
Analysis of the Formed Protective Layer Inhibiting Alkali Corrosion in Aluminosilicate Refractory Castables




Abstract
:1. Introduction
2. Materials and Methods
3. Results
3.1. Chemical and Mineral Composition of Castables
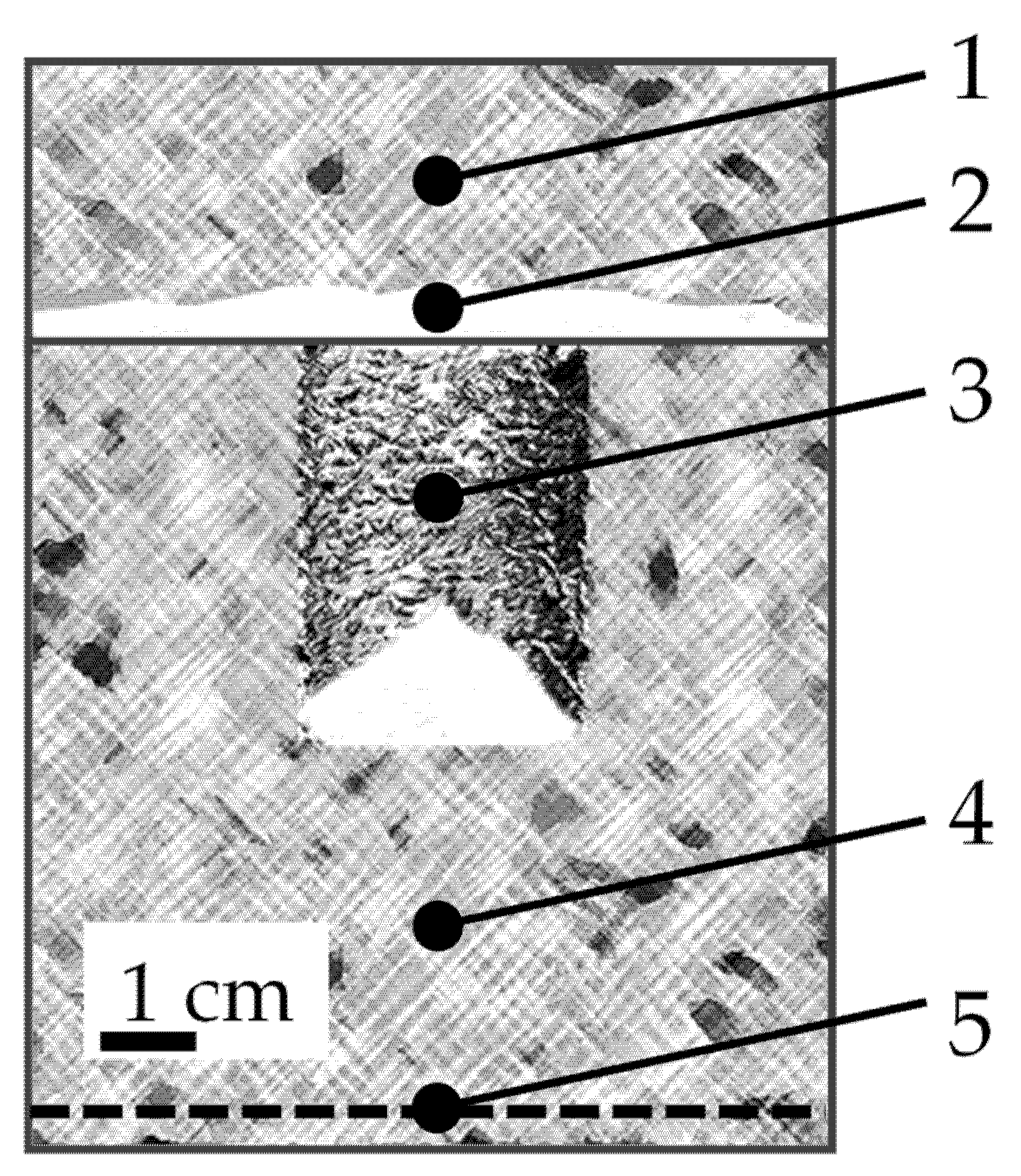
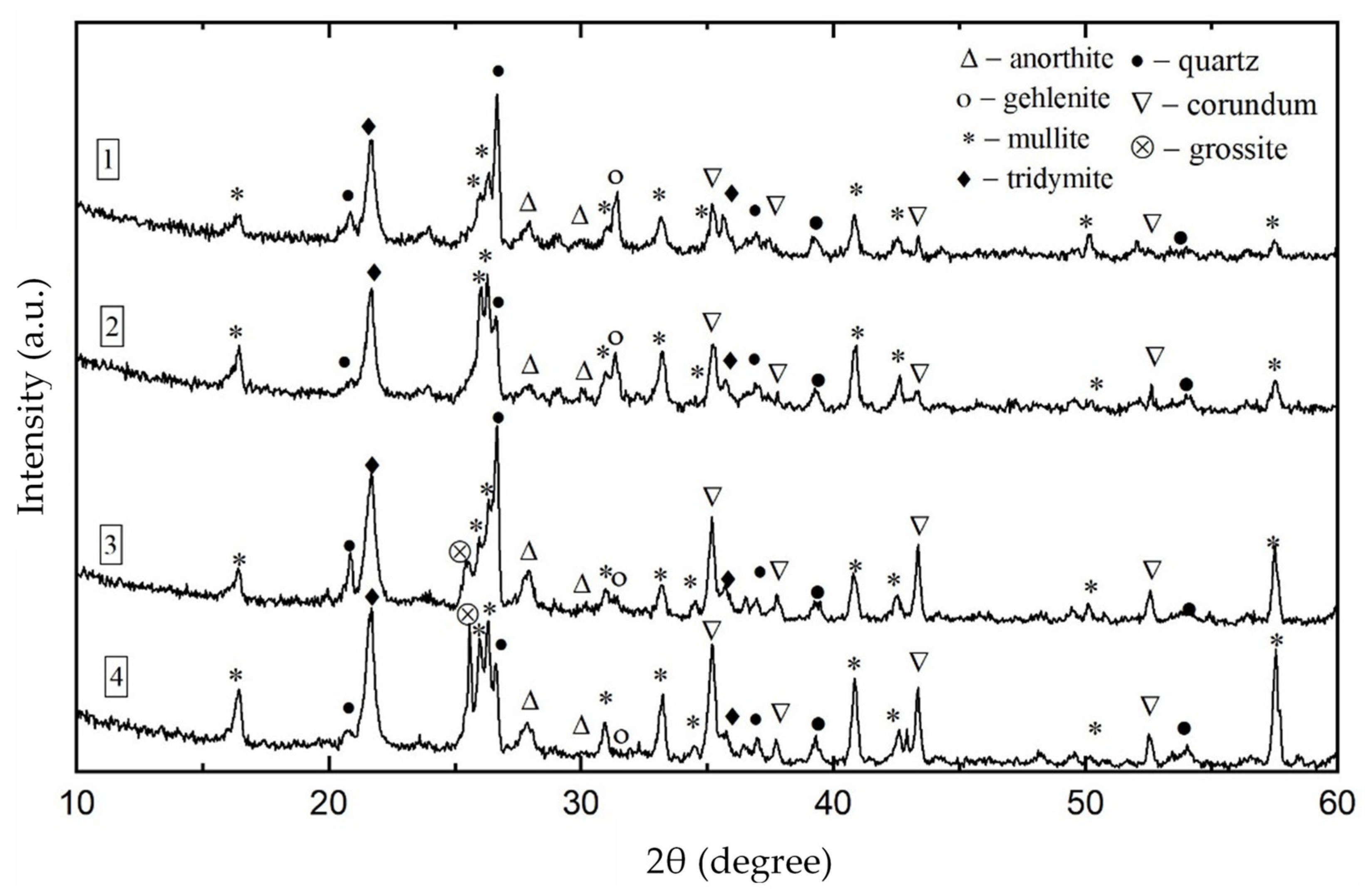
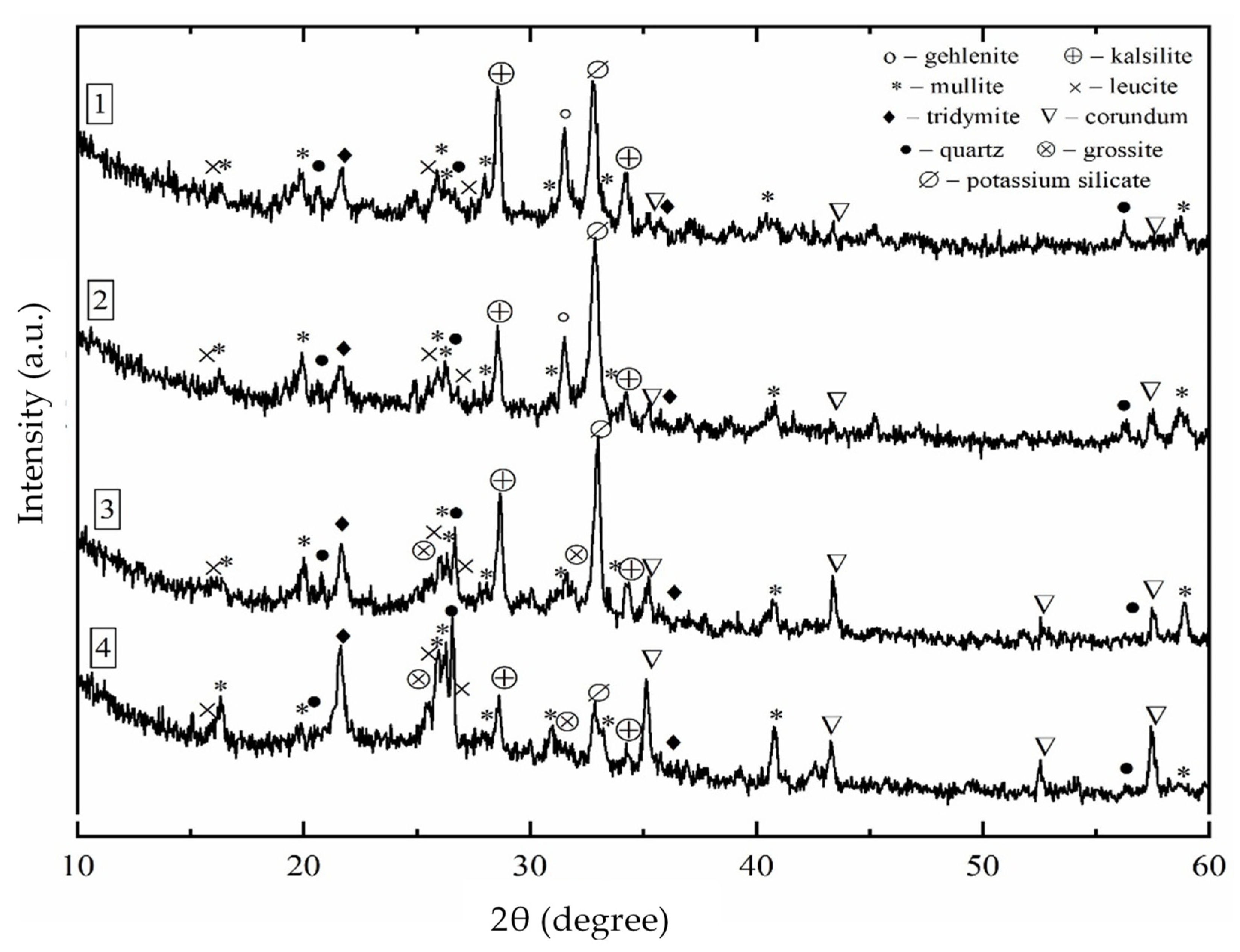
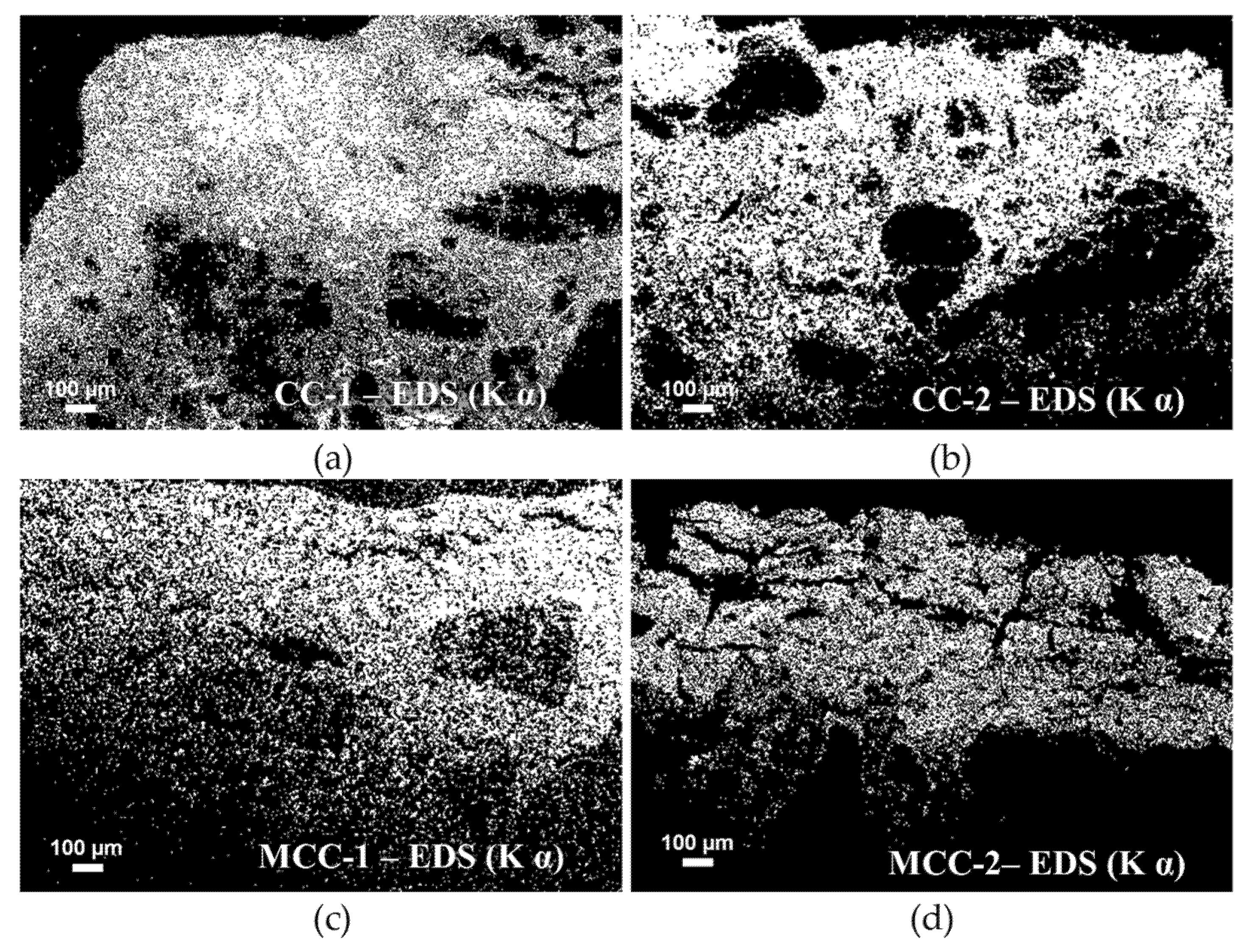
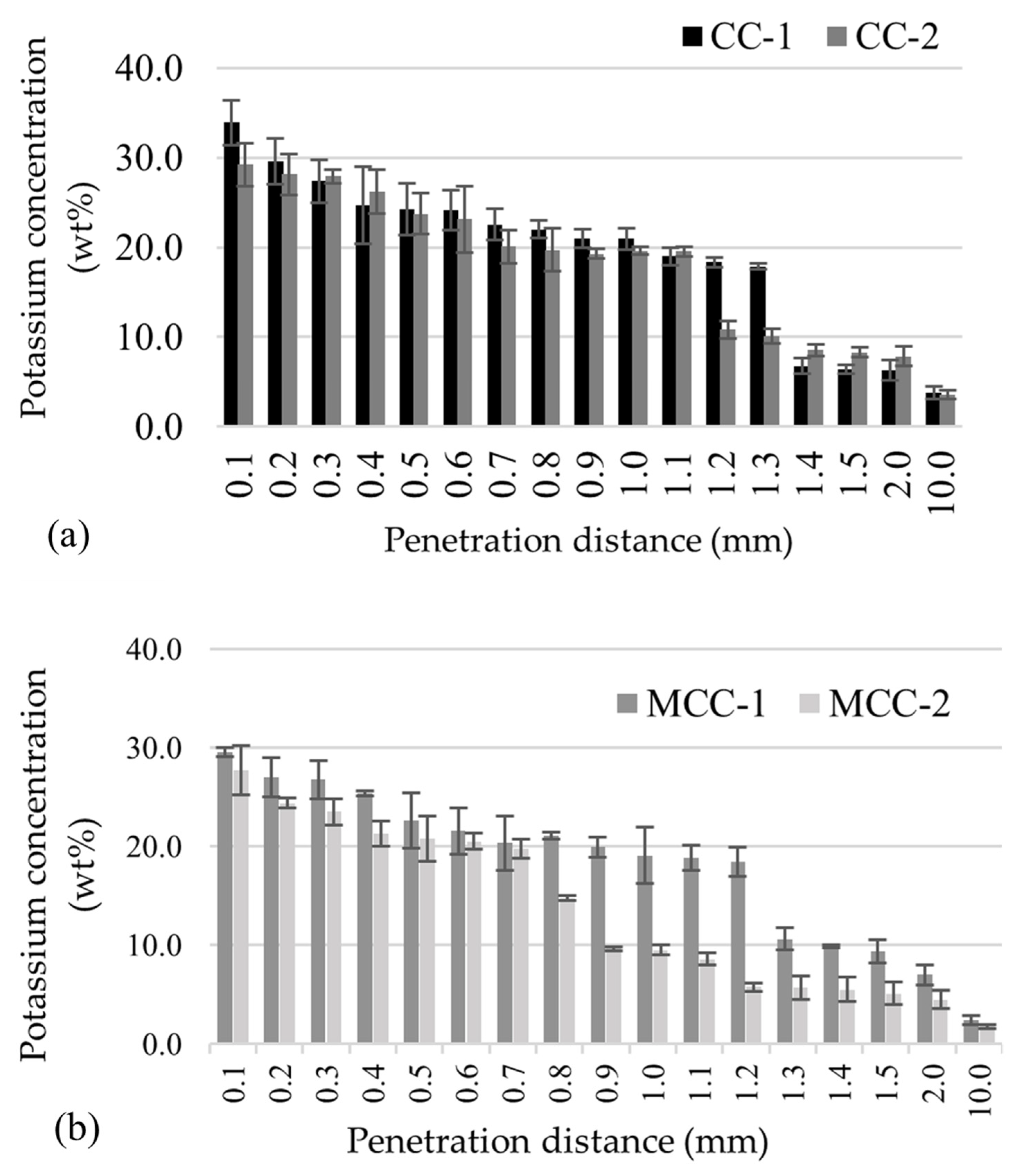
3.2. XRD, SEM, and EDS Analyses of the Surface Layer of a Castable Specimen after Three Cycles of Alkali Attack
3.3. Porosity Tests
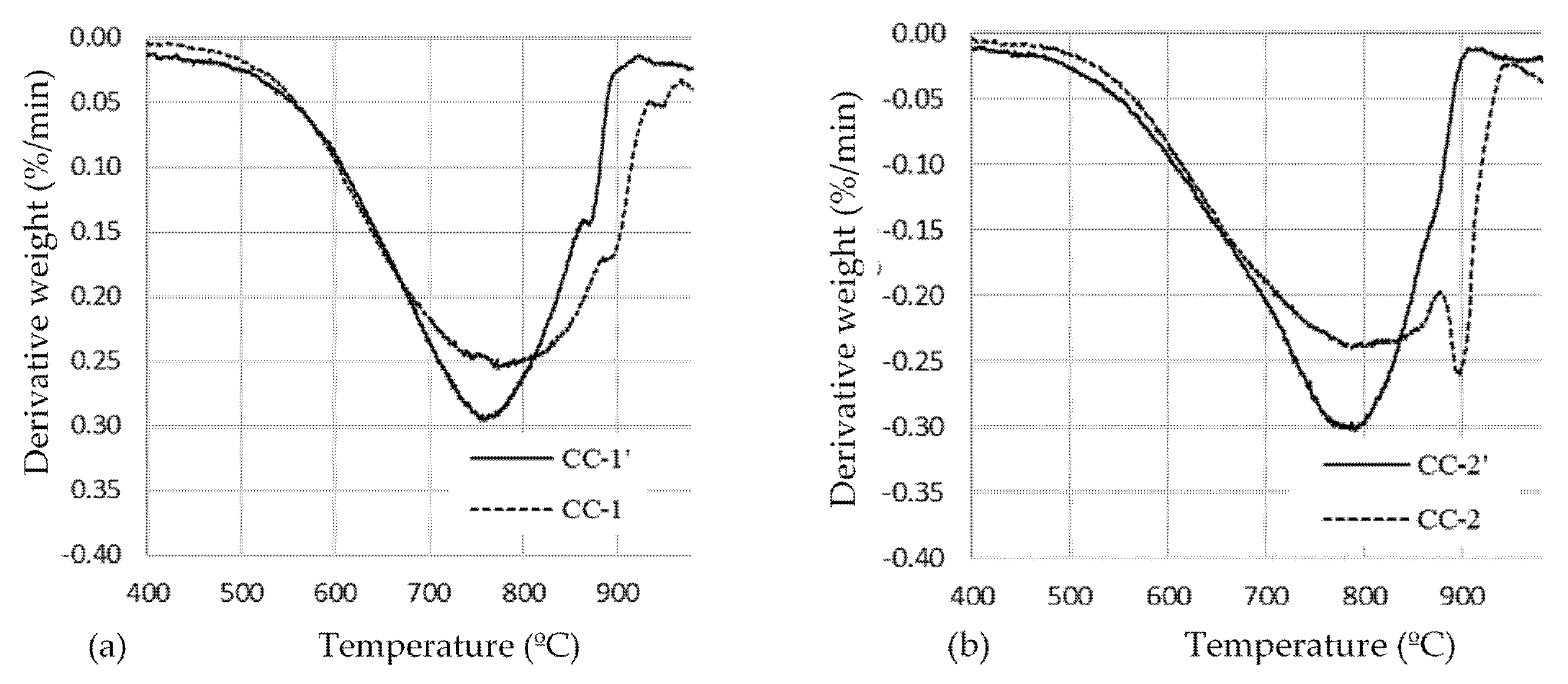
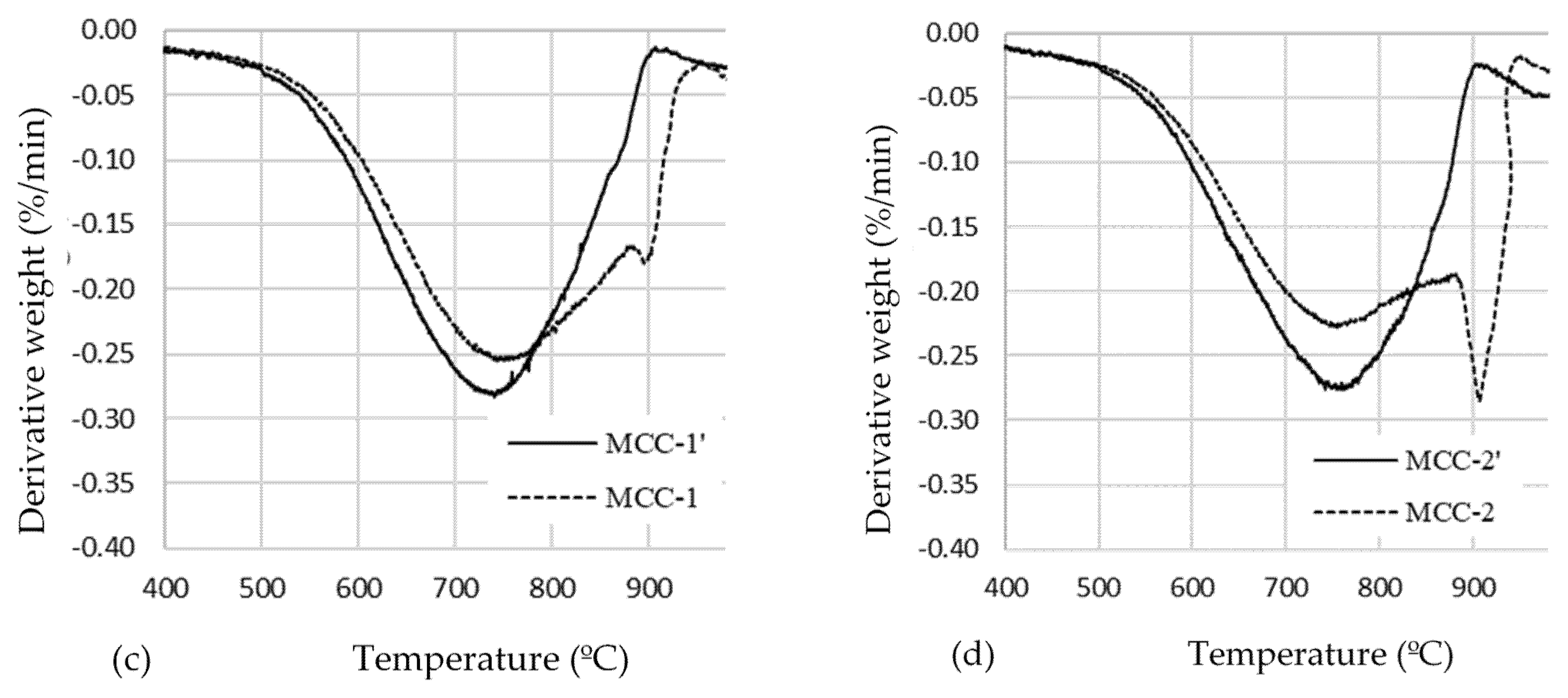
3.4. DTG Test Results of Mix of K2CO3 and Castable Powder
4. Discussion
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Baxter, L.L.; Miles, T.R.; Miles, T.R., Jr.; Jenkins, B.M.; Milne, T.; Dayton, D.; Bryers, R.W.; Oden, L.L. The behavior of inorganic material in biomass-fired power boilers: Field and laboratory experiencies. Fuel Proc. Techn. 1998, 54, 47–78. [Google Scholar] [CrossRef]
- Jenkins, B.M.; Baxter, L.L.; Miles, T.R., Jr.; Miles, T.R. Combustion properties of biomass. Fuel Proc. Techn. 1998, 54, 17–46. [Google Scholar] [CrossRef]
- Zevenhoven–Onderwater, M.; Backman, R.; Skrifvars, B.J.; Hupa, M. The ash chemistry in fluidised bed gasification of biomass fuels. Part I: Predicting the chemistry of melting ashes and ash–bed material interaction. Fuel First 2001, 80, 1489–1502. Available online: http://users.abo.fi/mzevenho/portfolj/publikationer/refereed%20papers/Fuel%202001b.pdf (accessed on 15 January 2022). [CrossRef]
