
Reactive Sintering of Al2O3–Y3Al5O12 Ceramic Composites Obtained by Direct Ink Writing


 and
and
Abstract
:1. Introduction
2. Materials and Methods
2.1. Suspension and Paste Preparation
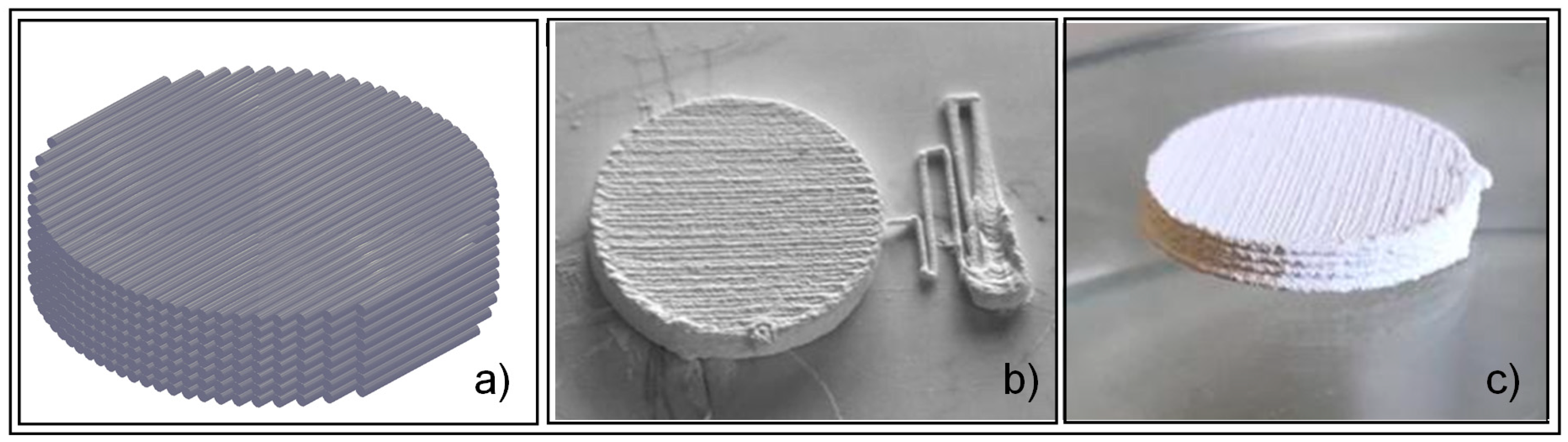
2.2. Al2O3–Y2O3 Samples Preparation by DIW
2.3. Characterization of Alumina–YAG Printed Samples
3. Results
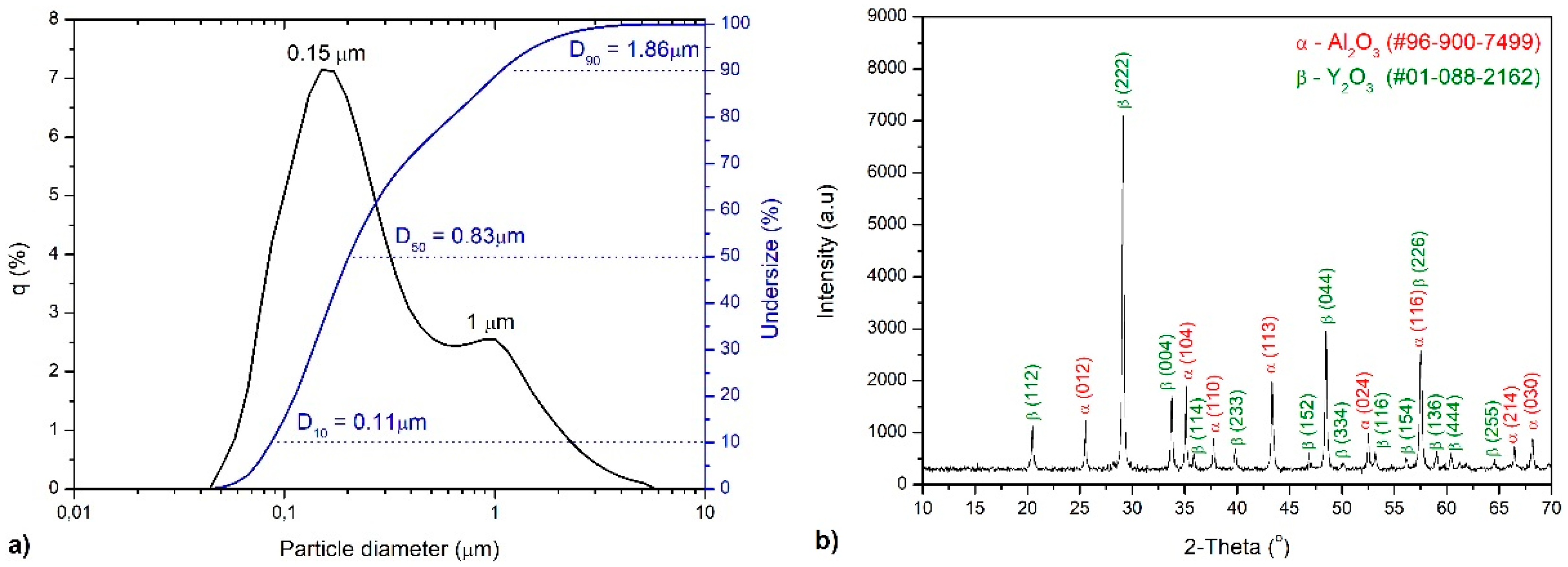
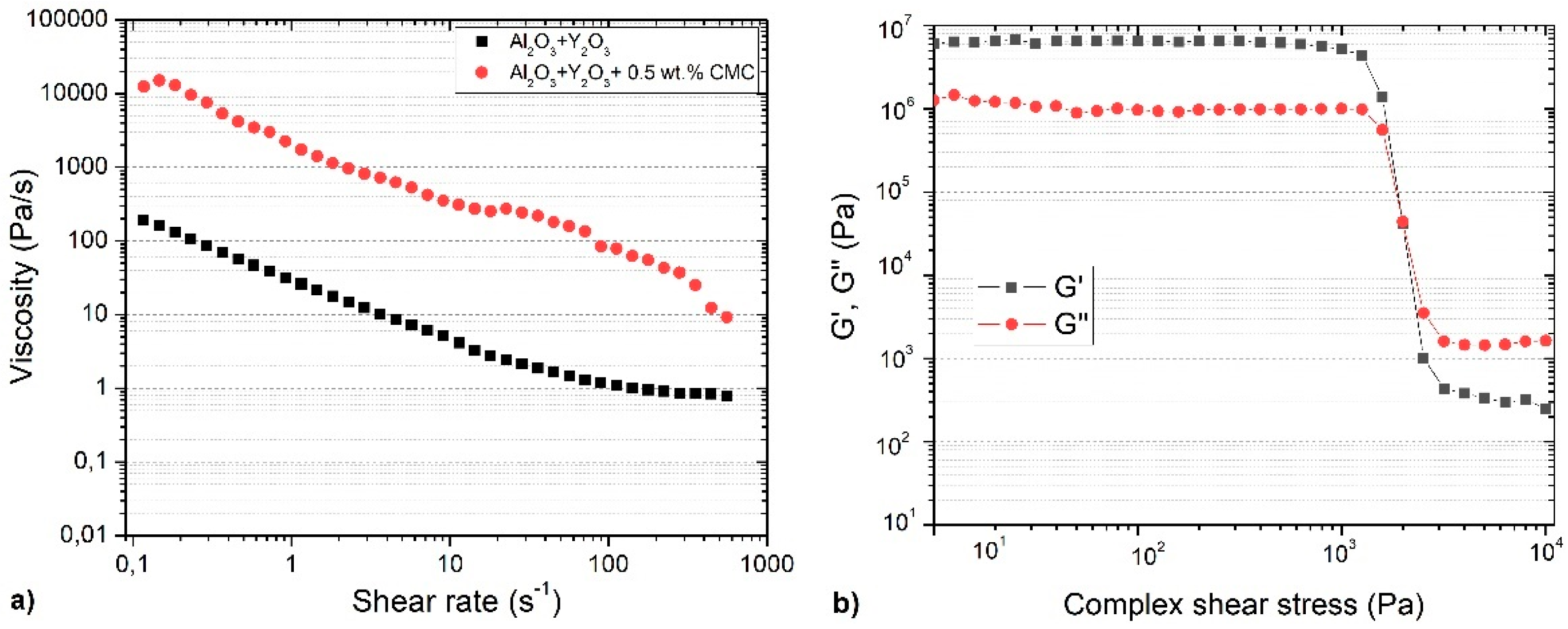
3.1. Characterization of the Powder’s Mixture and Rheological Behaviour of the Inks
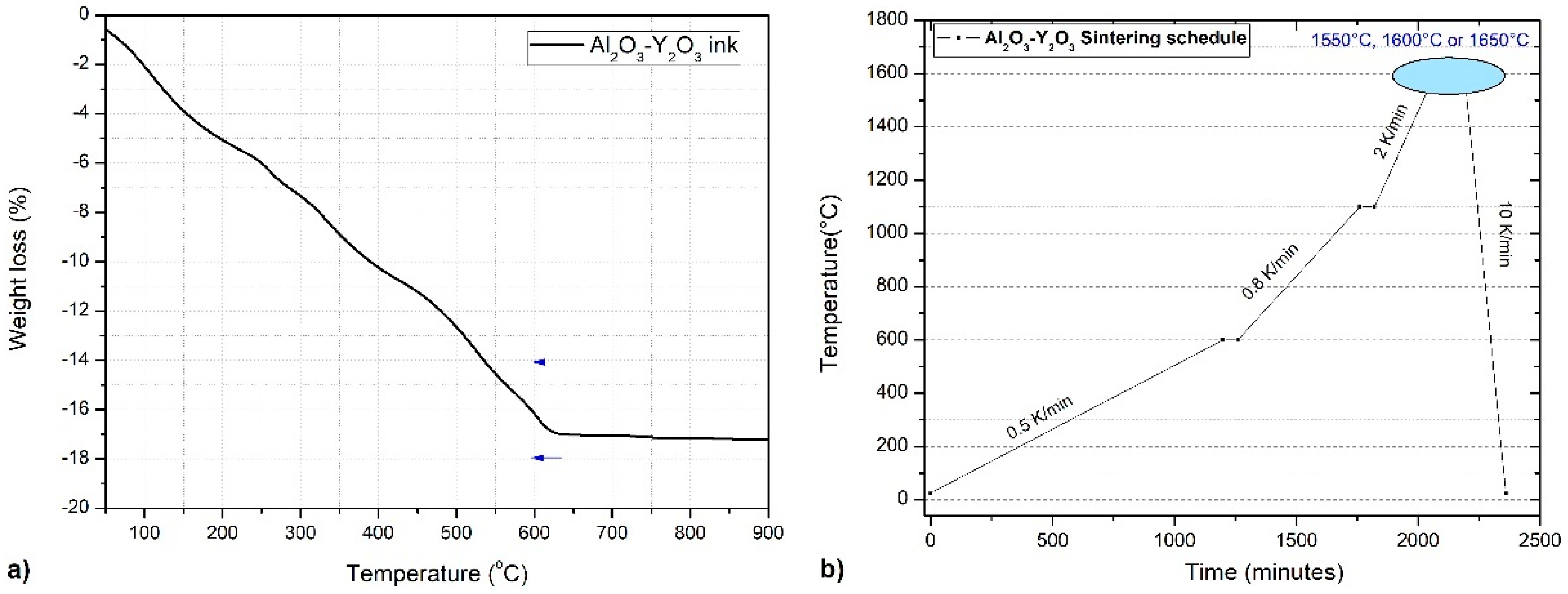
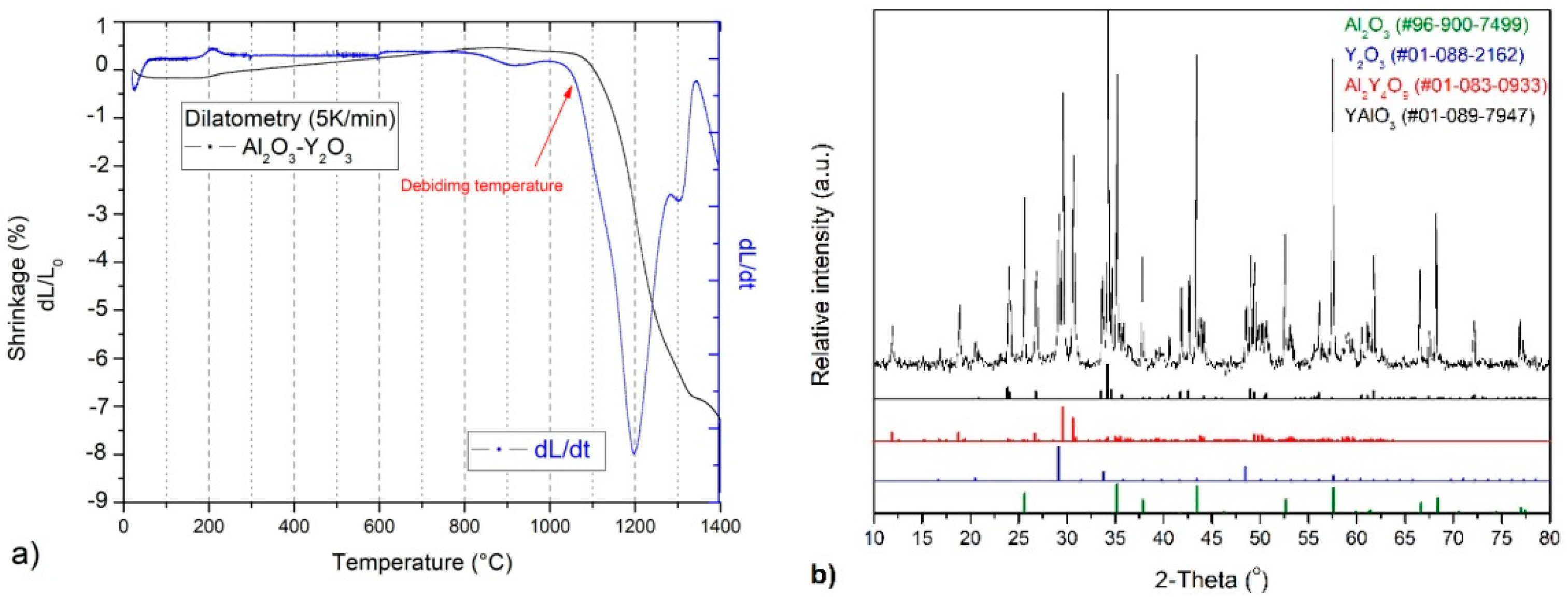
3.2. Thermal Analysis
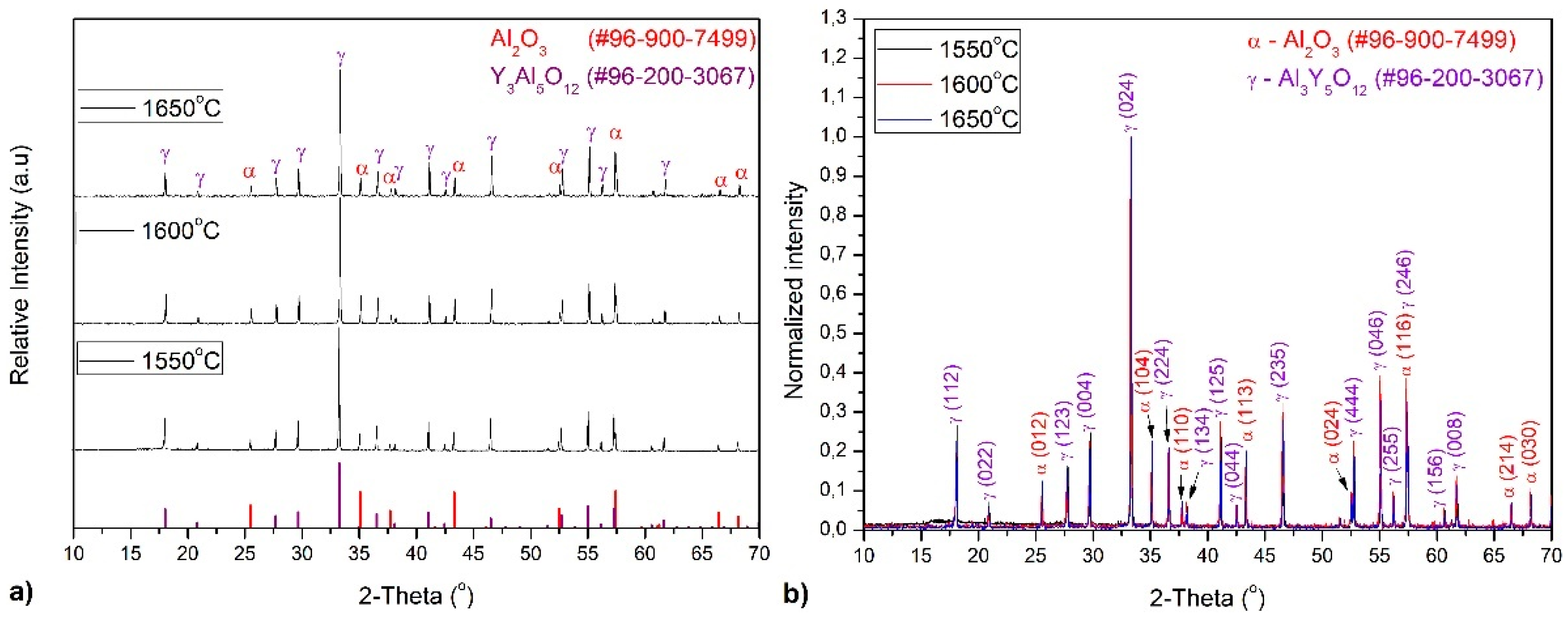
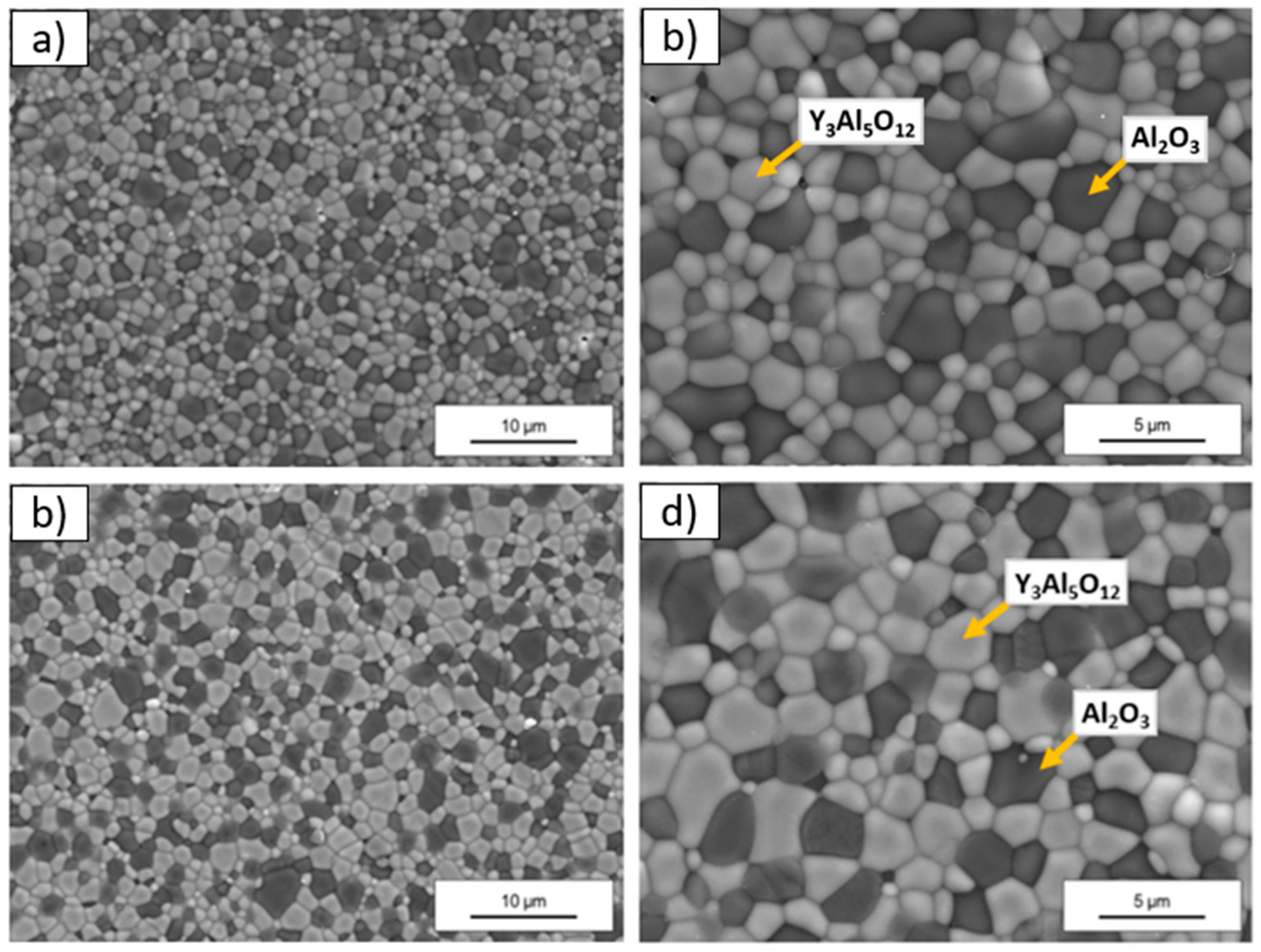
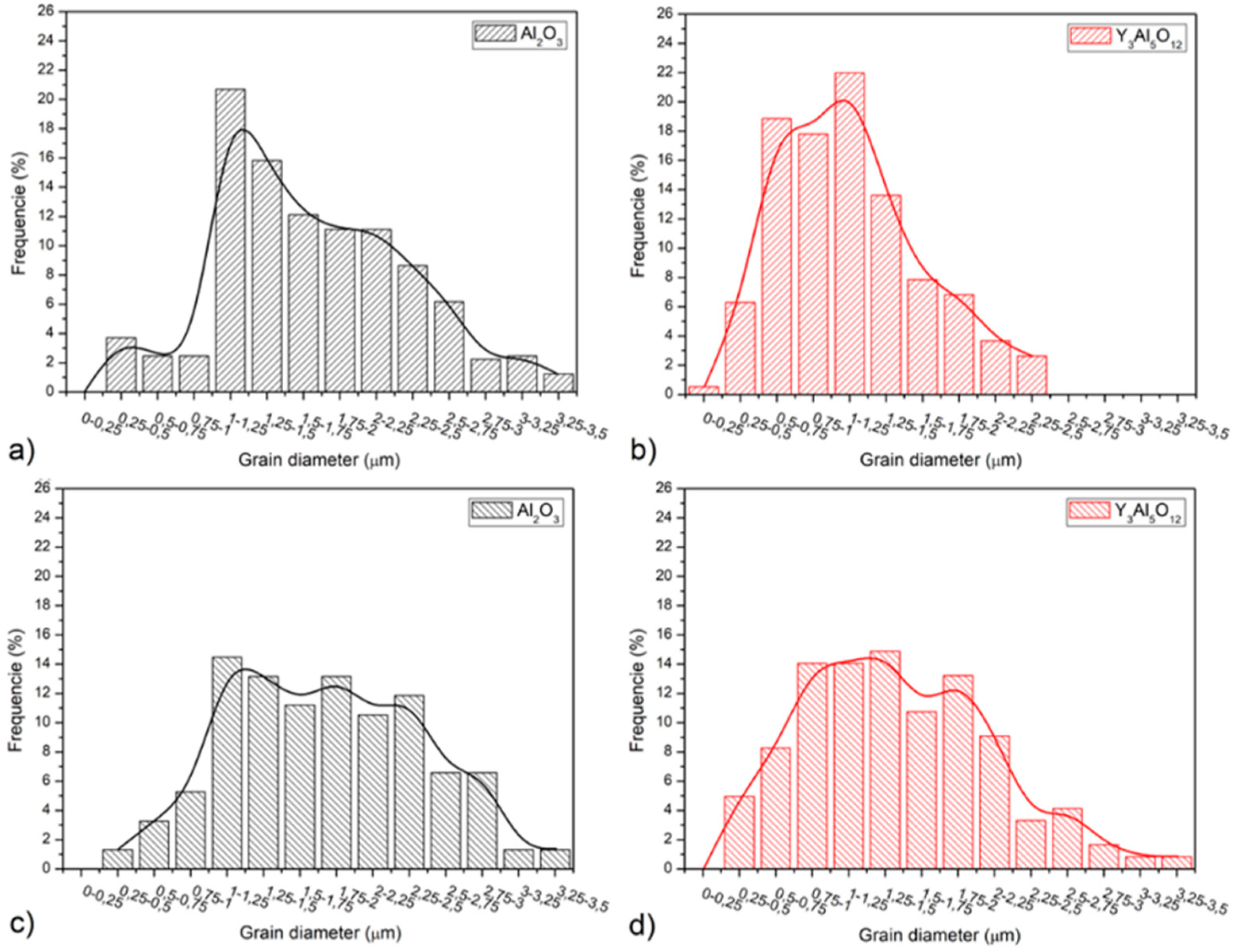
3.3. Characterization of the Sintered Samples
4. Discussion
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Acknowledgments
Conflicts of Interest
References
- Dörre, E.; Hubner, H. Alumina: Processing, Properties, and Applications; Springer: Berlin, Germany, 1984; ISBN 3540135766/9783540135760. [Google Scholar]
- Ruys, A.J. Alumina Ceramics: Biomedical and Clinical Applications; Woodhead Publishing: Oxford, UK, 2019. [Google Scholar]
- Prathumwan, R.; Subannajui, K. Fabrication of a ceramic/metal (Al2O3/Al) composite by 3D printing as an advanced refractory with enhanced electrical conductivity. RSC Adv. 2020, 10, 32301–32308. [Google Scholar] [CrossRef]
