
Numerical and Experimental Characterisation of Polylactic Acid (PLA) Processed by Additive Manufacturing (AM): Bending and Tensile Tests

 , , , ,
, , , ,  , and
, and
Abstract
:1. Introduction
2. Materials and Methods
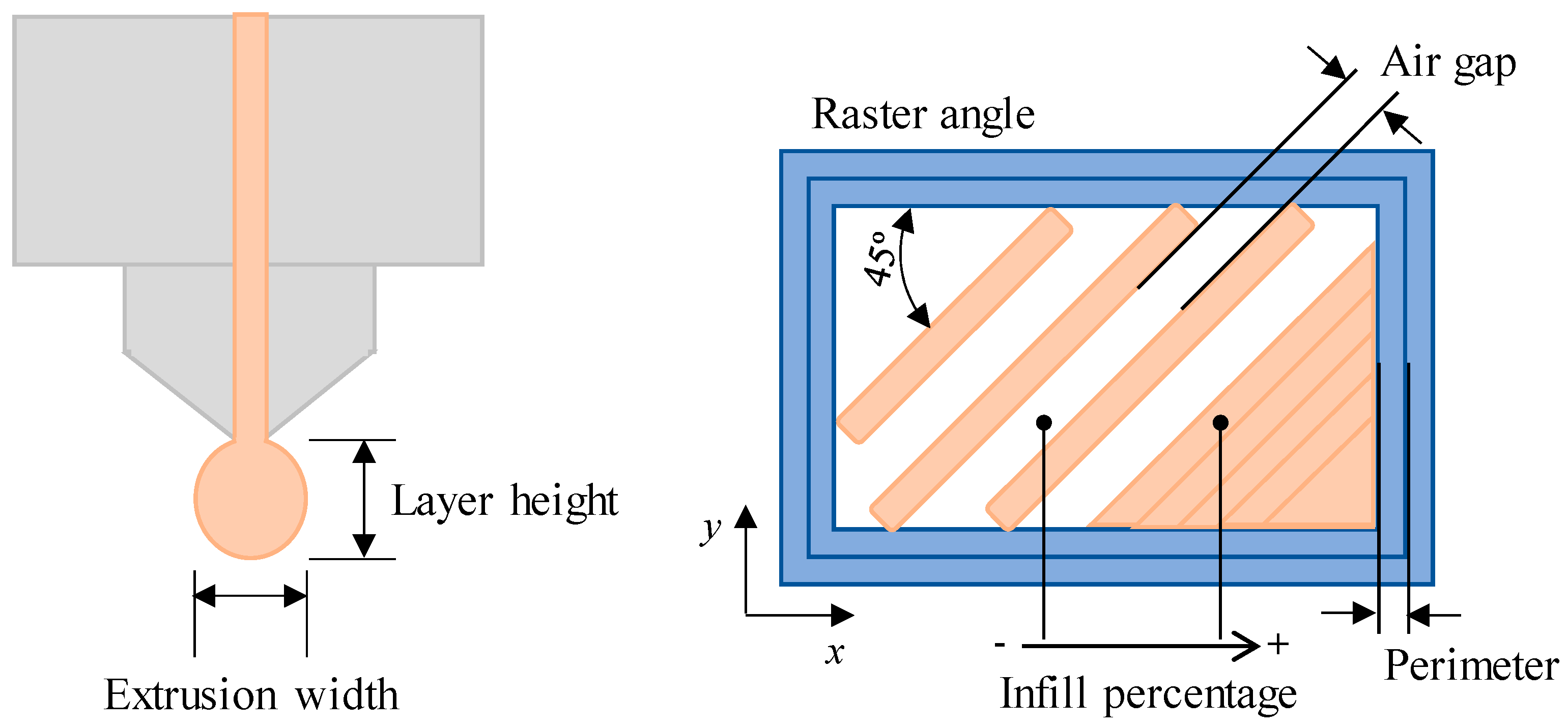
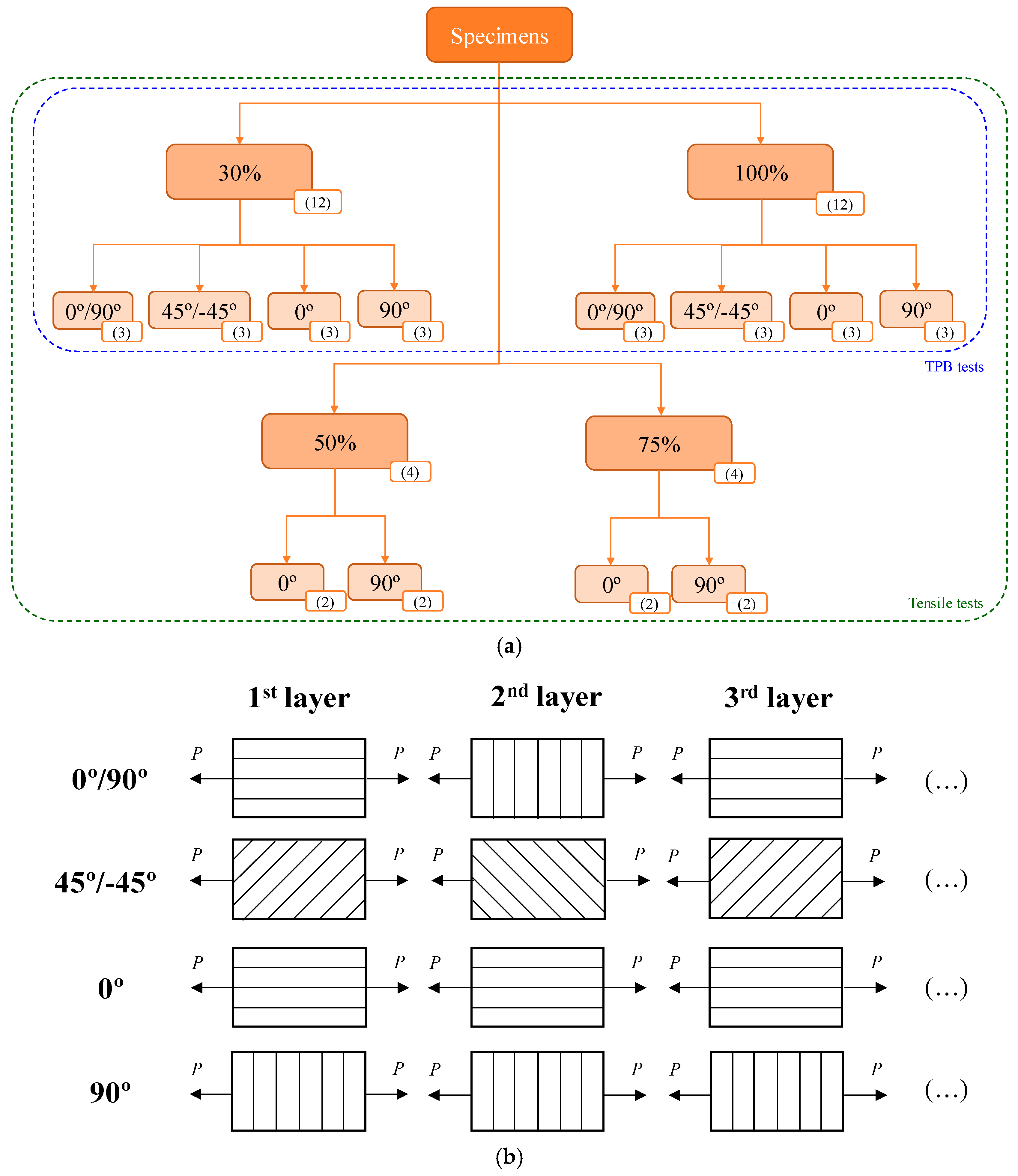
2.1. Preparation of Specimens
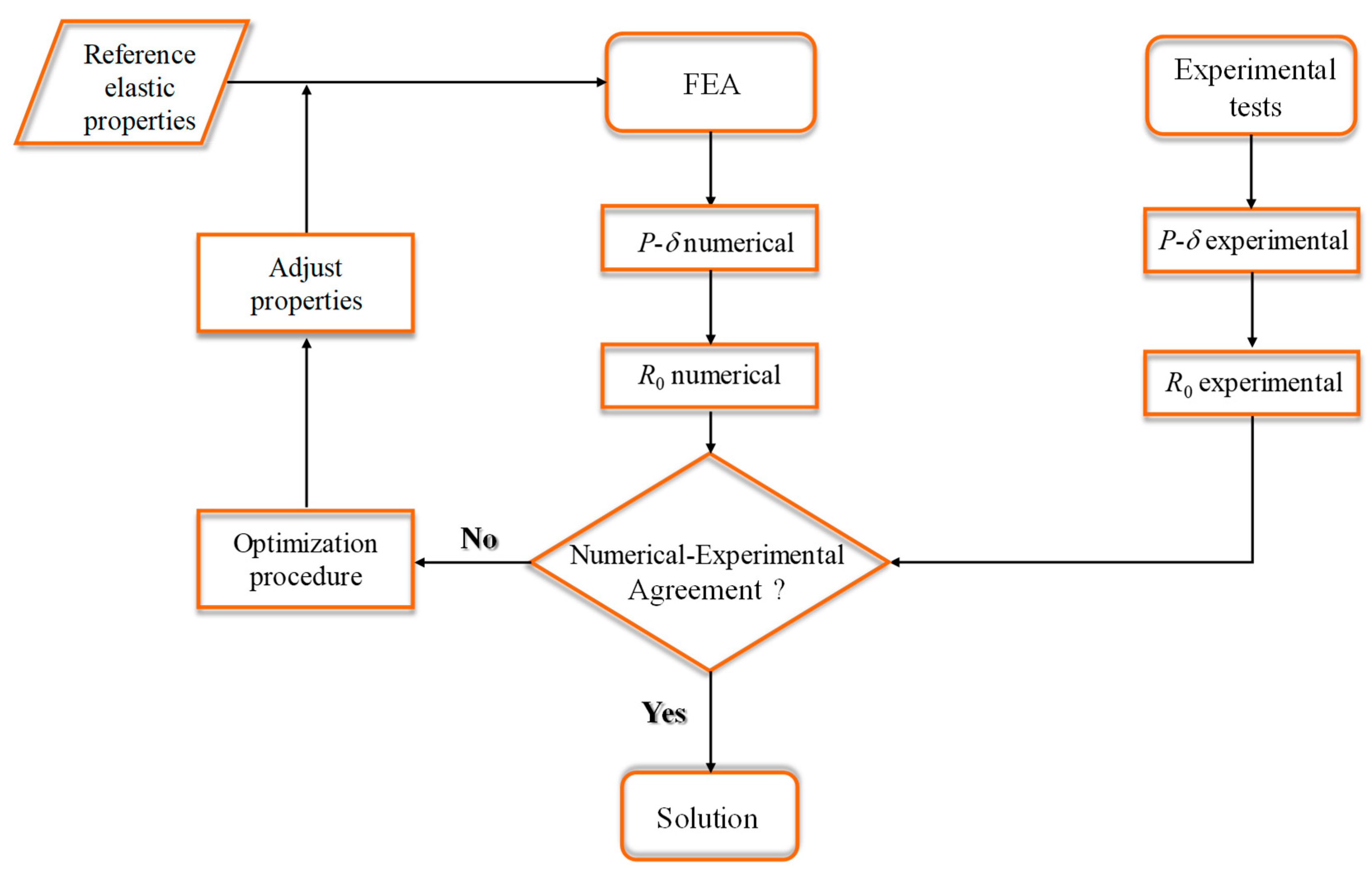
2.2. Inverse Method
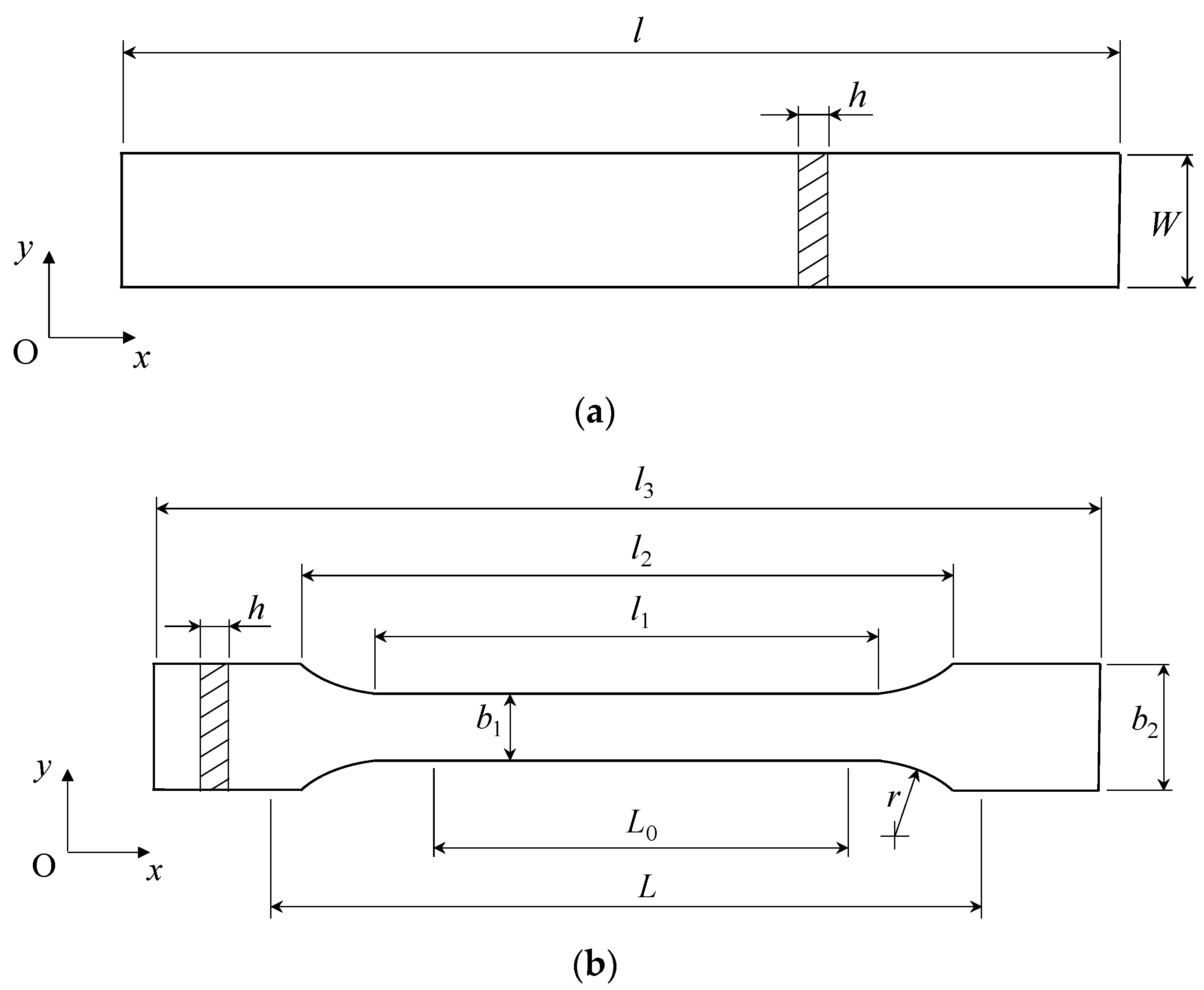
2.2.1. Three-Point Bending Tests
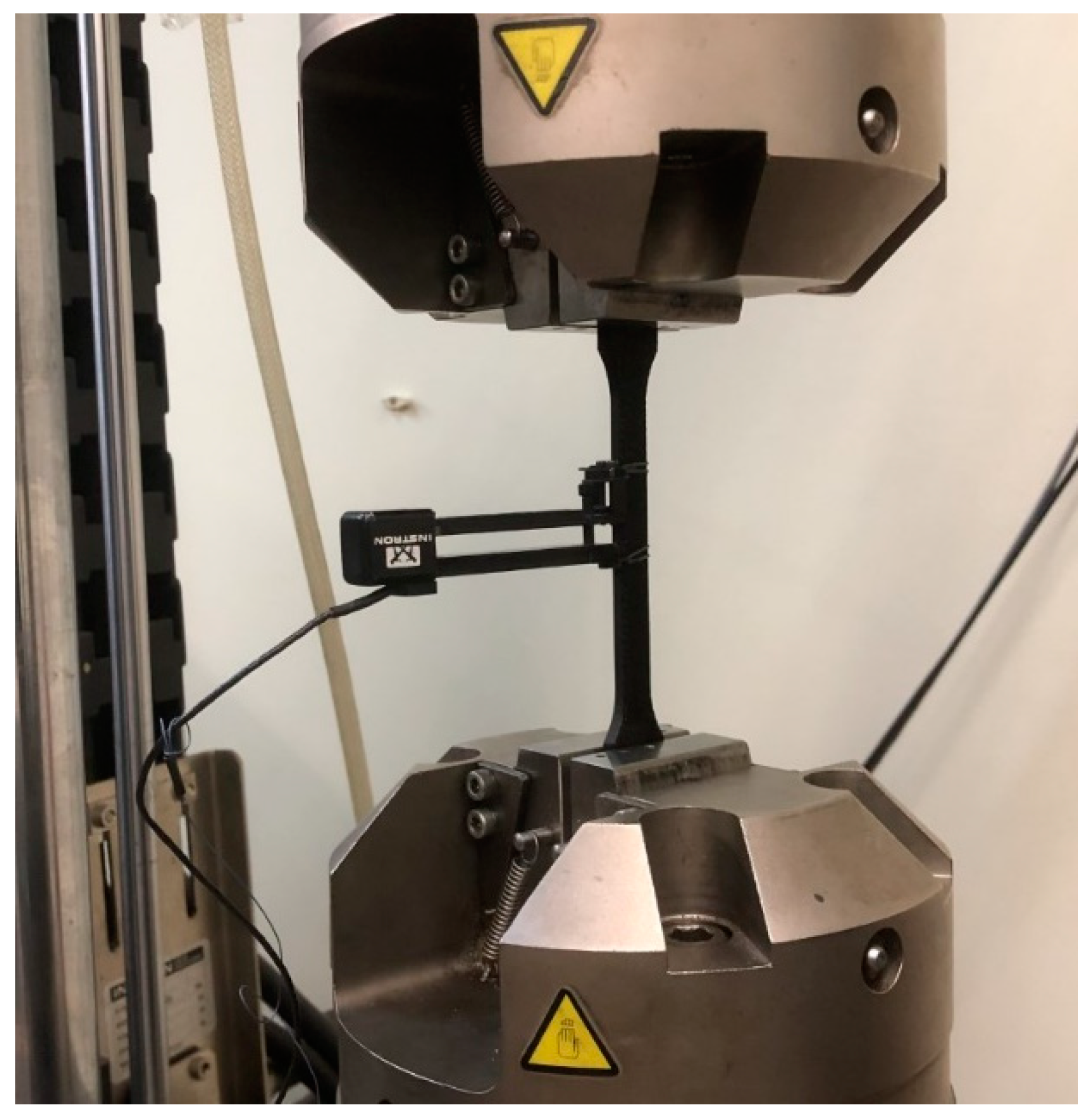
2.2.2. Standard Tensile Tests
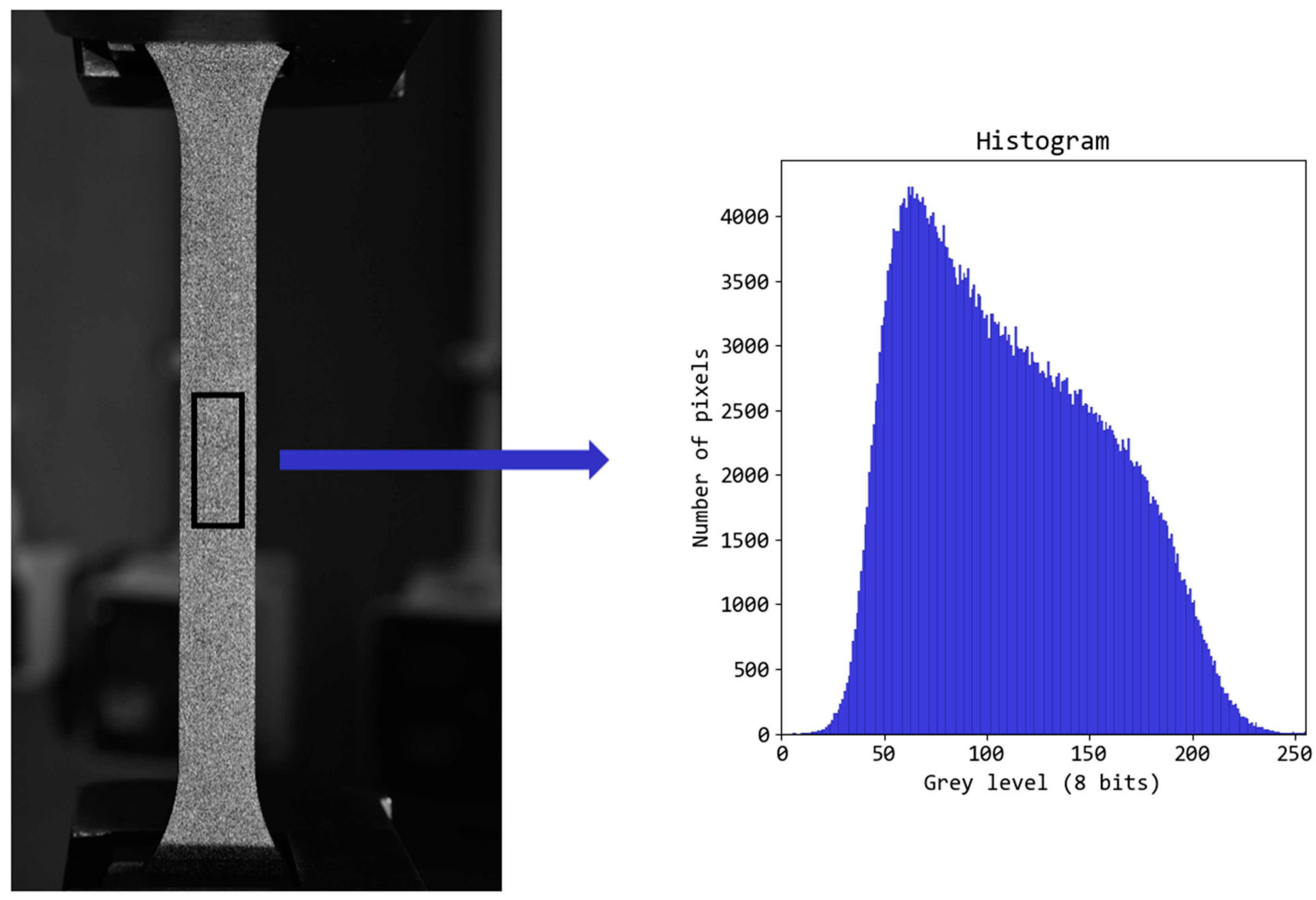
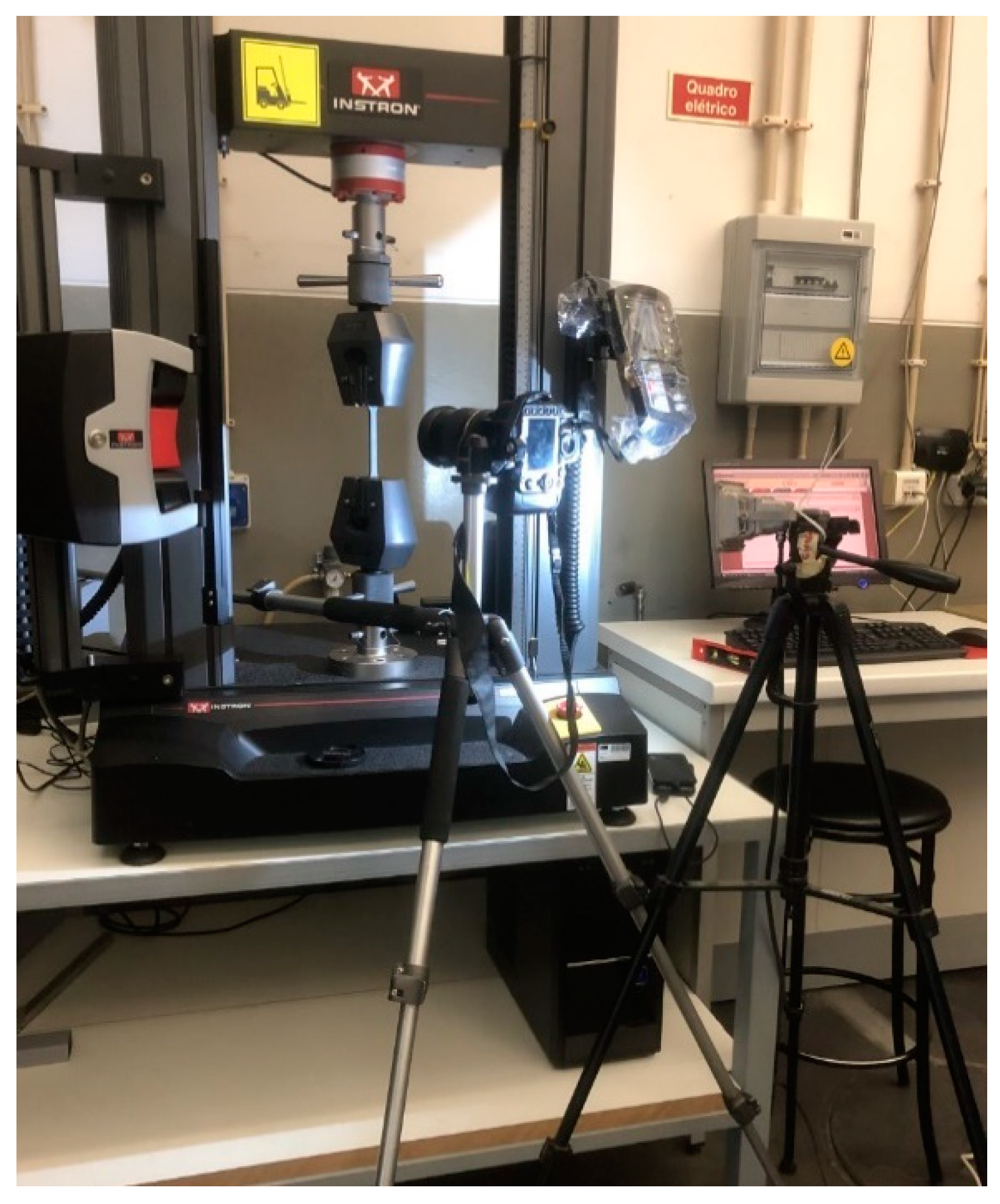
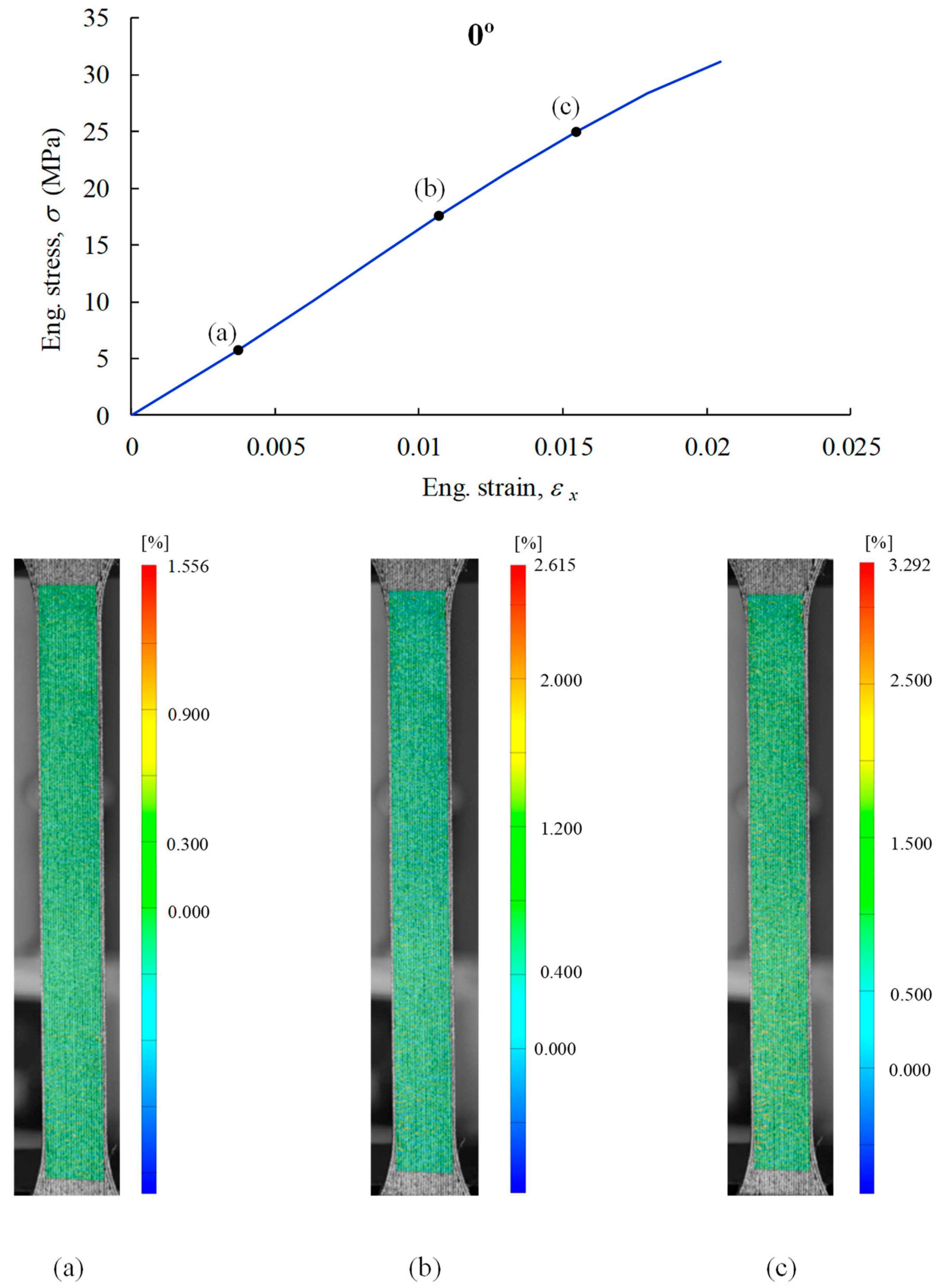
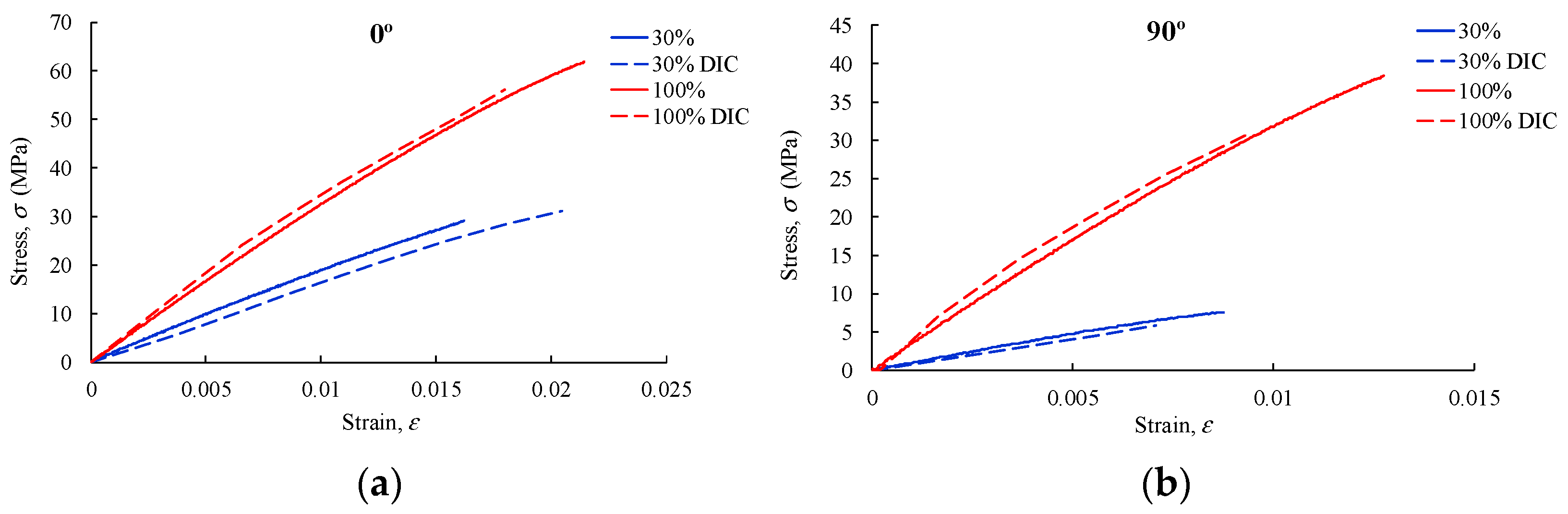
2.2.3. Tensile Tests with Digital Image Correlation
3. Numerical Models
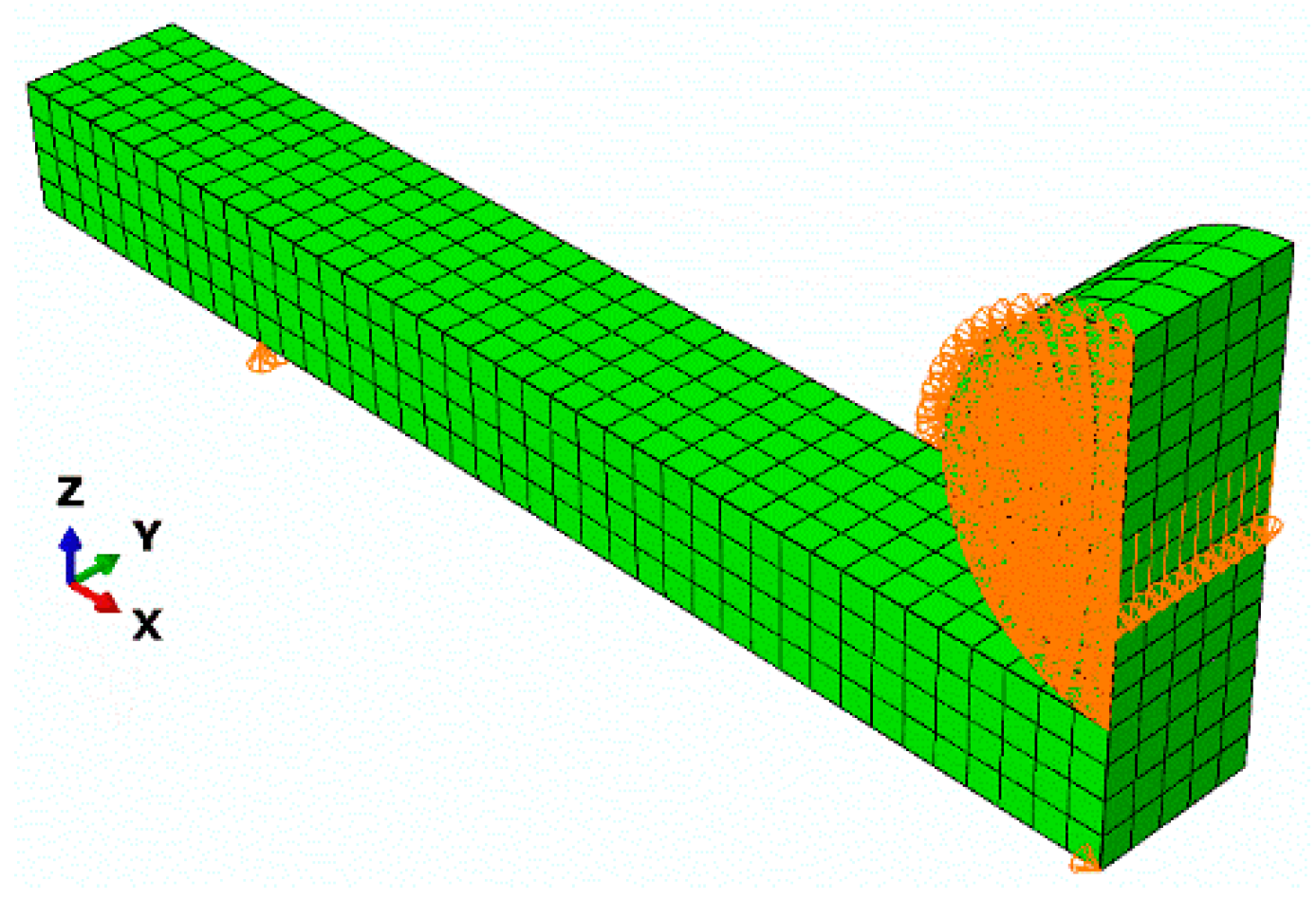
