
Mechanical and Tribological Behavior of LM26/SiC/Ni-Gr Hybrid Composites

 ,
,  ,
,  ,
,  , , and
, , and
Abstract
:1. Introduction
2. Experimental Methods
2.1. Materials
2.2. Fabrication of Composites
2.3. Composite Characterization
2.3.1. Tensile Test
2.3.2. Impact Test
2.3.3. Hardness Test
2.3.4. Porosity/Void Measurement
2.3.5. Sliding Wear Test
2.3.6. Microscopical Observation
3. Results and Discussions
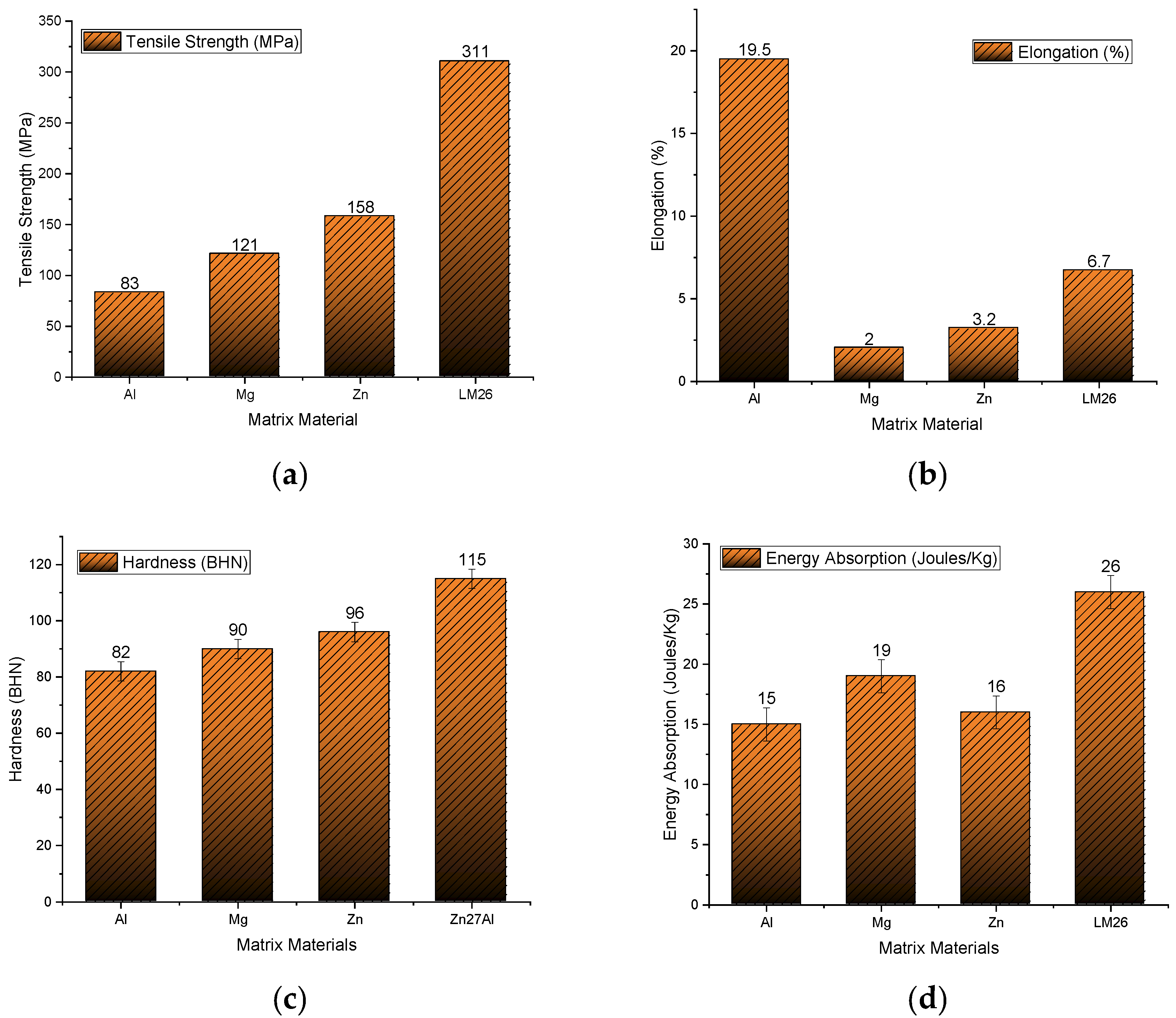
3.1. Selection of Matrix Alloy and Ni-Gr Content
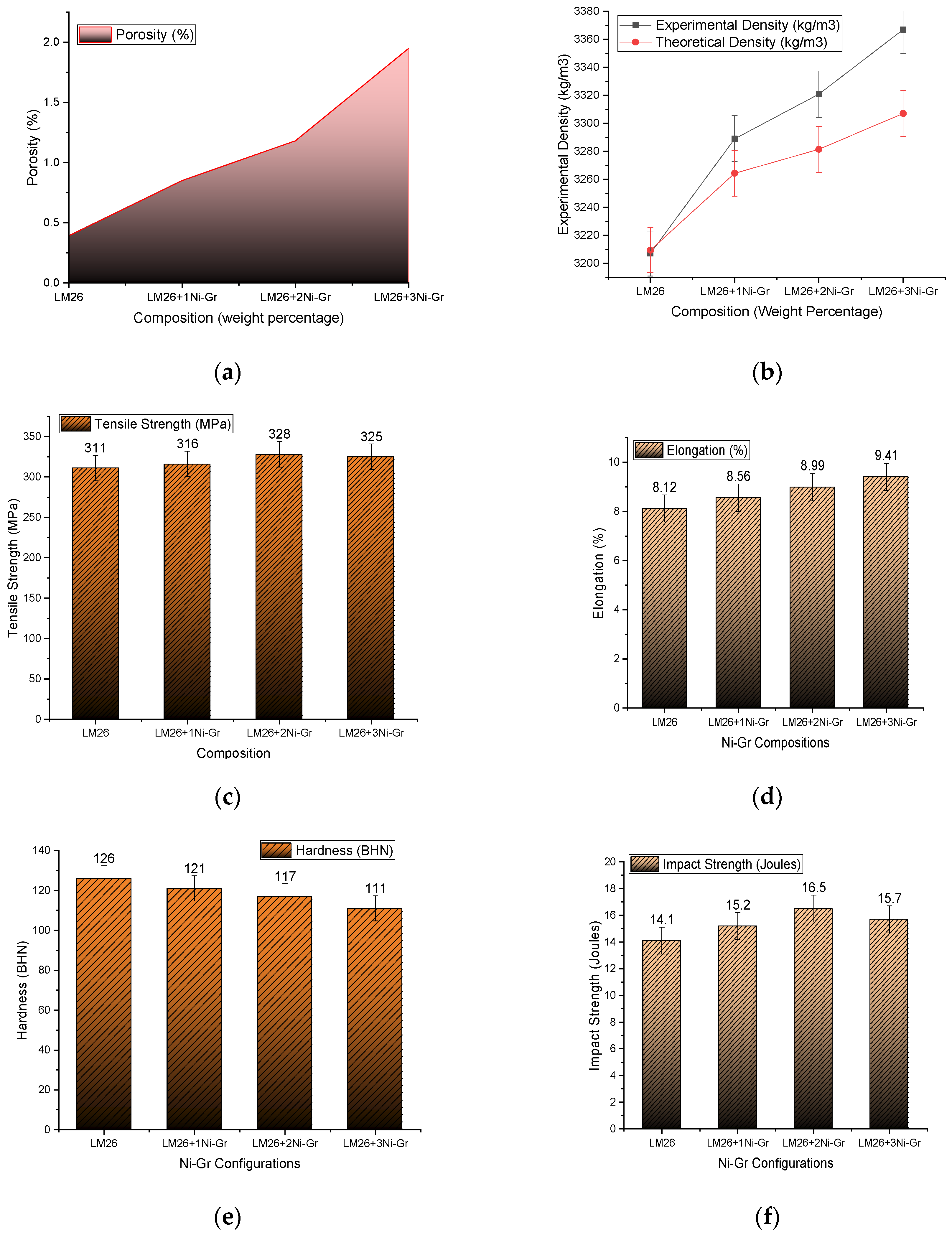
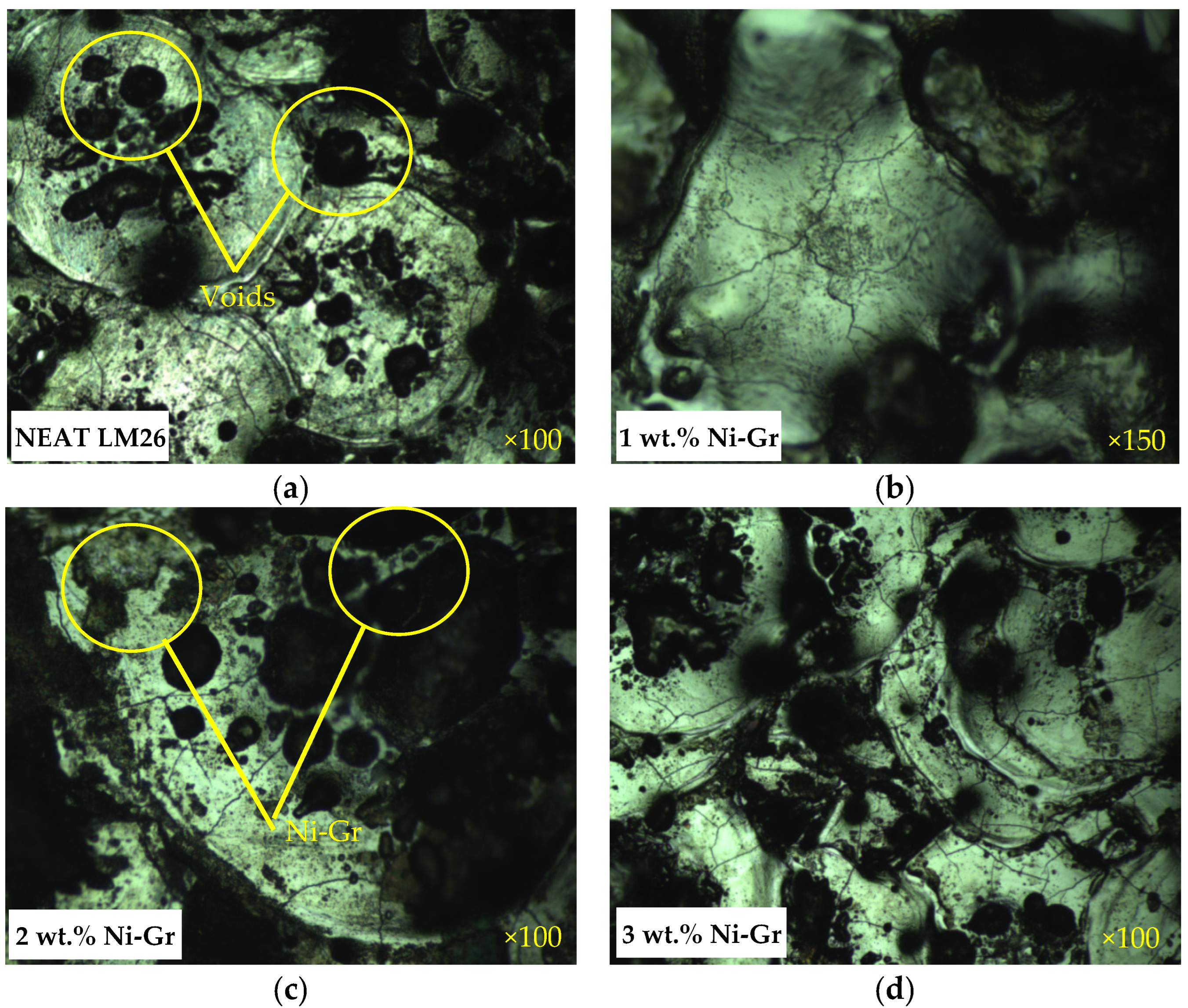
3.2. Mechanical Characterization of LM26/Ni-Gr Composites
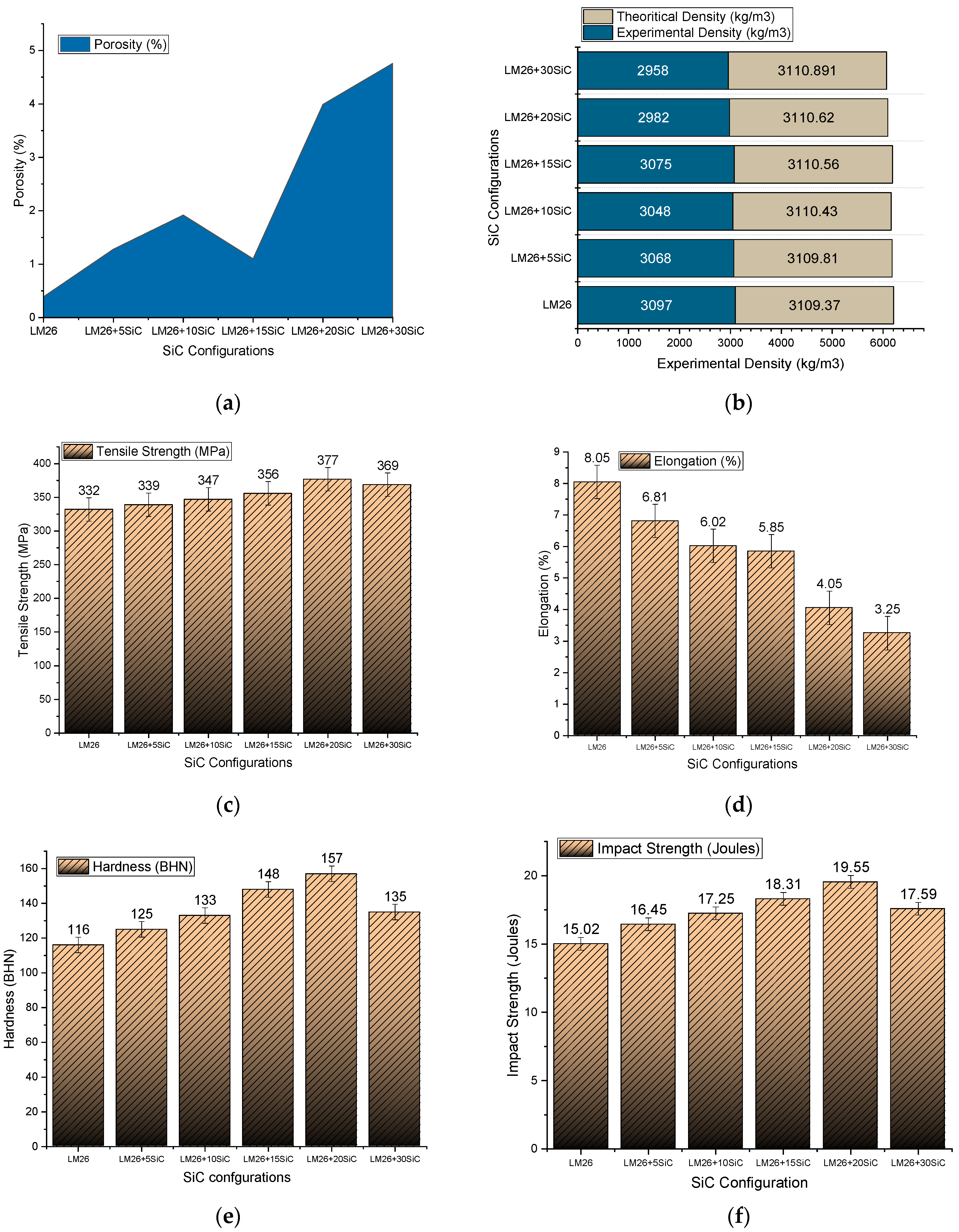
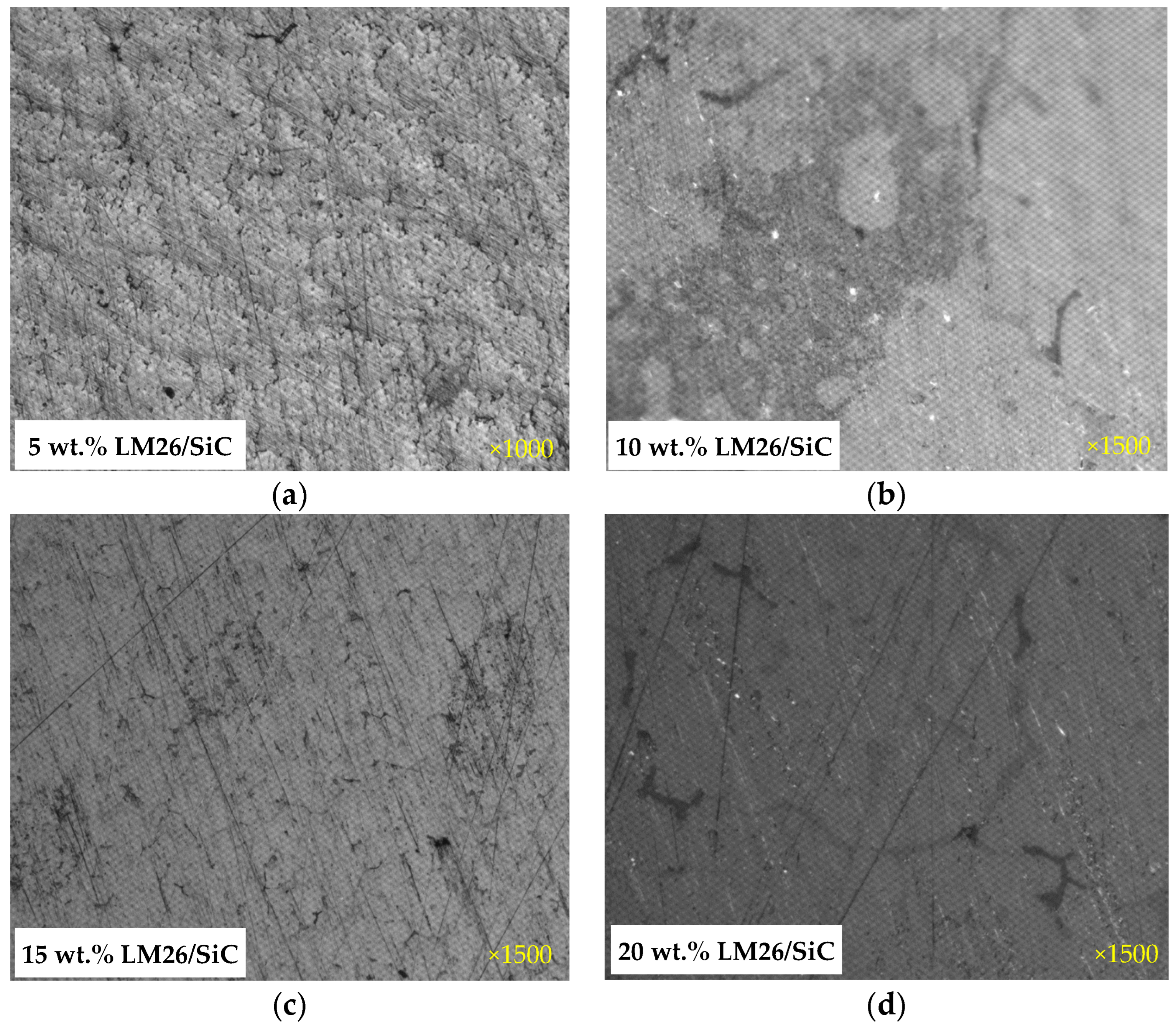
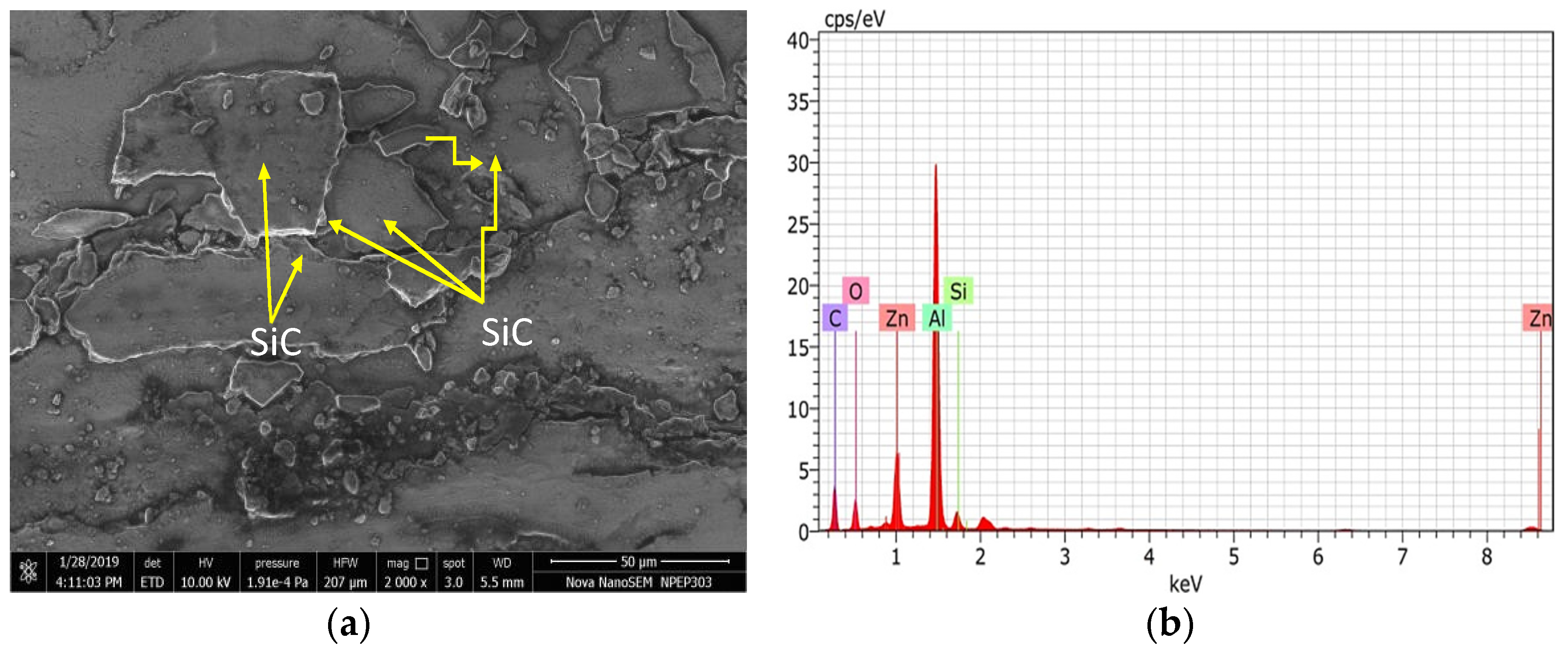
3.3. Mechanical and Microstructural Characterization of SiC/LM26 Composites
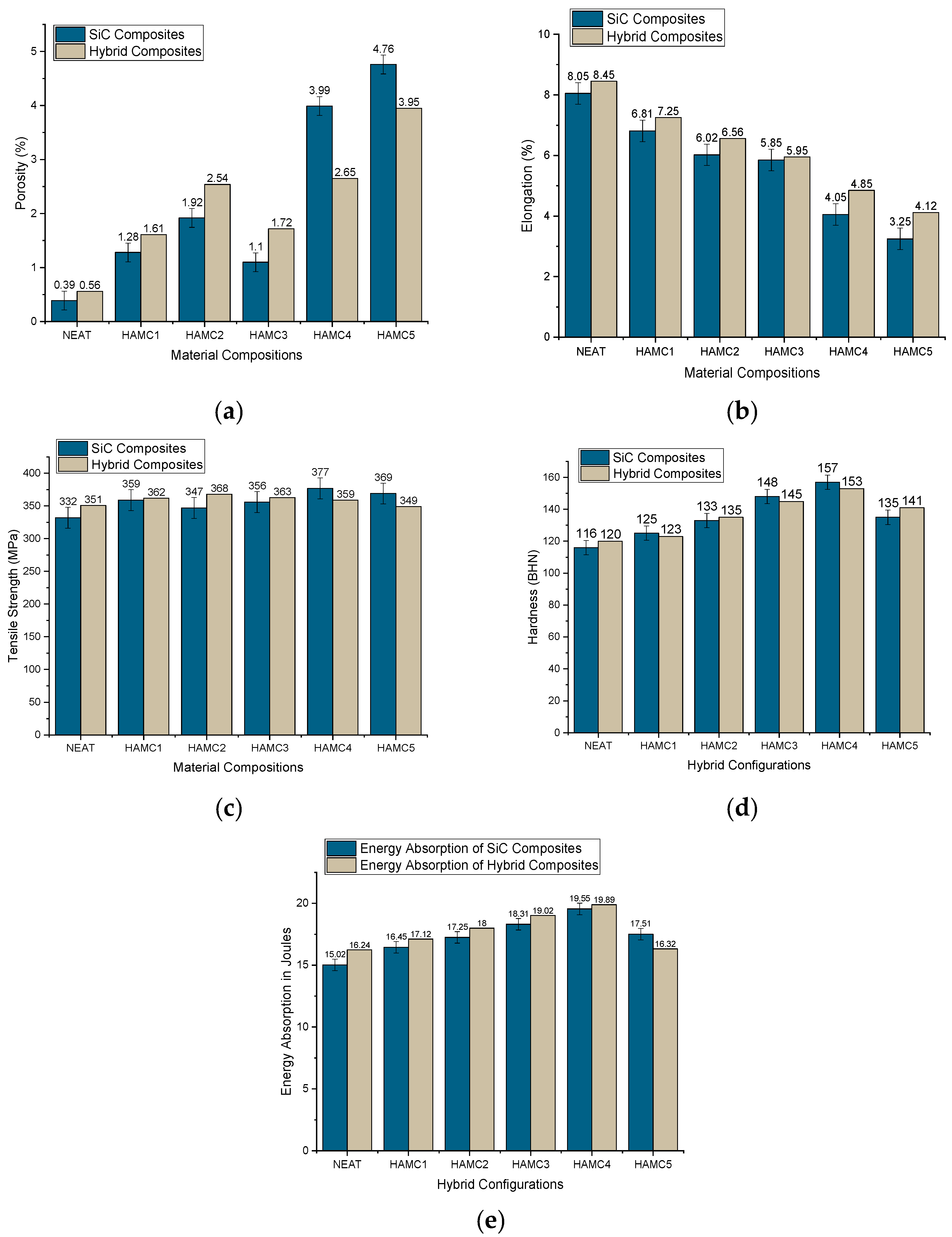
3.4. Mechanical Characterization of Hybrid Aluminum Composites
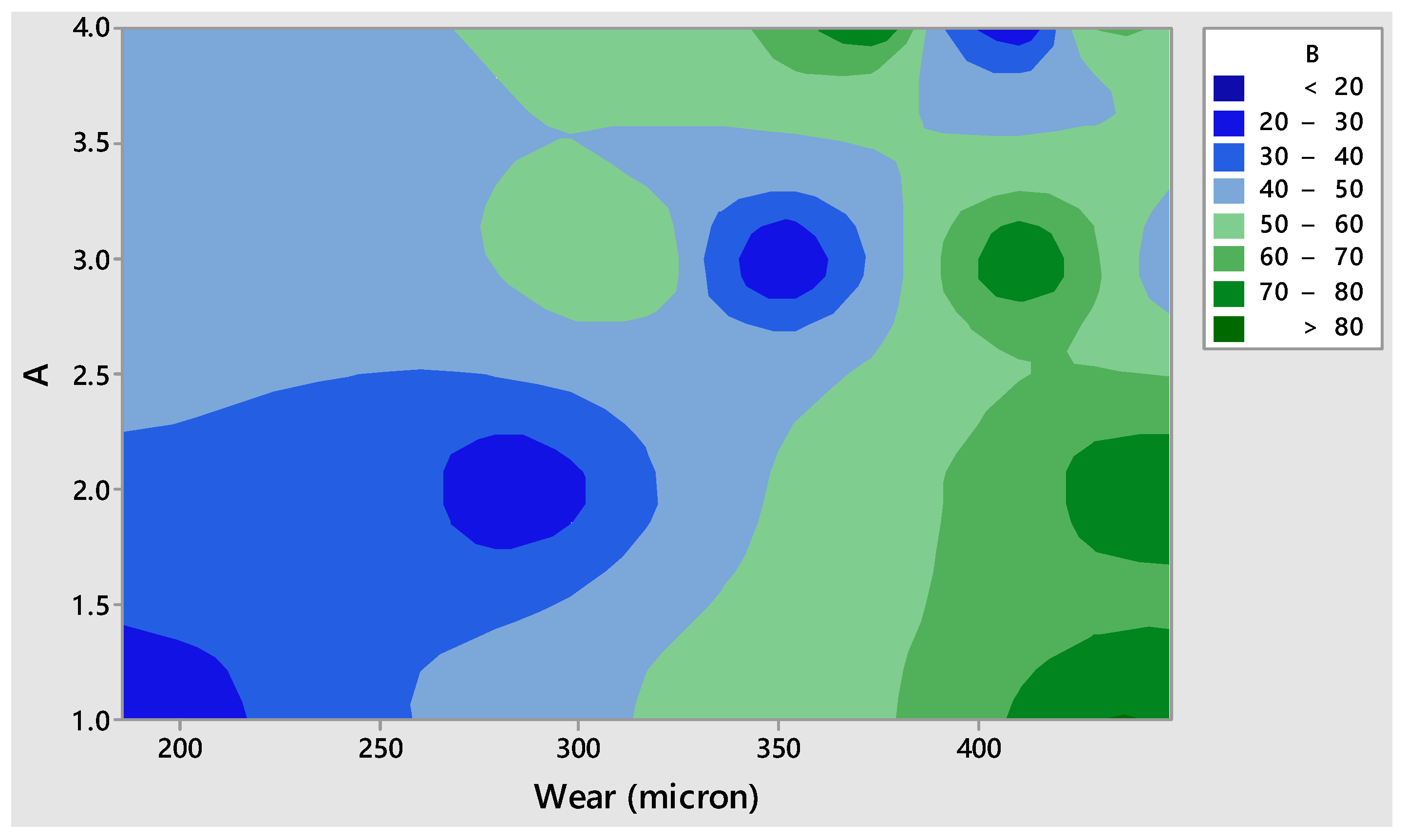
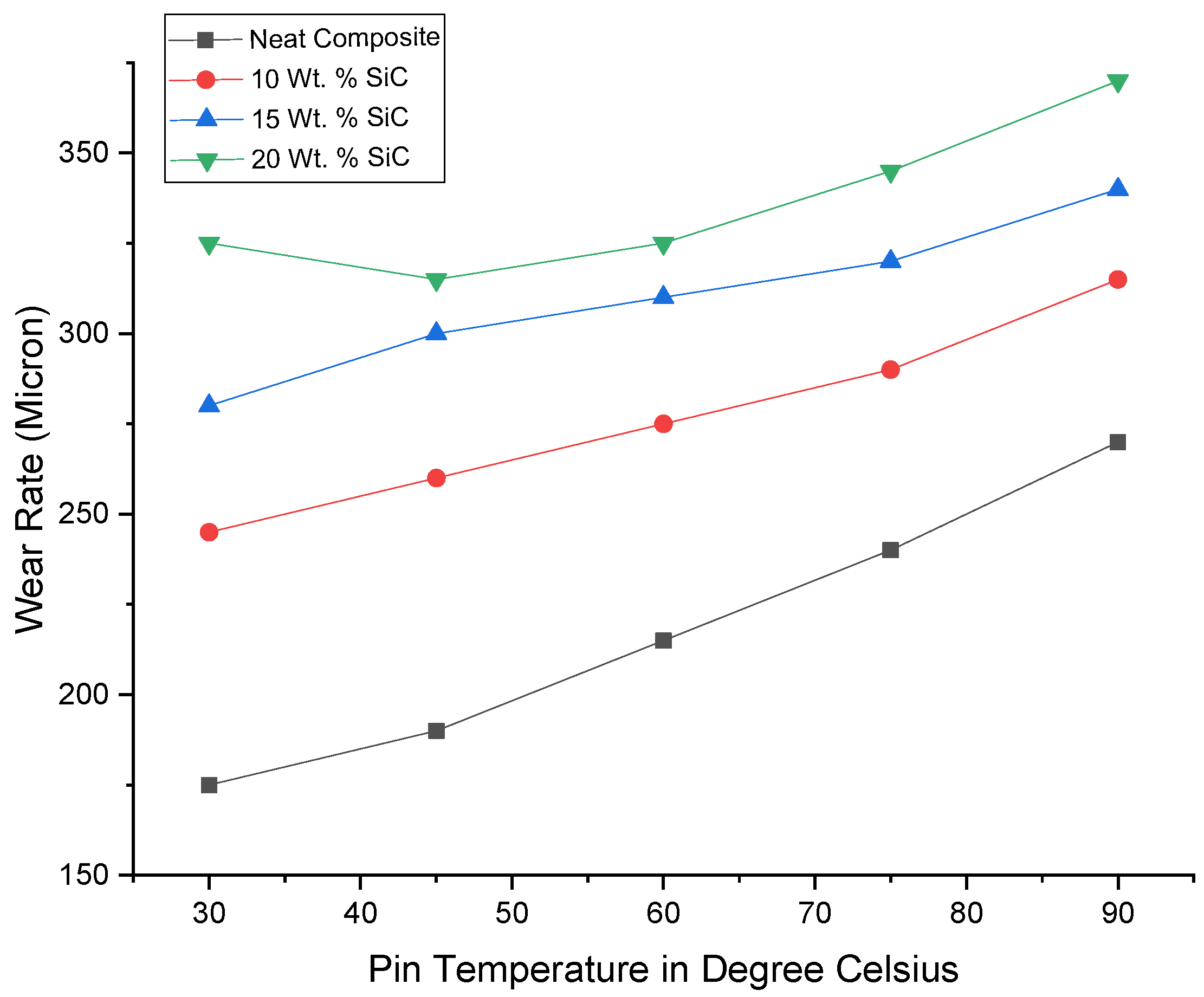
3.5. Hybrid Composites Wear Behavior Analysis
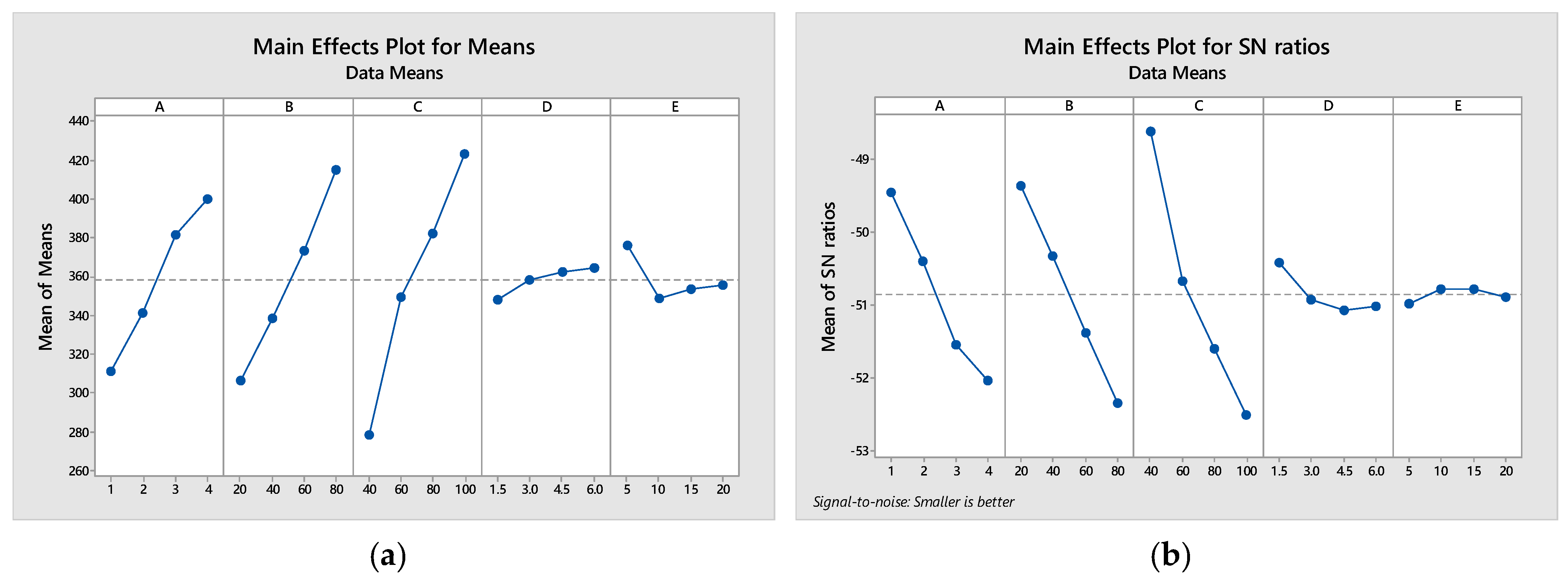
3.5.1. Taguchi Analysis
3.5.2. Analysis of Variance (ANOVA)
3.5.3. Predictive Equation for Wear Estimation
3.5.4. Confirmation Experiment
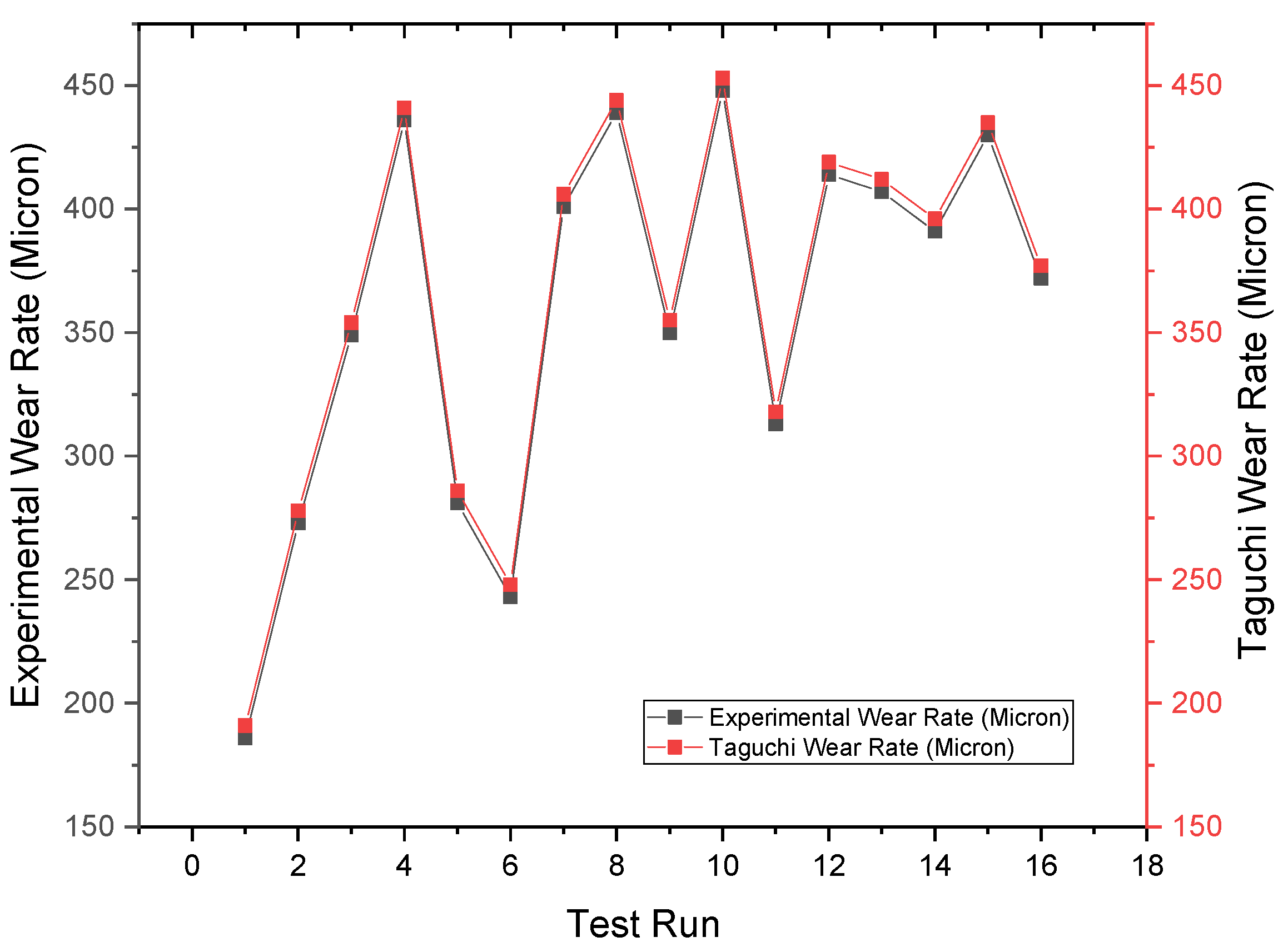
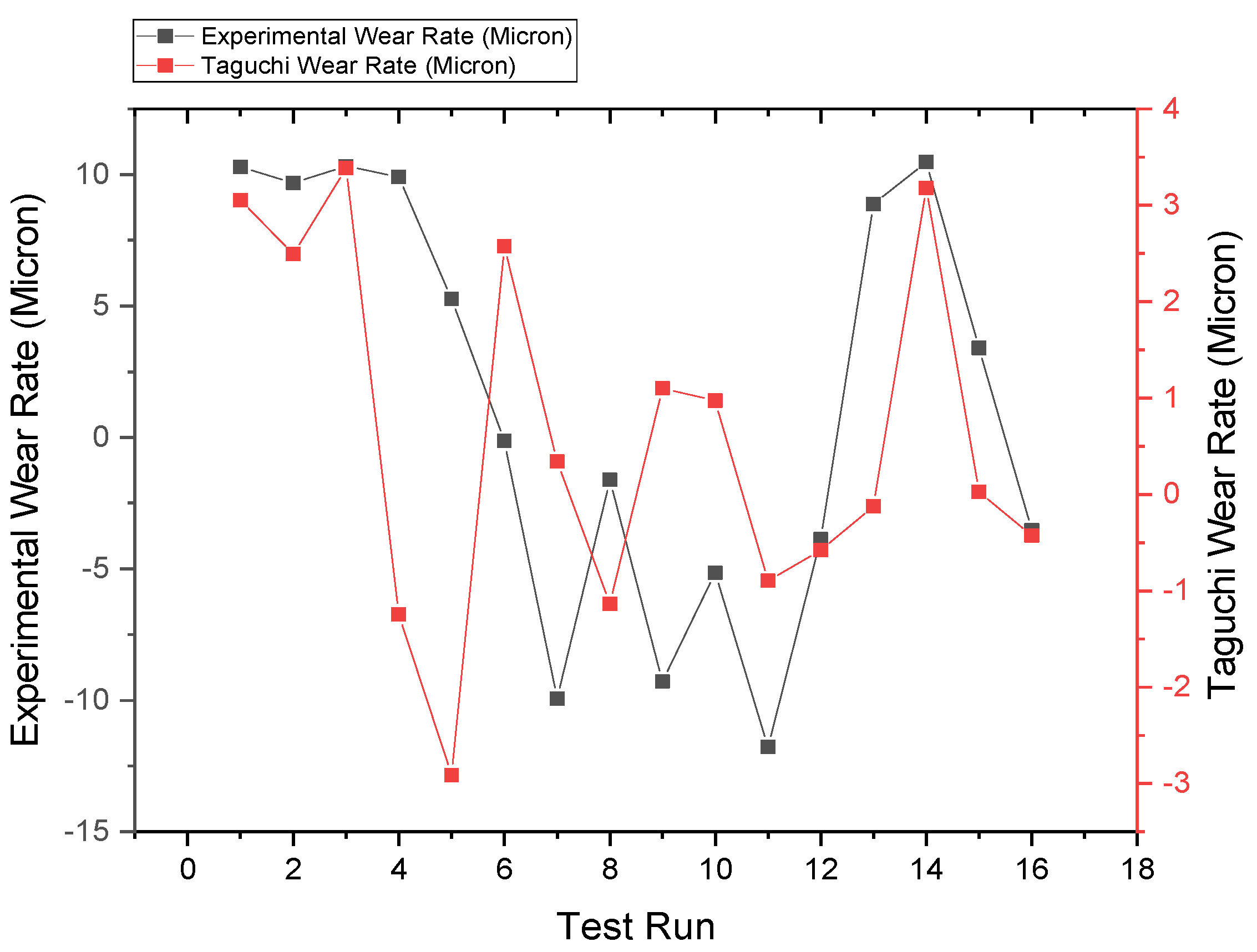
3.5.5. Percentage Errors in Experimental and Taguchi Approach
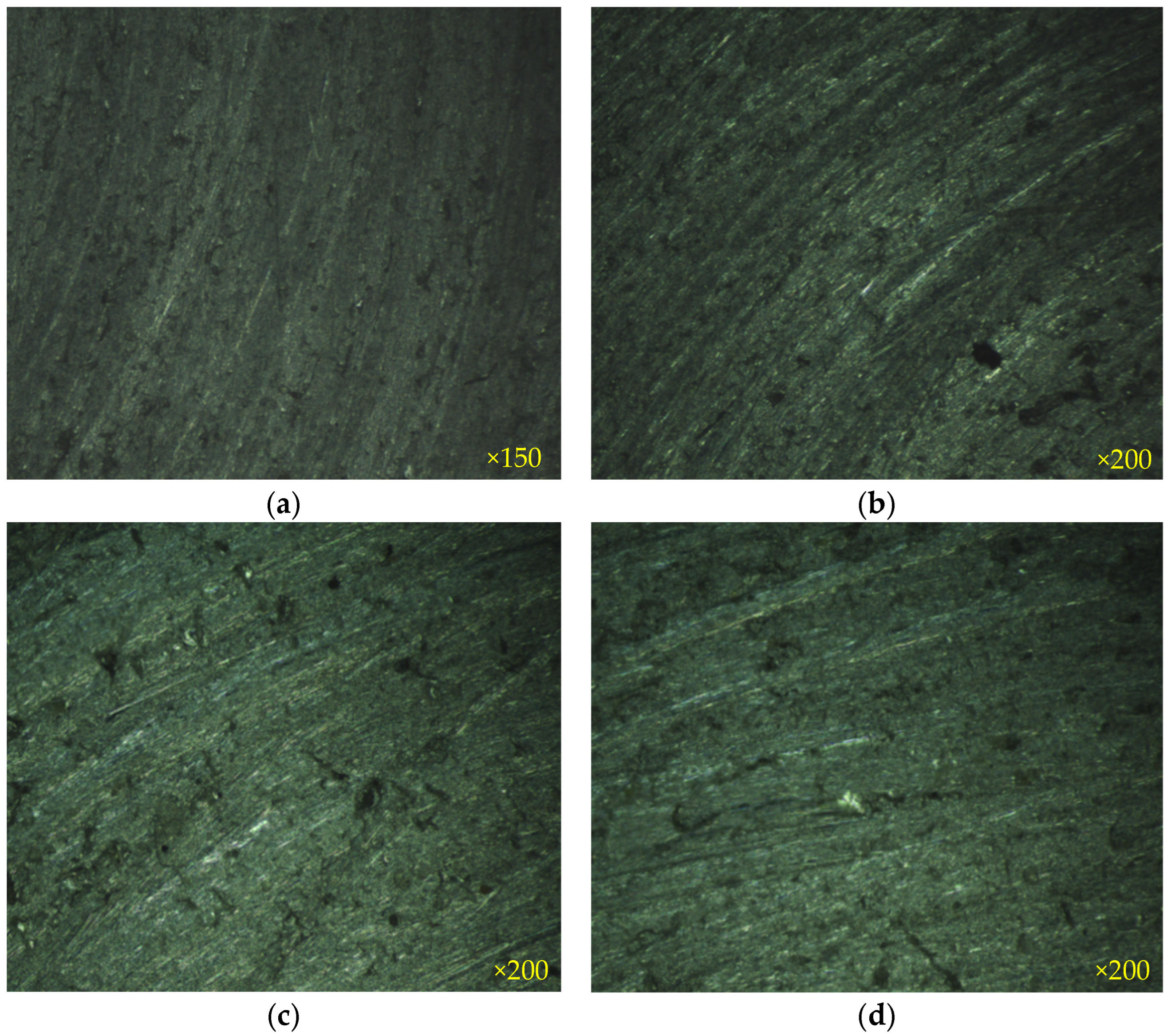
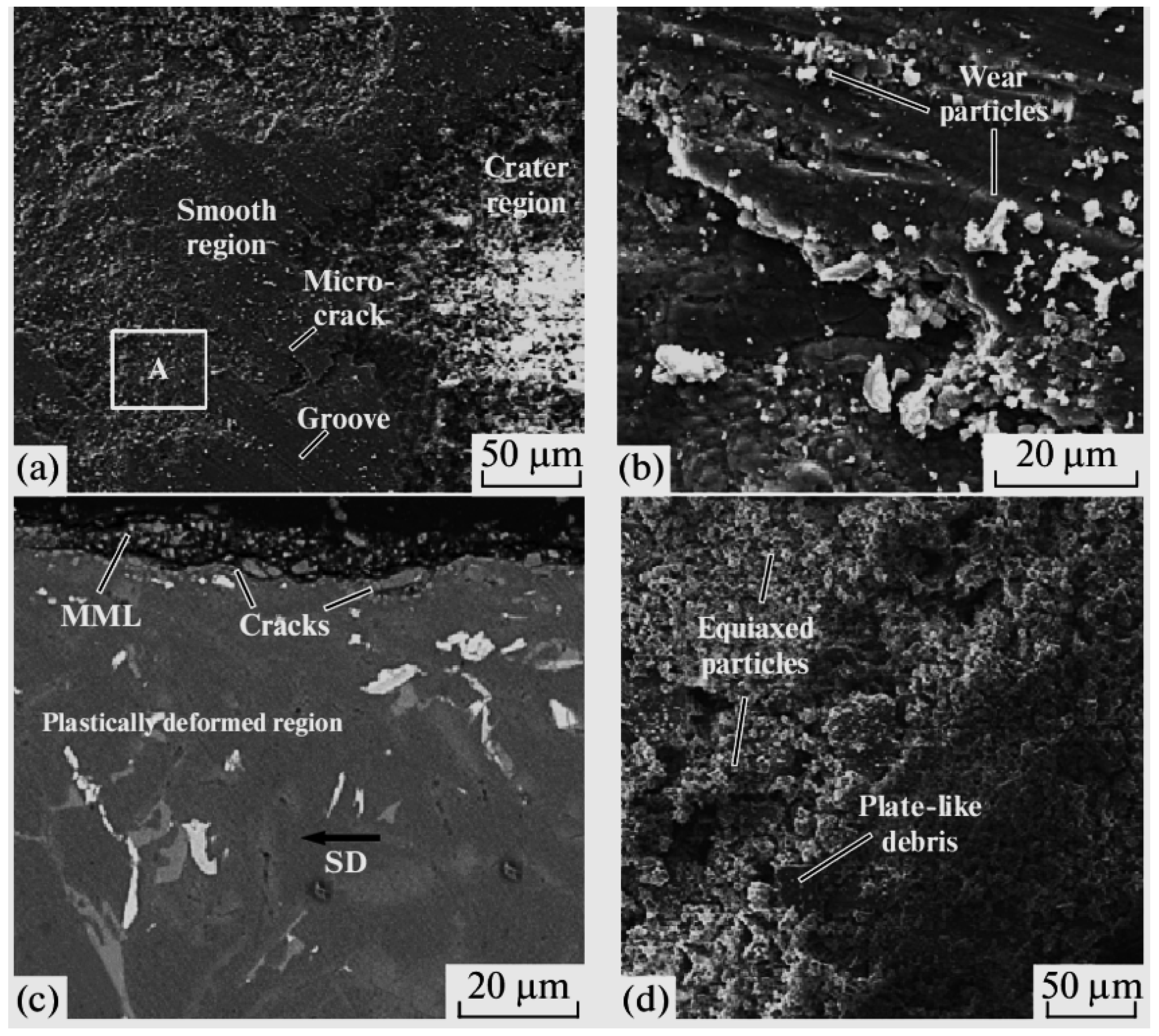
3.5.6. Worn Surface Morphology
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Emiru, A.A.; Sinha, D.K.; Kumar, A.; Yadav, A. Fabrication and Characterization of Hybrid Aluminium (Al6061) Metal Matrix Composite Reinforced with SiC, B4C and MoS2 via Stir Casting. Int. J. Met. 2022, 1–12. [Google Scholar] [CrossRef]
