1. Introduction
Recent market requirements, emerging technologies, and process autonomy have influenced the technological landscape of the manufacturing industry [
1] and the business environment [
2]. The ongoing digital transformation in the industry necessitates strategic guidelines for implementation, particularly when the goal is to simultaneously reduce costs, enhance quality, and promote innovation [
3]. Such a type of transformation calls for new information technologies (IT) architectures capable of handling large data volumes [
4]. Common barriers to implementation include, but are not limited to, a lack of knowledge, inability and uncertainty to quantify the return on investment, and a shortage of a skilled workforce [
1].
The term Industry 4.0 was coined in 2011 at the Hannover Fair and is commonly associated with digital manufacturing systems [
5]. Diverse perspectives exist regarding specific requirements [
6] and specific roadmaps for Industry 4.0 implementation, encompassing equipment, products, new competencies, and smart systems [
7]. Due to recent advances and disruptions, Industry 4.0 implementation remains an ongoing concern for scholars and practitioners, necessitating further studies, particularly on how to integrate digital transformation into existing processes [
5].
Previous studies pinpoint challenges within Industry 4.0 implementations. One challenge involves integrating the workforce with technology [
8]. A smart factory, constituting an integrated manufacturing system, necessitates skilled personnel for equipment maintenance and process optimization [
9]. Another challenge is vertically integrating strategic systems, like manufacturing execution systems (MES), with shop-floor necessities, including automation, data collection, processing, and supervisory systems [
4]. No generic roadmap exists for guiding Industry 4.0 implementations: a roadmap should be crafted for each company and problem type, considering competencies, motivations, capacities, intentions, objectives, priorities, and available budgets [
5]. The author suggests adapting general implementation models to guide diverse businesses or industries. Nonetheless, the recent literature shows some attempts to try to generalize and standardize the adoption of Industry 4.0-based tools. For instance, Ref. [
10] proposed a general-purpose and Industry 4.0-based architecture to enable smart factories, with a focus on the smart operator. Furthermore, some other attempts, such as [
11,
12], offer interesting perspectives in providing guidelines to future implementations.
This study aims to address this research gap by proposing a general roadmap adaptable to specific Industry 4.0 implementation cases. The research question is, “How can a manufacturing company implement smart, digital control systems in an existing, operational manufacturing system?” The research method is design science research. An example to illustrate the method includes a roadmap to transition to a smart statistical process control (SSPC), departing from a conventional statistical process control (SPC) as usually observed in manufacturing systems.
There are some key differences between traditional SPCs and SSPCs. In SPCs, operators manually collect and analyze data at intervals, using statistical methods to control the process. On the other hand, SSPCs use real-time, automated data collection and analyses [
13]. SPCs may have limited integration with other systems, whereas SSPCs can be a part of a larger Industrial Internet of Things (IIoT) ecosystem. In SPCs, any changes may require manual adjustments, but in SSPCs, machine-learning algorithms and artificial intelligence can dynamically adjust control parameters based on changing process conditions [
14]. Finally, SPCs primarily focus on monitoring and controlling the current state of the process based on historical data, while SSPCs include predictive and forecasting capabilities.
This study seeks to provide guidelines for implementing smart digital systems in a current manufacturing setup, particularly SSPCs, building on a previous model [
15]. Such guidelines for implementation of smart digital systems, and, in particular, SSPCs, are the main novelty of the article. It assumes that the benefits of transitioning to Industry 4.0 not only outweigh digitization costs but also are essential to support manufacturers’ strategic priorities like flexibility and dependability. This study posits that the transition plan should not solely focus on technology investment [
5] but encompass strategic benefits like production flexibility, innovative product initiatives, and differentiation based on quality.
The rest of the article is structured in five sections.
Section 2 shows a review regarding smart systems in manufacturing.
Section 3 brings the methodology.
Section 4 shows the results of the study.
Section 5 brings an application example. Finally,
Section 6 embraces the conclusion of the study.
2. Review: Smart Systems in Manufacturing
The fourth industrial revolution initially focused on the implementation of specific digital technologies in manufacturing [
3]. Digital technologies aim to perform integrated tasks, including real-time collection, processing, analysis, and storage of a substantial amount of data. The ultimate objective is the optimization of manufacturing processes through real-time execution of algorithms and heuristics, enhancing efficiency in achieving strategic priorities of manufacturing systems [
16]. Industry 4.0 involves process automation and online, real-time data interchange [
1], enabling a key feature of Industry 4.0 systems—the ability of products to control systems. This capability disrupts the traditional approach where manufacturing systems control the flow of products [
6].
Industry 4.0 systemic skills encompass the ability to derive, evaluate, and store knowledge from field-retrieved information. Smart production systems can autonomously manage interconnected production, warehousing, and distribution facilities in smart factories. Skilled smart factories can adapt, mostly in real time, to changing production requirements due to uncertain or rapidly evolving customer demands [
2]. Industry 4.0 includes various disruptive technologies and concepts that imbue intelligence into manufacturing process management. For a manufacturing company, understanding how to use technology to connect processes is crucial in the transition to Industry 4.0 [
17]. Key technologies encompass the industrial Internet of Things (IoT), cyber-physical systems (CPSs), big data analytics (BDA), artificial intelligence (AI), and machine learning (ML) [
16].
British executive Kevin Ashton coined the term Internet of Things (IoT) in 1999 [
18]. The term evolved to IIoT, reflecting applications of the underlying IoT concept to connect processes and products in manufacturing supply chains [
1]. IIoT denotes a network of physical objects in the industry, including digital representations of products, processes, equipment, and manufacturing infrastructure. It enhances visibility into operations and equipment situations. IIoT operates on the premise that smart machines surpass humans in accurately and consistently capturing and communicating data [
5]. Benefits of IIoT in the manufacturing sector include cost savings, shorter time to market, mass customization, and improved security [
1], among others.
CPSs are technologies managing interconnected systems with physical assets and computational resources that facilitate real-time connections. Algorithms and heuristics fully integrate with users (objects, humans, and machines) through an internet connection. A system integrating computing resources, physical processes, and human operators qualifies as a CPS, playing a central role in Industry 4.0 implementations [
19].