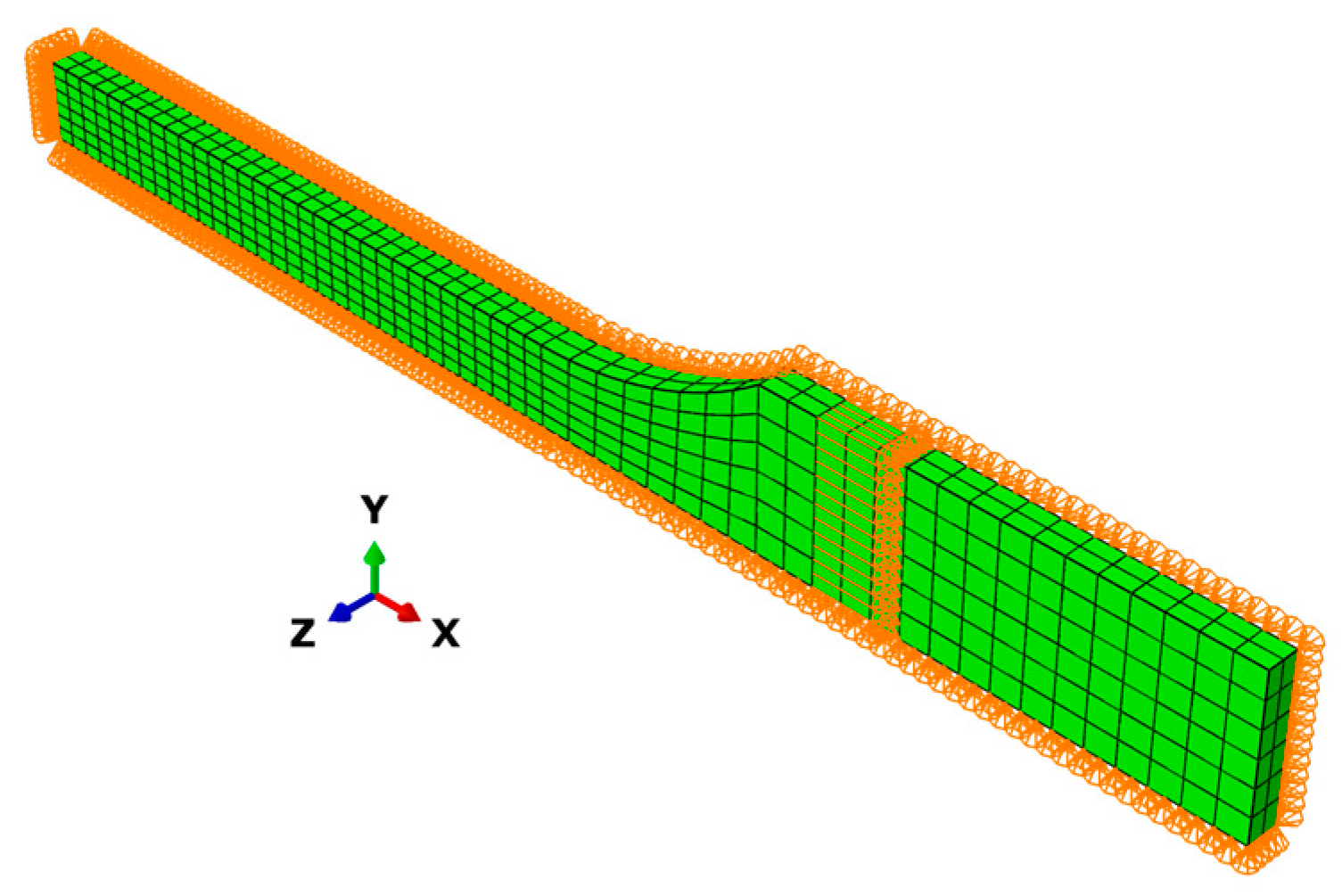
3.1. Three-Point Bending Model
3.2. Tensile Test Model
4. Results and Discussion
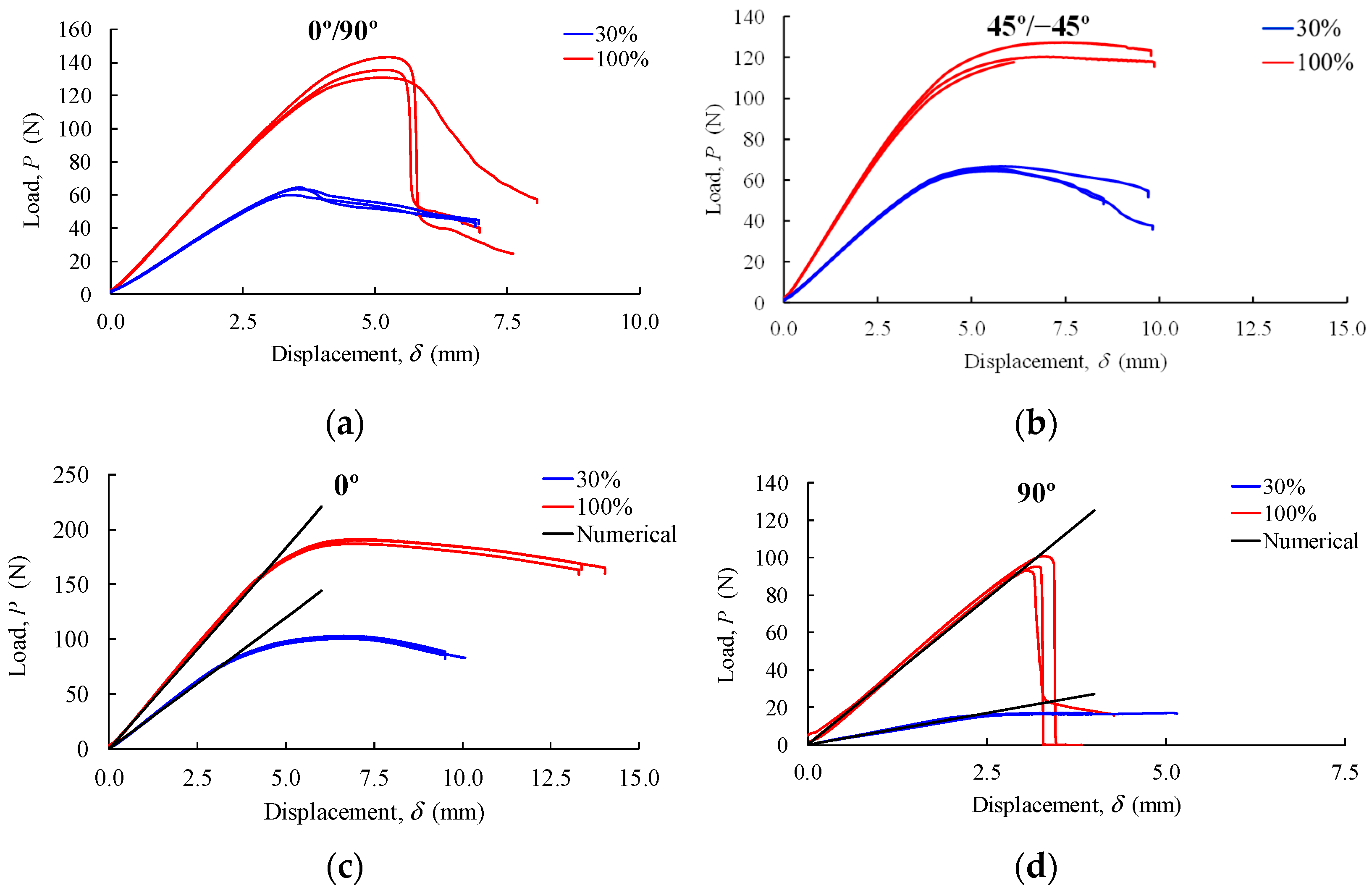
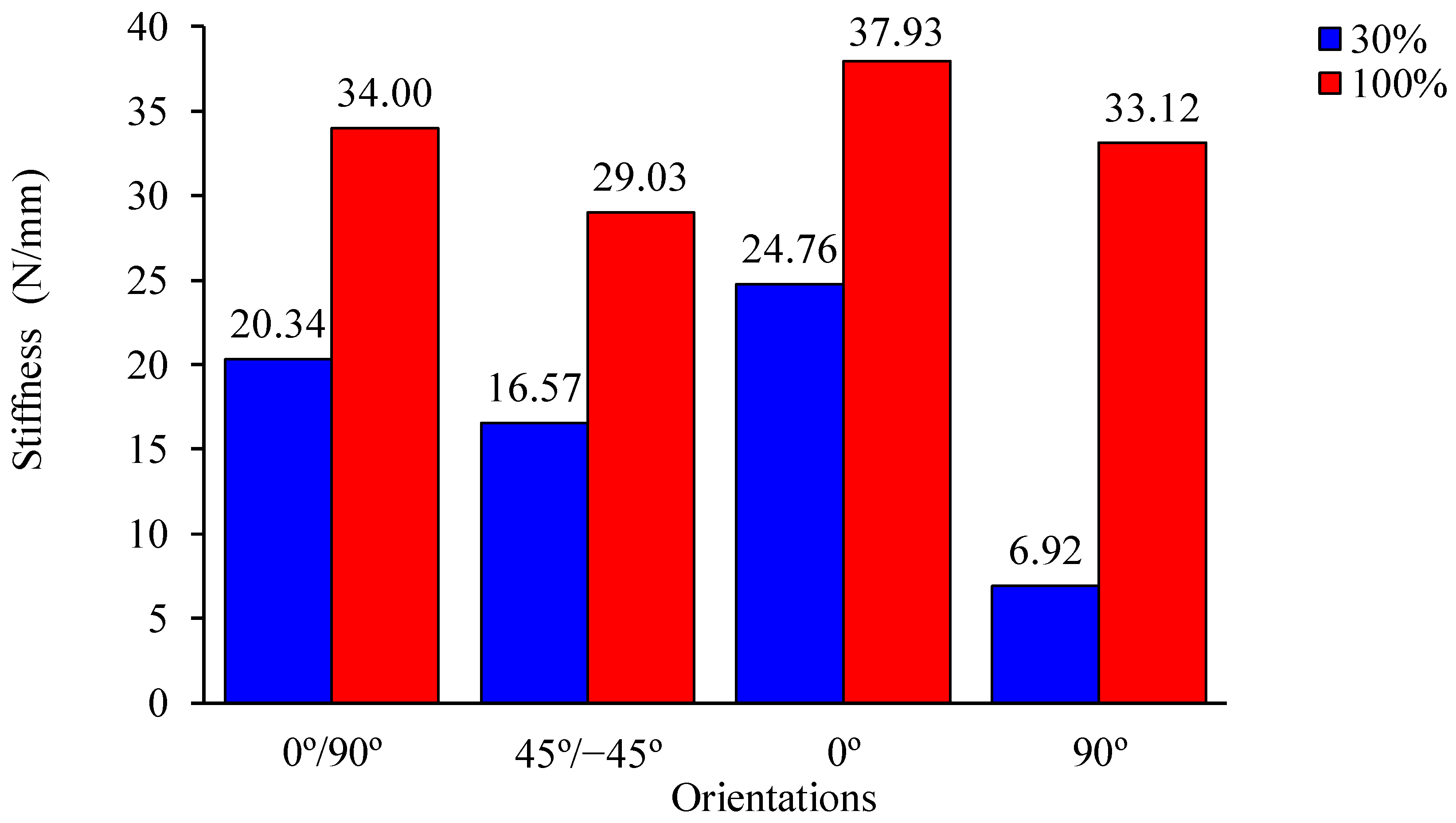
4.1. Three-Point Bending Tests
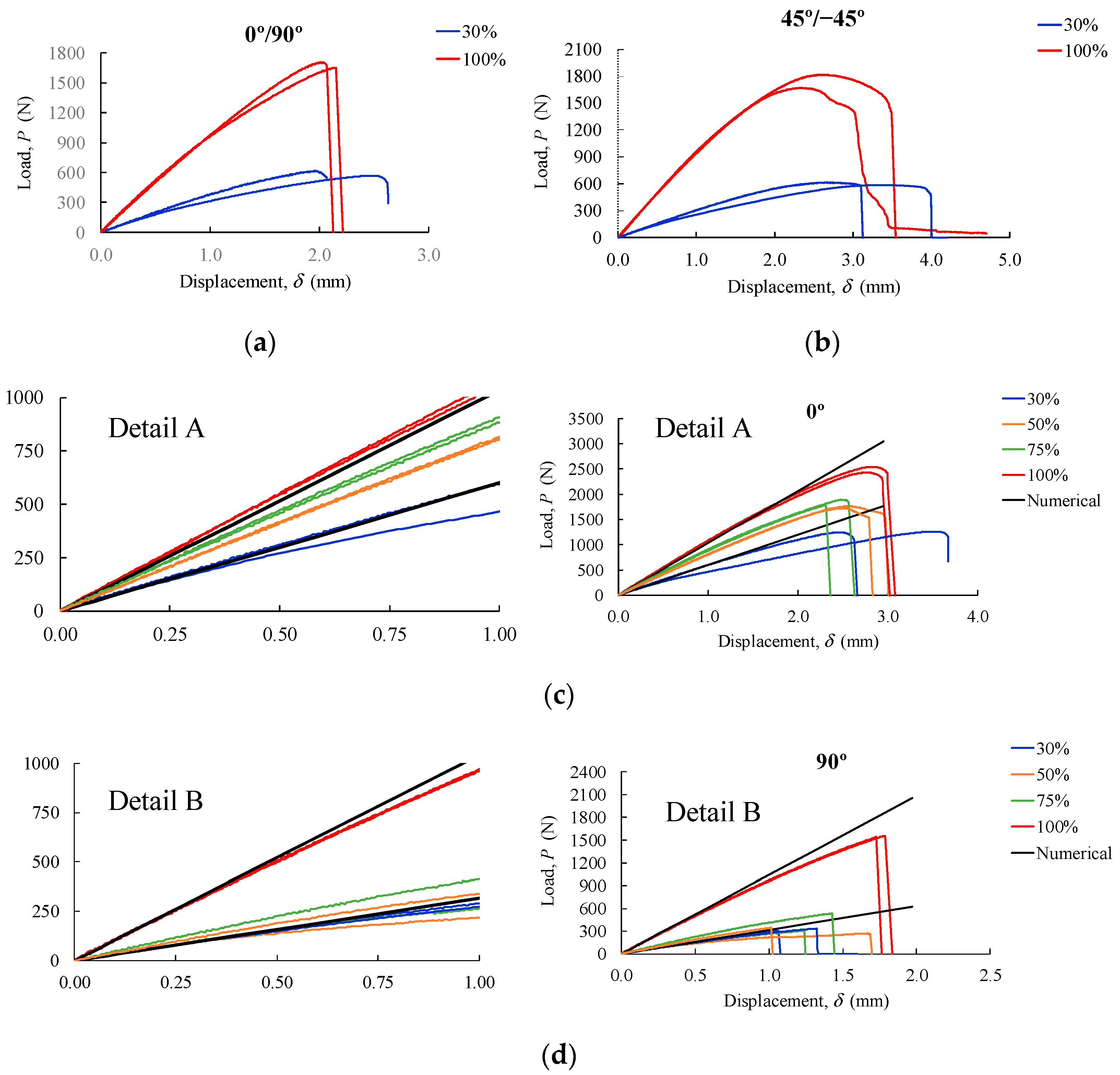
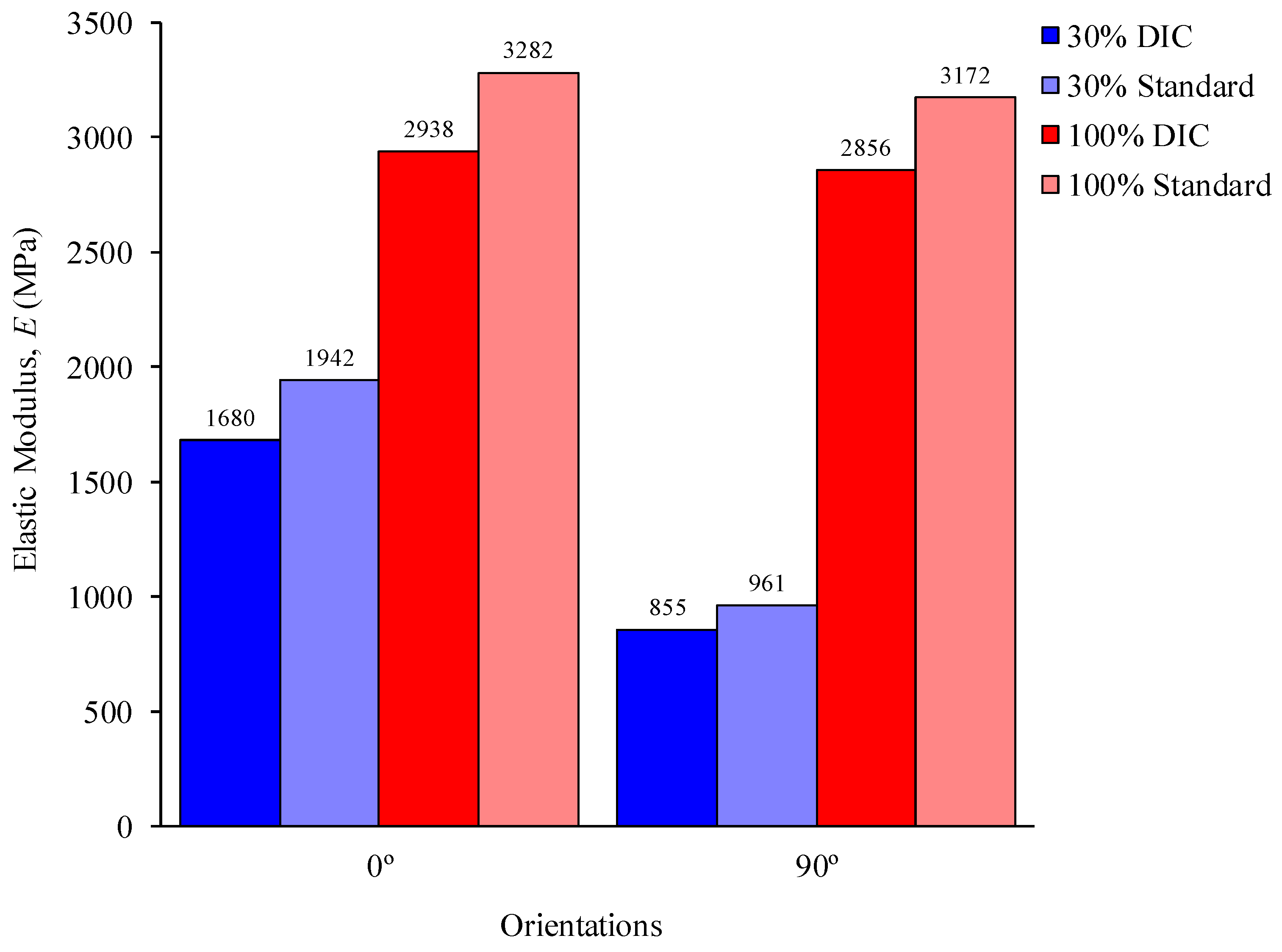
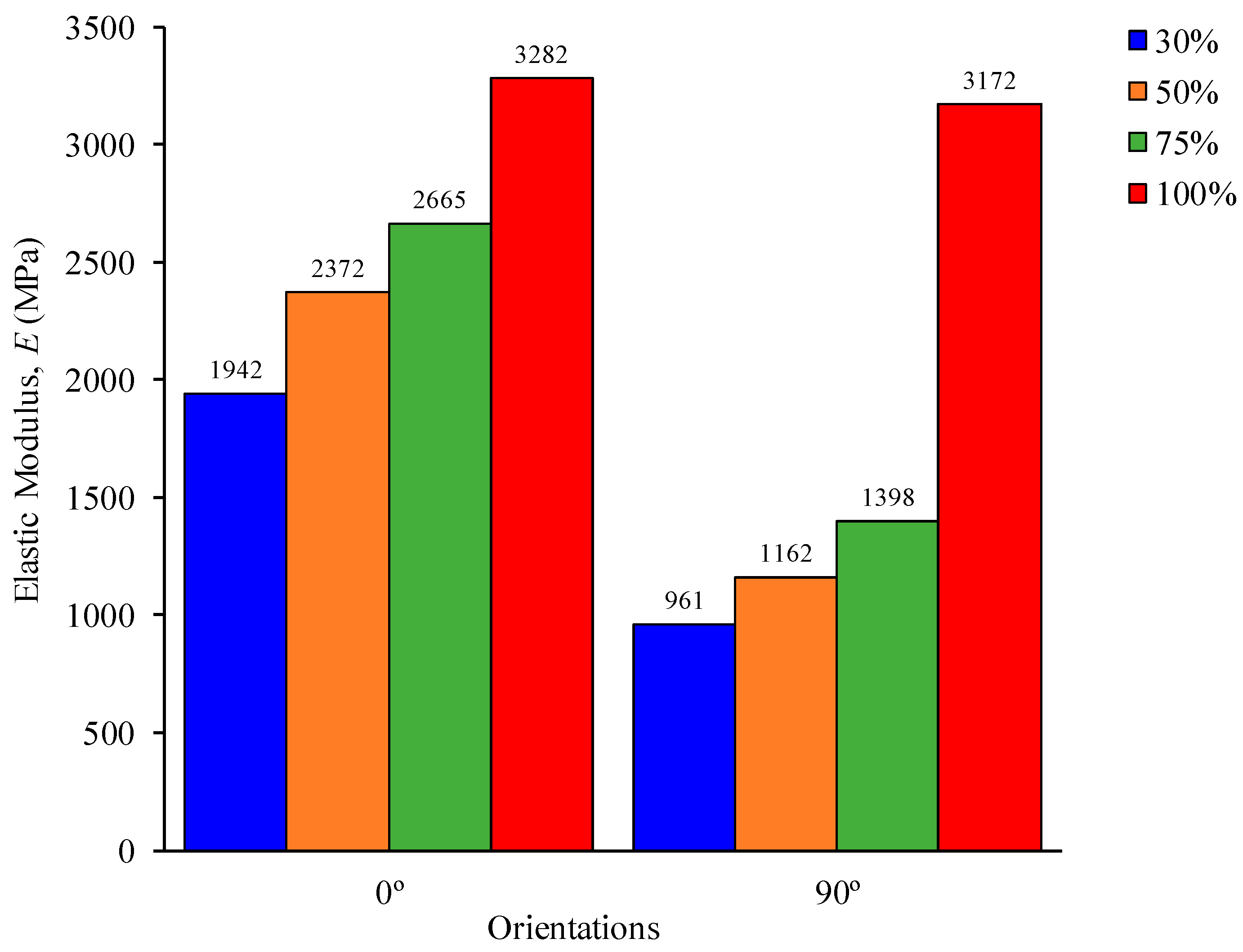
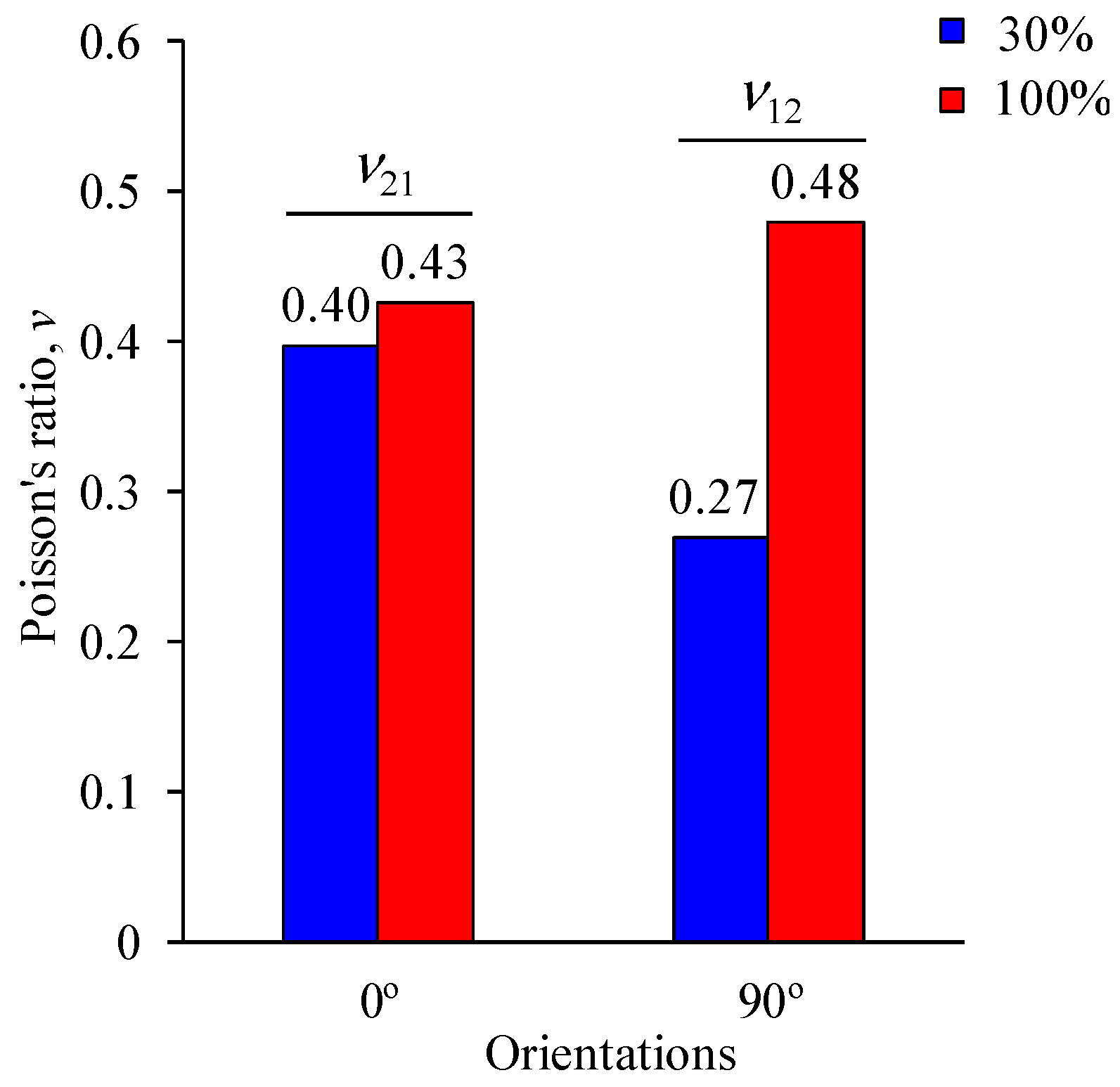
4.2. Tensile Tests
4.3. Numerical Modelling
5. Conclusions
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Gardan, J. Additive Manufacturing Technologies for Polymer Composites: State-of-the-Art and Future Trends; Elsevier: Amsterdam, The Netherlands, 2020. [Google Scholar] [CrossRef]
- Ashley, S. Rapid prototyping systems. Mech. Eng. 1991, 113, 34–36. [Google Scholar]