- Klinger, W.; Weber, W.; Zimmermann, H. Application concepts of shaped and unshaped refractories for combustion plants. In Proceedings of the Unified International Technical Conference on Refractories (UNITECR), Dresden, Germany, 18–21 September 2007; pp. 440–443. [Google Scholar]
- Antonovič, V.; Szczerba, J.; Kerienė, J.; Stonys, R.; Boris, R. Refractory materials for biofuel boilers. In Frontiers in Bioenergy and Biofuels; Jacob-Lopes, E., Zepka, L.Q., Eds.; InTech: Rijeka, Croatia, 2017; pp. 443–464. [Google Scholar]
- Mahapatra, M.K. Review of corrosion of refractory in gaseous environment. Int. J. Appl. Ceram. Technol. 2020, 17, 606–615. [Google Scholar] [CrossRef]
- Tassot, P.; Webb-Janich, M.; Hawecker, M. New refractory solutions for the cement industry. In Proceedings of the Unified International Technical Conference on Refractories (UNITECR), Osaka, Japan, 19–22 October 2003; pp. 35–38. [Google Scholar]
- Schlegel, E. Evaluation of phase diagrams with regard to the alkali corrosion of refractories. In Proceedings of the XVIth International Conference on Refractories, Prague, Czech Republic, 14–15 May 2008; pp. 23–30. [Google Scholar]
- Stjernberg, J.; Olivas-Ogaz, M.A.; Antti, M.L.; Ion, J.C.; Lindblom, B. Laboratory scale study of the degradation of mullite/corundum refractories by reaction with alkali–doped deposit materials. Ceram. Int. 2013, 39, 791–800. [Google Scholar] [CrossRef]
- Madej, D.; Szczerba, J. Fundamental investigations on the high temperature corrosion of ZrSiO4–containing andalusite refractories in cement kiln preheater. J. Eur. Ceram. Soc. 2016, 36, 875–883. [Google Scholar] [CrossRef]
