
Review of Ceramic Composites in Aeronautics and Aerospace: A Multifunctional Approach for TPS, TBC and DBD Applications




Abstract
:1. Introduction
- -
- Structural ceramics where enhancement of the mechanical properties (based on affordable raw materials, optimized technologies, and simulations of the complete process chain) as well as exploration of the reliability of the materials (by auxiliary sensor integration for structural health control or even self-healing ceramics) are mandatory.
- -
- Miniaturization and integration density of devices and systems. To this aim, better understanding and control of corresponding changes in specific properties of materials, new testing, and measurement methods are crucial.
- -
- Modeling is a sensitive issue of uplift since complete production chains and faithful multi-scale modeling (digital twins) must be matured for new materials and devices with higher emphasis in cases of coupled (multifunctional) properties.
- -
- Functional ceramics in which defective structure (atomic and electronic) dissemination should be achieved to take advantage of full temperature dependence.
- -
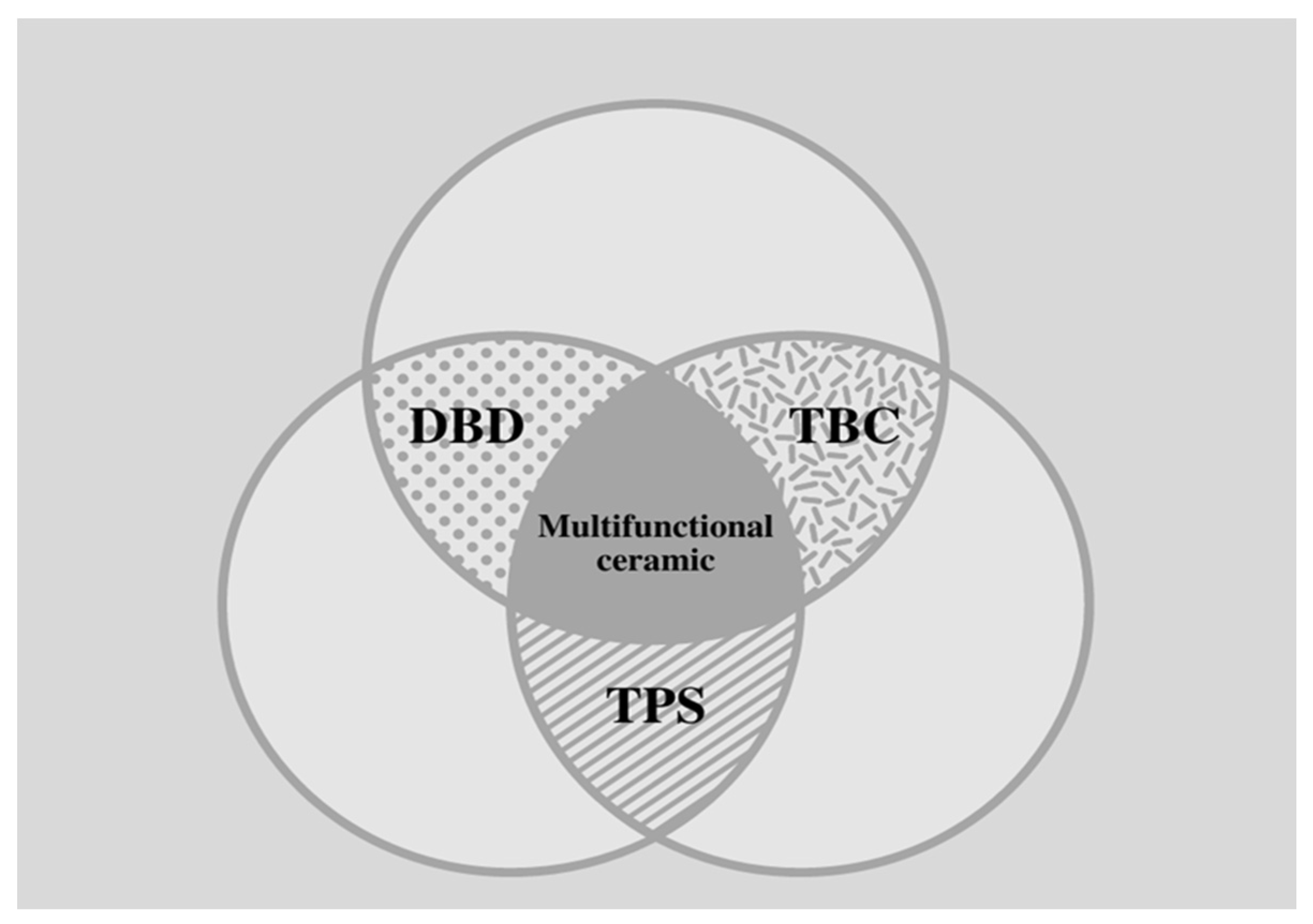
- Functional ceramics and property enhancement allow investigation of multifunctional ceramics exhibiting additive effects, based on the coupling of their properties. These effects are little explored, yet they promise to provide and stimulate scientific and technological advancements henceforward.
2. Advanced Ceramics in Aerospace and Aeronautical Engineering
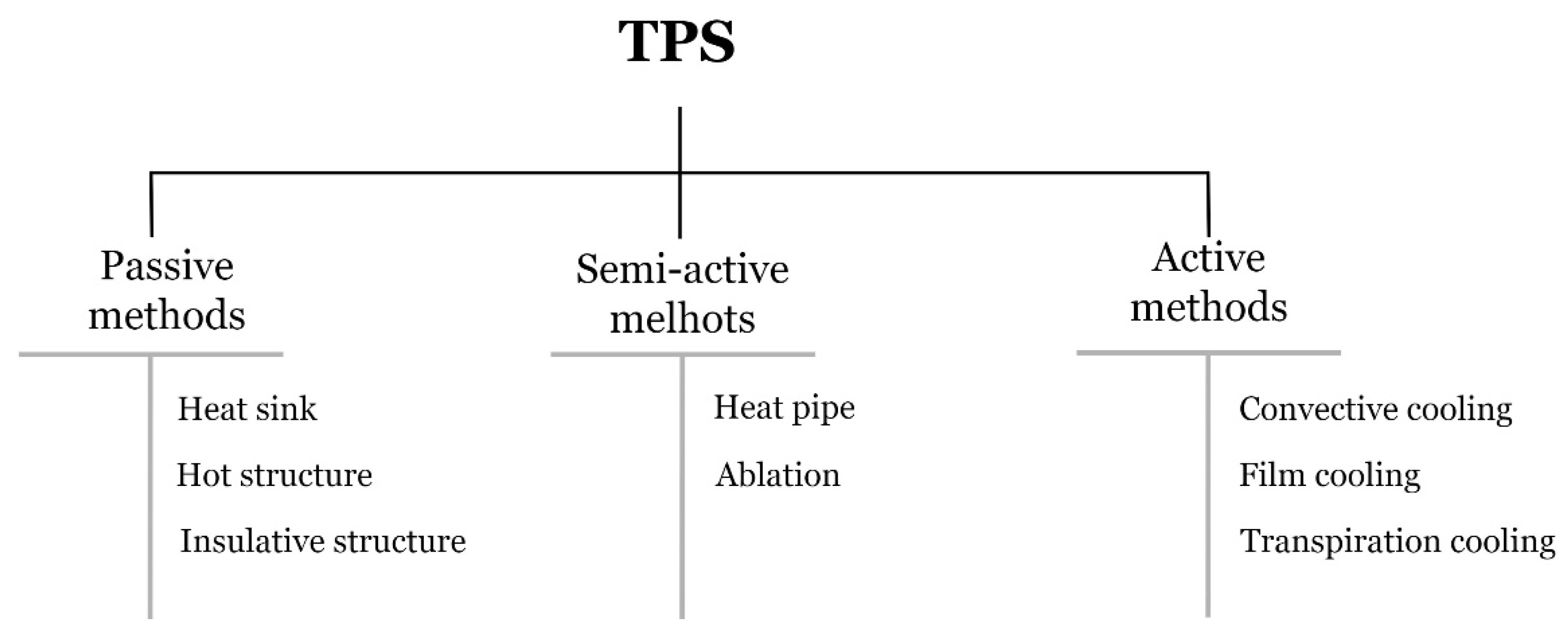
2.1. Thermal Protection System (TPS)
2.2. TPS Classification
2.3. Ceramic Materials for TPS Systems
3. Thermal Barrier Coating (TBC)
- shielding of metallic structure,
- decreased thermal conductivity,
- high thermomechanical stability,
- increased exhaust gas temperature,
- increased engine power efficiency,
- decreased fuel consumption, and
- increased lifespan of parts through decreased fatigue and stress.