- Vaezi, M.; Seitz, H.; Yang, S. A review on 3D micro-additive manufacturing technologies. Int. J. Adv. Manuf. Technol. 2012, 67, 1721–1754. [Google Scholar] [CrossRef]
- Jain, P.; Kuthe, A.M. Feasibility Study of Manufacturing Using Rapid Prototyping: FDM Approach. Procedia Eng. 2013, 63, 4–11. [Google Scholar] [CrossRef]
- Awasthi, P.; Banerjee, S.S. Fused deposition modeling of thermoplastic elastomeric materials: Challenges and opportunities. Addit. Manuf. 2021, 46, 102177. [Google Scholar] [CrossRef]
- Cano-Vicent, A.; Tambuwala, M.M.; Hassan, S.S.; Barh, D.; Aljabali, A.A.A.; Birkett, M.; Arjunan, A.; Serrano-Aroca, Á. Fused deposition modelling: Current status, methodology, applications and future prospects. Addit. Manuf. 2021, 47, 102378. [Google Scholar] [CrossRef]
- Liu, Z.; Wang, Y.; Wu, B.; Cui, C.; Guo, Y.; Yan, C. A critical review of fused deposition modeling 3D printing technology in manufacturing polylactic acid parts. Int. J. Adv. Manuf. Technol. 2019, 102, 2877–2889. [Google Scholar] [CrossRef]
- Relvas, C. O Mundo Da Impressão 3d E Do Fabrico Digital, Publindúst. 2017. Available online: www.engebook.com (accessed on 7 February 2022).
- Afonso, J.A.; Alves, J.L.; Caldas, G.; Gouveia, B.P.; Santana, L.; Belinha, J. Influence of 3D printing process parameters on the mechanical properties and mass of PLA parts and predictive models. Rapid Prototyp. J. 2021, 27, 487–495. [Google Scholar] [CrossRef]
- Onwubolu, G.C.; Rayegani, F. Characterization and Optimization of Mechanical Properties of ABS Parts Manufactured by the Fused Deposition Modelling Process. Int. J. Manuf. Eng. 2014, 2014, 598531. [Google Scholar] [CrossRef]