- Li, N.; Vainio, E.; Hupa, L.; Hupa, M.; Zabetta, E.C. Interaction of high Al2O3 refractories with alkaline salts containing potassium and sodium in biomass and waste combustion. Energy Fuels 2018, 32, 12971–12980. [Google Scholar] [CrossRef]
- Carlborg, M.; Boström, D.; Öhman, M.; Backman, R. Reactions between ash and ceramic lining in entrained flow gasification of wood–exposure studies and thermodynamic considerations. In Proceedings of the 21 European Biomass Conference and Exhibition, Copenhagen, Denmark, 3–7 June 2013; pp. 446–449. [Google Scholar]
- Brosnan, D.A. Corrosion of refractories: Chapter 3. In Refractories Handbook; USA CRC Press, Taylor and Francis Group: Boca Raton, FL, USA, 2004; pp. 79–108. [Google Scholar]
- Scudeller, L.A.M.; Longo, E.; Varela, J.A. Potassium Vapor Attack in Refractories of the Alumina–Silica System. J. Am. Ceram. Soc. 1990, 73, 1413–1416. [Google Scholar] [CrossRef]
- Poirier, J.; Rigaud, M. Corrosion of Refractories: The Fundamentals; FIRE Compendium Series 2A; Goller Verlag GmbH: Baden-Baden, Germany, 2017; 454p. [Google Scholar]
- Ren, B.; Sang, S.; Li, Y.; Jin, S. Correlation of pore structure and alkali vapour attack resistance of bauxite-SiC composite refractories. Ceram. Int. 2015, 41, 14674–14683. [Google Scholar] [CrossRef]
- Ceylantekin, R.; Aksel, C. Improvment on corrosion behaviour of MgO-spinel composite refractories by addition of ZrSiO4. J. Eur. Ceram. Soc. 2012, 32, 727–736. [Google Scholar] [CrossRef]