- Gecu, R.; Karaaslan, A. Sliding Wear of the Ti-Reinforced Al Matrix Bi-metal Composite: A Potential Replacement to Conventional SiC-Reinforced Composites for Automotive Application. Int. J. Met. Cast. 2019, 13, 641–652. [Google Scholar] [CrossRef]
- Asthana, R.; Sobczak, N.; Singh, M. Wettability and interfacial phenomena in the liquid-phase bonding of refractory diboride ceramics: Recent developments. Int. J. Appl. Ceram. Technol. 2022, 19, 1029–1049. [Google Scholar] [CrossRef]
- Khalkho, J.S.; Karunakar, D.B.; Vidyasagar, S. Effect of Aging and Rolling on Microstructure and Mechanical Properties of AA7075/TaC Composites. J. Mater. Eng. Perform. 2023. [Google Scholar] [CrossRef]
- Ramadoss, N.; Pazhanivel, K.; Ganeshkumar, A.; Arivanandhan, M. Microstructural, mechanical and corrosion behaviour of B4C/BN-reinforced Al7075 matrix hybrid composites. Int. J. Met. 2023, 17, 499–514. [Google Scholar] [CrossRef]
- Ranjan, S.; Karloopia, J.; Jha, P.K. Recent Advances in Aluminium-Based Hybrid Metal Matrix Composites: A Review. In Metal-Matrix Composites; Springer: Cham, Switzerland, 2022; pp. 53–81. [Google Scholar] [CrossRef]
- Roy, S.; Albrecht, P.; Weidenmann, K.A. Influence of Ceramic Freeze-Casting Temperature on the Anisotropic Thermal Expansion Behavior of Corresponding Interpenetrating Metal/Ceramic Composites. J. Mater. Eng. Perform. 2022, 1–12. [Google Scholar] [CrossRef]
- Gautam, S.K.; Mallik, M.; Roy, H.; Lohar, A.K.; Samanta, S.K. Wear and Mechanical Properties of In Situ A356/5%TiB2 Composite Synthesis by Cooling Slope Technique. Int. J. Met. Cast. 2022. [Google Scholar] [CrossRef]
- Pawar, S.Y.; Kharde, Y.R. Tribological characterization of LM26/SiC/Ni-Gr. Hybrid aluminium matrix composites (HAMCs) for high temperature applications. Mater. Today Proceeding 2020, 37, 793–800. [Google Scholar] [CrossRef]
- Pasha, M.B.; Kaleemulla, M. Processing and characterization of aluminum metal matrix composites: An overview. Rev. Adv. Mater. Sci. 2018, 56, 79–90. [Google Scholar] [CrossRef]
