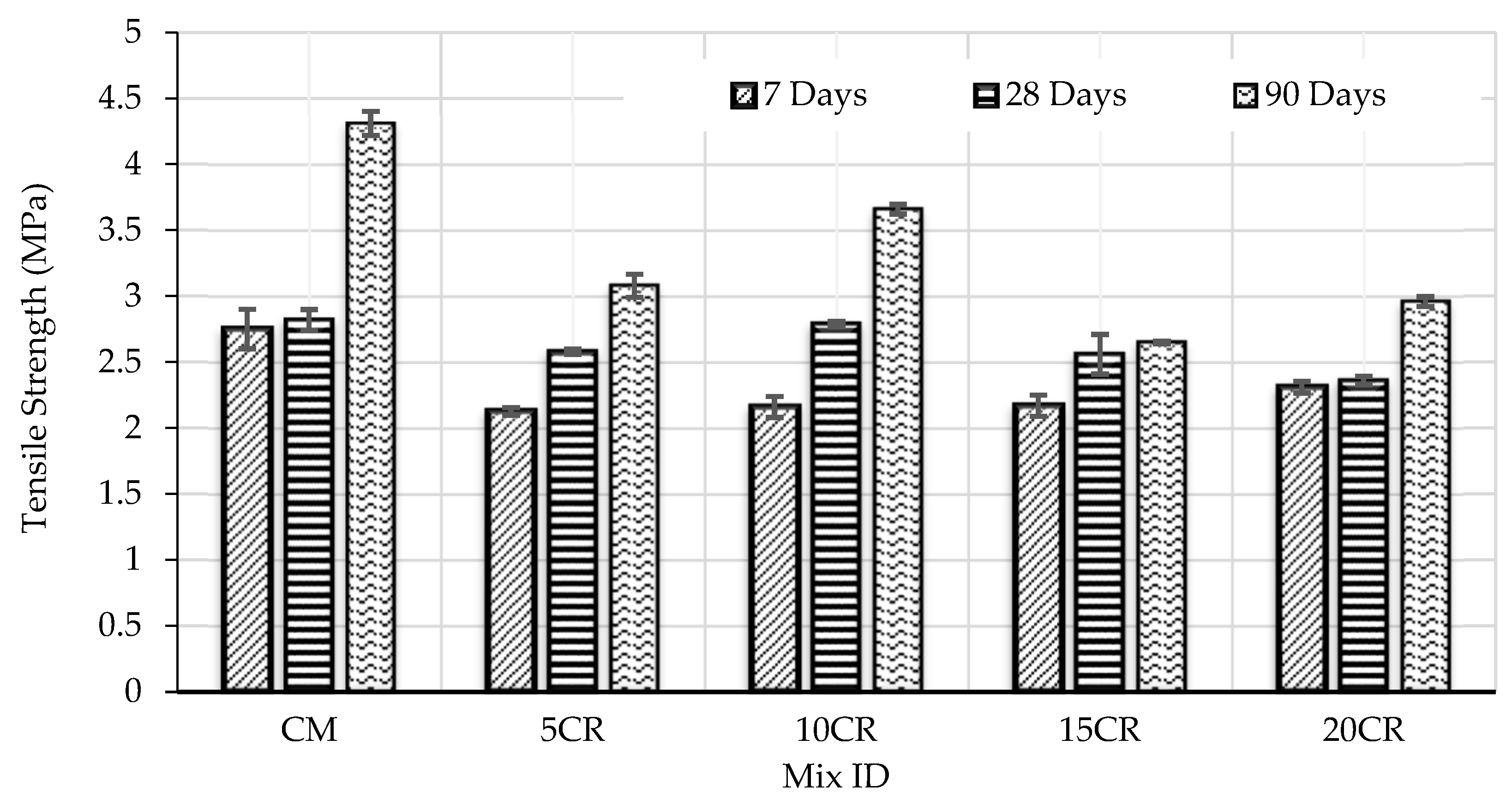
3.6. Splitting Tensile Strength
The split tensile strength is usually tested in the design of lightweight structural concrete members to assess the shear strength and to determine the development length of the reinforcement. The test was performed according to ASTM C496/C496M. The average value of three cylindrical specimens of each concrete mixture was calculated based on the relevant equation.
Figure 11 illustrates the average tensile strength of rubberized concrete mixes and the control mix at curing ages of 7, 28, and 90 days. The tensile strength of rubberized concrete was less than that of the control mix at all levels of replacement and all testing ages. After 7 days, the tensile strengths of 5CR, 10CR, 15CR, and 20CR mixes were 22.7, 21.5, 21.2, and 16.1% less than that of the control mix. After 28 days, the tensile strengths of 5CR, 10CR, 15CR, and 20CR mixes were 8.5, 1.1, 9.2, and 16.3% less than that of the control mix. Similarly, after 90 days, the tensile strengths of 5CR, 10CR, 15CR, and 20CR mixes were 28.5, 15.1, 38.5, and 31.3% less than that of the control mix, respectively.
Concerning the failure mode, the rubberized concrete exhibited typical failure modes of concrete cylinders. The control mix experienced one failure along the line of the loading strip. The control mix failed in a brittle manner. The rubberized concrete exhibited a ductile failure mode. The ductility of the failure increased as the amount of CR increased; the rubberized specimens took more time to fail, and this time increased as the amount of CR increased.
Figure 12 illustrates the failure modes of the control mix and rubberized concrete under split tensile loads.
3.7. Flexural Strength
The flexural strength or (the modulus of rupture) was performed according to ASTM C78 (third point loading). The flexural strength of each concrete mixture was calculated as the average of three samples.
Figure 13 illustrates the flexural strengths of mixes containing CR particles on days 7, 28, and 90. The flexural strength of concrete was found to decrease proportionally with the increase in the amount of CR. On day 7, the flexural strengths of the 5CR, 10CR, 15CR, and 20CR mixes were, respectively, 17, 10, 12, and 14.5% lower than that of the control concrete. On day28, the flexural strengths were lower by 12.7, 6.3, 12.5, and 16%, respectively, with 5, 10, 15, and 20% levels of replacement. The highest reduction in flexural strength was observed at an age of 90 days, were the degradation percentages varied from 21 to 26.6% compared to the control mix. The flexural strength of rubberized concrete varied from 3.5 to 4.77 MPa; however, the mix containing 10% CR had higher flexural strength compared to the other CR mixes at all ages.