BDA involves analyzing extensive datasets [
1] using new-generation technologies to identify scenarios and assess probabilities of alternative strategy success [
5]. BDA commonly relies on AI and ML-based procedures [
20] to aid decision-making processes and systematic pattern recognition [
1]. In summary, BDA is a crucial element in an IIoT environment, particularly contributing to real-time decision-making processes.
AI, a cognitive branch of computer science, comprises critical elements encapsulated by the acronym ABCDE: analytics technology, big data, cloud computing, domain knowledge, and evidence. Typical AI-based procedures involve understanding the problem, available data, physical meanings of parameters, characteristics of a manufacturing process, and uncertainty associated with parameters. Real-world pattern feedback enhances the accuracy of AI models [
20].
ML refers to machines’ ability to comprehend and learn about a physical system similarly to humans. ML relies on exploration methods like artificial neural networks (ANNs) and expert systems (ESs). In manufacturing systems, ML enables machines to autonomously learn about working and environmental conditions based on real-world evidence [
18].
Numerous studies have delved into the development of intelligent systems. However, research has revealed that only a limited number of revolutionary applications of SSPCs have been documented in the literature. Most applications have been incremental in nature, building on existing systems, or concentrating on areas such as healthcare management, which is beyond the scope of our study. Our study serves as a link between the existing literature and our own research, providing a specific strategy for implementing a comprehensive industrial application. This strategy can help bridge the gap in the limited number of successful industrial applications currently available.
Ref. [
21] has made use of convolution neural networks and transfer learning to identify control chart patterns in the printed circuit board industry, with promising outcomes. Ref. [
22] has employed artificial intelligence to determine optimal parameters for plastic production, resulting in positive results. Furthermore, [
23] has applied digital twins to uphold quality standards in the petrochemical industry.
To the best of the search, the earliest study on imbuing artificial intelligence into manufacturing management systems was documented by [
24]. The authors enhanced the SPC of an extruder machine using artificial neural networks (ANNs) and expert systems (ESs). Additionally, the study introduced condition-based maintenance (CBM) strategies based on online, real-time, monitored quality data. Ref. [