- Yilmaz, M.; Kurt, H.I.; Yilmaz, N.F. Correction: Manufacturing and Characterization of Al–xMg–xMgO Composites Using Stir Casting Process. Int. J. Met. 2023, 35, 105731. [Google Scholar] [CrossRef]
- Qiu, M.; Li, Z.; Liu, H.; Hu, W.; Du, X. Collaborative Enhancement of Ce and Yb Addition to Microstructure and Mechanical Properties of In Situ Al6Si/5TiB2 Metal Matrix Composites. J. Mater. Eng. Perform. 2022, 1–13. [Google Scholar] [CrossRef]
- Raj, R.; Muchhala, D.; Kumar, R.; Gupta, G.; Sriram, S.; Chilla, V.; Mondal, D.P. Microstructure and Mechanical Properties of SiC/Mullite Reinforced A356 Composite Foam. J. Mater. Eng. Perform. 2022, 1–16. [Google Scholar] [CrossRef]
- Huang, Z.; Yan, H. Effect of Graphene on the Microstructure Evolution and Mechanical Properties of Al–10Si–2Cu–1.5Fe Aluminum Matrix Composites. Int. J. Met. 2023, 1–10. [Google Scholar] [CrossRef]
- Jia, X.Y.; Liu, S.Y.; Gao, F.P.; Zhang, Q.Y.; Li, W.Z. Magnesium matrix nanocomposites fabricated by ultrasonic assisted casting. Int. J. Cast Met. Res. 2009, 22, 196–199. [Google Scholar] [CrossRef]
- Choi, S.M.; Awaji, H. Nano composites—A new material design concept. Sci. Technol. Adv. Mater. 2005, 6, 2–10. [Google Scholar] [CrossRef] [Green Version]
- Sanaty-Zadeh, A. Comparison between current models for the strength of particulate-reinforced metal matrix nanocomposites with emphasis on consideration of Hall–Petch effect. Mater. Sci. Eng. A 2012, 531, 112–118. [Google Scholar] [CrossRef]
- Bhushan, R.K.; Kumar, S.; Das, S. Fabrication and characterization of 7075 Al alloy reinforced with SiC particulates. Int. J. Adv. Manuf. Technol. 2013, 65, 611–624. [Google Scholar] [CrossRef]
- Kumar, G.B.V.; Rao, C.S.P.; Selvaraj, N. Mechanical and dry sliding wear behavior of Al7075 alloy-reinforced with SiC particles. J. Compos. Mater. 2012, 46, 1201–1209. [Google Scholar] [CrossRef]