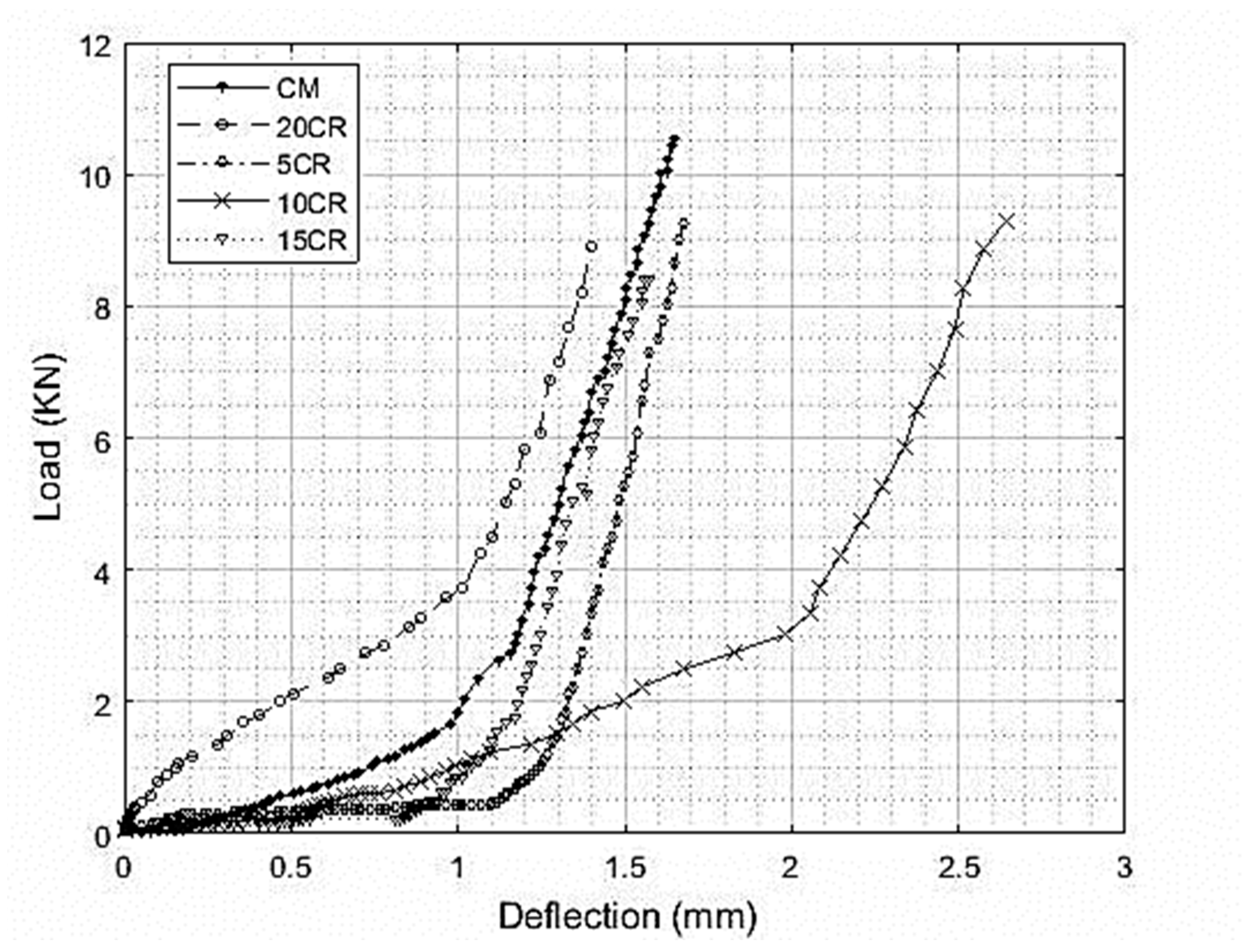
The lack of conventional fine aggregate directly resulted in the loss of flexural strength. The increase in the amount of CR improved the ability of the mixes to absorb energy, which was obvious by measuring the displacement of beam samples under the applied loads before reaching failure. To study the behavior of the beams under the influence of different rubber replacement ratios at 28 days of age, the deflection test was conducted under the influence of an applied load, and deflection values were recorded upon each increment in load. The maximum failure load recorded by the control mixture was 10.55 kN, and the mixtures containing various amounts of rubber recorded failure loads less than the reference mixture. The reductions were 12.2, 11, 20.3 and 15.7% for the mixtures containing rubber in proportions of 5, 10, 15 and 20%, respectively [
41].
As for the deflection measurements, they were found to be increased by 1.6 and 60.1% for mixes containing 5% and 10% CR, respectively, compared to the control mixture. Their deflection values were 1.676 and 2.65 mm. Then, the value of the maximum deflection decreased as the amount of CR surpassed 10%. The mixtures containing 15% and 20% rubber were tested. Their deflection values were 4.9 and 15.3% less than that of the control mix.
Figure 14 shows the curves of the relationship between the load applied and the deflection.
The increase in the deflection of the concrete mixes containing 5% and 10% could be attributed torubber particles becoming an energy absorbing agent and improving the ability of concrete to deform, thereby increasing its plasticity. On the hand, the decrease in the deflection for mixes containing CR proportions higher than 10% can be explained by the fact that the number of CR particles and the number of air voids became too high and increased the probability of failure, as it was noted that the failure line in all specimens passed through the weak areas in the sample, which were air voids and CR particles in contact with cement paste.
