1. Introduction
In the recent past, engineering materials like aluminum alloy composites and carbon composites have dominated space, road transportation, and general construction applications. Such classic materials have excellent specific tensile strength and are ideal choices for many conventional engineering requirements. Results have shown that composites are a good substitute for metal alloys and ceramics in today’s market [
1,
2,
3].
Heat treatment paves the way for the improvement in the existing properties of composites to enhance their utility and durability. The hybridization of heat treatment is opening an opportunity to further improve existing composite characteristics by subjecting a matrix and reinforcement simultaneously to a heat treatment.
Aluminum matrix composites (AMCs) are metallic materials in which Al alloys are hardened by mixing ceramic refractory particles like carbides (Al
4C
3, SiC, and B
4C), oxides (Al
2O
3), silicides (Si
3N
4 and Mg
2Si), and light materials (fly ash and chopped carbon fibers) into the metallic base or alloy matrix. Hybrid composites are composites in which more than one reinforcement material is dispersed in the metal matrix. Major alloying elements in the 7XXX series of Al alloys are Zn and Mg, and these alloys are known for their high tensile specific strength. The Al-Zn-Mg alloys are used both in cast and age-hardened conditions. Those used as cast alloys are generally homogenized. The age-hardening process involves solutionizing at around 500 °C followed by a water quench and aging between 100 and 200 °C to obtain a high specific strength with a short period of aging (T6 condition) [
4,
5].
Age- or precipitation-hardening is the most widely employed heat treatment process used to enhance the hardness and tensile properties of an Al alloy. The kinetics of the precipitation process depend on the temperature. The classification of an aging treatment depends on the aging temperature, and the use of an aging treatment depends mainly on the particular application. The lower the temperature, the slower the diffusion rate of atoms and the longer the time required to obtain peak aging, due to the lower activation energy of atoms. Therefore, no appreciable level of precipitation occurs, and the alloy needs a longer aging time to reach the peak hardness. Metal alloys undergoing a substantial aging process at room temperature after a solutionizing treatment may take more processing time to attain their full strength and hardness. Such alloys are known as ‘naturally aged’.
Mahathaninwong et al. [