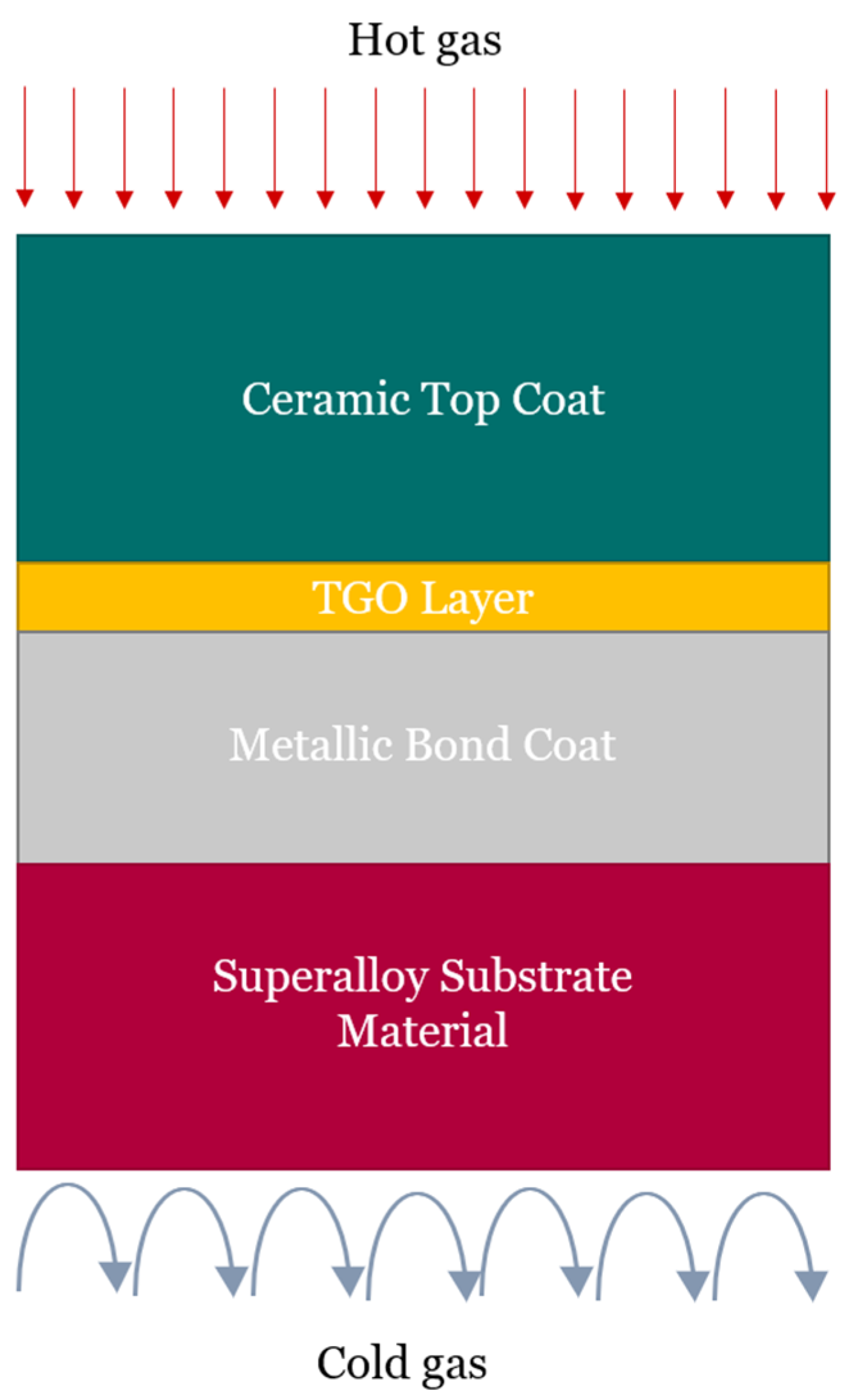
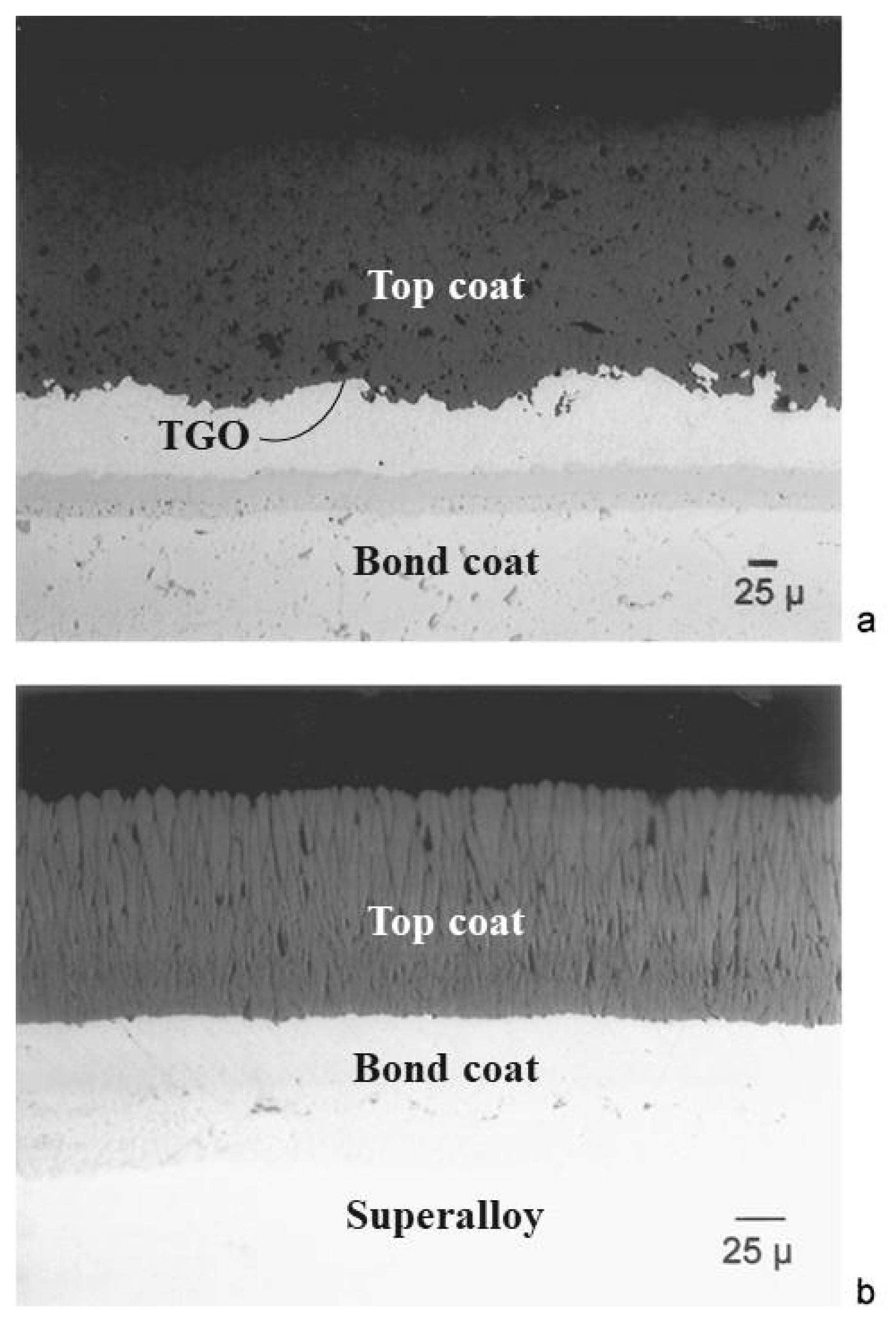
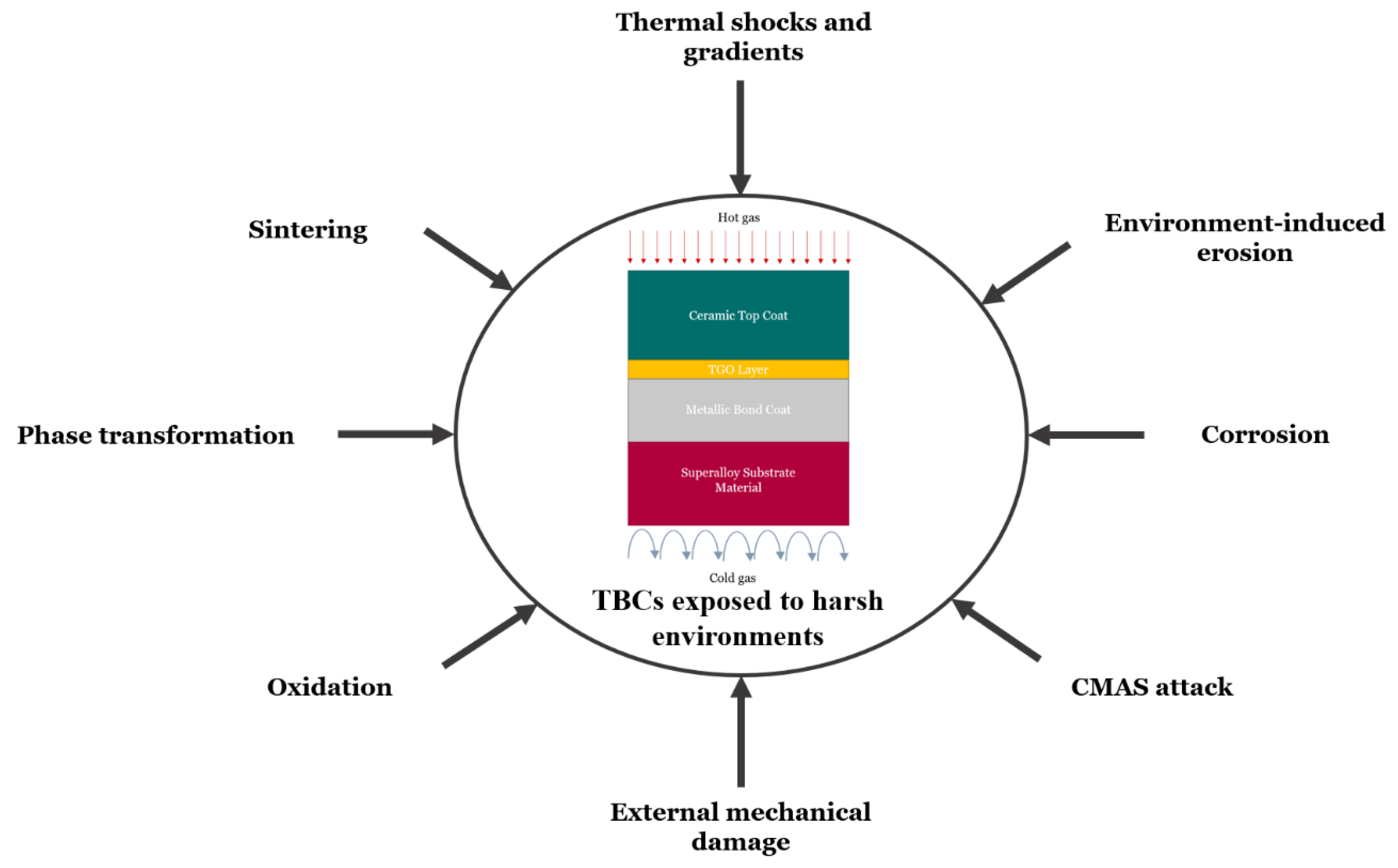
3.1. TBC Structure, Fabrication Techniques, and Failure Mechanisms
- very high mechanical strength,
- very high wear resistance,
- very high erosion resistance,
- high impact resistance,
- high corrosion resistance,
- high chemical resistance,
- very low thermal conductivity, and
- relatively high coefficient of thermal expansion when compared to other ceramics.
3.2. Ceramic Materials for TBC Systems
- high melting point,
- crystalline phase stability in the operating temperature range,
- chemical inertness,
- low thermal conductivity,
- low thermal diffusivity,
- thermal shock resistance,
- no oxygen transparency (i.e., impermeable),
- good adherence to the metallic substrate,
- low sintering rate of the porous microstructures,
- thermal expansion matches with the metallic substrate.