3.8. Non-Destructive Tests of Rubberized Concrete
To further understand the behavior of rubberized concrete, nondestructive tests were conducted after 90 days—the rebound hammer test, the UPV test, and the core test. The results of these tests are as follows:
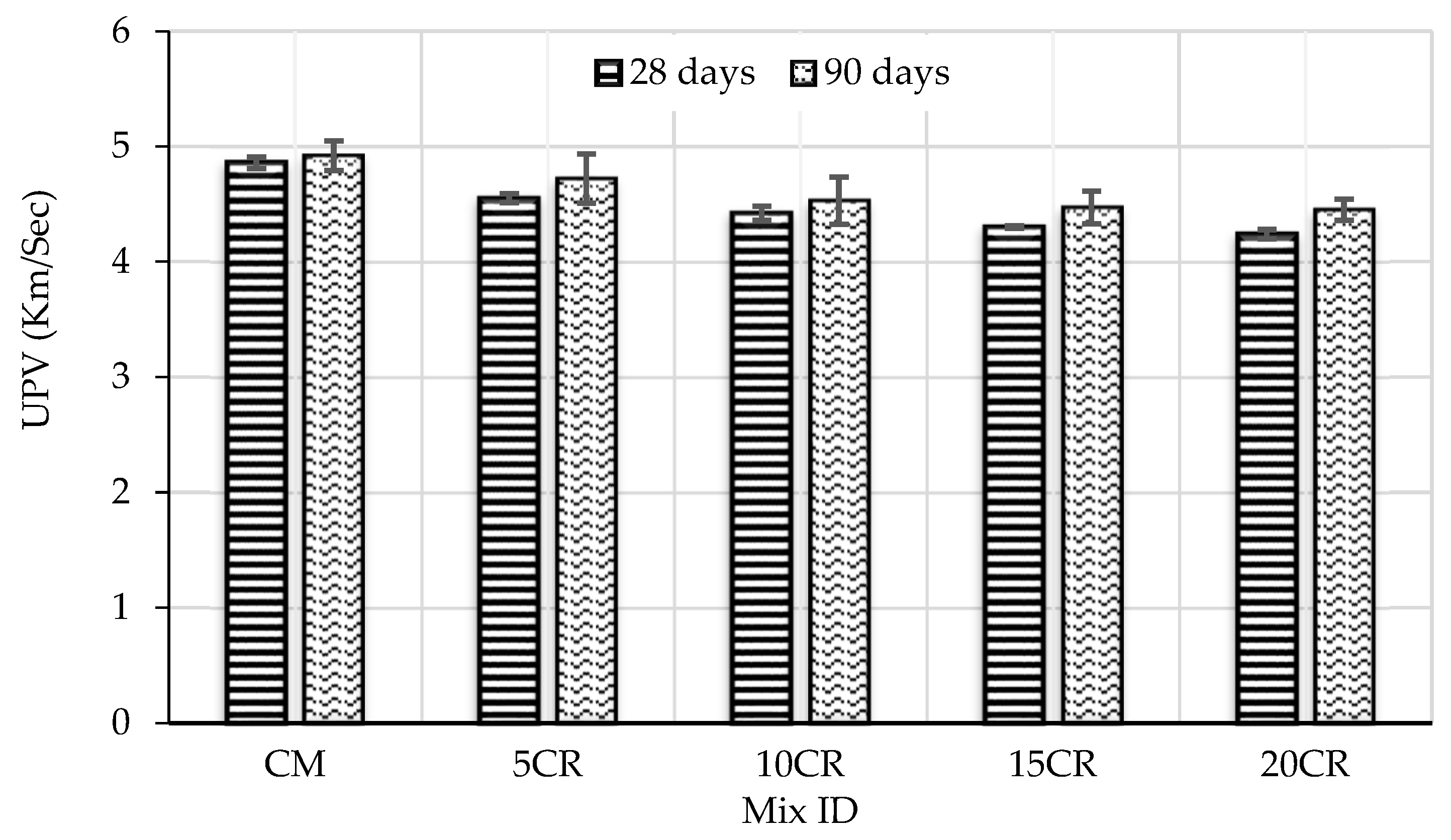
3.8.1. The Effect of CR on Ultrasonic Pulse Velocity
The test was conducted as per ASTM C 597-16 standards [
42] after 28 and 90-day curing periods. The frequencies of the transducer ranged from 50 to 60 kHz, as these are appropriate for most common applications.
Figure 15 illustrates the UPV results for28 and 90 days. The results indicate clearly that the UPV values decreased as the amount of CR increased at all ages. There was slight increase in the UPV values for the age of 90 days compared to those for 28 days of age. The largest improvement recorded was 5% for the 20%-CR mix, followed by the 15%-CR mix, which showed an approximately 4% improvement. On day28, the UPVs ranged from 4.24 to 4.55 km/s for rubberized concrete, whereas it was 4.86 km/sec for the control mix. On day 90, the UPVs ranged from 4.45 to 4.72 km/s for rubberized concrete, and it was 4.92 km/s for the control mix.
As a function of UPV, the quality of concrete was classified by the IS code (BS, 1881, 1983). Based on this classification, concrete that has a UPV of above 4.5 km/s is considered as excellent-quality concrete, and concrete with a UPV of between 3.5 and 4.5 km/s is considered good-quality concrete. Most of the mixes containing CR particles could be considered good or excellent-quality concrete. Velocity depends only on the elastic characteristics of the material it passes through and is independent of the geometry of the material. Since density, homogeneity, and uniformity are acceptable indicators of concrete quality, it follows that higher velocities are attained when these qualities are present or high. When the quality is inferior, lower speeds are attained [
24,
43,
44].
The decline in UPV values can mostly be attributed to the decrease in solid phase in rubberized concrete, which aligns with the increase in air-void content as the amount of CR particles increases. Similar conclusions were derived by [
4,
24].
3.8.2. The Effect of CR Particles on Rebound Number
The rebound hammer test was performed in accordance with ASTM C805-18 standard [
45]. The results of the compressive strength estimated using the rebound hammer showed a decrease as the amount of rubber added increased, compared to the control mix. The decreases were about 18.4, 23.7, 24.7, and 31.1% for the mixes containing CR in proportions of 5, 10, 15, and 20%, respectively.