6] studied the thermal effects of solutionizing (450 °C for a duration of 4 h) and controlled aging on room-temperature property fluctuations. The maximum average hardness obtained was 90 HRB in the peak-aged condition. A maximum tensile strength of 486 MPa with a 2% elongation was observed in the peak-aged condition. Reda et al. [
7] investigated the mechanical and corrosion properties of aged Al 7075 at various pre-aging conditions. The optimum temperatures for pre-aging and retrogressing were 120 and 200 °C, respectively, which resulted in the maximum hardness value and tensile strength. Sevim et al. [
8] studied the effects of aging time and temperature on the surface characteristics and mechanical behavior of Al 7075 and Al 6061 alloys. It was revealed that the aging treatment was beneficial for both alloys; the researchers recorded increases in the hardness and tensile strength. Even though there are few reported studies regarding the aging behavior of Al alloy matrix composites, limited research work on controlling natural aging phenomena in the Al 7075 alloy has been reported. This poses a challenge to researchers aiming toward property enhancement.
The heat treatment method explored in this study demonstrates unique effects on both the reinforcement and matrix materials within a single process, referred to as a hybrid heat treatment. This aspect of the research findings represents a novel contribution to the field. This hybrid process may curtail unwanted natural aging, making it possible to retain a higher level of a component’s hardness and strength for a longer period. In the domain of age-hardening composites, this innovative heat treatment process stands out for its simultaneous treatment of composite components. The process is designed to enhance an alloy’s properties and impede the natural aging kinetics. The treatment may be applied to light-duty bearings and cold-working dies used for low temperature applications.
1.1. Methodology
An Al 7075 alloy was used as the matrix to which eutectoid steel powder (40–80-micron size) was added as reinforcement to produce composites using a stir cast technique. Conventional age-hardening and hybrid heat treatments were carried out on these composites. The details of these treatments were reported in our earlier study [
9].
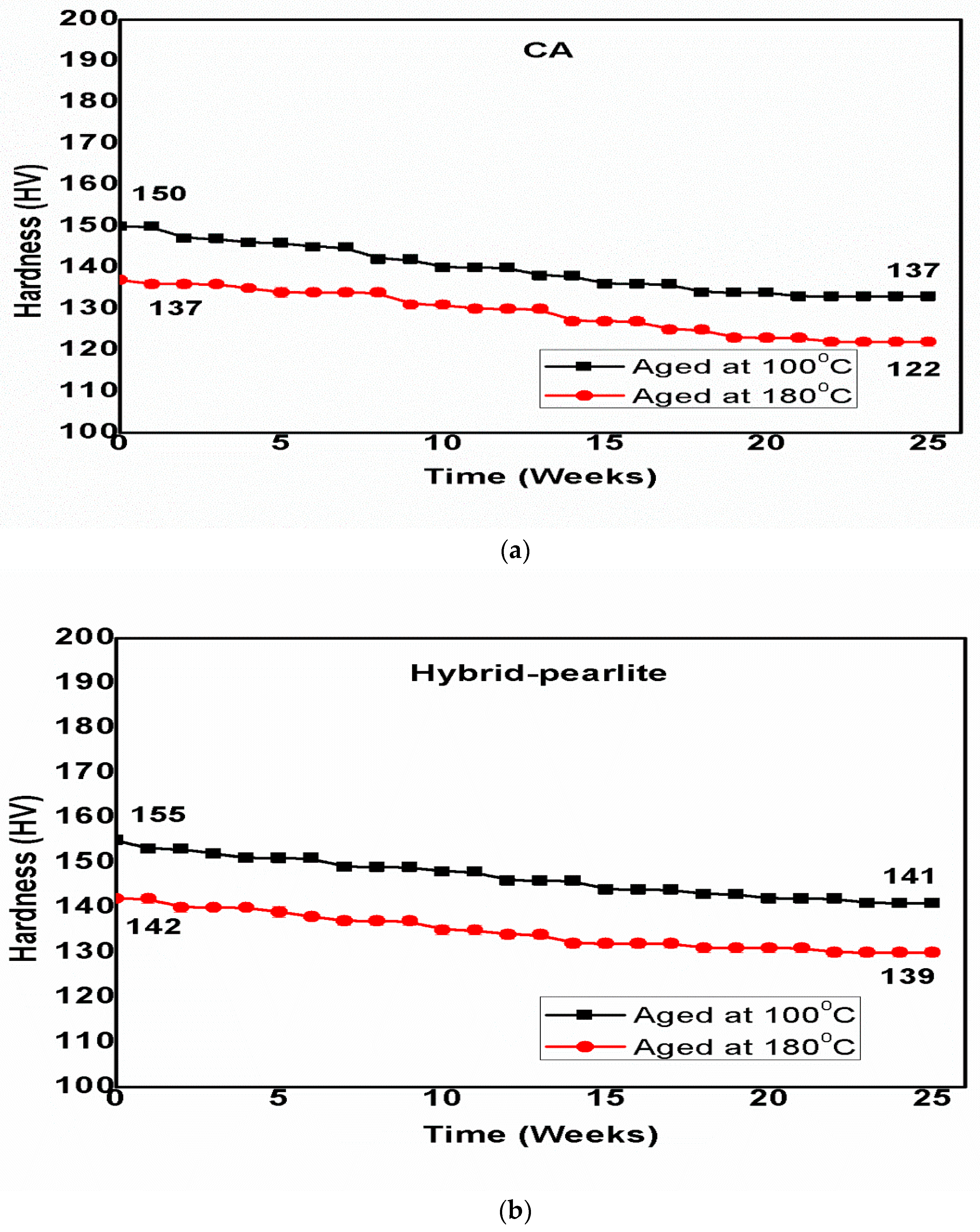
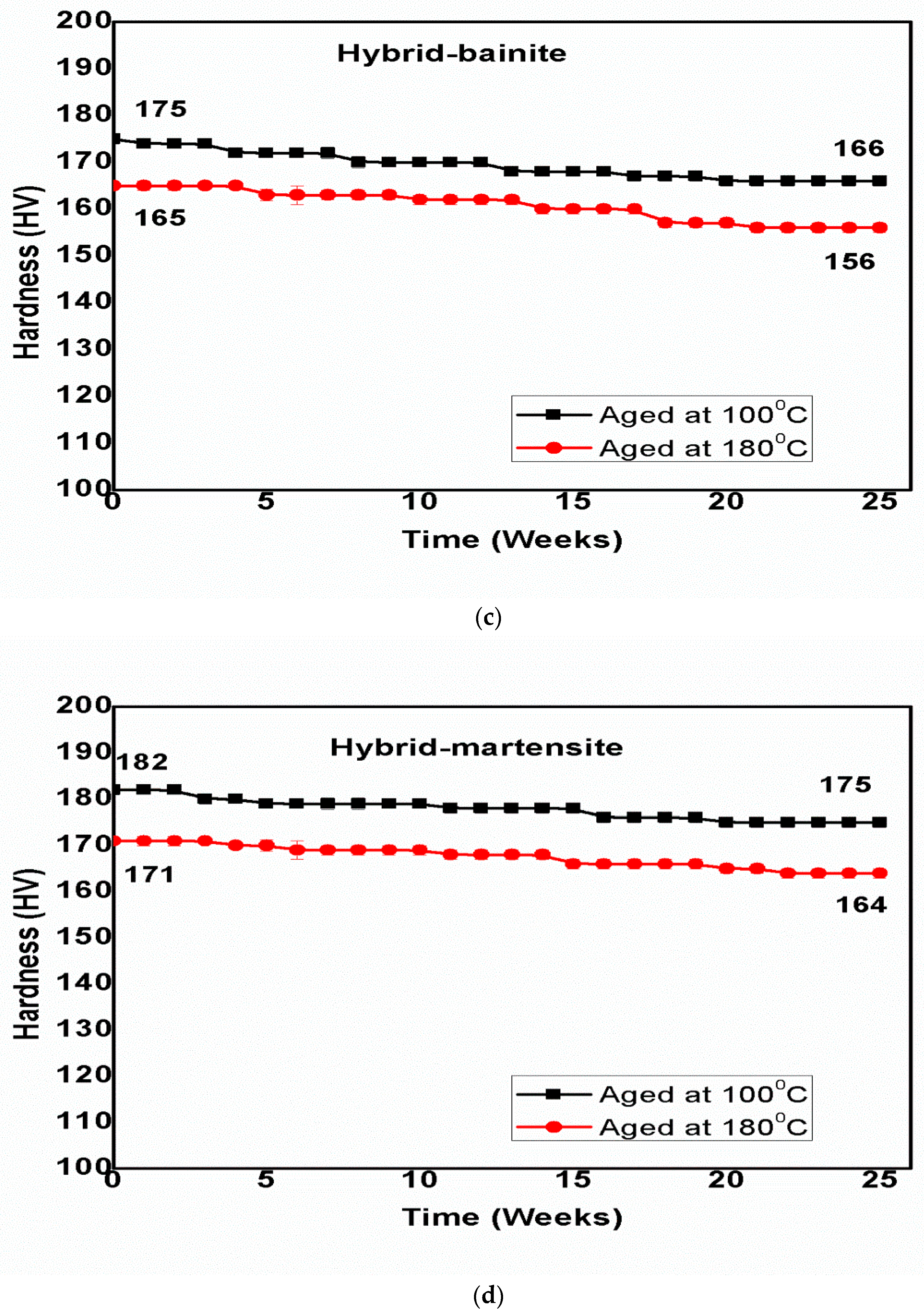
The peak-aged alloy and different composite specimens aged using conventional and hybrid methods were subjected to natural aging in open atmosphere for 25 weeks. Once a week, the hardness number (VHN) of each specimen was noted after a shallow polishing of the surface layer to remove any corrosion products deposited.