- Alibasic, E.; Oldin, J.; Kannabiran, S. Design of castables and their relevance to alkali resistance applications. In Proceedings of the 57th International Colloquium on Refractories Eurogress, Aachen, Germany, 24–25 September 2014; pp. 67–69. [Google Scholar]
- Goski, D.G.; Green, T.M.; Loiacona, D.J. Refractory ceramic lining selection and troubleshooting in thermal biomass operations. In Materials Challenges in Alternative and Renewable Energy II; Wicks, G., Simon, J., Zidan, R., Brigmon, R., Fischman, G., Arepalli, S., Norris, A., McCluer, M., Eds.; Wiley: Hoboken, NJ, USA, 2012. [Google Scholar] [CrossRef]
- Zdanevičius, P.; Antonovič, V.; Boris, R.; Stonys, R.; Šukys, R.; Witek, J. Study of modified heat–resistant concrete in relation to type of chamotte filler. Refract. Ind. Ceram. 2019, 59, 628–632. [Google Scholar] [CrossRef]
- Antonovič, V.; Zdanevičius, P.; Boris, R.; Stonys, R.; Witek, J. Investigation of alkali resistance of fireclay castable with silica sand additive. In Proceedings of the ICR International Colloquium on Refractories Supplier Industries Enabling Refractories Eurogress, Aachen, Germany, 25–26 September 2019; pp. 126–129. [Google Scholar]
- Antonovič, V.; Stonys, R.; Boris, R.; Malaiskiene, V. Effect of quartz sand on the properties and alkali resistance of refractory aluminosilicate castables. Constr. Build. Mater. 2022, 351, 128978. [Google Scholar] [CrossRef]
- Malaiškienė, J.; Antonovič, V.; Boris, R.; Stonys, R. Improving the physical and mechanical properties and alkali resistance of fireclay-based castables by modifying their structure with SiO2 sol. Ceram. Int. 2022, 48, 22534–22544. [Google Scholar] [CrossRef]