Figure 16 shows the compressive strength estimated by rebound hammer for different mixes. The results obtained by the rebound hammer are affected by several factors, the most important of which are the surface of the concrete, the presence of voids, and the type of aggregate. As mentioned previously, the addition of rubber to the concrete led to an increase in the proportion of air voids, and rubber is much softer than a natural aggregate, and therefore, it absorbs the energy generated by the hammer more than natural aggregates, which leads to lower values of the rebound number, and thus less strength.
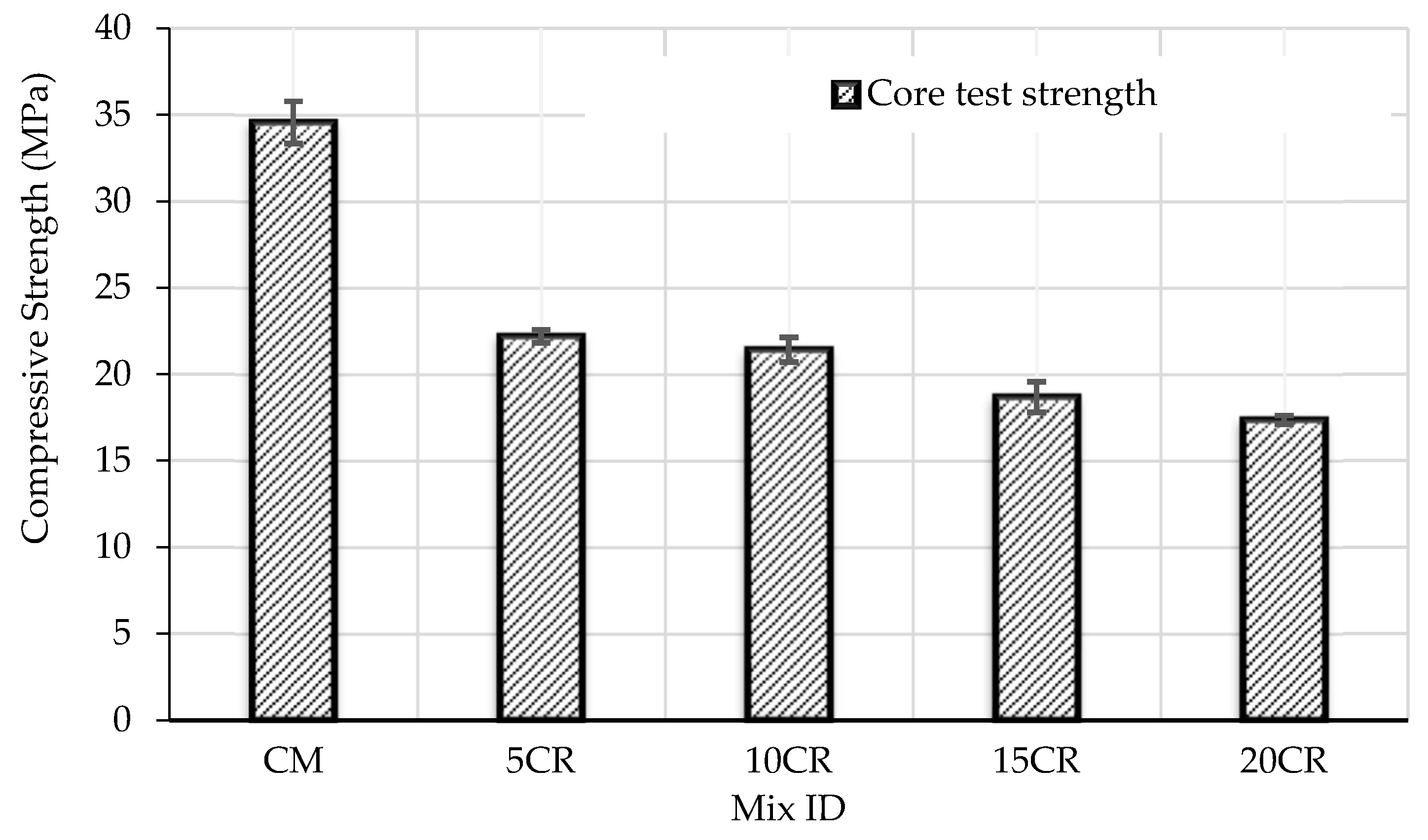
3.8.3. The Effect of CR Particles on the Core Test
The concrete core test is considered one of the semi-destructive tests for concrete, as this test requires the removal of a part of the concrete to be tested, which is known as the concrete core. The test was carried out after 90 days on all mixes, in accordance ASTM C42/C42M-20 [
46]. In this study, concrete core samples were extracted from beams that were prepared from mixes containing 5% to 20% crumb rubber, in addition to the control mix. For each mix, three samples were extracted, prepared, and tested in accordance with the relative standard. The control mix demonstrated a strength value of 34.56 MPa, and the rubberized concrete samples showed less compressive strength—by 36% to 50%. The decreases in compressive strength of rubber-containing concrete ranged between 35.8 and 49.8%.
Figure 17 shows the compressive-strength results for core samples.
3.8.4. The Effect of CR Particles on the Dynamic Modulus of Elasticity
A unique equation is included within the ASTM C 597-09 standard to calculate the value of the dynamic modulus of elasticity, based on the values of UPV and the dry density of concrete, and the value of the dynamic Poisson ratio (μ) of 0.28 was assumed [
4,
24,
47,
48]. The dynamic modulus of elasticity has been related to the elastic modulus of concrete, which is an important parameter for determining the deformation of structural members. The dynamic modulus of elasticity is usually 20–40% higher than the static modulus of elasticity [
44].
The value of dynamic modulus of elasticity decreased as the amount of CR particles increased. On day 28, the dynamic moduli of elasticity ranged from 30.7 to 36.7 GPa for the CR-containing mixes. The control mix’s average was 43.3 GPa. On day90, the dynamic modulus of elasticity exhibited a minor general increase over the values for day 28. For the rubberized concrete, the dynamic moduli varied from 34.3 to 40.1 GPa. The control mix’s average was 44.4 GPa. The decrease in the modulus of elasticity was directly related to the dry unit weight and pulse velocity, since these values decreased as the amount of CR particles increased.