The specimens were peak-aged by a T6 treatment at 100 and 180 °C after a solution treatment at 550 °C. The peak-aged specimens were then subjected to natural aging over a period of 6 months in natural atmospheric conditions. Once a week, the decrease in hardness was noted and recorded.
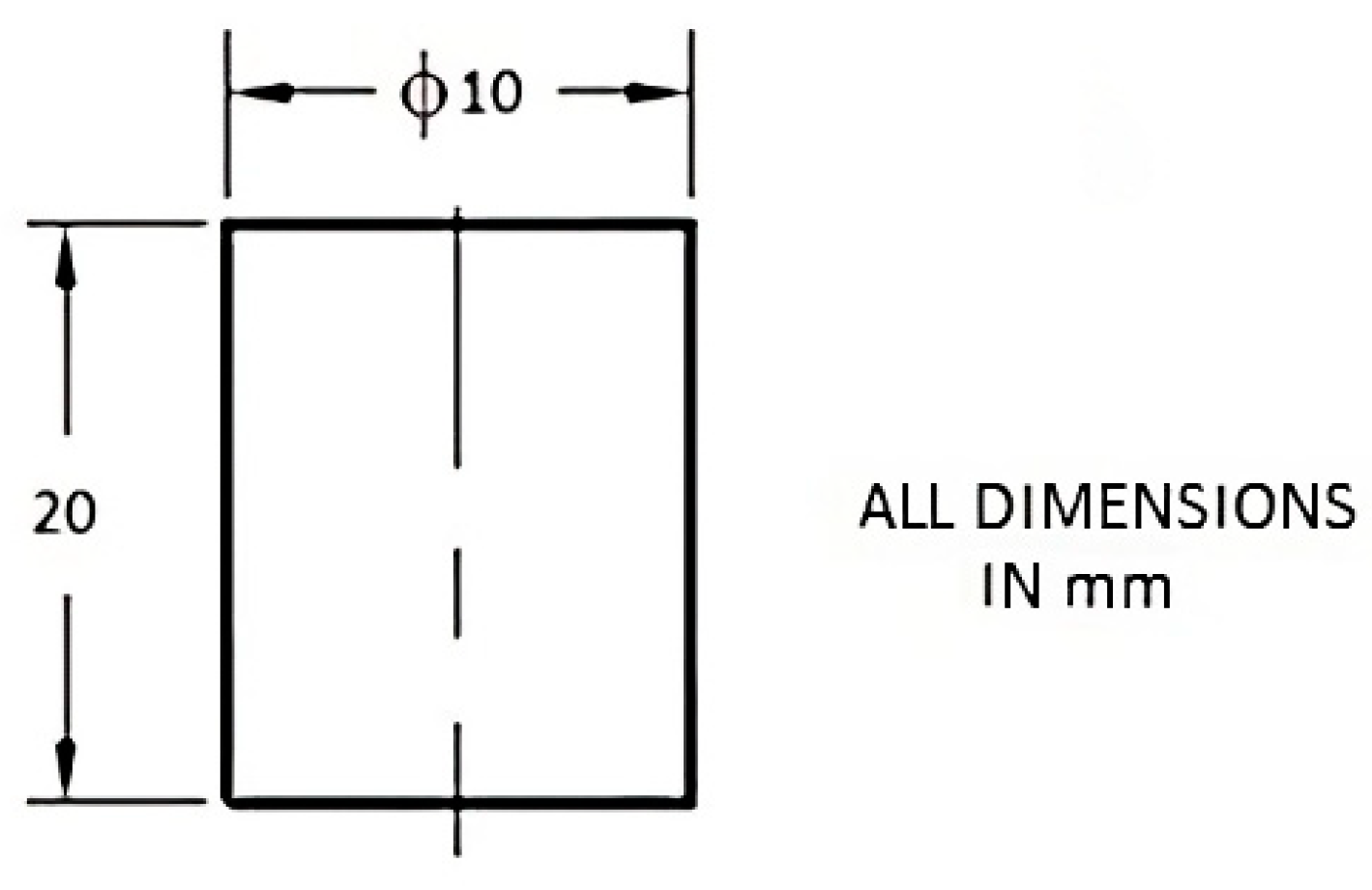
The hardness of the test specimen was determined using the Vickers scale. Hardness test specimens were prepared as shown in
Figure 1. The 10 mm diameter bar stocks were trimmed into 20 mm lengths utilizing a power blade hacksaw. Subsequently, facing operations were conducted on a CNC turning center. The hardness assessment was performed on the test specimens using a Micro Vickers hardness tester machine (Prakash Industries model, A 1-Twin), following the standards outlined in ASTM E18-02 [
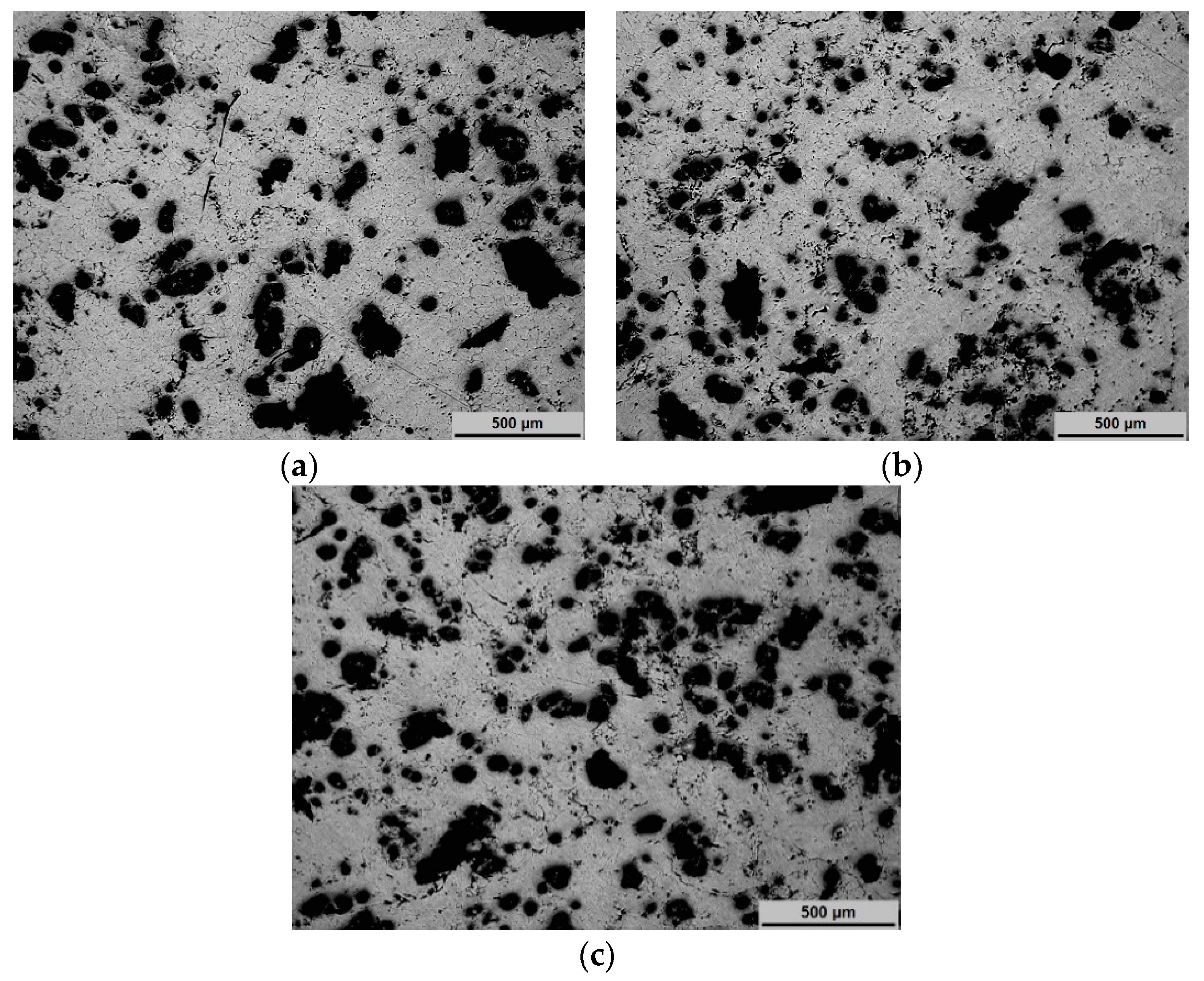
10]. To analyze the distribution of reinforcements in the matrix and phase, microstructure analysis was performed using optical and scanning electron microscopy, respectively. The hardness test specimen was effectively used for microstructure analysis, as shown in
Figure 1. After polishing the specimen to obtain a scratch free surface, the specimen was etched with Kellers reagent, as per the standard procedure adopted for specimen preparation for phase morphology.
1.2. Heat Treatment
Since the composite matrix was aluminum alloy, which responds positively to age-hardening treatment, and the reinforcement was ferrous metal (eutectoid steel), which responds to conventional annealing, austempering, and martempering treatments, the multiple heat treatments were carried out, as per the details shown in