3.3. Defect Cluster TBCs
3.4. Perovskites
3.5. Pyrochlores
3.6. Hexaaluminates
4. Dielectric Barrier Discharge (DBD)
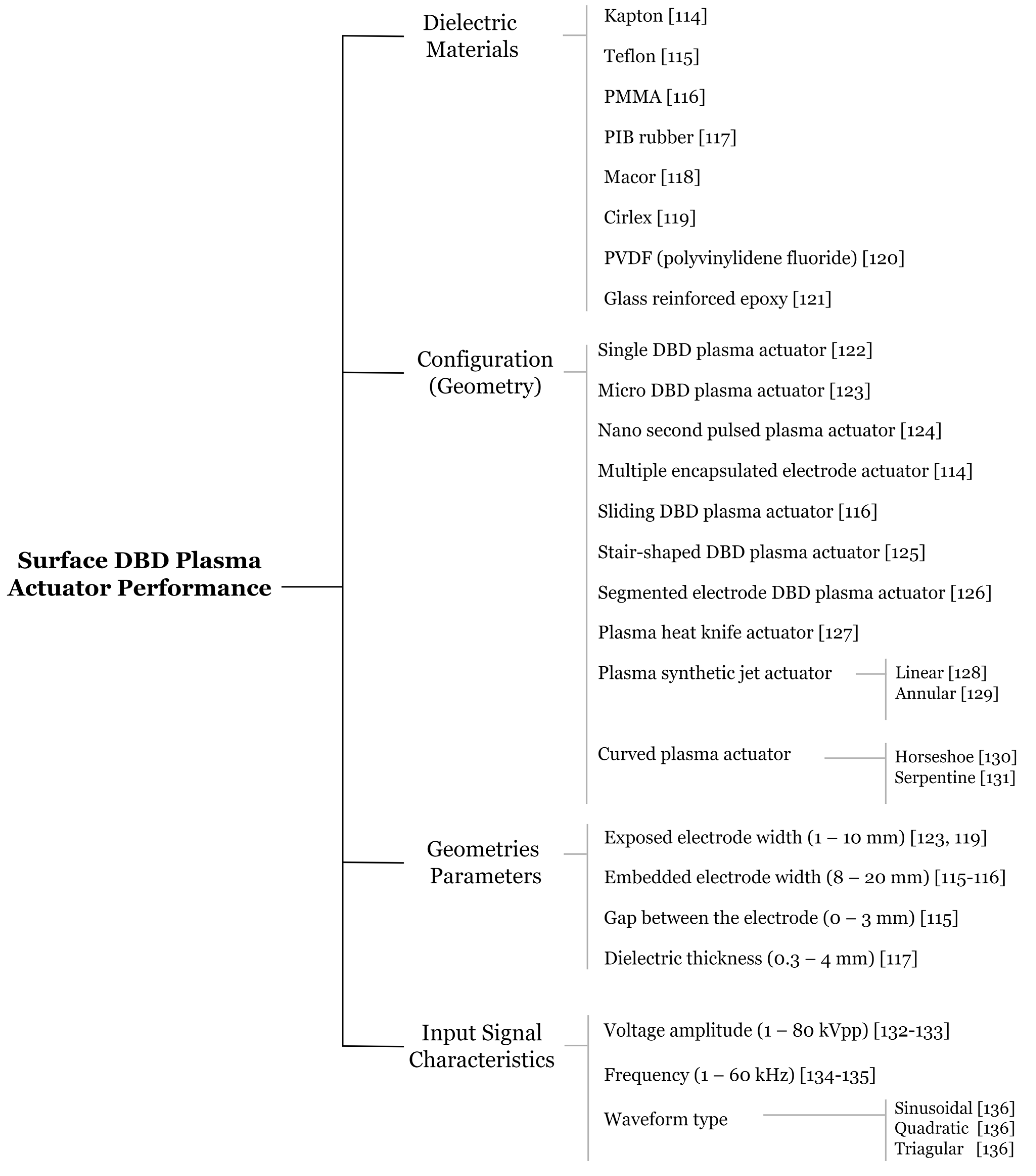
4.1. DBD Actuator Classification System
- If the space between the electrodes includes both a dielectric and discharge gap, the plasma is therefore ignited in the volume existing between the two electrodes. In that case, the DBD is considered a volume dielectric barrier discharge, or VDBD geometry.
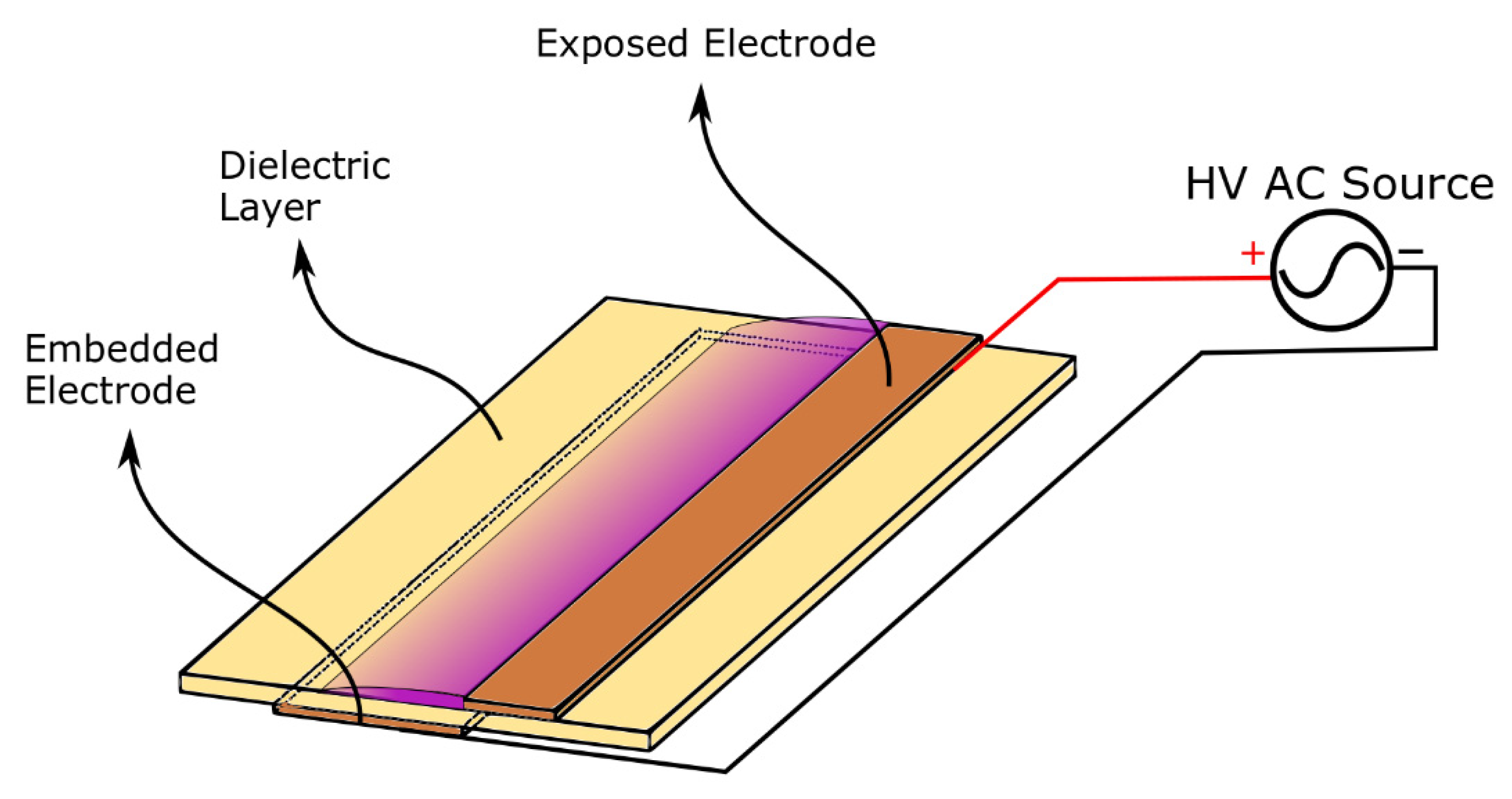
- Otherwise, if the space between the electrodes is completely filled by a dielectric, the plasma is consequently ignited on the surface of the dielectric exposed to the gas volume. In that case, the DBD is named a surface dielectric barrier discharge, or SDBD geometry.
4.2. DBD Technology in Aerospace and Aeronautical Sectors
4.3. Plasma Actuators for Aerodynamic Flow Control and Drag Reduction
4.4. Plasma Actuators for Heat Transfer
4.5. Ceramic Materials for DBD Systems
5. Multifunctional Advanced Ceramics
5.1. MgO-Doped Aluminum Oxide
- high-temperature stability,
- excellent size and shape molding capabilities,
- high strength, stiffness, hardness, and wear resistance,
- good corrosion and erosion resistance,
- resistant to strong acid and alkali attacks at elevated temperatures,
- high dielectric strength and small dielectric losses, and
- commercial availability in purity ranges from 94% to 99.8% for the most demanding high-temperature applications.
5.2. MgO-Doped Calcium Zirconate Oxide
- excellent mechanical properties,
- low thermal conductivity,
- high thermal and chemical stabilities,
- good thermal shock resistance,
- high melting point, and
- excellent dielectric properties, i.e., high dielectric constant, low loss factor, and both of qualities are stable between 1 kHz and 1 MHz.
5.3. Yttria-Stabilized Zirconia
- very high mechanical strength and wear resistance,
- very high erosion resistance,
- high impact resistance,
- high corrosion resistance,
- high chemical resistance,
- very low thermal conductivity, and
- relatively high coefficient of thermal expansion when compared to other ceramics.
6. Conclusions
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Heimann, R.B. Preface. In Classic and Advanced Ceramics: From Fundamentals to Applications; Wiley-VHC: Darmstad, Germany, 2010; pp. XV–XIX. [Google Scholar]
- EDA Technology Watch & Foresight. Available online: https://eda.europa.eu/what-we-do/research-technology/technology-watch-foresight (accessed on 13 October 2022).
- Rödel, J.; Kounga, A.B.; Weissenberger-Eibl, M.; Koch, D.; Bierwisch, A.; Rossner, W.; Hoffmann, M.J.; Danzer, R.; Schneider, G. Development of a roadmap for advanced ceramics: 2010–2025. J. Eur. Ceram. Soc. 2009, 29, 1549–1560. [Google Scholar] [CrossRef]
- Singh, K.; Kaur, M.; Kumar, A. Progress in Advanced Ceramnics: Energy and Environmental Perspective. In Advanced Ceramics for Energy and Environmental Applications; Kumar, A., Ed.; CRC Press: Boca Raton, FL, USA, 2013; pp. 1–12. [Google Scholar]
- Advanced Ceramics—The Evolution, Classification, Properties, Production, Firing, Finishing and Design of Advanced Ceramics. Available online: https://www.azom.com/article.aspx?ArticleID=2123 (accessed on 13 October 2022).
- Ceramics and Glass in the Aerospace Industry. Available online: https://ceramics.org/about/what-are-engineered-ceramics-and-glass/ceramics-and-glass-in-the-aerospace-industry (accessed on 13 October 2022).
- Soboyejo, W.O.; Obayemi, J.; Annan, E.; Ampaw, E.; Daniels, L.; Rahbar, N. Review of High Temperature Ceramics for Aerospace Applications. Adv. Mater. Res. 2015, 1132, 385–407. [Google Scholar]
- Riccio, A.; Raimondo, F.; Sellitto, A.; Carandente, V.; Scigliano, R.; Tescione, D. Optimum design of ablative thermal protection systems for atmospheric entry vehicles. Appl. Therm. Eng. 2017, 119, 541–552. [Google Scholar] [CrossRef]
- Zarko, V.E. The Prospects of Using Nanoenergetic Materials in Solid Rocket Propulsion. In Nanomaterials in Rocket Propulsion Systems; Yan, Q.-L., He, G.-Q., Liu, P.-J., Gozin, M., Eds.; Elsevier: Amsterdan, The Netherlands, 2019; pp. 3–30. [Google Scholar] [CrossRef]
- Venkatapathy, E.; Szalai, C.E.; Laub, B.; Hwang, H.H.; Conley, J.L.; Arnold, J.; Arc, N. Thermal Protection System Technologies for Enabling Future Sample Return Missions NASA. 2009. Available online: https://ia600503.us.archive.org/5/items/ThermalProtectionSystemTechnologiesforEnablingFutureSampleReturnMissions/111_nasaArc_venkatapathy_tps_sampleReturn.pdf (accessed on 13 October 2022).