3.9. Relation between Compressive Strength and UPV
The results obtained from the ultrasonic velocity test were used to predict the compressive strength of rubberized concrete considering the percentage of CR particles. The formula derived (Equation (1)) using regression analysis produced an R
2 equal to 0.97 and was found to give acceptable results with a margin of error of ±0.1–0.9% compared to the experimental results.
where:
: predicted compressive strength (MPa);
: pulse velocity (km/s);
: the percentage of CR particles (%).
3.10. Relation between Compressive Strength and Compressive Strength Estimated via Rebound Hammer Test
The results obtained from the rebound hammer test were used to predict the compressive strength of rubberized concrete considering the percentage of CR particles. The equation derived (Equation (2)) using regression analysis produced an R
2 of 0.88 and was found to give acceptable results with margin of error from −3 to −7.2% in relation to the experimental results.
where:
: predicted compressive strength (MPa);
: compressive strength estimated by rebound hammer test (MPa);
: the percentage of CR particles (%).
3.11. Multiple-Method Analysis
The use of one NDT method to estimate concrete strength would not be adequate, due to the various factors affecting the different tests. The pulse velocity of saturated concrete maybe 5% higher than that of dry concrete, and the rebound resistance is affected by the nature of the concrete’s surface. In the case of rubberized concrete, its surface is softer than that of normal concrete due to the inclusion of rubber particles and the existence of air voids, which normally tend to concentrate near to concrete’s surface. Consequently, the use of multi-method analysis using the results from different NDT methods yields a more reliable and accurate estimation of concrete’s strength. Eq.3 represents the relation between the results obtained for the UPV test and the rebound hammer test [
49,
50,
51,
52]. The equation has margin of error less than 0.1% and could be good and easy way to predict the compressive strength of rubberized concrete.
where:
: predicted compressive strength (MPa);
: the percentage of CR particles (%);
: pulse velocity (km/s);
: compressive strength estimated by there bound hammer test (MPa).
4. Conclusions
This researched aimed to find a viable and sustainable solution for the disposal and utilization of used and scrap tires by considering these materials as a replacement for ordinary concrete substances. The findings of this research follow:
The proposed chemical and heat treatment to CR’s surface showed a slight increase in the roughness of CR’s surface compared to untreated CR. This was reflected in the degradation of the mechanical properties of the rubberized concrete mixes. The greatest reduction in compressive strength was around 37% after 180 days for the 20%-CR mix.
There was a noticeable increase in the workability of rubberized concrete in comparison to the control mix. The workability of all mixes increased as the amount of CR increased. The workability was up to three times that of the control mix at 20% replacement.
The dry density decreased as the amount of CR increased; however, the maximum reduction observed was 7% at 20% replacement.
Water absorption is an indication of how easily the damaging substances can penetrate the concrete. Concrete with water absorption of less than 10% is considered durable concrete [
39]. The water absorption values of all rubberized mixes slightly increased as the amount of CR increased. Their values ranged from 6.4 to 7.13%, where as the control mix averaged 6.3%.
The compressive strength for all rubberized concrete mixes on day 180 was about 60% higher than it was on day 7. An increase in rubber content reduced the compressive strength, and the highest reduction was 11% when the amount increased from 15% to 20%. The compressive strength on day 28 was reduced from 32 to 28.5 MPa for CR percentages ranging from 5 to 20%. On day 180, the compressive strength was reduced from 42.5 to 34.2 MPa for CR percentages ranging from 5 to 20%. However, as the proportion of CR particles increased, the failure of the specimens showed more ductile behavior.
Several equations were derived to predict the compressive strength based on nondestructive test methods. The combined method’s formula was the most accurate formula, given its margin of error of only 0.1%. This encourages the use of tests of this type to assess the compressive strengths of such materials, as they showed similar results to conventional concrete.
CR particles’ addition has various impacts on concrete, which include a reduction in the weight of concrete, which led to a decrease in the dead load imposed by structural members; an increase in air voids, which improve the freeze–thaw resistance of concrete; and improved sound absorption and thermal resistance due to the CR particles and the air voids [
4,
32,
33].
Despite the negative impact of CR particles on the mechanical properties of the concrete mixes, the compressive strength of rubberized concrete remains acceptable for a construction material. Additionally, rubberized concrete showed ductile behavior, which makes it suitable for the locations where ductile concrete is needed, such as sidewalks, driveways, pavements, bunkers, crash barriers around bridges, highway barriers, foundation pads for railway stations and machinery, etc.
The use of crumb rubber in concrete mixes as a replacement for the fine aggregate could save up to 160 kg of fine aggregate per cubic meter and find a beneficial use for about 60 kg of crumb rubber. The use of crumb rubber derived from old and end-of-life tires would contribute to a reduction in the waste of this material and reduce its negative impact on the environment.
Author Contributions
Conceptualization, A.A.M.F., N.S.M., T.A.-L. and F.I.T.P.; methodology, A.A.M.F., N.S.M. and T.A.-L.; software, A.A.M.F., I.S.M. and E.N.; validation, A.A.M.F., N.S.M. and T.A.-L.; formal analysis, A.A.M.F., I.S.M. and E.N.; investigation, A.A.M.F., N.S.M. and T.A.-L.; resources, F.I.T.P.; data curation, A.A.M.F., N.S.M. and T.A.-L.; writing—original draft preparation, A.A.M.F., N.S.M., T.A.-L. and F.I.T.P.; writing—review and editing, F.I.T.P.; visualization, T.A.-L.; supervision, T.A.-L. and F.I.T.P.; project administration, F.I.T.P.; funding acquisition, F.I.T.P. All authors have read and agreed to the published version of the manuscript.
Funding
This research received not yet external funding.
Data Availability Statement
Not applicable.
Conflicts of Interest
The authors declare no conflict of interest.