- Chakravarty, D.; Bysakh, S.; Muraleedharan, K.; Rao, T.N.; Sundaresan, R. Spark plasma sintering of magnesia-doped alumina with high hardness and fracture toughness. J. Am. Ceram. Soc. 2008, 91, 203–208. [Google Scholar] [CrossRef]
- Yang, S.; Yang, S.; Zhu, Y.; Fan, L.; Zhang, M. Flash Sintering of dense alumina ceramic discs with high hardness. J. Eur. Ceram. Soc. 2022, 42, 202–206. [Google Scholar] [CrossRef]
- Xia, Z.; Li, L. Understanding interfaces and mechanical properties of ceramic matrix composites. Adv. Ceram. Matrix Compos. 2014, 1, 267–285. [Google Scholar] [CrossRef]
- Sommer, F.; Landfried, R.; Kern, F.; Gadow, R. Mechanical properties of zirconia toughened alumina with 10–24 vol% 1.5 mol% Y-TZP reinforcement. J. Eur. Ceram. Soc. 2012, 32, 3905–3910. [Google Scholar] [CrossRef]
- Zadorozhnaya, O.Y.; Khabas, T.A.; Kamyshnaya, K.S.; Kutugin, V.A.; Malykhin, S.E. Effects of sintering curves on microstructure, physical and mechanical properties and on low temperature degradation of zirconia-toughened alumina. J. Eur. Ceram. Soc. 2021, 41, 274–281. [Google Scholar] [CrossRef]
- Korte, C.; Franz, B. Reaction kinetics in the system Y2O3/Al2O3—A solid state reaction forming multiple product phases investigated by using thin film techniques. Solid State Ionics 2021, 368, 115699. [Google Scholar] [CrossRef]