- Serry, M.A.; El-Maghraby, M.S.; Salama, S.Z. Shaped aluminosilicate refractories from Egyptian raw materials. Am. Ceram. Soc. Bull. 2006, 85, 201–206. [Google Scholar]
- Soltan, A.M.; Pollmann, H.; Kaden, R.; Konig, A.; El-Raoof, F.A.; Eltaher, M.; Serry, M.A. Degradation of aluminasilicate refractories: An integrated approach. J. Eur. Ceram. Soc. 2015, 35, 573–592. [Google Scholar] [CrossRef]
- Ouirmbach, P.; Sax, A.; Piluso, P.; Rebillat, F.; Camus, G.; Caty, O.; Poirier, J.; Bilbao, E.; Hennet, L.; Ammar, M.R.; et al. Corrosion of Refractories: Testing and Characterization Methods; Goller Verlag GmbH: Baden-Baden, Germany, 2018; 282p. [Google Scholar]
- Chimanski, A.; Cesar, P.F.; Fredericci, C.; Yoshimura, H.N. Evaluation of glass viscosity of dental bioceramics by the SciGlass information system. Ceram. Int. 2015, 41, 10000–10009. [Google Scholar] [CrossRef]
- Verweij, H.; Boom, H.; Breemer, E. Raman spectroscopic study of the reactions in a potassium carbonate-silica glass-forming batch. J. Am. Ceram. Soc. 1978, 61, 118–121. [Google Scholar] [CrossRef]
- Kazantseva, L.K.; Seretkin, Y.V.; Rashchenko, S.V.; Nikitin, A.I. Influence of the devitrification of the glass in porous aggregates on the resistance to alkali in cement. Glass Ceram. 2019, 76, 49–55. [Google Scholar] [CrossRef]
- Lehman, R.L.; Gentry, J.S.; Glumaca, N.G. Thermal stability of potassium carbonate near its melting point. Thermochim. Acta 1998, 316, 1–9. [Google Scholar] [CrossRef]