- Kumar, A.; Pal, K.; Mula, S. Simultaneous improvement of mechanical strength, ductility and corrosion resistance of stir cast Al7075-2% SiC micro-and nano composites by friction stir processing. J. Manuf. Process. 2017, 30, 1–13. [Google Scholar] [CrossRef]
- Modi, O.P.; Prasad, B.K.; Jha, A.K. Influence of alumina dispersoid and test parameter on erosive wear behavior of a cast zinc aluminium alloy. Wear 2006, 260, 895–902. [Google Scholar] [CrossRef]
- Gencaga, P.; Temel, S. Dry sliding friction and wear properties of zinc-based alloys. Wear 2002, 252, 894–901. [Google Scholar]
- Savaşkan, T.; Aydıner, A. Effects of silicon content on the mechanical and tribological properties of monotectoid-based zinc–aluminium–silicon alloys. Wear 2004, 257, 377–388. [Google Scholar] [CrossRef]
- Ünlü, B.S. Investigation of tribological and mechanical properties of metal bearings. Bull. Mater. Sci. 2009, 32, 451–457. [Google Scholar] [CrossRef]
- Khonsari, M.M.; Lin, Q. An investigation into the transient behaviour of journal bearing with surface texture based on fluid-structure interaction approach. Tribol. Int. 2018, 118, 246–255. [Google Scholar]
- Ünlü, B.S.; Atik, E. Determination of friction coefficient in journal bearings. Mater. Des. 2007, 28, 973–977. [Google Scholar] [CrossRef]
- Gupta, R.; Thakur, L. Development of an AA 7075 Wear-Resistant Coating on AA 6082 via Friction Surfacing: Optimization and Characterization. J. Mater. Eng. Perform. 2023, 1–15. [Google Scholar] [CrossRef]
- Eftekhar, A.H.; Sadrossadat, S.M.; Reihanian, M. Statistical Optimization of Electromagnetic Stirring Parameters for Semisolid AM60 Slurry Using Taguchi-Based Grey Relational Analysis. Int. J. Met. 2022, 16, 212–222. [Google Scholar] [CrossRef]
- Şahin, Y. Preparation and some properties of SiC particle reinforced aluminium alloy composites. Mater. Des. 2003, 24, 671–679. [Google Scholar] [CrossRef]