- Uyanna, O.; Najafi, H. Thermal protection systems for space vehicles: A review on technology development, current challenges and future prospects. Acta Astronaut. 2020, 176, 341–356. [Google Scholar] [CrossRef]
- Roger, D.L.; Jenkins, D.R. Coming home: Reentry and recovery from space (NASA SP-2011-593). NASA. 2012. Available online: https://www.nasa.gov/sites/default/files/695726main_ComingHome-ebook.pdf (accessed on 13 October 2022).
- Ortona, A.; Badini, C.; Liedtke, V.; Wilhelmi, C.; D’Angelo, C.; Gaia, D.; Fischer, W. Hetoroporous heterogeneous ceramics for reusable thermal protection systems. J. Mater. Res. 2013, 28, 2273–2280. [Google Scholar] [CrossRef]
- Glass, D. Ceramic Matrix Composite (CMC) Thermal Protection Systems (TPS) and Hot Structures for Hypersonic Vehicles. In Proceedings of the 15th AIAA International Space Planes and Hypersonic Systems and Technologies Conference, Dayton, OH, USA, 28 April–1 May 2008. [Google Scholar]
- Sziroczak, D.; Smith, H. A review of design issues specific to hypersonic flight vehicles. Prog. Aerosp. Sci. 2016, 84, 1–28. [Google Scholar] [CrossRef] [Green Version]
- Zhu, Y.; Peng, W.; Xu, R.; Jiang, P. Review on active thermal protection and its heat transfer for airbreathing hypersonic vehicles. Chin. J. Aeronaut. 2018, 31, 1929–1953. [Google Scholar] [CrossRef]
- Harpale, A.; Sawant, S.; Kumar, R.; Levin, D.; Chew, H.B. Ablative thermal protection systems: Pyrolysis modeling by scale-bridging molecular dynamics. Carbon 2018, 130, 315–324. [Google Scholar] [CrossRef]
- Laub, B.; Venkatapathy, E. Thermal protection system technology and facility needs for demanding future planetary missions. In Proceedings of the International Workshop Planetary Probe Atmospheric Entry and Descent Trajectory Analysis and Science, Lisbon, Portugal, 6–9 October 2003; Available online: https://ui.adsabs.harvard.edu/abs/2004ESASP.544.239L/abstract (accessed on 13 October 2022).
- Meseguer, J.; Perez-Grande, I.; Sanzx-Andrés, A. Spacecraft Thermal Control; Woodhead Publishing: Cambridge, UK, 2012. [Google Scholar]
- Natali, M.; Kenny, J.M.; Torre, L. Science and technology of polymeric ablative materials for thermal protection systems and propulsion devices: A review. Prog. Mater. Sci. 2016, 84, 192–275. [Google Scholar] [CrossRef]
- Johnson, S.M. Thermal protection materials and systems: An overview. In Engineered Ceramics: Current Status and Future Prospects; Ohji, T., Singh, M., Eds.; John Wiley & Sons, Inc.: Hoboken, NJ, USA, 2015; pp. 224–246. [Google Scholar]
- Sengupta, P.; Manna, I. Advanced High-Temperature Structural Materials for Aerospace and Power Sectors: A Critical Review. Trans. Indian Inst. Met. 2019, 72, 2043–2059. [Google Scholar] [CrossRef]
- Padture, N. Advanced structural ceramics in aerospace propulsion. Nat. Mater. 2016, 15, 804–809. [Google Scholar] [CrossRef] [PubMed]
- Claub, B. Fiber for Ceramic Matrix Composites. In Ceramic Matrix Composites: Fiber Reinforced Ceramics and Their Applications; Krenkel, W., Ed.; John Wiley & Sons: Weinheim, Germany, 2008; pp. 1–20. [Google Scholar]
- Naslain, R.R.; Pomeroy, M.R. Ceramic Matrix Composites: Matrices and Processing. In Reference Module in Materials Science and Materials Engineering; Elsevier: Amsterdam, The Netherlands, 2001. [Google Scholar] [CrossRef]
- Donald, I.W.; McMillan, P.W. Ceramic-matrix composites. J. Mater. Sci. 1976, 11, 949–972. [Google Scholar] [CrossRef]
- Cho, J.; Boccaccini, A.R.; Shaffer, M.S.P. Ceramic matrix composites containing carbon nanotubes. J. Mater. Sci. 2009, 44, 1934–1951. [Google Scholar] [CrossRef] [Green Version]
- Porwal, H.; Grasso, S.; Reece, M.J. Review of graphene–ceramic matrix composites. Adv. Appl. Ceram. 2013, 112, 443–454. [Google Scholar] [CrossRef]
- Wei, K.; Wang, K.; Cheng, X.; Peng, Y.; Li, M.; Yang, X. Structural and thermal analysis of integrated thermal protection systems with C/SiC composite cellular core sandwich panels. Appl. Therm. Eng. 2018, 131, 209–220. [Google Scholar] [CrossRef]
- Heidenreich, B.; Kraft, H.; Bamsey, N.; Such-Taboada, M. Shear properties of C/C-SiC sandwich structures. Int. J. Appl. Ceram. Technol. 2021, 19, 54–61. [Google Scholar] [CrossRef]
- Huang, J.; Guo, L. SiC coating with high crack resistance property for carbon/carbon composites. Ceram. Int. 2021, 48, 1740–1744. [Google Scholar] [CrossRef]
- Opila, E.; Levine, S.; Lorincz, J. Oxidation of ZrB2- and HfB2-based ultra-high temperature ceramics: Effect of Ta additions. J. Mater. Sci. 2004, 39, 5969–5977. [Google Scholar] [CrossRef]
- Chamberlain, A.; Fahrenholtz, W.; Hilmas, G.; Ellerby, D. Characterization of Zirconium Diboride for Thermal Protection Systems. Key Eng. Mater. 2004, 264, 493–496. [Google Scholar]
- Zhang, H.; Jayaseelan, D.; Bogomol, I.; Reece, M.; Hu, C.; Grasso, S.; Lee, W. A novel microstructural design to improve the oxidation resistance of ZrB2-SiC ultra-high temperature ceramics (UHTCs). J. Alloys Compd. 2019, 785, 958–964. [Google Scholar] [CrossRef]
- Ni, D.; Cheng, Y.; Zhang, J.; Liu, J.-X.; Zou, J.; Chen, B.; Wu, H.; Li, H.; Dong, S.; Han, J.; et al. Advances in ultra-high temperature ceramics, composites, and coatings. J. Adv. Ceram. 2021, 11, 1–56. [Google Scholar] [CrossRef]
- Sciti, D.; Silvestroni, L.; Monteverde, F.; Vinci, A.; Zoli, L. Introduction to H2020 project C3HARME—Next generation ceramic composites for combustion harsh environment and space. Adv. Appl. Ceram. 2018, 117, s70–s75. [Google Scholar] [CrossRef] [Green Version]
- Merrill, G.B.; Morrison, J.A. High Temperature Insulation for Ceramic Matrix Composites. U.S. Patent 6013592A, 11 January 2020. [Google Scholar]
- Merrill, G.B.; Jackson, T.B. Process for Applying a Thermal Barrier Coating to a Ceramic Matrix Composite. U.S. Patent US7648605B2, 19 January 2010. [Google Scholar]
- Zhu, D. Aerospace Ceramic Materials: Thermal, Environmental Barrier Coatings and SiC/SiC Ceramic Matrix Composites for Turbine Engine Applications; NASA: Washington, DC, USA, 2018. [Google Scholar]
- Zhu, D.; Lee, K.N.; Miller, R.A. Thermal Gradient Cyclic Behavior of a Thermal/Environmental Barrier Coating System on SiC/SiC Ceramic Matrix Composites. In Proceedings of the ASME Turbo Expo 2002: Power for Land, Sea, and Air, Amsterdam, The Netherlands, 3–6 June 2002. [Google Scholar] [CrossRef]
- Tang, S.; Hu, C. Design, Preparation and Properties of Carbon Fiber Reinforced Ultra-High Temperature Ceramic Composites for Aerospace Applications: A Review. J. Mater. Sci. Technol. 2017, 33, 117–130. [Google Scholar] [CrossRef]
- Arai, Y.; Inoue, R.; Goto, K.; Kogo, Y. Carbon fiber reinforced ultra-high temperature ceramic matrix composites: A review. Ceram. Int. 2019, 45, 14481–14489. [Google Scholar] [CrossRef]
- Mungiguerra, S.; Silvestroni, L.; Savino, R.; Zoli, L.; Esser, B.; Lagos, M.; Sciti, D. Qualification and reusability of long and short fibre-reinforced ultra-refractory composites for aerospace thermal protection systems. Corros. Sci. 2021, 195, 109955. [Google Scholar] [CrossRef]
- Kilic, M.; Ozkan, D.; Gok, M.S.; Karaoglanli, A.C. Room- and High-Temperature Wear Resistance of MCrAlY Coatings Deposited by Detonation Gun (D-Gun) and Supersonic Plasma Spraying (SSPS) Techniques. Coatings 2020, 10, 1107. [Google Scholar] [CrossRef]
- Ctibor, P. Interaction of Strontium Zirconate Plasma Sprayed Coating with Natural Silicate (CMAS) Dust—Origin of Luminescent Phases. Coatings 2020, 10, 738. [Google Scholar] [CrossRef]
- Song, D.; Song, T.; Paik, U.; Lyu, G.; Jung, Y.-G.; Choi, B.-G.; Kim, I.-S.; Zhang, J. Crack-Resistance Behavior of an Encapsulated, Healing Agent Embedded Buffer Layer on Self-Healing Thermal Barrier Coatings. Coatings 2019, 9, 358. [Google Scholar] [CrossRef] [Green Version]
- Mondal, K.; Nuñez, L.; Downey, C.M.; van Rooyen, I.J. Thermal Barrier Coatings Overview: Design, Manufacturing, and Applications in High-Temperature Industries. Ind. Eng. Chem. Res. 2021, 60, 6061–6077. [Google Scholar] [CrossRef]
- Liu, Q.; Huang, S.; He, A. Composite ceramics thermal barrier coatings of yttria stabilized zirconia for aero-engines. J. Mater. Sci. Technol. 2019, 35, 2814–2823. [Google Scholar] [CrossRef]
- Harrison, W.; Moore, D.; Richmond, J. Review of an Investigation of Ceramic Coatings for Metallic Turbine Parts and Other High-Temperature Applications; (Technical Note No. 1186); NACA: Boston, MA, USA, 1947; Available online: https://apps.dtic.mil/sti/pdfs/ADB807239.pdf (accessed on 13 October 2022).
- Miller, R.A. History of Thermal Barrier Coatings for Gas Turbine Engines: Emphasizing NASA’s Role from 1942 to 1990 (NASA/TM-2009-215459); NASA: Boston, MA, USA, 2009. Available online: https://ntrs.nasa.gov/api/citations/20090018047/downloads/20090018047.pdf (accessed on 13 October 2022).