- Liu, B.; Li, J.; Ivanov, M.; Liu, W.; Liu, J.; Xie, T.; Zhuo, S.; Pan, Y.; Guo, J. Solid-state reactive sintering of Nd:YAG transparent ceramics: The effect of Y2O3 powders pretreatment. Opt. Mater. 2014, 9, 1591–1597. [Google Scholar] [CrossRef]
- Mah, T.; Parthasarathy, T.A.; Matson, L.E. Processing and Mechanical Properties of Al2O3/Y3Al5O12 (YAG) Eutectic Composite. Ceram. Eng. Sci. Proc. 1990, 11, 1617–1627. [Google Scholar] [CrossRef]
- Yoshida, H.; Nakamura, A.; Sakuma, T.; Nakagawa, N.; Waku, Y. Anisotropy in high-temperature deformation in unidirectionally solidified eutectic Al2O3–YAG single crystals. Scr. Mater. 2001, 45, 957–963. [Google Scholar] [CrossRef]
- Ochiai, S.; Ueda, T.; Sato, K.; Hojo, M.; Waku, Y.; Nakagawa, N.; Sakata, S.; Mitani, A.; Takahashi, T. Deformation and fracture behavior of an Al2O3/YAG composite from room temperature to 2023 K. Compos. Sci. Technol. 2001, 61, 2117–2128. [Google Scholar] [CrossRef]
- Paneto, F.J.; Pereira, J.L.; Lima, J.O.; Jesus, E.J.; Silva, L.A.; Sousa Lima, E.; Cabral, R.F.; Santos, C. Effect of porosity on hardness of Al2O3–Y3Al5O12 ceramic composite. Int. J. Refract. Met. Hard Mater. 2015, 48, 365–368. [Google Scholar] [CrossRef]