25] presented IntelliSPC, which identifies quality issues from online monitored data and associates them with plausible causes using pattern recognition derived from shop-floor variables. Ref. [
26] introduced knowledge-based systems designed to identify process variations based on fault diagnosis from sensors automatically.
Ref. [
27] applied a hybrid AI technique to establish a real-time SPC system supported by ANNs and ESs. The system communicates the process status (under or out of control), estimates probabilities for plausible causes of loss of control, and suggests actionable steps to regain control. Ref. [
28] utilized ANNs in conjunction with fuzzy adaptive resonance theory (ART) to automatically identify significant changes in key parameters of manufacturing processes. Ref. [
29] proposed a genetic algorithm to optimize the parameters of a support vector machine (SVM). Ref. [
30] integrated SPC and engineering process control (EPC) to address product quality and process control simultaneously. Ref. [
31] developed smart models for data analysis and real-time supervision, integrating cyber-physical systems (CPSs) and cloud computing, as well as machine learning (ML) to support predictive maintenance and quality control decision-making. The system consistently minimizes the impact of disruptive events on manufacturing plants. Refs [
32,
33] emphasize the significance of using field data obtained by SPC to extend monitoring and decision-making support in CBM strategies. Ref. [
34] showcases the Shanghai Volkswagen Powertrain case as a successful application of an automated and adaptive SPC system Ref. [
35] reported a comprehensive smart production control, encompassing quality control and efficiency control, applied to a cement manufacturing plant based on case-based reasoning (CBR) and fuzzy logic techniques. Ref. [
13] introduced intelligence into an SPC using deep learning techniques. Ref. [
36] proposed a method for automatically designing a control chart using algorithmic approaches, representing an initial step toward a Smart SPC.
4. Results
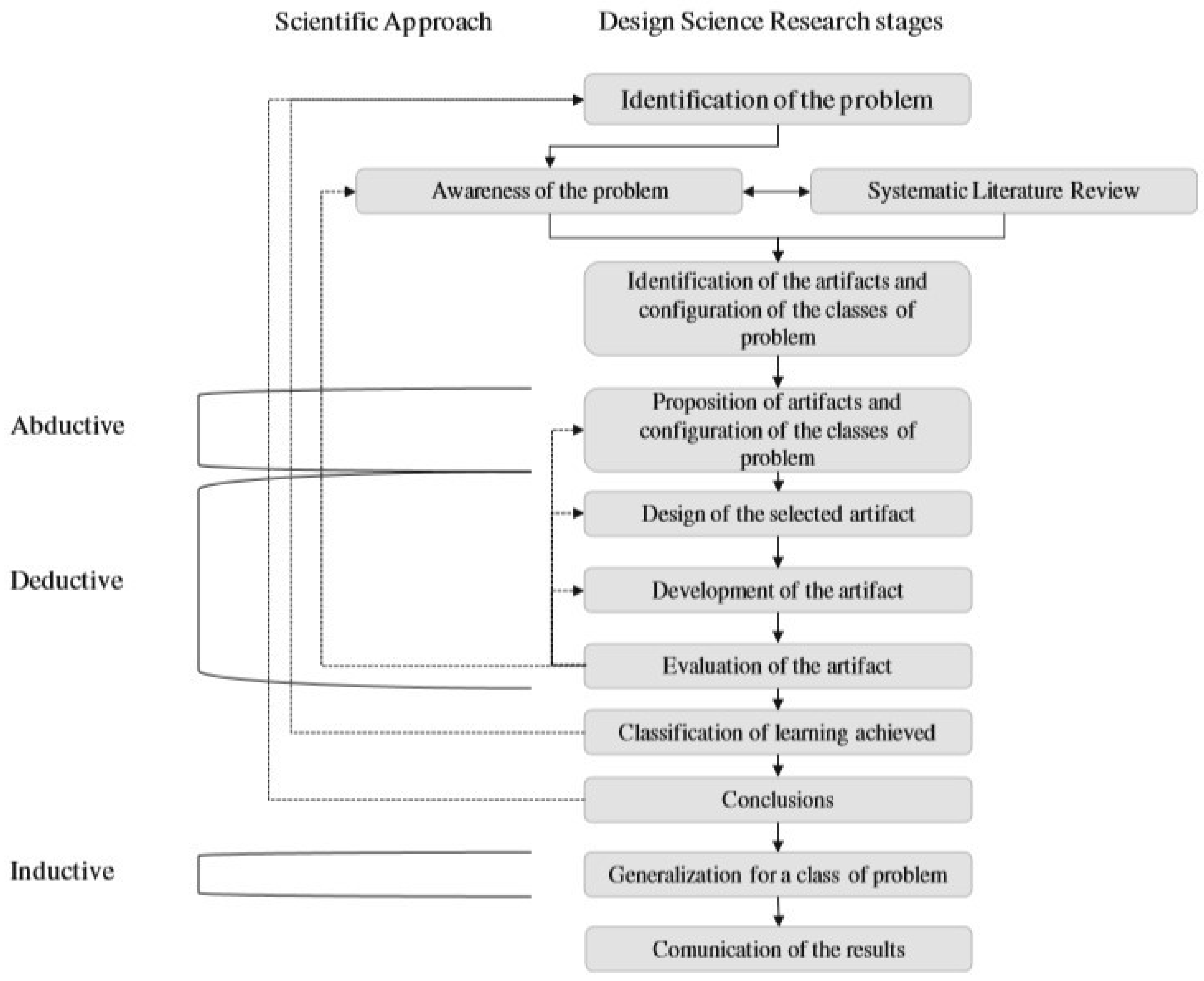
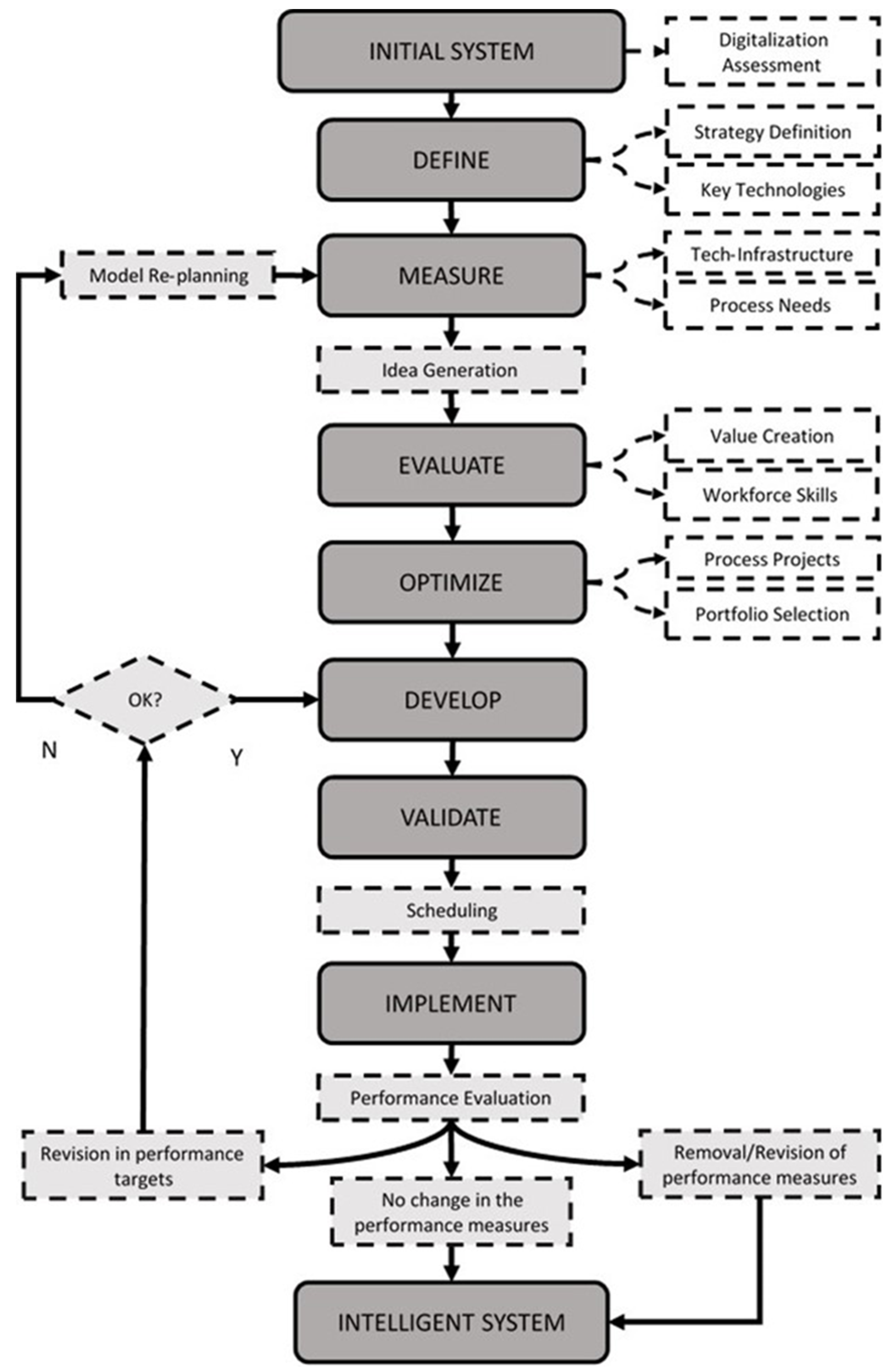
Steps (i) to (ii) have already been addressed and are encapsulated in the research question that this study seeks to address. Similarly, steps (iv) to (viii) have been executed, resulting in the creation of the flowchart depicted in
Figure 2. In this visualization, dashed blocks signify managerial actions or outputs, while solid blocks denote significant milestones achieved during the study.