- Miller, R.A. Thermal barrier coatings for aircraft engines: History and directions. J. Therm. Spray Technol. 1997, 6, 35–42. [Google Scholar] [CrossRef] [Green Version]
- Yttria Stabilized Zirconia (YTZP). Available online: https://www.ceramics.net/ceramic-materials-solutions/zirconias/ytzp (accessed on 13 October 2022).
- Lu, Z.; Lyu, G.; Gulhane, A.; Park, H.-M.; Kim, J.S.; Jung, Y.-G.; Zhang, J. Experimental and Modeling Studies of Bond Coat Species Effect on Microstructure Evolution in EB-PVD Thermal Barrier Coatings in Cyclic Thermal Environments. Coatings 2019, 9, 626. [Google Scholar] [CrossRef] [Green Version]
- Bakan, E.; Vassen, R. Ceramic Top Coats of Plasma-Sprayed Thermal Barrier Coatings: Materials, Processes, and Properties. J. Therm. Spray Technol. 2017, 26, 992–1010. [Google Scholar] [CrossRef]
- Thakare, J.G.; Pandey, C.; Mahapatra, M.M.; Mulik, R.S. Thermal Barrier Coatings—A State of the Art Review. Met. Mater. Int. 2020, 27, 1947–1968. [Google Scholar] [CrossRef]
- Clarke, D.R.; Oechsner, M.; Padture, N.P. Thermal-barrier coatings for more efficient gas-turbine engines. MRS Bull. 2012, 37, 891–898. [Google Scholar] [CrossRef] [Green Version]
- Cheng, Z.; Yang, J.; Shao, F.; Zhong, X.; Zhao, H.; Zhuang, Y.; Ni, J.; Tao, S. Thermal Stability of YSZ Coatings Deposited by Plasma Spray–Physical Vapor Deposition. Coatings 2019, 9, 464. [Google Scholar] [CrossRef] [Green Version]
- Strangman, T.E. Durable Thermal Barrier Coating. U.S. Patent 5562998A, 8 October 1996. [Google Scholar]
- Beele, W.; Marijnissen, G.; van Lieshout, A. The evolution of thermal barrier coatings—Status and upcoming solutions for today’s key issues. Surf. Coat. Technol. 1999, 120, 61–67. [Google Scholar] [CrossRef]
- Kamrosni, A.R.; Dewi Suryani, C.H.; Azliza, A.; Mohd Mustafa Al Bakri, A.; Mohd Arif Anuar, M.S.; Norsuria, M.; Chobpattana, V.; Kaczmarek, L.; Jeż, B.; Nabiałek, M. Microstructural Studies of Ag/TiO2 Thin Film; Effect of Annealing Temperature. Arch. Metall. Mater. 2022, 67, 241–245. [Google Scholar] [CrossRef]
- Mozetič, M. Surface Modification to Improve Properties of Materials. Materials 2019, 12, 441. [Google Scholar] [CrossRef]
- Martinu, L.; Zabeida, O.; Klemberg-Sapieha, J.E. Plasma-Enhanced Chemical Vapor Deposition of Functional Coatings. In Handbook of Deposition Technologies for Films and Coatings; Elsevier: Amsterdam, The Netherlands, 2010; pp. 392–465. [Google Scholar] [CrossRef]
- Kaczmarek, Ł.; Kopia, A.; Kyzioł, K.; Szymański, W.; Kołodziejczyk, Ł.; Gawroński, J.; Kleczewska, J. Wear resistant carbon coatings deposited at room temperature by pulsed laser deposition method on 7075 aluminum alloy. Vacuum 2013, 97, 20–25. [Google Scholar] [CrossRef]
- Deng, C.; Kim, H.; Ki, H. Fabrication of functionally-graded yttria-stabilized zirconia coatings by 355 nm picosecond dual-beam pulsed laser deposition. Compos. Part B Eng. 2018, 160, 498–504. [Google Scholar] [CrossRef]
- Jonnalagadda, K.P. Thermal Barrier Coatings: Failure Mechanisms and Life Prediction. Ph.D. Thesis, Linköping University, Linköping, Sweden, 2019. Available online: https://www.diva-portal.org/smash/get/diva2:1291953/FULLTEXT01.pdf (accessed on 13 October 2022).
- Kumar, V.; Balasubramanian, K. Progress update on failure mechanisms of advanced thermal barrier coatings: A review. Prog. Org. Coatings 2016, 90, 54–82. [Google Scholar] [CrossRef]
- Cao, X.Q.; Vassen, R.; Stoever, D. Ceramic materials for thermal barrier coatings. J. Eur. Ceram. Soc. 2004, 24, 1–10. [Google Scholar] [CrossRef]
- Kadam, N.R.; Karthikeyan, G.; Jagtap, P.M.; Kulkarni, D.M. An atmospheric plasma spray and electron beam-physical vapour deposition for thermal barrier coatings: A review. Aust. J. Mech. Eng. 2022, 1–26. [Google Scholar] [CrossRef]
- Mauer, G.; Jarligo, M.O.; Mack, D.E.; Vaßen, R. Plasma-Sprayed Thermal Barrier Coatings: New Materials, Processing Issues, and Solutions. J. Therm. Spray Technol. 2013, 22, 646–658. [Google Scholar] [CrossRef]
- Bose, S. Thermal Barrier Coatings (TBCs). In High Temperature Coatings; Butterworth-Heinemann: Oxford, UK, 2017; pp. 199–300. [Google Scholar] [CrossRef]
- Vaßen, R.; Jarligo, M.O.; Steinke, T.; Mack, D.E.; Stöver, D. Overview on advanced thermal barrier coatings. Surf. Coat. Technol. 2010, 205, 938–942. [Google Scholar] [CrossRef]
- Zhu, D.; Miller, R.A. Advanced low conductivity thermal barrier coatings: Performance and future directions (Document ID 20080047729). NASA. 2008. Available online: https://ntrs.nasa.gov/api/citations/20080047729/downloads/20080047729.pdf (accessed on 13 October 2022).
- Zhu, D.; Nesbitt, J.A.; Barrett, C.A.; McCue, T.R.; Miller, R.A. Furnace cyclic oxidation behavior of multicomponent low conductivity thermal barrier coatings. J. Therm. Spray Technol. 2004, 13, 84–92. [Google Scholar] [CrossRef]
- Zhu, D.; Miller, R.A. Development of Advanced Low Conductivity Thermal Barrier Coatings. Int. J. Appl. Ceram. Technol. 2004, 1, 86–94. [Google Scholar] [CrossRef] [Green Version]
- Vassen, R.; Cao, X.; Tietz, F.; Basu, D.; Stöver, D. Zirconates as New Materials for Thermal Barrier Coatings. J. Am. Ceram. Soc. 2004, 83, 2023–2028. [Google Scholar] [CrossRef]
- Jarligo, M.O.; Mack, D.E.; Vassen, R.; Stöver, D. Application of Plasma-Sprayed Complex Perovskites as Thermal Barrier Coatings. J. Therm. Spray Technol. 2009, 18, 187–193. [Google Scholar] [CrossRef]
- Yuan, J.; Sun, J.; Wang, J.; Zhang, H.; Dong, S.; Jiang, J.; Deng, L.; Zhou, X.; Cao, X. SrCeO3 as a novel thermal barrier coating candidate for high–temperature applications. J. Alloys Compd. 2018, 740, 519–528. [Google Scholar] [CrossRef]
- Qiao, Z.; Li, S.; Li, Y.; Xu, N.; Xiang, K. Structure, mechanical properties, and thermal conductivity of BaZrO3 doped at the A-B site. Ceram. Int. 2022, 48, 12529–12536. [Google Scholar] [CrossRef]
- Vassen, R.; Stuke, A.; Stöver, D. Recent Developments in the Field of Thermal Barrier Coatings. J. Therm. Spray Technol. 2009, 18, 181–186. [Google Scholar] [CrossRef]
- Vourdas, N.; Marathoniti, E.; Pandis, P.; Argirusis, C.; Sourkouni, G.; Legros, C.; Mirza, S.; Stathopoulos, V. Evaluation of LaAlO3 as top coat material for thermal barrier coatings. Trans. Nonferrous Met. Soc. China 2018, 28, 1582–1592. [Google Scholar] [CrossRef]
- Ma, W.; Mack, D.E.; Vaßen, R.; Stöver, D. Perovskite-Type Strontium Zirconate as a New Material for Thermal Barrier Coatings. J. Am. Ceram. Soc. 2008, 91, 2630–2635. [Google Scholar] [CrossRef]
- Ma, W.; Jarligo, M.; Mack, D.E.; Pitzer, D.; Malzbender, J.; Vaßen, R.; Stöver, D. New Generation Perovskite Thermal Barrier Coating Materials. J. Therm. Spray Technol. 2008, 17, 831–837. [Google Scholar] [CrossRef]
- Garcia, E.; Cano, C.; Coyle, T.; Osendi, M.I.; Miranzo, P. Thermally Sprayed CaZrO3 Coatings. J. Therm. Spray Technol. 2008, 17, 865–871. [Google Scholar] [CrossRef]
- Saruhan, B.; Fritscher, K.; Schulz, U. Y-Doped La2Zr2O7 Pyrochlore Eb-Pvd Thermal Barrier Coatings. In 27th Annual Cocoa Beach Conference on Advanced Ceramics and Composites: A: Ceramic Engineering and Science Proceedings; Waltraud, M.K., Lin, H.-T., Eds.; The American Ceramic Society: Cocoa Beach, FL, USA, 2003; pp. 491–496. [Google Scholar] [CrossRef]
- Wang, H.; Sheng, Z.; Tarwater, E.; Zhang, X.; Fergus, J.W. Function of Reaction Layer in Pyrochlore Thermal Barrier Coatings against CMAS Corrosion. ECS Trans. 2015, 66, 53–59. [Google Scholar] [CrossRef]
- Schmitt, M.P.; Rai, A.K.; Bhattacharya, R.; Zhu, D.; Wolfe, D.E. “Multilayer thermal barrier coating (TBC) architectures utilizing rare earth doped YSZ and rare earth pyrochlores”. Surf. Coat. Technol. 2014, 251, 56–63. [Google Scholar] [CrossRef]
- Vaßen, R.; Traeger, F.; Stöver, D. New Thermal Barrier Coatings Based on Pyrochlore/YSZ Double-Layer Systems. Int. J. Appl. Ceram. Technol. 2005, 1, 351–361. [Google Scholar] [CrossRef]