- Peng, E.; Zhang, D.; Ding, J. Ceramic Robocasting: Recent Achievements, Potential, and Future Developments. Adv. Mater. 2018, 30, 1–14. [Google Scholar] [CrossRef]
- Fu, Z.; Freihart, M.; Wahl, L.; Fey, T.; Greil, P.; Travitzky, N. Micro- and macroscopic design of alumina ceramics by robocasting. J. Eur. Ceram. Soc. 2017, 37, 3115–3124. [Google Scholar] [CrossRef]
- Lakhdar, Y.; Tuck, C.; Binner, J.; Terry, A.; Goodridge, R. Additive manufacturing of advanced ceramic materials. Prog. Mater. Sci. 2021, 116, 100–736. [Google Scholar] [CrossRef]
- Rueschhoff, L.; Costakis, W.; Michie, M.; Youngblood, J.; Trice, R. Additive Manufacturing of Dense Ceramic Parts via Direct Ink Writing of Aqueous Alumina Suspensions. Int. J. Appl. Ceram. Technol. 2016, 13, 821–830. [Google Scholar] [CrossRef]
- Scheithauer, U.; Schwarzer, E.; Richter, H.J.; Moritz, T. Thermoplastic 3D printing—An additive manufacturing method for producing dense ceramics. Int. J. Appl. Ceram. Technol. 2015, 12, 26–31. [Google Scholar] [CrossRef]
- Schlordt, T.; Schwanke, S.; Keppner, F.; Fey, T.; Travitzky, N.; Greil, P. Robocasting of alumina hollow filament lattice structures. J. Eur. Ceram. Soc. 2013, 33, 3243–3248. [Google Scholar] [CrossRef]
- Zhang, G.; Carloni, D.; Wu, Y. 3D printing of transparent YAG ceramics using copolymer-assisted slurry. Ceram. Int. 2020, 46, 17130–17134. [Google Scholar] [CrossRef]