- Wu, L.; Yang, H.; Cheng, J.; Hu, C.; Wu, Z.; Feng, Y. Review in preparation and application of nickel-coated graphite composite powder. J. Alloys Compd. 2020, 862, 158014. [Google Scholar] [CrossRef]
- Leng, J.; Wu, G.; Zhou, Q.; Dou, Z.; Huang, X. Mechanical properties of SiC/Gr/Al composites fabricated by squeeze casting technology. Scr. Mater. 2008, 59, 619–622. [Google Scholar] [CrossRef]
- Guo, M.L.; Tsao, C.Y. Tribological behavior of aluminum/SiC/nickel-coated graphite hybrid composites. Mater. Sci. Eng. A-Struct. Mater. Prop. Microstruct. Process. 2002, 333, 134–145. [Google Scholar]
- Dhoria, S.H.; Rao, V.D.P.; Subbaiah, K.V. Mechanical and wear behaviour of 6351 Al/Gr/SiC composites fabricated by squeeze casting. Mater. Today Proc. 2019, 18, 2107–2113. [Google Scholar] [CrossRef]
- Madhukar, P.; Selvaraj, N.; Rao, C.; Kumar, G.V. Fabrication and characterization two step stir casting with ultrasonic assisted novel AA7150-hBN nanocomposites. J. Alloys Compd. 2020, 815, 152464. [Google Scholar] [CrossRef]
- Mendoza-Duarte, J.M.; Robles-Hernandez, F.C.; Estrada-Guel, I.; Carreño-Gallardo, C.; Martínez-Sánchez, R. Aluminum Composites Reinforced with Graphite: A Densification and Mechanical Response Study. MRS Adv. 2017, 2, 2847–2855. [Google Scholar] [CrossRef]
- Atla, S.; Kaujala, P.L. Investigation of graphite effect on the mechanical and tribological properties of Al 7075-SiC-graphite hybrid metal matrix composites. Tribol.-Finn. J. Tribol. 2020, 37, 26–32. [Google Scholar] [CrossRef]
- Devaganesh, S.; Kumar, P.K.; Venkatesh, N.; Balaji, R. Study on the mechanical and tribological performances of hybrid SiC-Al7075 metal matrix composites. J. Mater. Res. Technol. 2020, 9, 3759–3766. [Google Scholar] [CrossRef]
- Jayaprakash, D.; Niranjan, K.; Vinod, B. Studies on Mechanical and Microstructural Properties of Aluminium Hybrid Composites: Influence of SiC/Gr Particles by Double Stir-Casting Approach. Silicon 2022, 15, 1247–1261. [Google Scholar] [CrossRef]