- Sood, A.K.; Ohdar, R.K.; Mahapatra, S.S. Parametric appraisal of mechanical property of fused deposition modelling processed parts. Mater. Des. 2010, 31, 287–295. [Google Scholar] [CrossRef]
- Baich, L.; Manogharan, G.; Marie, H. Study of infill print design on production cost-time of 3D printed ABS parts. Int. J. Rapid Manuf. 2015, 5, 308. [Google Scholar] [CrossRef]
- Harpool, T.D. Observing the Effect of Infill Shapes on the Tensile Characteristics of 3D Printed Plastic Parts. 2016. Available online: https://soar.wichita.edu/handle/10057/13504 (accessed on 20 January 2023).
- Alafaghani, A.; Qattawi, A.; Alrawi, B.; Guzman, A. Experimental Optimization of Fused Deposition Modelling Processing Parameters: A Design-for-Manufacturing Approach. Procedia Manuf. 2017, 10, 791–803. [Google Scholar] [CrossRef]
- Behzadnasab, M.; Yousefi, A.A. Effects of 3D printer nozzle head temperature on the physical and mechanical properties of PLA based product. In Proceedings of the 12th International Seminar on Polymer Science and Technology, Tehran, Iran, 2–5 November 2016. [Google Scholar]
- Johansson, F. Optimizing Fused Filament Fabrication 3D Printing for Durability Tensile Properties & Layer Bonding; Blekinge Institute of Technology: Karlskrona, Sweden, 2016. [Google Scholar]
- Bardiya, S.; Jerald, J.; Satheeshkumar, V. Effect of process parameters on the impact strength of fused filament fabricated (FFF) polylactic acid (PLA) parts. Mater. Today Proc. 2021, 41, 1103–1106. [Google Scholar] [CrossRef]
- Abeykoon, C.; Sri-Amphorn, P.; Fernando, A. Optimization of fused deposition modeling parameters for improved PLA and ABS 3D printed structures. Int. J. Light. Mater. Manuf. 2020, 3, 284–297. [Google Scholar] [CrossRef]
- ISO 178, 2019. DIN EN ISO ISO 178; Plastics-Determination of Flexural Properties. International Standard Organization Std.: Geneva, Switzerland, 2019. Available online: https://www.iso.org/standard/70513.html (accessed on 7 February 2022).
- ISO 527-1, 2012. DIN EN ISO 527-1; Plastics-Determination of Tensile Properties, Part 1: General Principles. International Standard Organization Std.: Geneva, Switzerland, 2012. Available online: https://www.iso.org/fr/standard/56045.html (accessed on 7 February 2022).
- ISO 527-2, 2012. DIN EN ISO 527-2; Plastics-Determination of Tensile Properties, Part 2: Test Conditions for Moulding and Extrusion Plastics. International Standard Organization Std.: Geneva, Switzerland, 2012.