- Rodriguez-Carvajal, J. FULLPROF: A Program for Rietveld Refinement and Pattern Matching Analysis. In Abstracts of the Satellite Meeting on Powder Diffraction of the XV Congress of the IUCr; International Union of Crystallography (IUCr): Toulouse, France, 1990; p. 127. [Google Scholar]
- Baltazar, J.; Torres, P.M.C.; Dias-de-Olveira, J.; Pinho-da-Cruz, J.; Gouveia, S.; Olhero, S. Influence of filament patterning in structural properties of dense alumina ceramics printed by robocasting. J. Manuf. Process. 2021, 68, 569–582. [Google Scholar] [CrossRef]
- Ganesh, I.; Sundararajan, G.; Olhero, S.M.; Torres, P.M.C.; Ferreira, J.M.F. A novel colloidal processing route to alumina ceramics. Ceram. Int. 2010, 36, 1357–1364. [Google Scholar] [CrossRef]
- Lau, M.; Morgenstern, F.; Hübscher, R.; Knospe, A.; Herrmann, M.; Döring, M.; Lippmann, W. Image Segmentation Variants for Semi-Automated Quantitative Microstructural Analysis with ImageJ. Pract. Metallogr. 2020, 57, 752–775. [Google Scholar] [CrossRef]
- Casellas, D.; Ràfols, I.; Llanes, L.; Anglada, M. Fracture toughness of zirconia–alumina composites. Int. J. Refract. Met. Hard Mater. 1999, 17, 11–20. [Google Scholar] [CrossRef]