Before embarking on Industry 4.0 implementation, the company must acknowledge the need to enhance and modernize its facilities, primarily in response to market demands. Typically, sustained declines in sales and profitability occur due to low production flexibility or insufficient product quality. Recognizing that the existing manufacturing system falls short of meeting market demands, the most viable solution is the adoption of Industry 4.0 technology. Once this realization is clear, the company should designate a team responsible for the digital transformation, with the primary anticipated outcome being a digitalization assessment [
37].
Subsequently, the company should define the project scope, identifying the systems and equipment slated for migration to intelligent alternatives. Simultaneously, it is required to specify which functions of the manufacturing system the transition should encompass, such as production control, quality control, and maintenance strategy. The transition must align with the company’s manufacturing priorities, be it cost reduction, dependability, flexibility, or quality improvement. Smart systems should offer solutions for efficiency, minimizing unexpected stoppages, facilitating rapid setups, and managing variability. Following the identification of strengths and weaknesses, manufacturing companies may establish collaboration agreements with technology providers [
35] or even with other manufacturing entities or competitors to gain scale in certain expensive technologies [
38]. The anticipated outcomes at this stage include strategic definitions and the identification of key necessary technologies.
The subsequent step involves assessing the expected performance of the new digitization process, encompassing strategic manufacturing indicators [
7] such as quality level, lead time, inventory, productivity, and efficiency. Additionally, strategic maintenance indicators [
1], like mean time to failure (MTBF) and mean time to repair (MTTR), should be measured. The anticipated outcomes of this step include the establishment of technological infrastructure and key process requirements to align with the manufacturing strategy.
Idea generation entails organizing available alternatives of new technologies that address and fulfill the previously identified process requirements. These generated ideas should adhere to technological constraints, align with the company’s economic capacity for investment, overcome risk analysis, and enable viable partnerships with technological suppliers [
38]. To fully understand the potential of new technologies, it is important to conduct a thorough review of the existing literature, both theoretically and practically. This involves examining successful real-world cases where these technologies have been partially applied. By doing so, we can identify the various possibilities that these technologies can offer and determine how they can be best utilized to achieve our goals.
Given a reasonable and consistent set of possibilities for new technology choices, the next step involves evaluating these options. One approach is to construct a tree-like structure for each evaluation, consisting of a top term defining the addressed technology and supporting dimensions that qualify it, such as delivery time, reliability, risk, price, installed base, and support services. Each dimension may further require sub-dimensions for a comprehensive explanation, like understanding reliability through aspects such as low failure rate, low repair time, or redundancy capacity. This hierarchical structure facilitates a thorough comparison of alternatives. To compare options, assign relative weights to dimensions, summing up to 100%, and evaluate each dimension of each alternative on a scale from 0 to 100%. This weighting leads to a quantitative ranking and qualitative segregation, distinguishing alternatives that surpass a minimum mark from those that do not. Complementing this evaluation is a qualitative phase where other qualifiers, such as benchmarking, conducted in existing facilities and choices made by leading companies, are chosen to support or corroborate the choice. The primary outcomes of this step include the amount and type of value creation for the manufacturing system and the workforce skills required for implementation.
Once the choices are defined, a process is designed to optimize results based on field learning. In this phase, the main goal is to update critical manufacturing and sampling processes, such as eventual bottlenecks or sources of variability that may be identified in the evaluation phase. Experiments, prototypes, and partial implementations are conducted to verify the feasibility of equipment updating, which may include retrofitting of critical machines [
39]. The results of parameter optimizations are recorded to develop, improve, and establish the new manufacturing process. A portfolio selection is organized to identify the process design most suited to the manufacturing system’s characteristics, considering economic, risk, and technological feasibility factors. The expected outcomes at this stage include process projects and portfolio selection.
In the development phase, suppliers provide a prototype system capable of emulating the real system. A random number generator facilitates numerous runs to simulate various possibilities and expected parameter variations. Suitable performance measurements help compare the emulated performance with real-time data. Simulated execution opens the door for further development, particularly in complex, intricate, or closed-loop relationships challenging to model without an empirical basis. Ideally, both the current and prototype systems operate simultaneously, with the current system responsible for real-time control and the under-development system activated but not directly connected to the shop floor. Adjustments are made until the output is optimized, allowing for command switching. A crucial metric for this phase is the percentage of time online, indicating how consistently the output of the under-development system aligns with the current system. When this metric surpasses a given target, like 80%, a definitive connection of the new system can be considered. Multiple executions may be necessary to validate development and to achieve perfect integration with other systems and the shop floor. Pilot testing reduces the expected failure rate and the risk of initial system collapse. The pilot installation involves a broad range of inputs to ensure consistent performance under expected process conditions. Any non-satisfactory executions prompt the identification and removal of root causes for failures. The failure rate, indicating failures per unit of time under nominal process conditions, is a suitable metric for this phase. When the failure rate exhibits a random pattern around a fixed average value, usually, the early failure phase concludes, and validation is no longer required.
The next step is scheduling, which involves creating a timeline for the ultimate start-up and follow-up phases. The timeline must consider the current manufacturing strategy and existing deliveries since the implementation phase typically requires production interruptions to replace obsolete equipment and install new ones. Following an established schedule, in the implementation phase, final tests are conducted, and the results are compared with the project’s nominal specifications. Contractual warranties are observed, and any differences in performance may lead to further negotiations. The pilot test transitions to a real scale, becoming a permanent implementation with control plans to monitor activities. After successfully implementing the new process, data are collected and compared with the results defined in the earlier phase to ensure the expected outcome. Operating procedures are documented and standardized, with a training plan to fine-tune the new, smart process quickly.
After overcoming initial transitory performance challenges and reaching a self-sustained level, a performance evaluation routine is established. Periodic reviews inspect and criticize the performance evaluation system. Indicators with minimal changes can be removed, while those requiring a substantial quantity of information should remain. New indicators addressing unexplored strategic aspects can be added. Periodic reviews also set new targets for key variables following process evolutions. Changing targets involves feedback loops to previous steps [
7].