- Pawar, S.Y.; Kharde, Y.R. Effect of dual reinforced ceramic particles on elevated temperature tribological properties of hybrid aluminium matrix composites. Adv. Mater. Process. Technol. 2020, 8, 1104–1120. [Google Scholar] [CrossRef]
- Rajaram, G.; Kumaran, S.; Rao, T.S.; Kamaraj, M. Studies on high temperature wear and its mechanism of Al–Si/graphite composite under dry sliding conditions. Tribol. Int. 2010, 43, 2152–2158. [Google Scholar] [CrossRef]
- Babić, M.; Mitrovic, S.; Vencl, A. Tribological Characteristics of Aluminium Hybrid Composites Reinforced with Silicon Carbide and Graphite. A Review. J. Balk. Tribol. Assoc. 2013, 19, 83–96. [Google Scholar]
















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Elements | Cu | Si | Fe | Mg | Mn | Zn | Ti | Ni | Other | Bal. |
|---|---|---|---|---|---|---|---|---|---|---|
| wt.% | 2.3–4.7 | 8.4–10.6 | 1.3 | 0.6–1.4 | 0.2 | 1 | 0.2 | 1 | 0.3 | Al. |
| Designation | Sample Code | Composition (Weight Percentage) |
|---|---|---|
| Matrix alloy | NEAT Sample | Aluminum LM26 |
| Hybrid Composition | HAMC1 | Aluminum LM26 + Ni-Gr (02 wt.%) + SiC (05 wt.%) |
| HAMC2 | Aluminum LM26 + Ni-Gr (02 wt.%) + SiC (10 wt.%) | |
| HAMC3 | Aluminum LM26 + Ni-Gr (02 wt.%) + SiC (15 wt.%) | |
| HAMC4 | Aluminum LM26 + Ni-Gr (02 wt.%) + SiC (20 wt.%) | |
| HAMC5 | Aluminum LM26 + Ni-Gr (02 wt.%) + SiC (30 wt.%) |
| Test | Sliding Speed (A) | Load (B) | Temperature (°C) | Sliding Distance (D) | Filler Content (E) | Wear (Micron) | SN Ratio |
|---|---|---|---|---|---|---|---|
| m/s | N | °C | km | wt.% | |||
| 1 | 1 | 20 | 40 | 1.5 | 5 | 186 | −45.3903 |
| 2 | 1 | 40 | 60 | 3 | 10 | 273 | −48.7233 |
| 3 | 1 | 60 | 80 | 4.5 | 15 | 349 | −50.8565 |
| 4 | 1 | 80 | 100 | 6 | 20 | 436 | −52.7897 |