- Nan, B.; Olhero, S.; Pinho, R.; Vilarinho, P.M.; Button, T.W.; Ferreira, J.M.F. Direct ink writing of macroporous lead-free piezoelectric Ba0.85Ca0.15Zr0.1Ti0.9O3. J. Am. Ceram. Soc. 2019, 102, 3191–3203. [Google Scholar] [CrossRef]
- M’Barki, A.; Bocquet, L.; Stevenson, A. Linking Rheology and Printability for Dense and Strong Ceramics by Direct Ink Writing. Sci. Rep. 2017, 7, 1–10. [Google Scholar] [CrossRef]
- Abell, J.S.; Harris, I.R.; Cockayne, B.; Lent, B. An investigation of phase stability in the Y2O3-Al2O3 system. J. Mater. Sci. 1974, 9, 527–537. [Google Scholar] [CrossRef]
- Maca, K.; Pouchlý, V.; Bodišová, K.; Švančárek, P.; Galusek, D. Densification of fine-grained alumina ceramics doped by magnesia, yttria and zirconia evaluated by two different sintering models. J. Eur. Ceram. Soc. 2014, 34, 4363–4372. [Google Scholar] [CrossRef]
- Miranzo, P.; Tabernero, L.; Moya, J.S.; Jurado, J.R. Effect of Sintering Atmosphere on the Densification and Electrical Properties of Alumina. J. Am. Ceram. Soc. 1990, 73, 2119–2121. [Google Scholar] [CrossRef]
- Zhang, X.; Liang, S.; Zhang, P.; Zhao, T.; Bai, Y.; Bao, C.G.; Yang, J.F.; Qiao, G.J. Fabrication of Transparent Alumina by Rapid Vacuum Pressureless Sintering Technology. J. Am. Ceram. Soc. 2012, 95, 2116–2119. [Google Scholar] [CrossRef]