It is worth noting that the guidelines allow for some flexibility. Given the continuous emergence of new technologies and methodologies, it is imperative to formulate guidelines that facilitate adaptation to evolving processes, encompassing alterations in raw materials, equipment, and operational conditions. To achieve this adaptability, consideration can be given to the implementation of a system that automatically triggers a review and potential adjustment of control limits in response to significant changes [
14]. Alternatively, a systematic approach involves regular updates and refinements to the fundamental algorithms, aiming to enhance precision and relevance [
40]. It is important that these flexible guidelines align rigorously with pertinent industry standards and regulations. Such alignment is not only pivotal for the maintenance of quality but also for the preservation of regulatory compliance [
14].
Finally, regarding data security concerns in the integration of SPC with Industry 4.0, attention must be given to the gathering and sharing of sensitive production data. Sensitive data can raise concerns about privacy, data security, and the possibility of unauthorized access [
41]. A strategic response to these concerns involves implementing cybersecurity measures such as access control [
42], encryption [
43], data masking, and anonymization [
44] using secure data transmission protocols [
45]. Additionally, it is crucial to adhere to established security regulations when implementing such types of measures [
41].
5. Application Example: Guidelines for an SSPC
SPC is an essential tool for manufacturing, enabling real-time monitoring and control of production processes to identify and rectify issues before they impact product quality. Traditional SPC relies on control charts and statistical tools to visualize process variations and detect anomalies. However, implementing and managing traditional SPC can be challenging, particularly in complex manufacturing environments [
46]. SSPCs offer a modern alternative, leveraging artificial intelligence (AI) and machine learning (ML) to automate tasks and provide deeper insights into production processes [
47]. It boasts several advantages over traditional SPCs, including (i) enhanced efficiency, as SSPC automates tedious tasks like data collection and analysis, freeing up personnel for higher-value activities [
48]; (ii) improved accuracy, as AI and ML identify problems with superior precision [
49]; and (iii) boosted visibility, as SSPC offers deeper insights into production processes, enabling more informed decision-making [
50].
SSPC signifies the integration of cutting-edge technologies, such as artificial intelligence (AI), natural language processing (NLP), and machine learning (ML), into conventional SPC frameworks. This transformative approach not only facilitates real-time monitoring and analysis of production processes but also endows the system with predictive capabilities and adaptive control, thereby contributing to overall operational excellence in advanced manufacturing [
41]. The importance of incorporating advanced technologies is particularly pronounced in advanced manufacturing systems, ensuring heightened quality, minimized defects, and enhanced overall efficiency [
14].
The utilization of AI, NLP, and ML assumes a pivotal role in enhancing the interpretative capacities of data. These technologies play a significant role in proactive decision-making and continuous improvement within manufacturing operations, aiding in the identification of patterns and anomalies [
51]. Notably, NLP facilitates improved communication with existing SPC systems, allowing users to interact through natural language commands, thereby enhancing user-friendliness and accessibility for individuals without extensive technical expertise [
52]. Consequently, the collaborative integration of traditional SPC methodologies with smart technologies establishes a dynamic framework that ensures the integrity of production processes and cultivates a responsive and adaptive manufacturing environment [
28].
An SSPC encompasses a real-time monitoring function [
27], wherein AI algorithms analyze data from the process, enabling immediate detection of variations or anomalies [
53]. Additionally, SSPC incorporates predictive analytics skills provided by ML procedures, anticipating potential issues before they manifest and thereby saving time, preserving profits, and ensuring better overall performance [
54]. Another distinguishing feature of SSPC is its proficiency in pattern recognition within production data, foreseeing unexpected trends and identifying erratic or compromising behavior [
55]. Moreover, SSPC embraces adaptive control abilities, dynamically adjusting process parameters based on real-time data analysis. Lastly, SSPC often integrates advanced data visualization techniques, presenting graphical representations that are instrumental in comprehending complex patterns and trends.
5.1. Guidelines for the Implementation
As an illustration of the idea, a framework with general guidelines for transitioning from conventional SPC to Smart SPC has been developed. The transition process adheres to a sequence of steps and activities, progressively automating, enhancing flexibility, and incorporating smart features into the production system at each step [
6]. To initial advances in digitization technologies, exploring low-level steps is essential, ensuring that each step is carefully navigated for the company to assimilate the transition fully. Ref. [
2] stresses the importance of understanding production processes, evaluating current management practices, continually monitoring and analyzing the process, and ensuring the integration of production management data. The model is built upon two fundamental components: enterprise resource planning (ERP) and cyber-physical system (CPS).