- Xavier, J.; De Jesus, A.M.P.; Morais, J.J.L.; Pinto, J.M.T. Stereovision measurements on evaluating the modulus of elasticity of wood by compression tests parallel to the grain. Constr. Build. Mater. 2012, 26, 207–215. [Google Scholar] [CrossRef]
- Gere, J.M.; Goodno, B.J. Mechanics of Materials; Cengage Learning: Boston, MA, USA, 2009. [Google Scholar]
- Gonabadi, H.; Chen, Y.; Yadav, A.; Bull, S. Investigation of the effect of raster angle, build orientation, and infill density on the elastic response of 3D printed parts using finite element microstructural modeling and homogenization techniques. Int. J. Adv. Manuf. Technol. 2022, 118, 1485–1510. [Google Scholar] [CrossRef]





















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Quality | Layer height (mm) | 0.1 |
| Extrusion width (mm) | 0.4 | |
| Flow (%) | 100 | |
| Perimeters | 2 | |
| Fill | Top layers | 4 |
| Print speed (mm/s) | 40 | |
| Speed and Temperature | Bottom layers | 4 |
| Print temperature (°C) | 210 | |
| Close bed after layer (°C) | 100 | |
| Bed temperature (°C) | 45 |
| Orientations | ||||||
|---|---|---|---|---|---|---|
| 0°/90° | 45°/−45° | 0° | 90° | |||
| Infill | 30% | h | 4.28 | 4.28 | 4.22 | 4.28 |
| W | 9.97 | 10.01 | 10.01 | 10.07 | ||
| 100% | h | 4.12 | 4.22 | 4.15 | 4.18 | |
| W | 9.97 | 9.96 | 9.99 | 9.99 | ||
| Orientations | ||||||
|---|---|---|---|---|---|---|
| 0°/90° | 45°/−45° | 0° | 90° | |||
| Infill | 30% | h | 4.25 | 4.39 | 4.19 | 4.22 |
| b1 | 9.98 | 9.98 | 10.04 | 10.09 | ||
| 100% | h | 4.24 | 4.30 | 4.10 | 4.23 | |
| b1 | 10.04 | 10.10 | 10.08 | 10.15 | ||
| 50% | h | - | - | 4.20 | 4.24 | |
| b1 | - | - | 10.04 | 10.16 | ||
| 75% | h | - | - | 4.22 | 4.26 | |
| b1 | - | - | 10.08 | 10.10 | ||
| (MPa) | (MPa) | (MPa) | |||
|---|---|---|---|---|---|
| 0.320 | 0.310 | 0.255 | 1019 | 1019 | 917 |
| Orientation (°) | Infill (%) | (N/mm) | (N) |
|---|---|---|---|
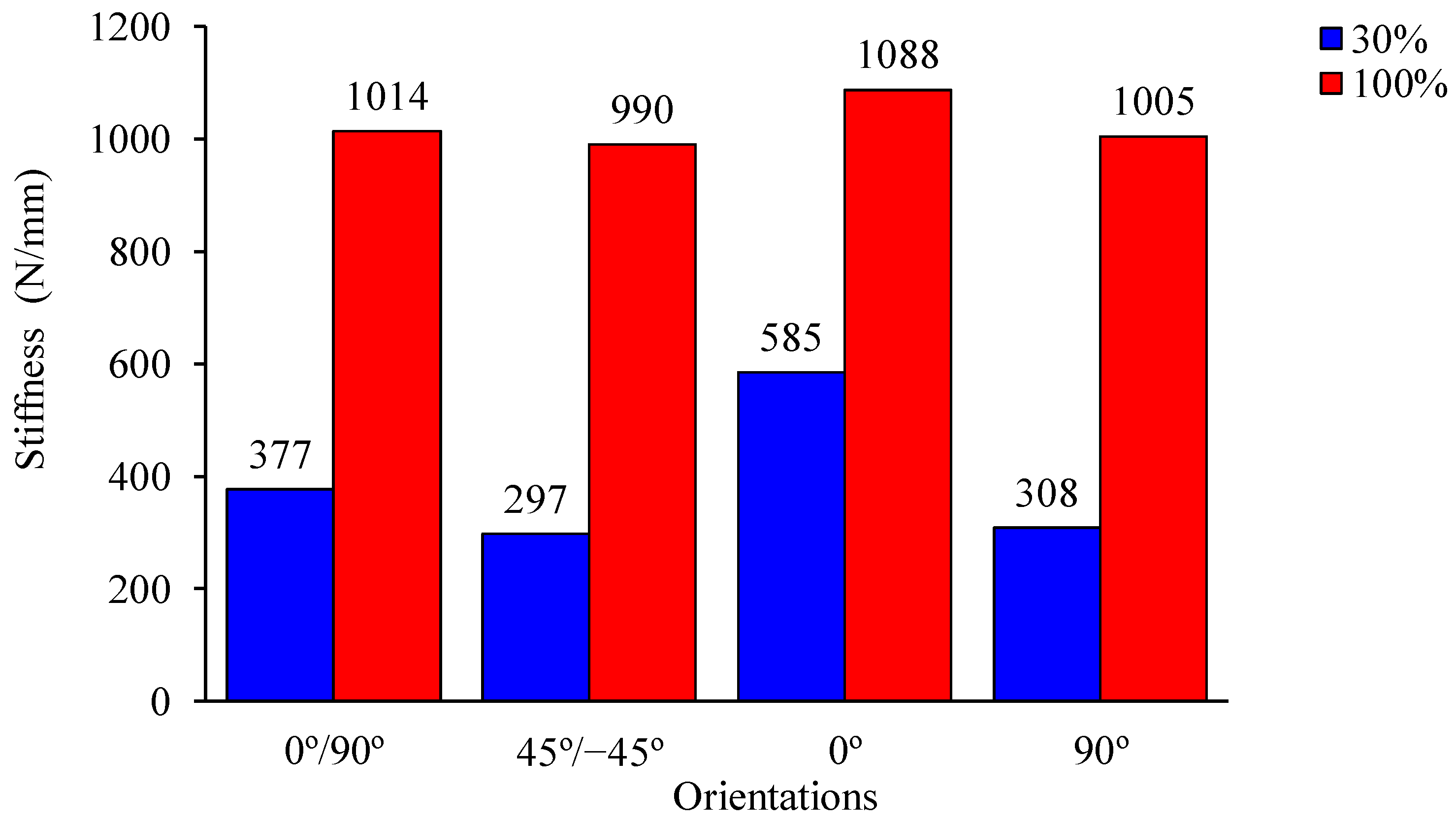
| 0/90 | 30 | 377 | 593 |
| 100 | 1014 | 1676 | |
| 45/−45 | 30 | 297 | 602 |
| 100 | 990 | 1743 | |
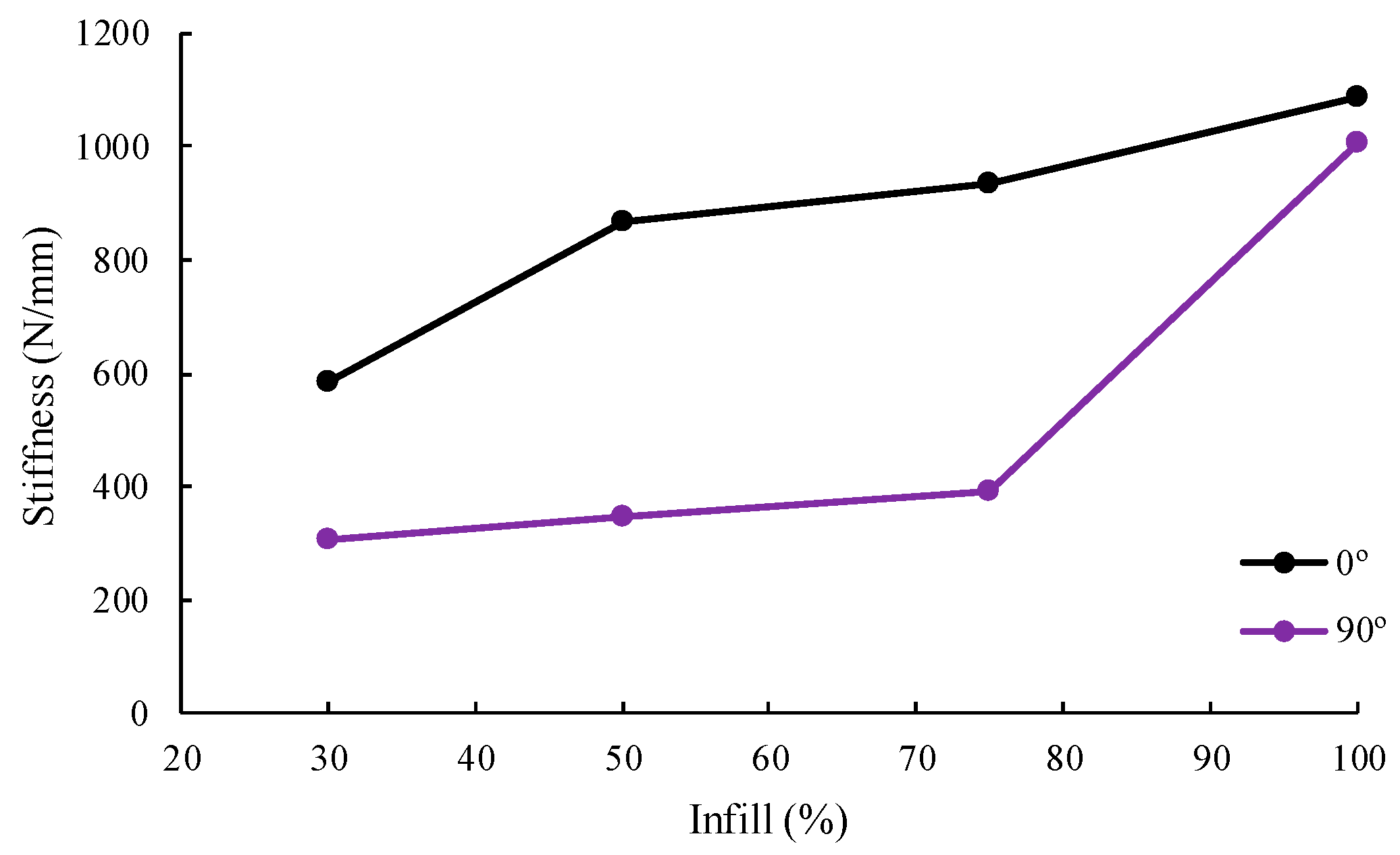
| 0 | 30 | 585 | 1256 |
| 50 | 868 | 1774 | |
| 75 | 935 | 1838 | |
| 100 | 1088 | 2490 | |
| 90 | 30 | 308 | 318 |
| 50 | 346 | 308 | |
| 75 | 394 | 421 | |
| 100 | 1005 | 1549 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Salgueiro, M.P.; Pereira, F.A.M.; Faria, C.L.; Pereira, E.B.; Almeida, J.A.P.P.; Campos, T.D.; Fakher, C.; Zille, A.; Nguyễn, Q.; Dourado, N. Numerical and Experimental Characterisation of Polylactic Acid (PLA) Processed by Additive Manufacturing (AM): Bending and Tensile Tests. J. Compos. Sci. 2024, 8, 55. https://doi.org/10.3390/jcs8020055
Salgueiro MP, Pereira FAM, Faria CL, Pereira EB, Almeida JAPP, Campos TD, Fakher C, Zille A, Nguyễn Q, Dourado N. Numerical and Experimental Characterisation of Polylactic Acid (PLA) Processed by Additive Manufacturing (AM): Bending and Tensile Tests. Journal of Composites Science. 2024; 8(2):55. https://doi.org/10.3390/jcs8020055
Chicago/Turabian StyleSalgueiro, Mariana P., Fábio A. M. Pereira, Carlos L. Faria, Eduardo B. Pereira, João A. P. P. Almeida, Teresa D. Campos, Chaari Fakher, Andrea Zille, Quyền Nguyễn, and Nuno Dourado. 2024. "Numerical and Experimental Characterisation of Polylactic Acid (PLA) Processed by Additive Manufacturing (AM): Bending and Tensile Tests" Journal of Composites Science 8, no. 2: 55. https://doi.org/10.3390/jcs8020055
APA StyleSalgueiro, M. P., Pereira, F. A. M., Faria, C. L., Pereira, E. B., Almeida, J. A. P. P., Campos, T. D., Fakher, C., Zille, A., Nguyễn, Q., & Dourado, N. (2024). Numerical and Experimental Characterisation of Polylactic Acid (PLA) Processed by Additive Manufacturing (AM): Bending and Tensile Tests. Journal of Composites Science, 8(2), 55. https://doi.org/10.3390/jcs8020055