Figure 2,
Figure 3 and
Figure 4. In eutectoid steel, a fine pearlite phase of uniform grain size may be formed by isothermal treatment at 550 °C, after austenitizing at 750 °C. These three heat treatment cycles are detailed in
Figure 2,
Figure 3 and
Figure 4 respectively, whereas the age-hardening treatment was carried out independently on the composites as explained in step 2 of the hybrid treatment.
1.3. Age Hardening
The age-hardening process commenced after the solutionizing treatment at 550 °C for a period of 2 h, followed by quenching in water at room temperature. The samples were subsequently subjected to artificial aging in the furnace at temperatures of 100 °C and 180 °C for varying time intervals, with hardness distribution curves plotted against the isothermal aging time. According to the Al-Mg-Zn phase diagram, the melting temperature of the ternary eutectic phase, which contains a mixture of inter-metallic and solid solution phases, was noted as 550 °C [
11]. During solutionizing, the harder MgZn
2 intermetallic phase was observed to fully dissolve at 550 °C and subsequently precipitate as intermetallics during aging, reinforcing the matrix. These secondary precipitated phases contribute to the particle strengthening and the coherence between the crystal structures of the particle and the matrix. It has been documented that Al 7075 samples and their composites, following solution treatment at 550 °C, display an improved combination of strength and toughness properties [
12].