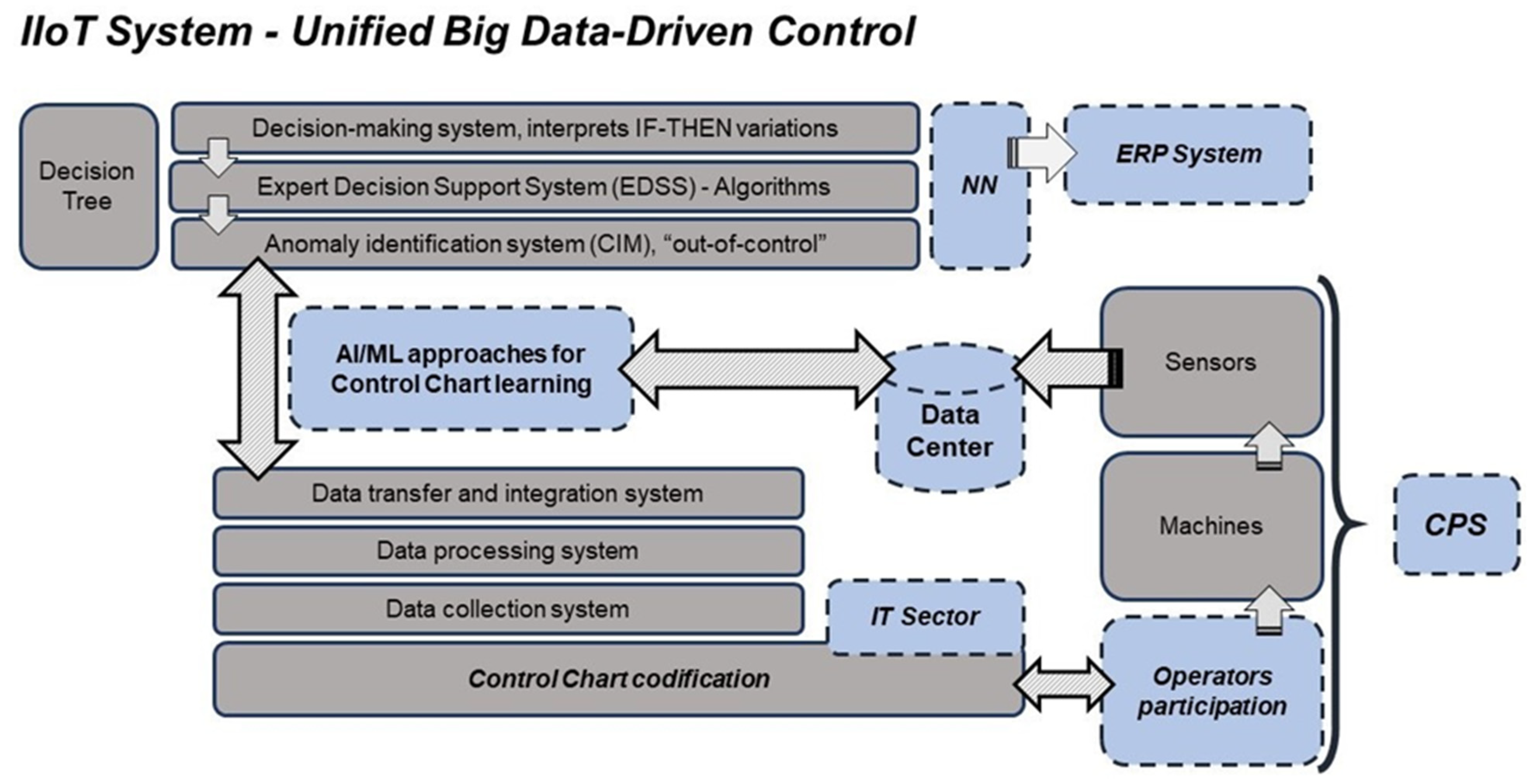
Figure 3 depicts an adapted representation of the proposed model.
The ERP system assumes a supportive role in decision-making within manufacturing operations, focusing on identifying part failures or machine wear. Decision-making relies on algorithms and a structure built on data from the production process, where the information is analyzed to formulate concepts for specific scenarios. AI and ML techniques contribute to improving the efficiency and automation of decision-making models derived from intelligent data [
9]. The operator’s interaction with digital interfaces is a crucial aspect of this process. Human-specific decisions must be supported by a centralized platform overseeing decentralized and autonomous assets. This structure enables controlled interventions that smart assets cannot independently execute [
19]. Decisions are organized into tree-like structures that model and predict system behavior, establishing connections between causes and effects. This structure provides context instructions and supports the development of routine operational activities through continuous information sharing [
8]. In the realm of business intelligence, data are systematically collected to measure key performance indicators and generate accessible dashboard views for operators and managers. Neural networks organize these data and report them to the ERP, seamlessly integrating them into corporate applications. The system effectively communicates results through spreadsheets and graphics [
4].
The CPS encompasses sensors, machines, and operators. Data collected from sensors are systematically organized in a data center to fuel artificial intelligence and machine learning procedures. This step involves the interaction among manufacturing resources in physical space, the transfer and storage of data from machines and the shop floor in the cloud, and the physical communication with cybernetics and vice versa. Analytical technologies transform sensor data from critical components into valuable information used for equipment health management and process monitoring. Following this, operations technology introduces a series of decisions and actions based on information derived from collaborative machine–machine data, contributing to the learning system in three modes: (1) self-aware, (2) self-predict, (3) self-configure, and (4) self-compare [
20].
Datasets are acquired through sensors integrated into the production line, tailored to the specific type and specifications of the process. Essential for converting these data into meaningful information is specific algorithms designed for equipment health management and forecasting applications, facilitating the machine’s self-awareness. In the realm of Cyberspace, machines need to be interconnected to form a network that allows for self-comparison. Appropriate infographics are necessary to organize the received data and transfer acquired knowledge to users effectively. Feedback from Cyberspace should be shared with the physical aspect, serving as support for supervision and corrective and preventive decision-making by humans [
56].
The integration of the human factor with the CPS demands the establishment of precise and reliable data acquisition methods. In light of this, operators focus on monitoring to diagnose, advise, or prevent non-value-added activities. At the cyber level, the system should assist in decision-making and optimizations based on acquired knowledge, acting as a supervision system [
57]. Developing human capacities for this system requires evaluating the competencies of the company’s employees. Therefore, employing qualified human resources is crucial to ensure the continuity of the new system, providing the company with multi-skilled employees [
58].
Finally, the IT sector plays a crucial role in the transition from conventional SPC to Smart SPC. Two fundamental activities are necessary. Initially, a well-defined governance strategy, with employees trained to participate in the development of this concept. Next, an assessment of the existing infrastructure, such as hardware, software, and IoT, among others, ensures a secure transition [
58]. Thus, the IT department must derive operational data and coordinate them with the managerial demands of production and with the workers involved in the process that uses these [
4].
Investments can contribute to IT infrastructure (hardware and software), connecting the factory end to end and favoring autonomous data exchange, horizontal and vertical integration, and high-speed networks [
9]. In addition, systems for Cybersecurity must be considered to guarantee the integrity and quality of company data that are being shared by networks connected to the internet and stored in the cloud [
59]. This topic remains a data security challenge when adopting a powerful cloud-computing platform [
18].