| 5 | 2 | 20 | 60 | 1.5 | 5 | 281 | −48.9741 |
| 6 | 2 | 40 | 40 | 3 | 10 | 243 | −47.7121 |
| 7 | 2 | 60 | 100 | 4.5 | 15 | 401 | −52.0629 |
| 8 | 2 | 80 | 80 | 6 | 20 | 439 | −52.8493 |
| 9 | 3 | 20 | 80 | 1.5 | 5 | 350 | −50.8814 |
| 10 | 3 | 40 | 100 | 3 | 10 | 448 | −53.0256 |
| 11 | 3 | 60 | 40 | 4.5 | 15 | 313 | −49.9109 |
| 12 | 3 | 80 | 60 | 6 | 20 | 414 | −52.3400 |
| 13 | 4 | 20 | 100 | 1.5 | 5 | 407 | −52.1919 |
| 14 | 4 | 40 | 80 | 3 | 10 | 391 | −51.8435 |
| 15 | 4 | 60 | 60 | 4.5 | 15 | 430 | −52.6694 |
| 16 | 4 | 80 | 40 | 6 | 20 | 372 | −51.4109 |
| Level | A | B | C | D | E |
|---|---|---|---|---|---|
| 1 | −49.44 | −49.36 | −48.61 | −50.41 | −50.98 |
| 2 | −50.40 | −50.33 | −50.68 | −50.92 | −50.77 |
| 3 | −51.54 | −51.37 | −51.61 | −51.07 | −50.78 |
| 4 | −52.03 | −52.35 | −52.52 | −51.01 | −50.88 |
| Delta | 2.59 | 2.99 | 3.91 | 0.66 | 0.21 |
| Rank | 3 | 2 | 1 | 4 | 5 |
| Level | A | B | C | D | E |
|---|---|---|---|---|---|
| 1 | 311.0 | 306.0 | 278.5 | 348 | 375.8 |
| 2 | 341.0 | 338.8 | 349.5 | 358 | 349 |
| 3 | 381.3 | 373.3 | 382.3 | 362.5 | 353.3 |
| 4 | 400 | 415.3 | 423 | 364.8 | 355.5 |
| Delta | 89 | 109.3 | 144.5 | 16.8 | 26.8 |
| Rank | 3 | 2 | 1 | 5 | 4 |
| Source | DF | SS | MS | F Value | p-Value | % Contribution |
|---|---|---|---|---|---|---|
| A | 1 | 18,880.5 | 18,880.5 | 65.72 | 0.000 | 30.36 |
| B | 1 | 26,245 | 26,245 | 91.35 | 0.000 | 26.30 |
| C | 1 | 43,477 | 43,477 | 151.33 | 0.000 | 36.88 |
| D | 1 | 599.5 | 599.5 | 2.09 | 0.16 | 2.700 |
| E | 1 | 655.5 | 655.5 | 2.28 | 0.159 | 1.706 |
| Error | 10 | 2823 | 287.3 | 2.054 |
| Level | Parameters (Initial) | Parameters (Optimal) | ||
|---|---|---|---|---|
| Predicted | Experimental | Error | ||
| A1B1C1D1E1 | A1B1C1D1E1 | A1B1C1D1E2 | ||
| Wear | 186 | 178 | 174 | 2.24 |
| SN ratio | −44.87 | −44.45 | −43.95 | |
| Test Run | Wear Results (Micron) Experiment and Predicted | Percentage Error in Wear Results | ||