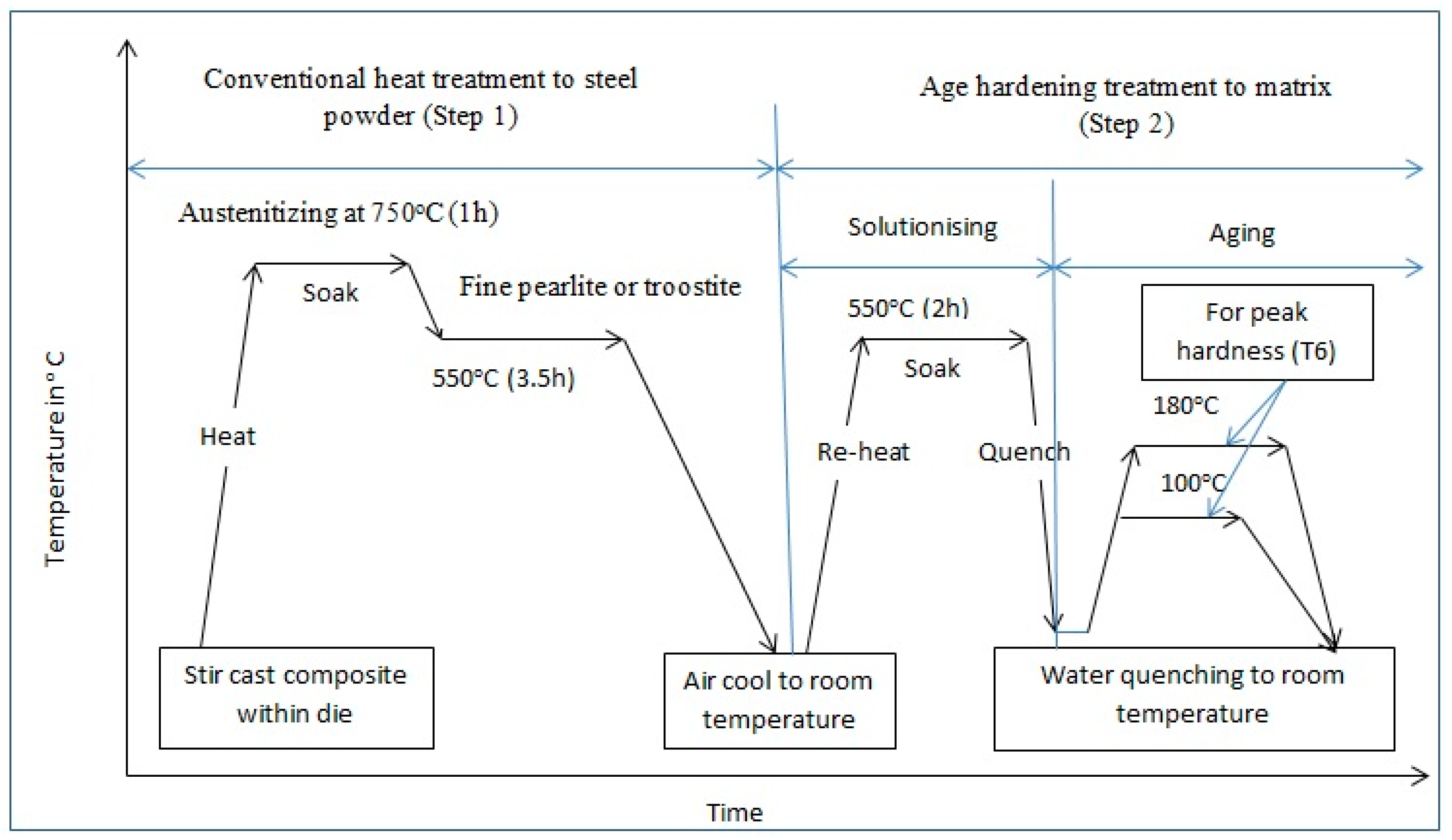
1.4. Hybrid Heat Treatment (Pearlite Transformation)
Step 1—Conventional Heat Treatment of Steel Powder: The composite material undergoes heating to a temperature ranging from 30 to 50 °C above the critical temperature of steel (750 °C). This temperature is maintained isothermally for an optimal duration of 1 h, followed by quenching in a salt bath to 550 °C. Subsequently, it is held isothermally for 3.5 h, as per the isothermal transformation diagram of eutectoid steel, and air cooled to room temperature (step 1 in
Figure 2). This process results in the transformation of the steel powder from its original coarse pearlite structure (as-bought phase) to fine pearlite, which is a stronger and harder phase than coarse pearlite. This transformation strains the matrix material, thereby altering its properties, particularly the hardness and strength.
Step 2—Age Hardening Treatment of Matrix Material: The partially heat-treated material from step 1 undergoes reheating to a temperature ranging from 50 to 100 °C above the solvus temperature (550 °C). It is then held isothermally for 2 h to transform into a single-phase solid solution, followed by quenching to room temperature to form a supersaturated solid solution. Upon quenching, the matrix becomes supersaturated, maintaining a crystal structure similar to that of the high-temperature phase without