- Mamoun, A.; Epicier, T.; Gros, H.; Fantozzi, G. Microstructural study of a MgO-doped alumina-based ceramic. Mater. Chem. Phys. 1992, 32, 169–176. [Google Scholar] [CrossRef]
- Olhero, S.M.; Ganesh, I.; Torres, P.M.C.; Alves, F.J.; Ferreira, J.M.F. Aqueous colloidal processing of ZTA composites. J. Am. Ceram. Soc. 2009, 92, 9–16. [Google Scholar] [CrossRef]
- Olhero, S.M.; Ferreira, J.M.F. Influence of particle size distribution on rheology and particle packing of silica-based suspensions. Powder Technol. 2004, 139, 69–75. [Google Scholar] [CrossRef]
- De Souza Lima, E.; Louro, L.H.L.; De Freitas Cabral, R.; De Campos, J.B.; De Avillez, R.R.; Da Costa, C.A. Processing and characterization of Al2O3-yttrium aluminum garnet powders. J. Mater. Res. Technol. 2013, 2, 18–23. [Google Scholar] [CrossRef] [Green Version]
- Lima, E.S.; Itaboray, L.M.; Santos, A.P.O.; Santos, C.; Cabral, R.F. Mechanical Properties Evaluation of Al2O3-YAG Ceramic Composites. Mater. Sci. Forum 2015, 820, 239–243. [Google Scholar] [CrossRef]









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Al2O3 (CT-3000, ALMATIS) | Y2O3 (Fine, H.C.Starck) | ||
|---|---|---|---|
| Chemical Composition (%) | |||
| Al2O3 | 99.8 | Y2O3 | 99.9 |
| Na2O | 0.03 | Al2O3 | <0.03 |
| MgO | 0.040 | Fe2O3 | 0.015 |
| SiO2 + CaO + Fe2O3 | 0.045 | Ca (ppm) | <0.5 |
| Specific surface area (m2/g) | 7.80 | 12.8 | |