- Arvelakis, S.; Jensen, P.A.; Dam-Johansen, K. Simultaneous thermal analysis (STA) on ash from high-alkali biomass. Energy Fuels 2004, 18, 1066–1076. [Google Scholar] [CrossRef]
- Zhao, H.; Xu, W.; Song, Q.; Zhuo, J.; Yao, Q. Effect of steam and SiO2 on the release and transformation of K2CO3 and KCl during biomass thermal conversion. Energy Fuels 2018, 32, 9633–9639. [Google Scholar] [CrossRef]
- Muljani, S.; Wahyudi, B.; Sumada, K. Potassium silicate foliar fertilizer grade from geothermal sludge and pyrophyllite. MATEC Web Conf. 2016, 58, 01021. [Google Scholar] [CrossRef] [Green Version]
- Hilger, J.P.; Babel, D.; Prioul, N.; Fissolo, A. Corrosion of AZS (alumina, zirconia, silica) and fireclay refractories in contact with lead glass. J. Am. Ceram. Soc. 1984, 64, 213–220. [Google Scholar] [CrossRef]
- Shartsis, L.; Spinner, S.; Capps, W. Density, expansivity, and viscosity of molten alkali silicates. J. Am. Ceram. Soc. 1952, 35, 155–160. [Google Scholar] [CrossRef]
- Poirier, J.; Qafssaoui, F.; Ildefonse, J.P.; Bouchetou, M.L. Analysis and interpretation of refractory microstructures in studies of corrosion mechanisms by liquid oxides. J. Eur. Ceram. Soc. 2008, 28, 1557–1568. [Google Scholar] [CrossRef]
- Nishikawa, A. Technology of Monolithic Refractories; Japan by Toppan Printing Company: Tokyo, Japan, 1984; 598p. [Google Scholar]
- Niu, Y.; Wang, Z.; Zhu, Y.; Zhang, X.; Tan, H.; Hui, S. Experimental evaluation of additives an K2O-SiO2-Al2O3 diagrams on high temperature silicate melt-induced slagging during biomass combustion. Fuel 2016, 179, 52–59. [Google Scholar] [CrossRef]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Mark