affecting the phases formed in the reinforcement during step 1. The supersaturated matrix phase undergoes reheating below the solvus temperature (100 and 180 °C) for peak aging (T6 treatment), followed by quenching to room temperature to halt further transformation processes (overaging), which could lead to a decrease in the strength and hardness due to particle coarsening. The new phase (pearlite) formed in the reinforcement (steel powder) during step 1 remains unaffected during step 2, as the heating temperature in step 2 is 550 °C, which is significantly below the critical temperature of steel. The entire treatment process is illustrated in
Figure 2.
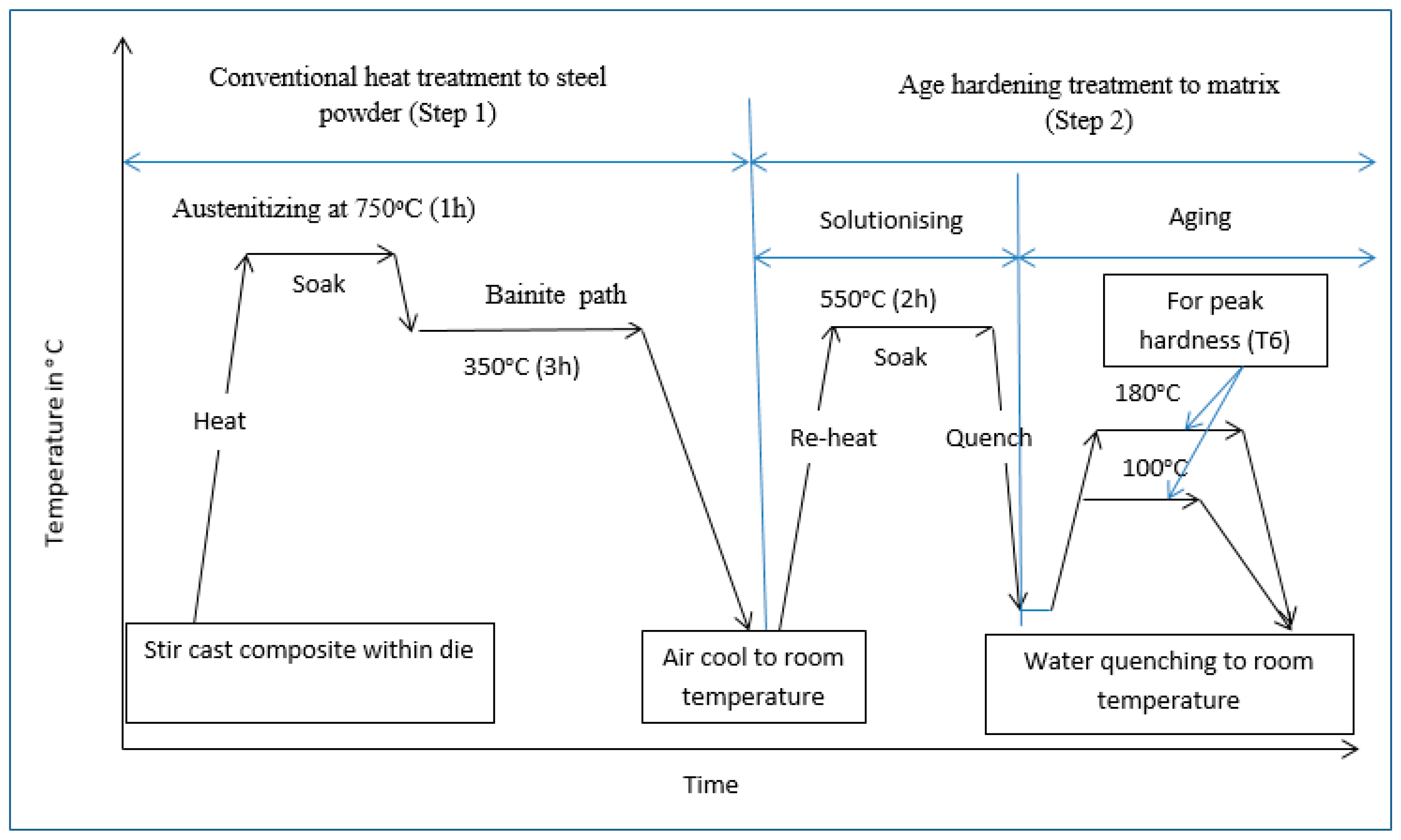
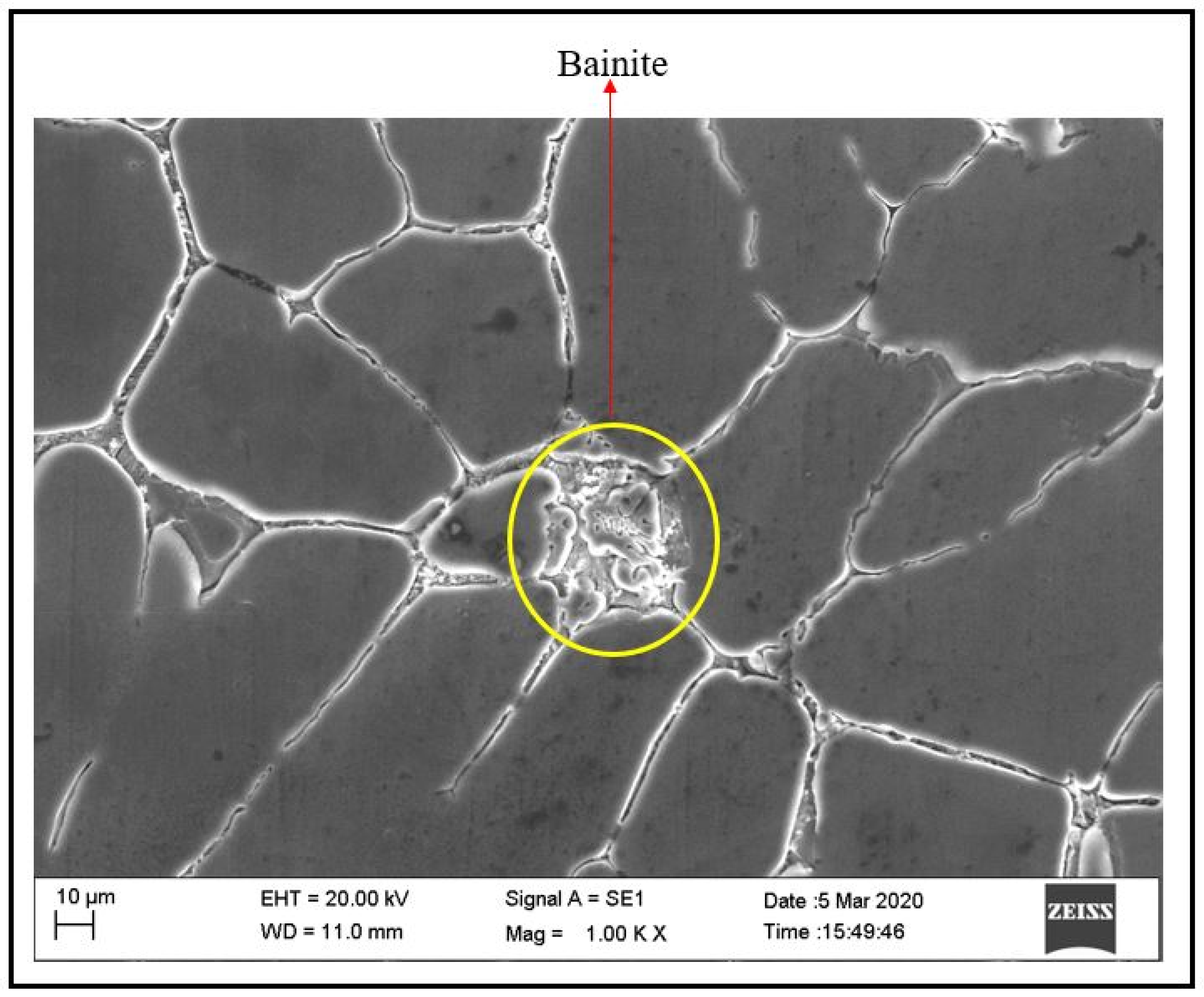
1.5. Hybrid Heat Treatment (Bainite Transformation)
Step 1—Conventional Heat Treatment of Steel Powder: The metal matrix composite undergoes heating to a temperature range of 30–50 °C above the critical temperature of steel; it is held isothermally for an optimal period of 1 h and then quenched in a salt bath at 350 °C. Subsequently, it is held isothermally for 3 h and air cooled to room temperature (step 1 in
Figure 3). This treatment, known as conventional austempering, transforms the as-bought steel powder from its coarse pearlite structure to bainite, a phase stronger and harder than fine pearlite, thus affecting the properties of the matrix material.