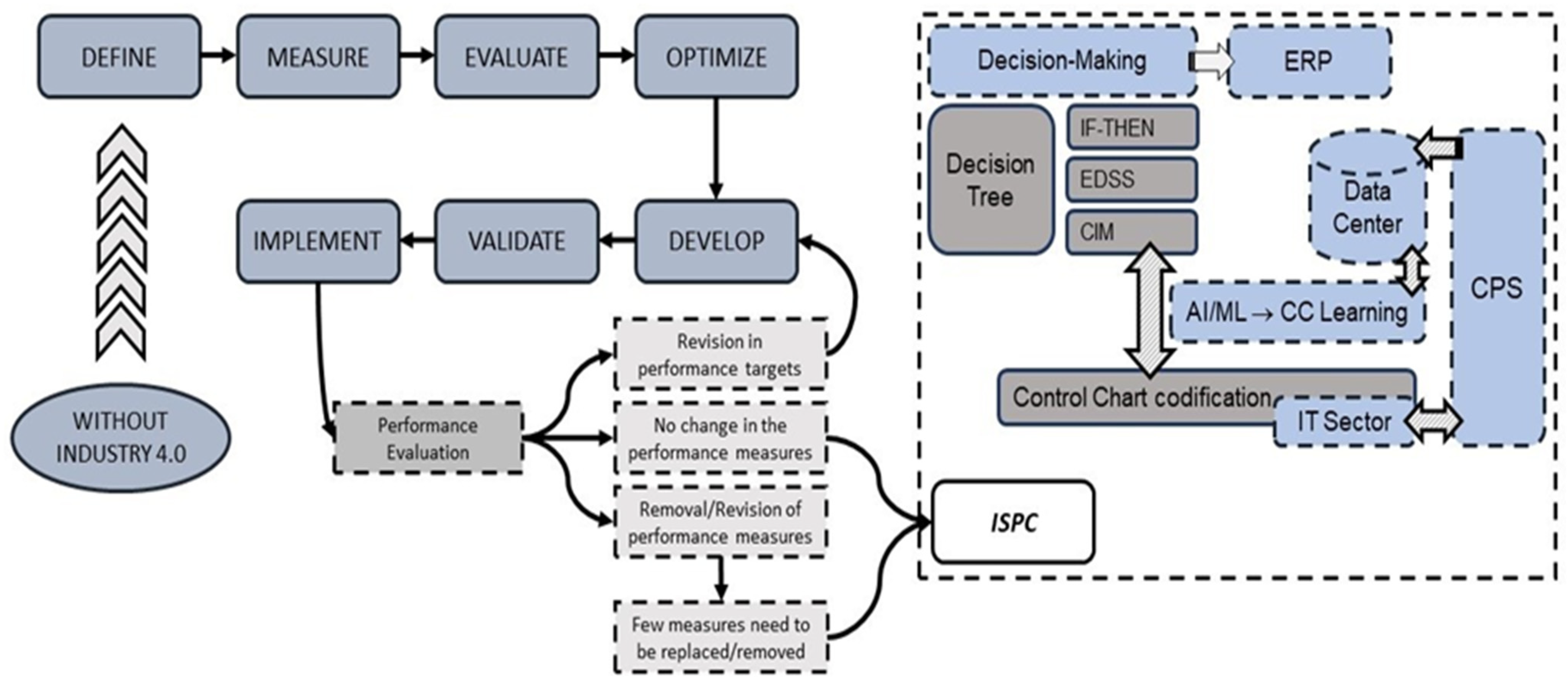
The findings were consolidated into a final conceptual model supported by the two original models that outline a general structure, ranging from assessing the company’s readiness for adopting new technologies to the process of implementing Smart SPC. Therefore, the insights from this research have contributed to the development of the conceptual model illustrated in
Figure 4.
The presented model delineates the comprehensive cycle for implementing the Smart SPC concept. Initially, the absence of Industry 4.0-enabling technologies necessitates the monitoring of items in the process. Following this, we assess the software requirements for controlling process quality indicators. This assessment leads to the conceptual evaluation of the model and the identification of optimization needs. Practical application development becomes imperative, with validation occurring through tests derived from the implementation, thereby measuring its performance. These tests are important to prevent eventual bottlenecks and major source of errors in the process. If the model necessitates revisions to measurement targets, it reverts to the development phase; otherwise, it progresses to the “automation” phase, whether maintaining its status quo or requiring minor adjustments. This phase involves instilling intelligence to empower the model to detect process variations and automatically suggest/execute adjustments using Industry 4.0-enabling technologies.
The coding of the Smart SPC model (or IntelliSPC—ISPC) involves the IT sector programming the control chart and integrating it with a CPS model from a data center. The process of making it “intelligent” for variation assessment, scenario prediction, and automatic process adjustments based on monitored item analyses is accomplished through artificial intelligence systems. Simply put, the control chart learns to adapt according to the monitored scenario. As a result, the analysis and decision-making process follows a streamlined decision tree model or more robust models composed of CIM, EDSS, and IF-THEN systems. Following this, the integration of the Smart SPC model into an ERP system enables managerial action analysis, facilitating data visualization through dashboards that observe the model’s variations, trends, and actions.
5.2. Expected Results of the Implementation
The smart SPC model underwent validation through an online interview with operational managers and questionnaires distributed to implementation specialists. The online interview served as a means to identify needs and clarify managers’ queries regarding the use of Smart SPC. Managers emphasized the importance of a systematic procedure in the transition process to Smart SPC. Regarding the questionnaire for specialists, it evaluated the processes and technologies of Industry 4.0 applied in Smart SPC. Shared via email and LinkedIn, the questionnaire included key questions to determine the respondent’s experience in a specific subject. It focused on the impact of Smart SPC on the IT department’s production process. The questions were:
How can operators (production and maintenance) interpret data from Smart SPC? Are they responsible for defining actions, or is this interpretation carried out by the analysis and diagnosis machine/program?
What additional tasks can be integrated into the interaction between the physical (operators) and the digital? How does this activity relate to product quality control?
How can managers (production and maintenance) analyze data provided by the ERP System? What is the optimal metric for quantification?
Can another visualization and integration system (one or more systems connected with the company’s ERP) of the data be considered?
Regarding data security, how can a Cloud Security system be incorporated?