- Bansal, N.P.; Zhu, D. Effects of doping on thermal conductivity of pyrochlore oxides for advanced thermal barrier coatings. Mater. Sci. Eng. A 2007, 459, 192–195. [Google Scholar] [CrossRef] [Green Version]
- Yang, J.; Han, Y.; Shahid, M.; Pan, W.; Zhao, M.; Wu, W.; Wan, C. A promising material for thermal barrier coating: Pyrochlore-related compound Sm2FeTaO7. Scr. Mater. 2018, 149, 49–52. [Google Scholar] [CrossRef]
- Che, J.; Wang, X.; Liu, X.; Liang, G.; Zhang, S. Outstanding sintering resistance in pyrochlore-type La2(Zr0.7Ce0.3)2O7 for thermal barrier coatings material. Ceram. Int. 2021, 47, 6996–7004. [Google Scholar] [CrossRef]
- Gadow, R.; Lischka, M. Lanthanum hexaaluminate—Novel thermal barrier coatings for gas turbine applications—Materials and process development. Surf. Coat. Technol. 2002, 151, 392–399. [Google Scholar] [CrossRef]
- Cinibulk, M.K. Thermal stability of some hexaluminates at 1400 °C. J. Mater. Sci. Lett. 1995, 14, 651–654. [Google Scholar] [CrossRef]
- Bansal, N.P.; Zhu, D. Thermal properties of oxides with magnetoplumbite structure for advanced thermal barrier coatings. Surf. Coat. Technol. 2008, 202, 2698–2703. [Google Scholar] [CrossRef]
- Choi, S.R.; Bansal, N.P.; Zhu, D. Mechanical and Thermal Properties of Advanced Oxide Materials for Higher-Temperature Coatings Applications. In Proceedings of the 29th International Conference on Advanced Ceramics and Composites, Cocoa Beach, FL, USA, 23–28 January 2005. [Google Scholar] [CrossRef]
- Cao, X.; Zhang, Y.; Zhong, X.; Wang, Y.; Ma, H.; Xu, Z.; He, L.; Lu, F. Failure of the plasma-sprayed coating of lanthanum hexaluminate. J. Eur. Ceram. Soc. 2008, 28, 1979–1986. [Google Scholar] [CrossRef]
- Xie, X.; Guo, H.; Gong, S.; Xu, H. Lanthanum–titanium–aluminum oxide: A novel thermal barrier coating material for applications at 1300 °C. J. Eur. Ceram. Soc. 2011, 31, 1677–1683. [Google Scholar] [CrossRef]
- Chen, X.; Zhao, Y.; Huang, W.; Ma, H.; Zou, B.; Wang, Y.; Cao, X. Thermal aging behavior of plasma sprayed LaMgAl11O19 thermal barrier coating. J. Eur. Ceram. Soc. 2011, 31, 2285–2294. [Google Scholar] [CrossRef]
- Chen, X.; Zhao, Y.; Fan, X.; Liu, Y.; Zou, B.; Wang, Y.; Ma, H.; Cao, X. Thermal cycling failure of new LaMgAl11O19/YSZ double ceramic top coat thermal barrier coating systems. Surf. Coat. Technol. 2011, 205, 3293–3300. [Google Scholar] [CrossRef]
- Chen, X.; Gu, L.; Zou, B.; Wang, Y.; Cao, X. New functionally graded thermal barrier coating system based on LaMgAl11O19/YSZ prepared by air plasma spraying. Surf. Coat. Technol. 2012, 206, 2265–2274. [Google Scholar] [CrossRef]
- Chen, X.; Sun, Y.; Hu, J.; Li, J.; Deng, C.; Wu, D.; Zeng, D.; Li, W.; Liu, Y.; Zou, B.; et al. Thermal cycling failure of the multilayer thermal barrier coatings based on LaMgAl11O19/YSZ. J. Eur. Ceram. Soc. 2020, 40, 1424–1432. [Google Scholar] [CrossRef]
- Li, J.; Ma, C.; Zhu, S.; Yu, F.; Dai, B.; Yang, D. A Review of Recent Advances of Dielectric Barrier Discharge Plasma in Catalysis. Nanomaterials 2019, 9, 1428. [Google Scholar] [CrossRef] [Green Version]
- Brandenburg, R. Corrigendum: Dielectric barrier discharges: Progress on plasma sources and on the understanding of regimes and single filaments (2017 Plasma Sources Sci. Technol. 26 053001). Plasma Sources Sci. Technol. 2018, 27, 079501. [Google Scholar] [CrossRef]
- Kogelschatz, U. Dielectric-barrier discharges: Their history, discharge physics, and industrial applications. Plasma Chem. Plasma Process. 2003, 23, 1–46. [Google Scholar] [CrossRef]
- Dielectric Barrier Discharge (DBD). Available online: https://www.igvp.uni-stuttgart.de/en/research/plasma-technology/sources/barrier/ (accessed on 13 October 2022).
- Dielectric Barrier Discharge (DBD). Available online: https://www.matsusada.com/application/ps/dielectric_barrier_discharge/#:%7E:text=Dielectric%20Barrier%20Discharge%20(DBD)%20is,and%20covered%20with%20an%20insulator.&text=This%20is%20why%20it%20is,observed%20in%20the%20discharge%20area (accessed on 13 October 2022).
- Ollegott, K.; Wirth, P.; Oberste-Beulmann, C.; Awakowicz, P.; Muhler, M. Fundamental Properties and Applications of Dielectric Barrier Discharges in Plasma-Catalytic Processes at Atmospheric Pressure. Chem. Ing. Tech. 2020, 92, 1542–1558. [Google Scholar] [CrossRef]
- Shrestha, P.; Subedi, D.; Joshi, U. Electrical characterization of atmospheric pressure dielectric barrier discharge in air. In Proceedings of the 5th International Conference on the Frontiers of Plasma Physics and Technology, Singapore, 18–22 April 2011; Available online: https://www-pub.iaea.org/MTCD/publications/PDF/TE-1713-CD/talks/posters/Shrestha-paper.pdf (accessed on 13 October 2022).
- Bryjak, M.; Gancarz, I.; Smolinska, K. Plasma nanostructuring of porous polymer membranes. Adv. Colloid Interface Sci. 2010, 161, 2–9. [Google Scholar] [CrossRef]
- Bruggeman, P.; Brandenburg, R. Atmospheric pressure discharge filaments and microplasmas: Physics, chemistry and diagnostics. J. Phys. D Appl. Phys. 2013, 46, 464001. [Google Scholar] [CrossRef]
- Gershman, S. Pulsed Electrical Discharge in Gas Bubbles in Water. Ph.D. Thesis, The State University of New Jersey, New Brunswick, NJ, USA, 2008. [Google Scholar] [CrossRef]
- Opaits, D.F. Dielectric Barrier Discharge Plasma Actuator for Flow Control (NASA/CR—2012-217655); NASA: Washington, DC, USA, 2012. [Google Scholar]
- Kogelschatz, U.; Eliasson, B.; Egli, W. Dielectric-Barrier Discharges. Principle and Applications. J. Phys. IV 1997, 7, C4-47–C4-66. [Google Scholar] [CrossRef]
- Wilde, N.D.; Xu, H.; Gomez-Vega, N.; Barrett, S.R.H. A model of surface dielectric barrier discharge power. Appl. Phys. Lett. 2021, 118, 154102. [Google Scholar] [CrossRef]
- Erfani, R.; Erfani, T.; Utyuzhnikov, S.V.; Kontis, K. Optimisation of multiple encapsulated electrode plasma actuator. Aerosp. Sci. Technol. 2013, 26, 120–127. [Google Scholar] [CrossRef]
- Roth, J.R.; Dai, X. Optimization of the Aerodynamic Plasma Actuator as an Electrohydrodynamic (EHD) Electrical Device. In Proceedings of the 44th AIAA Aerospace Sciences Meeting and Exhibit, Reno, NV, USA, 9–12 January 2006. [Google Scholar] [CrossRef]
- Moreau, E.; Sosa, R.; Artana, G. Electric wind produced by surface plasma actuators: A new dielectric barrier discharge based on a three-electrode geometry. J. Phys. D Appl. Phys. 2008, 41, 115204. [Google Scholar] [CrossRef]
- Abdollahzadeh, M.; Rodrigues, F.; Nunes-Pereira, J.; Pascoa, J.; Pires, L. Parametric optimization of surface dielectric barrier discharge actuators for ice sensing application. Sens. Actuators A Phys. 2022, 335, 113391. [Google Scholar] [CrossRef]
- Huang, J.; Corke, T.C.; Thomas, F.O. Plasma Actuators for Separation Control of Low-Pressure Turbine Blades. AIAA J. 2006, 44, 51–57. [Google Scholar] [CrossRef]
- Nunes-Pereira, J.; Rodrigues, F.F.; Abdollahzadehsangroudi, M.; Páscoa, J.C.; Lanceros-Mendez, S. Improved performance of polyimide Cirlex-based dielectric barrier discharge plasma actuators for flow control. Polym. Adv. Technol. 2021, 33, 1278–1290. [Google Scholar] [CrossRef]
- Rodrigues, F.F.; Nunes-Pereira, J.; Abdollahzadeh, M.; Pascoa, J.; Lanceros-Mendez, S. Comparative Evaluation of Dielectric Materials for Plasma Actuators Active Flow Control and Heat Transfer Applications. In Proceedings of the ASME 2021 Fluids Engineering Division Summer Meeting, Online, 10–12 August 2021. [Google Scholar] [CrossRef]
- Wojewodka, M.M.; White, C.; Kontis, K. Effect of permittivity and frequency on induced velocity in ac-DBD surface and channel plasma actuators. Sens. Actuators A Phys. 2020, 303, 111831. [Google Scholar] [CrossRef]
- Mertz, B.E.; Corke, T.C. Single-dielectric barrier discharge plasma actuator modelling and validation. J. Fluid Mech. 2011, 669, 557–583. [Google Scholar] [CrossRef]
- De Giorgi, M.G.; Ficarella, A.; Marra, F.; Pescini, E. Micro DBD plasma actuators for flow separation control on a low pressure turbine at high altitude flight operating conditions of aircraft engines. Appl. Therm. Eng. 2017, 114, 511–522. [Google Scholar] [CrossRef]