of Composition | Content of the Components | Characteristics | |||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| CAC70 | CAC40 | MS | RA + CA | BOS135 | BOS145 | GQS | FS20 * | NT * | FS30 * | Water * | Compressive Strength, MPa | TSR, Cycles | |
| CC-1 | 25 | 2.5 | - | 70.0 | - | 2.5 | - | - | 0.1 | 10 | 51 | 10 | |
| CC-2 | - | 25 | 2.5 | - | - | 70.0 | 2.5 | - | - | 0.1 | 8.5 | 67 | 17 |
| MCC-1 | 12 | - | 5.0 | 12 | 68.5 | - | 2.5 | 0.1 | 0.1 | - | 9.0 | 76 | 24 |
| MCC-2 | 12 | - | 5.0 | 12 | - | 68.5 | 2.5 | 0.1 | 0.1 | - | 8.0 | 126 | 29 |
| No. | Chemical Composition, Mass % | The Mark of Composition | |||
|---|---|---|---|---|---|
| CC-1 | CC-2 | MCC-1 | MCC-2 | ||
| 1 | Al2O3 | 34.47 | 41.49 | 44.08 | 51.10 |
| 2 | SiO2 | 44.55 | 38.59 | 46.05 | 40.52 |
| 3 | CaO | 11.30 | 11.42 | 4.64 | 4.46 |
| 4 | Fe2O3 | 5.71 | 5.40 | 1.97 | 1.58 |
| 5 | K2O | 0.92 | 0.64 | 0.81 | 0.54 |
| 6 | Na2O | 0.13 | 0.14 | 0.21 | 0.25 |
| 7 | MgO | 0.51 | 0.40 | 0.41 | 0.30 |
| 8 | ZrO2 | 0.04 | 0.04 | 0.03 | 0.02 |
| 9 | TiO2 | 1.38 | 1.38 | 0.94 | 0.77 |
| 10 | P2O5 | 0.07 | 0.07 | 0.11 | 0.11 |
| The Mark of Composition | Thickness of the Layer with High K Concentration | Average Elemental Concentration, % | Total, % | |||||
|---|---|---|---|---|---|---|---|---|
| K | Al | Si | Ca | Na | O | |||
| CC-1 | 1300 μm | 24.5 ± 0.4 | 14.4 ± 2.2 | 11.8 ± 1.8 | 4.1 ± 0.2 | 0.5 ± 0.04 | 44.7 ± 2.0 | 100.0 |
| CC-2 | 1100 μm | 21.5 ± 0.9 | 16.6 ± 1.8 | 11.1 ± 2.0 | 3.8 ± 0.3 | 0.4 ± 0.05 | 46.6 ± 1.5 | 100.0 |