| Density (g/cm3) | 3.98 | 5.01 | |
| Sintering Condition | Relative Density (%) | Hardness (GPa) | c/a | Fracture Toughness (MPa·m1/2) |
|---|---|---|---|---|
| 1550 °C for 2 h | 83.7 ± 0.8 | 11.6 ± 0.64 | -- | -- |
| 1600 °C for 2 h | 95.4 ± 0.4 | 14.2 ± 0.27 | 2.21 ± 0.11 | 3.34 ± 0.22 |
| 1650 °C for 2 h | 96.5 ± 0.5 | 14.5 ± 0.25 | 2.15 ± 0.09 | 3.54 ± 0.21 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Baltazar, J.; Alves, M.F.R.P.; dos Santos, C.; Olhero, S. Reactive Sintering of Al2O3–Y3Al5O12 Ceramic Composites Obtained by Direct Ink Writing. Ceramics 2022, 5, 1-12. https://doi.org/10.3390/ceramics5010001
Baltazar J, Alves MFRP, dos Santos C, Olhero S. Reactive Sintering of Al2O3–Y3Al5O12 Ceramic Composites Obtained by Direct Ink Writing. Ceramics. 2022; 5(1):1-12. https://doi.org/10.3390/ceramics5010001
Chicago/Turabian StyleBaltazar, Joana, Manuel Fellipe Rodrigues Pais Alves, Claudinei dos Santos, and Susana Olhero. 2022. "Reactive Sintering of Al2O3–Y3Al5O12 Ceramic Composites Obtained by Direct Ink Writing" Ceramics 5, no. 1: 1-12. https://doi.org/10.3390/ceramics5010001
APA StyleBaltazar, J., Alves, M. F. R. P., dos Santos, C., & Olhero, S. (2022). Reactive Sintering of Al2O3–Y3Al5O12 Ceramic Composites Obtained by Direct Ink Writing. Ceramics, 5(1), 1-12. https://doi.org/10.3390/ceramics5010001