- Roupassov, D.V.; Nikipelov, A.A.; Nudnova, M.M.; Starikovskii, A.Y. Flow Separation Control by Plasma Actuator with Nanosecond Pulsed-Periodic Discharge. AIAA J. 2009, 47, 168–185. [Google Scholar] [CrossRef]
- Rodrigues, F.F.; Pascoa, J.C. Implementation of Stair-Shaped Dielectric Layers in Micro- and Macroplasma Actuators for Increased Efficiency and Lifetime. J. Fluids Eng. 2020, 142, 4047800. [Google Scholar] [CrossRef]
- Rodrigues, F.; Abdollahzadeh, M.; Pascoa, J.C.; Oliveira, P.J. An Experimental Study on Segmented-Encapsulated Electrode Dielectric-Barrier-Discharge Plasma Actuator for Mapping Ice Formation on a Surface: A Conceptual Analysis. J. Heat Transf. 2020, 143, 11701. [Google Scholar] [CrossRef]
- Wei, B.; Wu, Y.; Liang, H.; Zhu, Y.; Chen, J.; Zhao, G.; Song, H.; Jia, M.; Xu, H. SDBD based plasma anti-icing: A stream-wise plasma heat knife configuration and criteria energy analysis. Int. J. Heat Mass Transf. 2019, 138, 163–172. [Google Scholar] [CrossRef]
- Segawa, T.; Furutani, H.; Yoshida, H.; Jukes, T.; Choi, K.-S. Wall Normal Jet under Elevated Temperatures Produced by Surface Plasma Actuator. In Proceedings of the 45th AIAA Aerospace Sciences Meeting and Exhibit, Reno, NV, USA, 8–11 January 2007. [Google Scholar] [CrossRef]
- Santhanakrishnan, A.; Jacob, J.D. Flow control with plasma synthetic jet actuators. J. Phys. D Appl. Phys. 2007, 40, 637–651. [Google Scholar] [CrossRef]
- Roy, S.; Wang, C.-C. Bulk flow modification with horseshoe and serpentine plasma actuators. J. Phys. D Appl. Phys. 2008, 42, 32004. [Google Scholar] [CrossRef]
- Riherd, M.; Roy, S. Serpentine geometry plasma actuators for flow control. J. Appl. Phys. 2013, 114, 083303. [Google Scholar] [CrossRef] [Green Version]
- Benard, N.; Jolibois, J.; Moreau, E. Lift and drag performances of an axisymmetric airfoil controlled by plasma actuator. J. Electrost. 2009, 67, 133–139. [Google Scholar] [CrossRef]
- Zhao, G.-Y.; Li, Y.-H.; Liang, H.; Han, M.-H.; Hua, W.-Z. Control of vortex on a non-slender delta wing by a nanosecond pulse surface dielectric barrier discharge. Exp. Fluids 2014, 56, 1864. [Google Scholar] [CrossRef]
- Jayaraman, B.; Cho, Y.-C.; Shyy, W. Modeling of dielectric barrier discharge plasma actuator. J. Appl. Phys. 2008, 103, 053304. [Google Scholar] [CrossRef]
- Xiao, D.; Borradaile, H.; Choi, K.-S.; Feng, L.; Wang, J.; Mao, X. Bypass transition in a boundary layer flow induced by plasma actuators. J. Fluid Mech. 2021, 929, A6. [Google Scholar] [CrossRef]
- Pescini, E.; Suma, A.; De Giorgi, M.; Francioso, L.; Ficarella, A. Optimization of Plasma Actuator Excitation Waveform and Materials for Separation Control in Turbomachinery. Energy Procedia 2017, 126, 786–793. [Google Scholar] [CrossRef]
- Roth, J.R.; Tsai, P.P.; Liu, C.; Laroussi, M.; Spence, P.D. Onatmosphere, Uniform Glow Discharge Plasma. U.S. Patent 5414324A, 9 May 1995. [Google Scholar]
- Enloe, C.L.; McLaughlin, T.E.; Jumper, E.J.; Corke, T.C. Single Dielectric Barrier Aerodynamic Plasma Actuation. U.S. Patent 7380756B1, 3 June 2008. [Google Scholar]
- Rodrigues, F.M.F. Modelação experimental Para Otimização de Atuadores a Plasma com Aplicações em Termofluidodinâmica. Ph.D. Thesis, University of Beira Interior, Covilhã, Portugal, 2019. [Google Scholar]
- Siemens, W. Ueber die elektrostatische Induction und die Verzögerung des Stroms in Flaschendrähten. Ann. Phys. 1857, 178, 66–122. [Google Scholar] [CrossRef]
- Kogelschatz, U.; Eliasson, B.; Egli, W. From ozone generators to flat television screens: History and future potential of dielectric-barrier discharges. Pure Appl. Chem. 1999, 71, 1819–1828. [Google Scholar] [CrossRef]
- Andrews, T.; Tait, P.G. VII. On the volumetric relations of ozone, and the action of the electrical discharge on oxygen and other gases. Philos. Trans. R. Soc. Lond. 1860, 150, 113–131. [Google Scholar] [CrossRef]
- Buss, K. Die elektrodenlose Entladung nach Messung mit dem Kathodenoszillographen. Archiv. Elektrotechnik 1932, 26, 261–265. [Google Scholar] [CrossRef]
- Klemenc, A.; Hintenberger, H.; Höfer, H. Über den Entladunsvorgang in einer Siemens-Ozonröhre. Z. Für Elektrochem. Angew. Phys. Chem. 1937, 43, 708–712. [Google Scholar] [CrossRef]
- Suzuki, M. On the Nature of Chemical Reaction in Silent Discharge. Proc. Jpn. Acad. 1950, 26, 20–24. [Google Scholar] [CrossRef]
- Honda, K.; Naito, Y. On the Nature of Silent Electric Discharge. J. Phys. Soc. Jpn. 1955, 10, 1007–1011. [Google Scholar] [CrossRef]
- Gobrecht, H.; Meinhardt, O.; Hein, F. Über die stille elektrische Entladung in Ozonisatoren. Berichte der Bunsengesellschaft für physikalische Chemie 1964, 68, 55–63. [Google Scholar] [CrossRef]
- Bagirov, M.; Kurbanov, M.; Shkilev, A.; Nuraliev, N. Air Discharge between Dielectric-Coated Electrodes. Sov. Phys. Tech. Phys. 1971, 16, 1011. [Google Scholar]
- Tanaka, M.; Yagi, S.; Tabata, N. The observations of silent discharge by image intensifire. Trans. Inst. Electr. Eng. Jpn. A 1978, 98, 57–62. [Google Scholar] [CrossRef]
- Hirth, M. Teilprozesse bei der Ozonerzeugung mittels stiller elektrischer Entladungen. I. Die elektrische Entladung im Ozonisator. Contrib. Plasma Phys. 1981, 21, 1–14. [Google Scholar] [CrossRef]
- Heuser, C. Zur Ozonerzeugung in Elektrischen Gasentladungen. Ph.D. Thesis, RWTH Aachen University, Aachen, Germany, 1984. [Google Scholar]
- Manley, T.C. The Electric Characteristics of the Ozonator Discharge. Trans. Electrochem. Soc. 1943, 84, 83. [Google Scholar] [CrossRef]
- Abe, T.; Takizawa, Y.; Sato, S.; Kimura, N. Experimental Study for Momentum Transfer in a Dielectric Barrier Discharge Plasma Actuator. AIAA J. 2008, 46, 2248–2256. [Google Scholar] [CrossRef]
- Shimizu, K.; Mizuno, Y.; Blajan, M. Basic study on force induction using dielectric barrier microplasma array. Jpn. J. Appl. Phys. 2014, 54, 01AA07. [Google Scholar] [CrossRef]
- Shimizu, K.; Blajan, M. Dielectric Barrier Discharge Microplasma Actuator for Flow Control. In Actuators; Volosencu, C., Ed.; IntechOpen: London, UK, 2018; pp. 3–23. [Google Scholar] [CrossRef] [Green Version]
- Rodrigues, F.F.; Pascoa, J.C.; Trancossi, M. Analysis of innovative plasma actuator geometries for boundary layer control. In Proceedings of the ASME 2016 International Mechanical Engineering Congress and Exposition, Phoenix, AZ, USA, 11–17 November 2016. [Google Scholar] [CrossRef]
- Rodrigues, F.F.; Pascoa, J.C.; Trancossi, M. Experimental thermal characterization of DBD plasma actuators. In Proceedings of the ASME 2017 International Mechanical Engineering Congress and Exposition, Tampa, FL, USA, 3–9 November 2017. [Google Scholar] [CrossRef]
- Rodrigues, F.F.; Pascoa, J.C.; Trancossi, M. Experimental Analysis of Dielectric Barrier Discharge Plasma Actuators Thermal Characteristics Under External Flow Influence. J. Heat Transf. 2018, 140, 102801. [Google Scholar] [CrossRef]
- Roy, S.; Wang, C.-C. Plasma actuated heat transfer. Appl. Phys. Lett. 2008, 92, 231501. [Google Scholar] [CrossRef] [Green Version]
- Audier, P.; Fénot, M.; Bénard, N.; Moreau, E. Film cooling effectiveness enhancement using surface dielectric barrier discharge plasma actuator. Int. J. Heat Fluid Flow 2016, 62, 247–257. [Google Scholar] [CrossRef]
- Yu, J.-L.; He, L.-M.; Zhu, Y.-F.; Ding, W.; Wang, Y.-Q. Numerical simulation of the effect of plasma aerodynamic actuation on improving film hole cooling performance. Heat Mass Transf. 2013, 49, 897–906. [Google Scholar] [CrossRef]
- Broecke, J.V.d. De-icing Using ns-DBD Plasma Actuators: Efficiency and De-icing Capability of Nanosecond Pulsed Dielectric Barrier Discharge Plasma Actuators. Master’s Thesis, Delft University of Technology, Delft, The Netherlands, 2016. Available online: https://repository.tudelft.nl/islandora/object/uuid:945c1293-c61b-48e0-a40c-7ce20a05d100?collection=education (accessed on 13 October 2022).