| MCC-1 | 1200 μm | 24.3 ± 0.6 | 18.9 ± 0.9 | 14.1 ± 0.3 | 1.4 ± 0.1 | 0.7 ± 0.1 | 40.6 ± 2.1 | 100.0 |
| MCC-2 | 700 μm | 22.8 ± 0.7 | 19.5 ± 0.5 | 13.8 ± 0.5 | 0.9 ± 0.05 | 0.6 ± 0.1 | 42.4 ± 2.0 | 100.0 |
| Composition | 500–880 °C | 880–950 °C |
|---|---|---|
| CC-1 | 6.2 | 0.8 |
| CC-1′ | 6.3 | 0.2 |
| CC-2 | 5.7 | 1.0 |
| CC-2′ | 6.3 | 0.2 |
| MCC-1 | 5.9 | 0.8 |
| MCC-1′ | 6.3 | 0.2 |
| MCC-2 | 5.5 | 1.3 |
| MCC-2′ | 6.2 | 0.3 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Antonovič, V.; Stonys, R.; Zdanevičius, P.; Mačiulaitis, R.; Boris, R.; Malaiškienė, J. Analysis of the Formed Protective Layer Inhibiting Alkali Corrosion in Aluminosilicate Refractory Castables. Ceramics 2022, 5, 1051-1065. https://doi.org/10.3390/ceramics5040075
Antonovič V, Stonys R, Zdanevičius P, Mačiulaitis R, Boris R, Malaiškienė J. Analysis of the Formed Protective Layer Inhibiting Alkali Corrosion in Aluminosilicate Refractory Castables. Ceramics. 2022; 5(4):1051-1065. https://doi.org/10.3390/ceramics5040075
Chicago/Turabian StyleAntonovič, Valentin, Rimvydas Stonys, Povilas Zdanevičius, Romualdas Mačiulaitis, Renata Boris, and Jurgita Malaiškienė. 2022. "Analysis of the Formed Protective Layer Inhibiting Alkali Corrosion in Aluminosilicate Refractory Castables" Ceramics 5, no. 4: 1051-1065. https://doi.org/10.3390/ceramics5040075
APA StyleAntonovič, V., Stonys, R., Zdanevičius, P., Mačiulaitis, R., Boris, R., & Malaiškienė, J. (2022). Analysis of the Formed Protective Layer Inhibiting Alkali Corrosion in Aluminosilicate Refractory Castables. Ceramics, 5(4), 1051-1065. https://doi.org/10.3390/ceramics5040075