Step 2—Age Hardening Treatment of Matrix Material: The partially heat-treated metal matrix composite materials obtained from step 1 are reheated to a temperature range of 50–100 °C above the solvus temperature (550 °C) and held isothermally for 2 h to convert into a single-phase solid solution. They are then quenched to room temperature to form a supersaturated solid solution. This quenching process maintains a crystal structure similar to that of the high-temperature phase without affecting the phases formed in the reinforcement during step 1. The supersaturated matrix phase undergoes reheating below the solvus temperature of the matrix for peak aging. Upon reaching peak aging conditions, the complete specimen is quenched (room temperature) to halt the softening of the matrix. During step 2, the new phase (bainite) formed in the reinforcement (steel powder) during step 1 remains unaffected. The entire hybrid heat treatment process following the bainitic path is illustrated in
Figure 3.
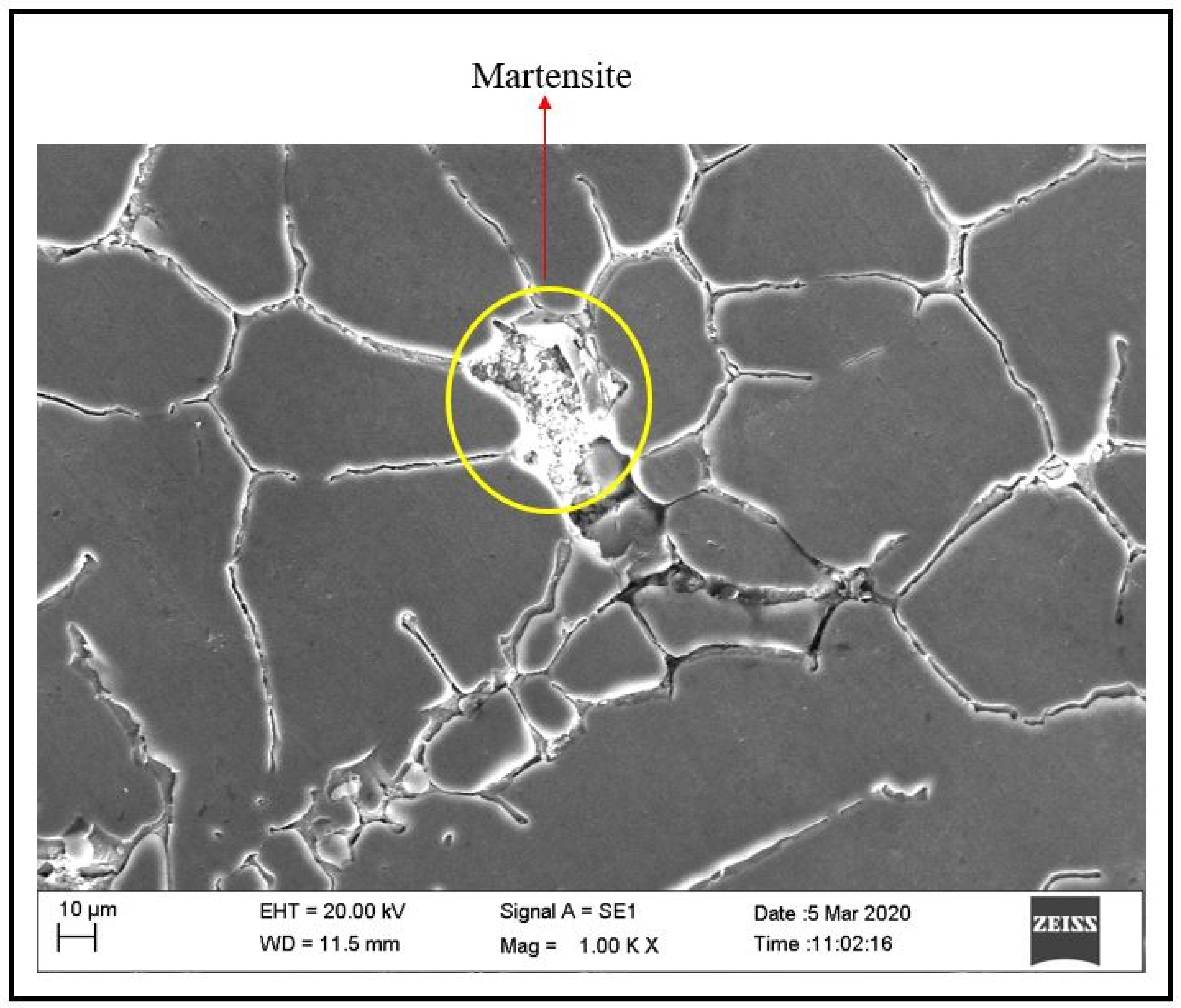
1.6. Hybrid Heat Treatment (Martensite Transformation)
Step 1—Conventional Heat Treatment of Steel Powder: The metal matrix composite material is subjected to heating at a temperature ranging from 30 to 50 °C above the critical temperature of the steel, maintained isothermally for an optimal duration of 1 h, and then quenched to 200 °C in a salt bath. It is then maintained isothermally for 20 s before being cooled to room temperature with air (step 1 in
Figure 4). This procedure, known as conventional martempering, transforms the as-bought steel powder’s coarse pearlite structure into martensite, a stronger and harder phase than bainite.