References
- Hottle, T.; Hawkins, T.R.; Chiquelin, C.; Lange, B.; Young, B.; Sun, P.; Elgowainy, A.; Wang, M. Environmental life-cycle assessment of concrete produced in the United States. J. Clean. Prod. 2022, 363, 131834. [Google Scholar] [CrossRef]
- Miller, S.A.; John, V.M.; Pacca, S.A.; Horvath, A. Carbon dioxide reduction potential in the global cement industry by 2050. Cem. Concr. Res. 2018, 114, 115–124. [Google Scholar] [CrossRef]
- Fadiel, A.A.M.; Abu-Lebdeh, T.; Petrescu, F.I.T. Assessment of Woodcrete Using Destructive and Non-Destructive Test Methods. Materials 2022, 15, 3066. [Google Scholar] [CrossRef] [PubMed]
- Fadiel, A. A review of properties of concrete containing crumb rubber from used tires. In Proceedings of the 13th Arab Structural Engineering Conference, Blida, Algeria, 13–15 December 2015. (In Arabic). [Google Scholar]
- Pierrehumbert, R. There is no Plan B for dealing with the climate crisis. Bull. At. Sci. 2019, 75, 215–221. [Google Scholar] [CrossRef] [Green Version]
- Wang, B.; Yan, L.; Fu, Q.; Kasal, B. A comprehensive review on recycled aggregate and recycled aggregate concrete. Resour. Conserv. Recycl. 2021, 171, 105565. [Google Scholar] [CrossRef]
- Andrew, R.M. Global CO2 emissions from cement production. Earth Syst. Sci. Data 2018, 10, 195–217. [Google Scholar] [CrossRef] [Green Version]
- Bakharev, T. Thermal behaviour of geopolymers prepared using class F fly ash and elevated temperature curing. Cem. Concr. Res. 2006, 36, 1134–1147. [Google Scholar] [CrossRef]
- Bazhuni, M.F.; Kamali, M.; Ghahremaninezhad, A. An investigation into the properties of ternary and binary cement pastes containing glass powder. Front. Struct. Civ. Eng. 2019, 13, 741–750. [Google Scholar] [CrossRef]
- de Pedro, J.P.Q.; Lagao, J.A.T.; Ongpeng, J.M.C. Life Cycle Assessment of Concrete Using Copper Slag as a Partial Cement Substitute in Reinforced Concrete Buildings. Buildings 2023, 13, 746. [Google Scholar] [CrossRef]
- Wang, H.; Hou, P.; Li, Q.; Adu-Amankwah, S.; Chen, H.; Xie, N.; Zhao, P.; Huang, Y.; Wang, S.; Cheng, X. Synergistic effects of supplementary cementitious materials in limestone and calcined clay-replaced slag cement. Constr. Build. Mater. 2021, 282, 122648. [Google Scholar] [CrossRef]
- Abu-Lebdeh, T.; Fini, E.; Fadiel, A. Thermal conductivity of rubberized gypsum board. Am. J. Eng. Appl. Sci. 2014, 7, 12–22. [Google Scholar] [CrossRef] [Green Version]
- Fadiel, A.; Abu-Lebdeh, T. Mechanical Properties of Concrete Including Wood Shavings as Fine Aggregates. Am. J. Eng. Appl. Sci. 2021, 14, 478–487. [Google Scholar] [CrossRef]
- Thomas, B.S.; Gupta, R.C.; Panicker, V.J. Recycling of waste tire rubber as aggregate in concrete: Durability-related performance. J. Clean. Prod. 2016, 112, 504–513. [Google Scholar] [CrossRef]
- Siddique, R. Utilization of wood ash in concrete manufacturing. Resour. Conserv. Recycl. 2012, 67, 27–33. [Google Scholar] [CrossRef]
- Lim, S.K.; Tan, C.S.; Li, B.; Ling, T.C.; Hossain, M.U.; Poon, C.S. Utilizing high volumes quarry wastes in the production of lightweight foamed concrete. Constr. Build. Mater. 2017, 151, 441–448. [Google Scholar] [CrossRef]
- Singh, M.; Choudhary, K.; Srivastava, A.; Sangwan, K.S.; Bhunia, D. A study on environmental and economic impacts of using waste marble powder in concrete. J. Build. Eng. 2017, 13, 87–95. [Google Scholar] [CrossRef]
- Özkan, Ö.; Yüksel, I.; Muratoğlu, Ö. Strength properties of concrete incorporating coal bottom ash and granulated blast furnace slag. Waste Manag. 2007, 27, 161–167. [Google Scholar] [CrossRef] [PubMed]
- Mohammed, B.S.; Abdullahi, M.; Hoong, C.K. Statistical models for concrete containing wood chipping as partial replacement to fine aggregate. Constr. Build. Mater. 2014, 55, 13–19. [Google Scholar] [CrossRef]
- Islam, G.S.; Rahman, M.; Kazi, N. Waste glass powder as partial replacement of cement for sustainable concrete practice. Int. J. Sustain. Built Environ. 2017, 6, 37–44. [Google Scholar] [CrossRef] [Green Version]
- Corinaldesi, V.; Mazzoli, A.; Siddique, R. Characterization of lightweight mortars containing wood processing by-products waste. Constr. Build. Mater. 2016, 123, 281–289. [Google Scholar] [CrossRef]
- Ashish, D.K. Feasibility of waste marble powder in concrete as partial substitute ion of cement and sand amalgam for sustainable growth. J. Build. Eng. 2018, 15, 236–242. [Google Scholar] [CrossRef]
- Almeshal, I.; Tayeh, B.A.; Alyousef, R.; Alabduljabbar, H.; Mohamed, A.M.; Alaskar, A. Use of recycled plastic as fine aggregate in cementitious composites: A review. Constr. Build. Mater. 2020, 253, 119146. [Google Scholar] [CrossRef]
- Fadiel, A. Estimating of Compressive Strength of Rubberized Concrete Using Destructive and Non-Destructive Test Methods. In Proceedings of the NCBMSE 2022, Tripoli, Libya, 29–30 November 2022. (In Arabic). [Google Scholar]
- Ben Coxworth. Wood Waste Makes Recycled Concrete Stronger than Ever. 2020. Available online: https://newatlas.com/environment/wood-waste-recycled-concrete/ (accessed on 1 January 2023).