This study involved thirteen respondents, with six providing responses for the first part of the questionnaire (
Table 1) and seven for the second part (
Table 2). As it is a qualitative focus group, not a survey, the number of respondents is satisfactory. All respondents completed higher education in engineering or computer science bachelor. All the sampled participants are experienced practitioners in production and manufacturing management, working as managers in largely automated plants located at a metalworking industrial cluster in Brazil.
In the first group of responses, excerpts were extracted regarding suggestions on a specific issue. Regarding the first item, it emphasizes that the operator should follow the algorithm-provided data and perform controlled interventions. The second item stresses that the integration between the system and simulation enhances the quality of CPS environments. For the third item, the provided data must be related to the characteristics and performance of the process, ensuring easy interpretation. In the fourth item, the centralization of information is underscored, meaning that results and actions should be consolidated in a single program. The fifth item emphasizes utilizing the intranet for data sharing. However, when shared with other companies, it suggests employing robust cryptography. The questions were:
Can operators contribute to coding and programming the control chart by explaining the process’s functionality?
Is a decision tree system adequate for analyzing and interpreting process anomalies? What level of robustness is required for this decision-making system?
If the system needs to be more robust, the following questions arise: (a) Does “IF-THEN” logic programming replace the decision tree? (b) Does programming an expert decision support system (EDSS) using algorithms constitute a more robust system than the decision tree? (c) Regarding the system’s structure, how can data be transferred to a graphical user interface (GUI)? How can operators in computer integrated manufacturing (CIM) analyze the data?
Are there other concepts that can be integrated into any of these data analysis and decision-making systems? How would the implementation occur?
Can AI or ML learn the control chart? Or can another learning system be developed? How would the implementation take place?
In the second group of respondents, the main highlighted topics were extracted. The sixth item underscores the necessity of operators’ involvement in constructing the Smart SPC model due to their profound understanding of the production process. The seventh item acknowledges the sufficiency of decision trees while recommending the development of more resilient systems. The eighth item underscores the importance of considering process characteristics. The ninth item aligns with the proposed Smart SPC model’s concepts. The last item confirms the feasibility of the learning process with AI, ML, and NN concepts. Thus, based on the results of the questionnaire, the general Smart SPC model aligns with its concept and practical application guidelines.
Measuring a process’s maturity or its digitization stage lacks a one-size-fits-all approach. However, for companies venturing into this realm, it is important to assess whether initial signs are contributing to a more robust implementation or transformation of Industry 4.0 concepts. Certain classifications are indispensable in the evaluation, such as identifying equipment, technologies, processes, and relationships among key variables of the processes.
Considering such a scenario, a comprehensive understanding of the processes is imperative. Initiating the definition of the project scope involves describing the existing equipment and related technologies, including connections, the level of automation, and potential interconnections. Evaluating whether the process is modular is essential for classifying its criticality and direct relationships. It is noteworthy that modular processes ease pilot applications without significant impacts on final production. However, it is advisable to digitize certain process-interfering steps simultaneously selectively. A crucial determination is outlining the objectives intended for improvement through digitization, which should serve as a guiding principle for all subsequent decisions and applications.
6. Final Remarks, Implications, and Future Research
Examining the historical progression of manufacturing system technology, three fundamental measures—quality, productivity, and cost—are commonly employed, interconnected, and integrated. However, the initial industrial revolutions predominantly prioritized measuring productivity over the other two parameters [
18]. This study offers insights into assessing the current state, process control, and transitioning to Smart SPC. Building upon a model proposed by [
15], a literature review helped to structure a model and define guidelines for the transition from SPC to Smart SPC. The presented model evaluates process quality concerning both product and machinery, encompassing analysis, interpretation, and decision-making for interventions and quality enhancements. The model’s validation involved interviews and questionnaires to gather feedback from subject matter experts.
This research makes valuable contributions to the fields of Industry 4.0, quality management, condition-based maintenance literature, and industrial management. It amalgamates quality and maintenance concepts influenced by Industry 4.0 technologies, showcasing the practicality of applying digital technologies to Smart SPC. Consequently, it advances the concept of smart manufacturing by integrating autonomous and self-adjusting control into the process. Despite studies on the fourth industrial revolution dating back to 2011, there still needs to be more potential for further research.
In terms of managerial contributions, this study provides guidelines for managers to implement the Smart SPC model in the industrial sector. The model’s adaptability to various contexts and types of production processes, derived from different studies and validated by specialists from diverse fields, underscores its versatility. However, adjustments are essential to align the model with the specific realities of each company.
This study has limitations. Firstly, this research primarily focuses on the initial stage of implementing SSPC. Future studies could delve into the long-term implications, challenges, and benefits of sustained integration to provide a comprehensive understanding of SSPC’s effectiveness over time. Additionally, the study exclusively concentrates on manufacturing activities, neglecting the service sector, where smart systems are increasingly relevant. Future investigations should explore the applicability and impact of Smart SPC in service-oriented industries, contributing to a more holistic understanding of its potential across various domains. Other fields of application of SSPC could be agro-industrial and mining activities, in which new technologies have rapidly advanced, as explored, respectively, in [
60] and [
61]. Moreover, the proposed model, while theoretically robust, flexible, and adaptable, requires practical validation in real-world applications to ensure its effectiveness. Subsequent research endeavors should focus on implementing the model in diverse industrial settings, allowing for the observation of its performance under varied conditions and unforeseen challenges. Future studies should also explore the model’s applicability across different manufacturing contexts. It is important to evaluate the alignment of the proposed Smart SPC model with Quality 4.0 and its contribution to integrating Industry 4.0 and quality management. In accordance with findings of [
18], cybersecurity remains a challenging issue. It calls for exploration of models that address data security in networked environments. While this research provides initial guidelines, further revisions and applicability analyses should be conducted in future studies. Synthesizing, the primary limitations of this study include (i) focusing only on the initial stage of the implementation of an SSPC and (ii) focusing only on manufacturing activities, excluding service, which is also a relevant realm to implement smart systems. For further research, it would be beneficial to develop a real-world application whose feedback could enhance results and refine the method.


 and
and 





{kind=link}
{kind=link}
{kind=link}
{kind=link}