- Zhou, W.; Liu, Y.; Hu, H.; Hu, H.; Meng, X. Utilization of Thermal Effect Induced by Plasma Generation for Aircraft Icing Mitigation. AIAA J. 2018, 56, 1097–1104. [Google Scholar] [CrossRef]
- Kolbakir, C.; Hu, H.; Liu, Y.; Hu, H. An experimental study on different plasma actuator layouts for aircraft icing mitigation. Aerosp. Sci. Technol. 2020, 107, 106325. [Google Scholar] [CrossRef]
- Jia, Y.; Liang, H.; Zong, H.; Wei, B.; Xie, L.; Hua, W.; Li, Z. Ice shape modulation with nanosecond pulsed surface dielectric barrier discharge plasma actuator towards flight safety. Aerosp. Sci. Technol. 2021, 120, 107233. [Google Scholar] [CrossRef]
- Moreau, E. Airflow control by non-thermal plasma actuators. J. Phys. D Appl. Phys. 2007, 40, 605–636. [Google Scholar] [CrossRef]
- Corke, T.C.; Post, M.L.; Orlov, D.M. Single dielectric barrier discharge plasma enhanced aerodynamics: Physics, modeling and applications. Exp. Fluids 2008, 46, 1–26. [Google Scholar] [CrossRef]
- Benard, N.; Moreau, E. Electrical and mechanical characteristics of surface AC dielectric barrier discharge plasma actuators applied to airflow control. Exp. Fluids 2014, 55, 1–43. [Google Scholar] [CrossRef] [Green Version]
- Kolbakir, C.; Liu, Y.; Hu, H.; Starikovskiy, A.; Miles, R.B. An Experimental Investigation on the Thermal Effects of NS-DBD and AC-DBD Plasma Actuators for Aircraft Icing Mitigation. In Proceedings of the 2018 AIAA Aerospace Sciences Meeting, Kissimmee, FL, USA, 8–12 January 2018. [Google Scholar] [CrossRef] [Green Version]
- Bian, D.-L.; Wu, Y.; Jia, M.; Long, C.-B.; Jiao, S.-B. Comparison between AlN and Al2O3 ceramics applied to barrier dielectric of plasma actuator. Chin. Phys. B 2017, 26, 84703. [Google Scholar] [CrossRef]
- Pons, J.; Oukacine, L.; Moreau, E.; Tatibouet, J.-M. Observation of Dielectric Degradation After Surface Dielectric Barrier Discharge Operation in Air at Atmospheric Pressure. IEEE Trans. Plasma Sci. 2008, 36, 1342–1343. [Google Scholar] [CrossRef]
- Kelar, J.; Přibyl, R.; Pazderka, M.; Tučeková, Z.K.; Zemánek, M.; Černák, M. Change of fundamental properties of dielectric barrier discharge due to the alumina-based barrier layer composition. Vacuum 2020, 174, 109180. [Google Scholar] [CrossRef]
- Pribyl, R.; Stastny, P.; Pazderka, M.; Kelar, J.; Tucekova, Z.K.; Zemanek, M.; Trunec, M.; Cernak, M. Properties of MgAl2O4 doped alumina barrier layers for dielectric barrier discharge. J. Phys. D Appl. Phys. 2020, 53, 505202. [Google Scholar] [CrossRef]
- Xiaozhen, S.; Yong, Z.; Fuyang, Q.; Xiangrong, W. Effect of Glass Additions on Ca0.8Sr0.2TiO3 Ceramics as Dielectrics for a Cylindrical Dielectric Barrier Discharge Reactor in CO2 Plasma. Rare Met. Mater. Eng. 2016, 45, 3037–3042. [Google Scholar] [CrossRef] [Green Version]
- Zito, J.; Arnold, D.P.; Durscher, R.J.; Roy, S. Exploration of Ceramic Dielectrics for Microscale Dielectric Barrier Discharge Plasma Actuators. In Proceedings of the 44th AIAA Plasmadynamics and Lasers Conference, San Diego, CA, USA, 24–27 June 2013. [Google Scholar] [CrossRef] [Green Version]
- Fine, N.E.; Brickner, S.J. Plasma Catalysis for Enhanced-Thrust Single Dielectric Barrier Discharge Plasma Actuators. AIAA J. 2010, 48, 2979–2982. [Google Scholar] [CrossRef]
- Neumann, M.; Friedrich, C.; Czarske, J.; Kriegseis, J.; Grundmann, S. Determination of the phase-resolved body force produced by a dielectric barrier discharge plasma actuator. J. Phys. D Appl. Phys. 2012, 46, 42001. [Google Scholar] [CrossRef]
- Ran, J.; Li, C.; Ma, N.; Luo, H.; Li, X. Homogeneous dielectric barrier discharges in atmospheric air and its influencing factor. Phys. Plasmas 2018, 25, 33511. [Google Scholar] [CrossRef]
- Kim, H.; Yu, S. Ionization of helium gas with a tungsten tip. J. Inf. Disp. 2009, 10, 45–48. [Google Scholar] [CrossRef]
- Ran, J.; Zhang, X.; Ge, D.; Li, X.; Li, X. Effect of Dielectric Surface Morphology on Dielectric Barrier Discharge Mode in Air at Atmospheric Pressure. IEEE Trans. Plasma Sci. 2020, 49, 214–218. [Google Scholar] [CrossRef]
- Li, R.; Tang, Q.; Yin, S.; Yamaguchi, Y.; Sato, T. Decomposition of Carbon Dioxide by the Dielectric Barrier Discharge (DBD) Plasma Using Ca0.7Sr0.3TiO3 Barrier. Chem. Lett. 2004, 33, 412–413. [Google Scholar] [CrossRef]
- Moralev, I.; Sherbakova, V.; Selivonin, I.; Bityurin, V.; Ustinov, M. Effect of the discharge constriction in DBD plasma actuator on the laminar boundary layer. Int. J. Heat Mass Transf. 2018, 116, 1326–1340. [Google Scholar] [CrossRef]
- Mackenzie, J.D. Multifunctional Ceramic Materials–Review and Projections. MRS Proc. 1989, 175, 149. [Google Scholar] [CrossRef]
- Molla, J.; Moreno, R.; Ibarra, A. Effect of Mg doping on dielectric properties of alumina. J. Appl. Phys. 1996, 80, 1028–1032. [Google Scholar] [CrossRef] [Green Version]
- Ramírez-González, J.; West, A.R. Electrical properties of Mg-doped and Mg, Si co-doped alumina. J. Eur. Ceram. Soc. 2020, 41, 3512–3519. [Google Scholar] [CrossRef]
- Chráska, P.; Dubsky, J.; Neufuss, K.; Písacka, J. Alumina-base plasma-sprayed materials part I: Phase stability of alumina and alumina-chromia. J. Therm. Spray Technol. 1997, 6, 320–326. [Google Scholar] [CrossRef]
- Ilavský, J.; Berndt, C.C.; Herman, H.; Chráska, P.; Dubsky, J. Alumina-base plasma-sprayed materials—Part II: Phase transformations in aluminas. J. Therm. Spray Technol. 1997, 6, 439–444. [Google Scholar] [CrossRef]
- Chen, K.; Song, P.; Li, C.; Lu, J. Influence of microstructure on hardness of plasma sprayed Al2O3–TiO2–MgO coatings with interface diffusion by heat treatment. Mater. Res. Express 2017, 4, 126402. [Google Scholar] [CrossRef]
- Booth, F.; Garrido, L.; Aglietti, E.; Silva, A.; Pena, P.; Baudín, C. CaZrO3–MgO structural ceramics obtained by reaction sintering of dolomite-zirconia mixtures. J. Eur. Ceram. Soc. 2016, 36, 2611–2626. [Google Scholar] [CrossRef]
- Silva, A.; Booth, F.; Garrido, L.; Aglietti, E.; Pena, P.; Baudín, C. Influence of phase composition on the sliding wear of composites in the system CaZrO3–MgO–ZrO2 against ZrO2 and steel. Theor. Appl. Fract. Mech. 2016, 85, 125–133. [Google Scholar] [CrossRef]
- Silva, A.; Booth, F.; Garrido, L.; Aglietti, E.; Pena, P.; Baudín, C. Sliding wear of CaZrO3-MgO composites against ZrO2 and steel. J. Eur. Ceram. Soc. 2017, 37, 297–303. [Google Scholar] [CrossRef]
- Carneiro, P.M.; Maceiras, A.; Nunes-Pereira, J.; Silva, P.D.; Silva, A.P.; Baudín, C. Property characterization and numerical modelling of the thermal conductivity of CaZrO3-MgO ceramic composites. J. Eur. Ceram. Soc. 2021, 41, 7241–7252. [Google Scholar] [CrossRef]
- Nunes-Pereira, J.; Carneiro, P.M.; Maceiras, A.; Baudín, C.; Silva, A.P. Modelling of elastic modulus of CaZrO3-MgO composites using isotropic elastic and anisotropic models. J. Eur. Ceram. Soc. 2020, 40, 5882–5890. [Google Scholar] [CrossRef]
- Balça, F. Otimização de Compósitos Multifásicos de Zircónia para Aplicações Termomecânicas Aeronáuticas. Master’s Thesis, Universidade da Beira Interior, Covilhã, Portugal, 2022. [Google Scholar]









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Property | Requirement | Fundament |
|---|---|---|
| Melting point | High | Operating environment at high temperatures |
| Thermal conductivity | Low | Temperature reduction inversely proportional to thermal conductivity |
| Coefficient of thermal expansion | High | Expansion should be close to that of substrate and bond coat on which coatings are deposited |
| Crystalline phase | Stable | Phase change in thermocycling environment is structurally detrimental |
| Oxidation resistance | High | Operating environment highly oxidizing |
| Corrosion resistance | Moderate to high | Operating environment may be corrosive |
| Strain tolerance | High | Operating environment large strain ranges |
| Category | Material | Advantages | Disadvantages |
|---|---|---|---|
| Zirconium oxide | 7–8 wt.% Y2O3 + 92–93 wt.% ZrO2 | Low thermal conductivity High thermal expansion coefficient Thermal shock resistance High fracture toughness | Sintering above 1473 K Phase transition above 1443 K Corrosion resistance Oxygen transparent |
| Zirconium oxide-doped | Al2O3 (Alumina) | High bond strength and hardness Corrosion resistance No oxygen transparency | Phase transition above 1273 K Low thermal expansion coefficient High thermal conductivity |
| YSZ + CaO | Lower thermal diffusivity Corrosion resistance | Destabilization Sintering effect above 1300 K | |
| YSZ + MgO | Low thermal conductivity High thermal expansion coefficient | Low strength Low erosion resistance | |
| YSZ + CeO2 | Low thermal conductivity High thermal expansion High thermal shock resistance High corrosion resistance Low phase transition | High sintering rate CeO2 precipitation (>1373 K) | |
| Defect cluster | ZrO2–Y2O3–Gd2O3–Yb2O3 | Low thermal conductivity High thermal stability High sintering resistance | Low toughness (with increasing dopant-concentration) |
| Perovskite oxides ) | BaZrO3 (barium zirconate) | Low sintering rate | Low thermal shock resistance Low thermal expansion coefficient Poor thermal and chemical stability |
| SrZrO3 (strontium zirconate) | Low thermal conductivity High thermal expansion coefficient Low sintering rate | Phase transition Low thermal shock resistance | |
| CaZrO3 (calcium zirconate) | Low thermal conductivity Good thermal shock resistance High chemical stability | Anisotropic crystalline thermal expansion | |
| Pyrochlore oxides ) | La2Zr2O7 (lanthanum zirconate) | High thermal stability Low thermal conductivity High hardness Low sintering rate High temperature capability | Highly prone to decomposition during plasma spraying Low thermal expansion Poor toughness Low lifetime |
| Gd2Zr2O7 (gadolinium zirconate) | Good resistance to CMAS attack Cost effective with YSZ | Prone to decomposition during plasma spraying Low lifetime | |
| Lanthanum compounds | LHA (lanthanum hexaaluminates) | Low thermal conductivity High thermal expansion coefficient Better thermal stability Low sintering rate | Crystallization |
| LnMAl11O19 (lanthanum aluminate) | Low thermal conductivity High thermal expansion coefficient Low sintering rate | Low hardness | |
| Rare Earth Oxides | High thermal expansion coefficient Lower thermal diffusivity Cheap Readily available | Phase instability Low thermal shock resistance |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Shvydyuk, K.O.; Nunes-Pereira, J.; Rodrigues, F.F.; Silva, A.P. Review of Ceramic Composites in Aeronautics and Aerospace: A Multifunctional Approach for TPS, TBC and DBD Applications. Ceramics 2023, 6, 195-230. https://doi.org/10.3390/ceramics6010012
Shvydyuk KO, Nunes-Pereira J, Rodrigues FF, Silva AP. Review of Ceramic Composites in Aeronautics and Aerospace: A Multifunctional Approach for TPS, TBC and DBD Applications. Ceramics. 2023; 6(1):195-230. https://doi.org/10.3390/ceramics6010012
Chicago/Turabian StyleShvydyuk, Kateryna O., João Nunes-Pereira, Frederico F. Rodrigues, and Abílio P. Silva. 2023. "Review of Ceramic Composites in Aeronautics and Aerospace: A Multifunctional Approach for TPS, TBC and DBD Applications" Ceramics 6, no. 1: 195-230. https://doi.org/10.3390/ceramics6010012
APA StyleShvydyuk, K. O., Nunes-Pereira, J., Rodrigues, F. F., & Silva, A. P. (2023). Review of Ceramic Composites in Aeronautics and Aerospace: A Multifunctional Approach for TPS, TBC and DBD Applications. Ceramics, 6(1), 195-230. https://doi.org/10.3390/ceramics6010012