- Awan, H.H.; Javed, M.F.; Yousaf, A.; Aslam, F.; Alabduljabbar, H.; Mosavi, A. Experimental Evaluation of Untreated and Pretreated Crumb Rubber Used in Concrete. Crystals 2021, 11, 558. [Google Scholar] [CrossRef]
- Zheng, L.; Huo, X.S.; Yuan, Y. Strength, modulus of elasticity, and brittleness index of rubberized concrete. J. Mater. Civ. Eng. 2008, 20, 692–699. [Google Scholar] [CrossRef]
- Poonyakan, A.; Rachakornkij, M.; Wecharatana, M.; Smittakorn, W. Potential Use of Plastic Wastes for Low Thermal Conductivity Concrete. Materials 2018, 11, 1938. [Google Scholar] [CrossRef] [Green Version]
- Hernandez-Olivares, F.; Barluenga, G.; Bollati, M.; Witoszek, B. Static and dynamic behaviour of recycled tyre rubber-filled concrete. Cem. Concr. Res. 2002, 32, 1587–1596. [Google Scholar] [CrossRef]
- Hernandez-Olivares, F.; Barluenga, G. Fire performance of recylced rubber-filled high-strength concrete. Cem. Concr. Res. 2004, 34, 109–117. [Google Scholar] [CrossRef]
- Huang, B.; Li, G.; Pang, S.-S.; Eggers, J. Investigation into waste tire rubber-filled concrete. J. Mater. Civil. Eng. 2004, 16, 187–194. [Google Scholar] [CrossRef]
- Fadiel, A. Use of Crumb Rubber to Improve Thermal Efficiency of Construction Materials. Master’s Thesis, North Carolina A&T State University, Greensboro, NC, USA, 2013. [Google Scholar]
- Fadiel, A.; Al Rifaie, F.; Abu-Lebdeh, T.; Fini, E. Use of crumb rubber to improve thermal efficiency of cement-based materials. Am. J. Eng. Appl. Sci. 2014, 7, 11. [Google Scholar] [CrossRef]
- Yasen, A.; Khatab, M.; Fadiel, A. A comparative study of the chemical, physical and mechanical properties of cement available in the Libyan market. Int. J. Eng. Inf. Technol. 2021, 9, 17–24. (In Arabic) [Google Scholar]
- Huang, B.; Shu, X.; Cao, J. A two-staged surface treatment to improve properties of rubber modified cement composites. Constr. Build. Mater. 2013, 40, 270–274. [Google Scholar] [CrossRef]
- Ganjian, E.; Khorami, M.; Maghsoudi, A.A. Scrap-tyre-rubber replacement for aggregate and filler in concrete. Constr. Build. Mater. 2009, 23, 1828–1836. [Google Scholar] [CrossRef]
- Aiello, M.A.; Leuzzi, F. Waste tire rubberized concrete: Properties at fresh and hardened state. Waste Manag. 2010, 30, 1696–1704. [Google Scholar] [CrossRef]
- Neville, A.M. Properties of Concrete: Fourth and Final Edition, 4th ed.; Wiley: Hoboken, NJ, USA, 1996; 844p, ISBN 13:978-0470235270. Available online: https://www.amazon.com/Properties-Concrete-Adam-M-Neville/dp/0470235276 (accessed on 1 January 2023).
- Sicakova, A.; Draganovska, M.; Kovac, M. Water Absorption Coefficient as a Performance Characteristic of Building Mixes Containing Fine Particles of Selected Recycled Materials. Procedia Eng. 2017, 180, 1256–1265. [Google Scholar] [CrossRef]
- Sims, I.; Brown, B. Concrete Aggregates. In Lea’s Chemistry of Cement and Concrete; Elsevier: Amsterdam, The Netherlands, 1998; pp. 907–1015. [Google Scholar]
- Ataria, R.B.; Wang, Y.C. Mechanical Properties and Durability Performance of Recycled Aggregate Concrete Containing Crumb Rubber. Materials 2022, 15, 1776. [Google Scholar] [CrossRef]
- ASTM C597-09; Standard Test Method for Pulse Velocity through Concrete. ASTM International: West Conshohocken, PA, USA, 2023.
- Lawson, I.; Danso, K.A.; Odoi, H.C.; Adjei, C.A.; Quashie, F.K.; Mumuni, I.I.; Ibrahim, I.S. Non-destructive evaluation of concrete using ultrasonic pulse velocity. Res. J. Appl. Sci. Eng. Technol. 2011, 3, 499–504. [Google Scholar]
- Lee, B.J.; Kee, S.H.; Oh, T.; Kim, Y.Y. Evaluating the dynamic elastic modulus of concrete using shear-wave velocity measurements. Adv. Mater. Sci. Eng. 2017, 2017, 1651753. [Google Scholar] [CrossRef] [Green Version]
- ASTM C805/C805M-08; Standard Test Method for Rebound Number of Hardened Concrete. ASTM International: West Conshohocken, PA, USA, 2019.
- ASTM C42/C42M-20; Standard Test Method for Obtaining and Testing Drilled Cores and Sawed Beams of Concrete. ASTM International: West Conshohocken, PA, USA, 2020.