|---|---|---|---|---|
| Experiment | Taguchi | Experiment | Taguchi | |
| 1 | 186 | 191 | 10.2921 | 3.053878 |
| 2 | 273 | 278 | 9.6885 | 2.494022 |
| 3 | 349 | 354 | 10.32361 | 3.384677 |
| 4 | 436 | 441 | 9.91254 | −1.24437 |
| 5 | 281 | 286 | 5.27093 | −2.91348 |
| 6 | 243 | 248 | −0.137161 | 2.576 |
| 7 | 401 | 406 | −9.93195 | 0.340658 |
| 8 | 439 | 444 | −1.61118 | −1.1356 |
| 9 | 350 | 355 | −9.28481 | 1.101194 |
| 10 | 448 | 453 | −5.14507 | 0.97358 |
| 11 | 313 | 318 | −11.7797 | −0.89692 |
| 12 | 414 | 419 | −3.86821 | −0.58034 |
| 13 | 407 | 412 | 8.884387 | −0.12203 |
| 14 | 391 | 396 | 10.48158 | 3.177678 |
| 15 | 430 | 435 | 3.405672 | 0.02665 |
| 16 | 372 | 377 | −3.5385 | −0.42828 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Pawar, S.Y.; Haider, J.; Pintaude, G.; Sekar, S.M.; Kolhe, V.; Chandratre, K.; Sonawane, S.; Ritapure, P. Mechanical and Tribological Behavior of LM26/SiC/Ni-Gr Hybrid Composites. J. Compos. Sci. 2023, 7, 159. https://doi.org/10.3390/jcs7040159
Pawar SY, Haider J, Pintaude G, Sekar SM, Kolhe V, Chandratre K, Sonawane S, Ritapure P. Mechanical and Tribological Behavior of LM26/SiC/Ni-Gr Hybrid Composites. Journal of Composites Science. 2023; 7(4):159. https://doi.org/10.3390/jcs7040159
Chicago/Turabian StylePawar, Suyash Y., Julfikar Haider, Giuseppe Pintaude, Santhosh Mozhuguan Sekar, Vikram Kolhe, Kailas Chandratre, Sandipkumar Sonawane, and Parmeshwar Ritapure. 2023. "Mechanical and Tribological Behavior of LM26/SiC/Ni-Gr Hybrid Composites" Journal of Composites Science 7, no. 4: 159. https://doi.org/10.3390/jcs7040159
APA StylePawar, S. Y., Haider, J., Pintaude, G., Sekar, S. M., Kolhe, V., Chandratre, K., Sonawane, S., & Ritapure, P. (2023). Mechanical and Tribological Behavior of LM26/SiC/Ni-Gr Hybrid Composites. Journal of Composites Science, 7(4), 159. https://doi.org/10.3390/jcs7040159