Step 2—Age Hardening Treatment of Matrix Material: The partially heat-treated metal matrix composite materials obtained from the previous step are reheated to a temperature range of 50–100 °C above the solvus temperature (550 °C) and held isothermally for 2 h, followed by quenching to room temperature to form a supersaturated solid solution. After quenching, the matrix becomes supersaturated, retaining the crystal structure of the high-temperature phase, while not changing the phases generated in the first step. The T6 treatment involves reheating the supersaturated matrix phase below the matrix’s solvus temperature. At the peak of aging, the entire specimen is quenched to room temperature to prevent further change. During step two, the new phase (martensite) created for steel reinforcing is unaffected.
Figure 4 illustrates the full heat treatment process that follows the martensitic course.
1.7. Polishing
The specimens were initially polished with coarse emery papers of grades 60 and 80 in succession. This was followed by polishing using fine emery papers of grades 220, 300, 400, 600, 800, and 1000 in wet conditions using diamond paste. The final polishing was performed on the disc polisher with velvet cloth.
1.8. Sonication
Sonication is a process in which ultrasonic waves are used to agitate the solution sample. The samples after diamond polishing were treated in a sonicator with acetone to remove any micron-sized particles adhering to the surface of the specimen. Once the specimen was dipped into the solution, the sonicator probe was actuated. The following parameters were set for sonication: time duration: 5 min, amplitude: 30%, pulse: continuous.
3. Conclusions
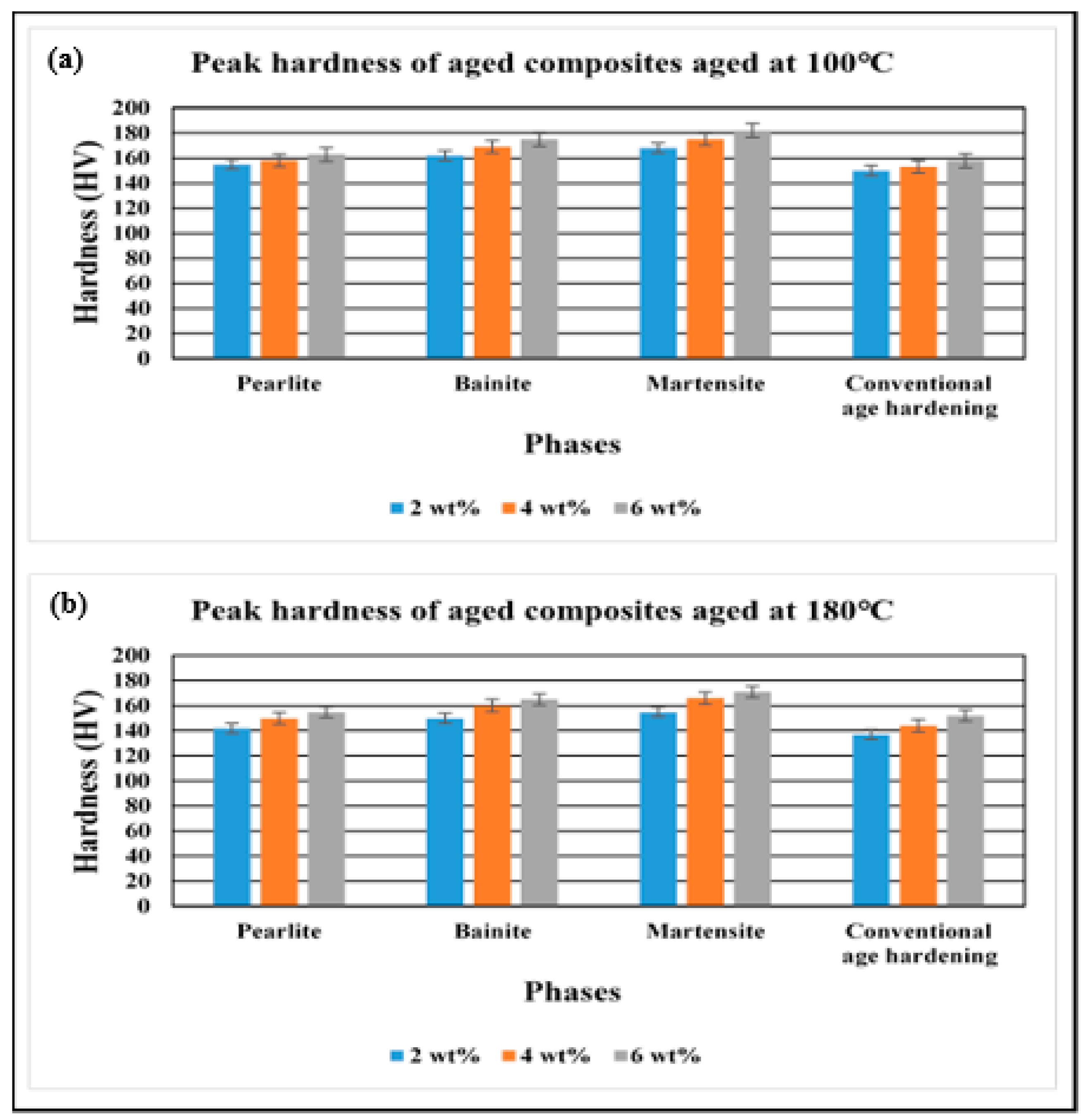
The composites are successfully heat treated using a hybrid method. The microstructure of the hybrid-treated composites shows the evidence for the reinforcement phase transformation, well supported by the hardness data. Based on the results obtained and the analysis, it is concluded that on natural aging, the hardness of the composites decreases irrespective of the reinforcement quantity involved in the composites and the type of reinforcement phase alteration during the hybrid heat treatment. It is observed that in all composites, as time lapses, the natural aging severity decreases, and the martensite phase-reinforced composite shows excellent resistance for natural aging followed by the bainite phase. Among all, the 6 wt.% quantity steel powder-reinforced alloy shows the best resistance to the natural aging phenomena. It is also noted that the base alloy shows poor natural aging resistance (the hardness decrease is approximately 20%) compared to the composites.


 ,
, 

















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}