- Qurashi, M.A.; Shah, S.A.; Farhan, M.; Taufiq, M.; Khalid, W.; Arshad, H.; Tayyab, M.; Shahzadi, G.; Waseem, M. Sustainable Design and Engineering: A Relationship Analysis between Digital Destructive and Non-Destructive Testing Process for Lightweight Concrete. Processes 2019, 7, 791. [Google Scholar] [CrossRef] [Green Version]
- Salman, M.M.; Al-Amawee, A.H. The ratio between static and dynamic modulus of elasticity in normal and high strength concrete. J. Eng. Dev. 2006, 10, 163–174. [Google Scholar]
- Machín, A.; Fontánez, K.; Arango, J.C.; Ortiz, D.; De León, J.; Pinilla, S.; Nicolosi, V.; Petrescu, F.I.; Morant, C.; Márquez, F. One-Dimensional (1D) Nanostructured Materials for Energy Applications. Materials. 2021, 14, 2609. [Google Scholar] [CrossRef]
- Zhang, S.; Chen, J.; Zheng, J.; Chen, X.; Xu, H.; Petrescu, F.I.T.; Ungureanu, L.M.; Li, Y.; Shi, G. A Simple Polypyrrole/Polyvinylidene Fluoride Membrane with Hydrophobic and Self-Floating Ability for Solar Water Evaporation. Nanomaterials 2022, 12, 859. [Google Scholar] [CrossRef] [PubMed]
- Wang, L.; Petrescu, F.I.T.; Liu, J.; Li, H.; Shi, G. Synthesis of Dimpled Particles by Seeded Emulsion Polymerization and Their Application in Superhydrophobic Coatings. Membranes 2022, 12, 876. [Google Scholar] [CrossRef] [PubMed]
- Fontánez, K.; García, D.; Ortiz, D.; Sampayo, P.; Hernández, L.; Cotto, M.; Ducongé, J.; Díaz, F.; Morant, C.; Petrescu, F.; et al. Biomimetic Catalysts Based on Au@TiO2-MoS2-CeO2 Composites for the Production of Hydrogen by Water Splitting. Int. J. Mol. Sci. 2023, 24, 363. [Google Scholar] [CrossRef] [PubMed]
Figure 1.
Gradation of the coarse aggregate.
Figure 1.
Gradation of the coarse aggregate.
Figure 2.
Crumb rubber used in the research.
Figure 2.
Crumb rubber used in the research.
Figure 3.
Gradation of CR particles.
Figure 3.
Gradation of CR particles.
Figure 4.
Microscopic photos of CR particles: (a) untreated CR particles and (b) treated CR particles. On the left we have the scale and on the right the detail.
Figure 4.
Microscopic photos of CR particles: (a) untreated CR particles and (b) treated CR particles. On the left we have the scale and on the right the detail.
Figure 5.
Slump test results.
Figure 5.
Slump test results.
Figure 6.
Wet unit weight results.
Figure 6.
Wet unit weight results.
Figure 7.
Absorption of different mixes.
Figure 7.
Absorption of different mixes.
Figure 8.
Results of dry density for different mixes.
Figure 8.
Results of dry density for different mixes.
Figure 9.
Microscopic views of different CR percentages: (a) 5% CR content; (b) 10% CR content; (c) 15% CR content; (d) 20% CR content.
Figure 9.
Microscopic views of different CR percentages: (a) 5% CR content; (b) 10% CR content; (c) 15% CR content; (d) 20% CR content.
Figure 10.
The average compressive strength of rubberized concrete.
Figure 10.
The average compressive strength of rubberized concrete.
Figure 11.
The average splitting tensile strength of rubberized concrete.
Figure 11.
The average splitting tensile strength of rubberized concrete.
Figure 12.
Failure modes of splitting tensile strength for different mixes: (a) control mix, (b) 5CR mix, and (c) 10CR mix.
Figure 12.
Failure modes of splitting tensile strength for different mixes: (a) control mix, (b) 5CR mix, and (c) 10CR mix.
Figure 13.
The average flexural strength of rubberized concrete.
Figure 13.
The average flexural strength of rubberized concrete.
Figure 14.
The relation between the deflection and the load applied.
Figure 14.
The relation between the deflection and the load applied.
Figure 15.
Ultrasonic pulse velocity results.
Figure 15.
Ultrasonic pulse velocity results.
Figure 16.
Rebound hammer test results.
Figure 16.
Rebound hammer test results.
Figure 17.
Compressive strength for core samples.
Figure 17.
Compressive strength for core samples.
Table 1.
Physical and mechanical properties of Portland cement.
Table 1.
Physical and mechanical properties of Portland cement.
| Property | Value | Standard |
|---|
| Normal consistency (%) | 27.5 | --- |
| Initial setting time, (min) | 115 | >45 |
| Final setting time, (min) | 220 | <375 |
| Soundness, (mm) | 1 | <10 |
| Fineness (%) | 94.2 | |
| Specific Gravity | 3.15 | |
| Compressive strength, (MPa) | 3 days = 17 | 12 MPa |
| 7 days = 30.5 | 19 MPa |
Table 2.
Chemical composition of Portland cement.
Table 2.
Chemical composition of Portland cement.
| Oxide composition | LO.I | CaO | SiO2 | Al2O3 | Fe2O3 | MgO |
| Weight (%) | 1.81 | 65.08 | 15.25 | 4.49 | 2.65 | 1.26 |
| Oxide composition | SO3 | Na2O | K2O | Cl | TiO2 | MnO |
| Weight (%) | 2.29 | 0.25 | 0.7 | 0.007 | 0.3 | 0.033 |
Table 3.
Mix ID and mix proportions per cubic meter.
Table 3.
Mix ID and mix proportions per cubic meter.
| Mix ID | CR% | Weight (kg) per m3 | W/C
Ratio |
|---|
| Cement | Water | Ratio | CR | Sand | SP |
|---|
| CM | 0 | 388 | 190 | 0.49 | 0 | 767 | 3.88 | 0.49 |
| 5CR | 5 | 388 | 190 | 0.49 | 15.34 | 728.65 | 3.88 | 0.49 |
| 10CR | 10 | 388 | 190 | 0.49 | 30.68 | 690.30 | 3.88 | 0.49 |
| 15CR | 15 | 388 | 190 | 0.49 | 46.02 | 651.95 | 3.88 | 0.49 |
| 20CR | 20 | 388 | 190 | 0.49 | 61.36 | 613.60 | 3.88 | 0.49 |
| Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).


 ,
, 


















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}