Design and Performance Evaluation of a Multi-Tuber Peeling Machine


Abstract
:1. Introduction
Related Work on Tuber-Peeling Operation
2. Materials and Methods
2.1. Materials
2.2. Determination of Properties of the Tuber Relevant to Machine Design
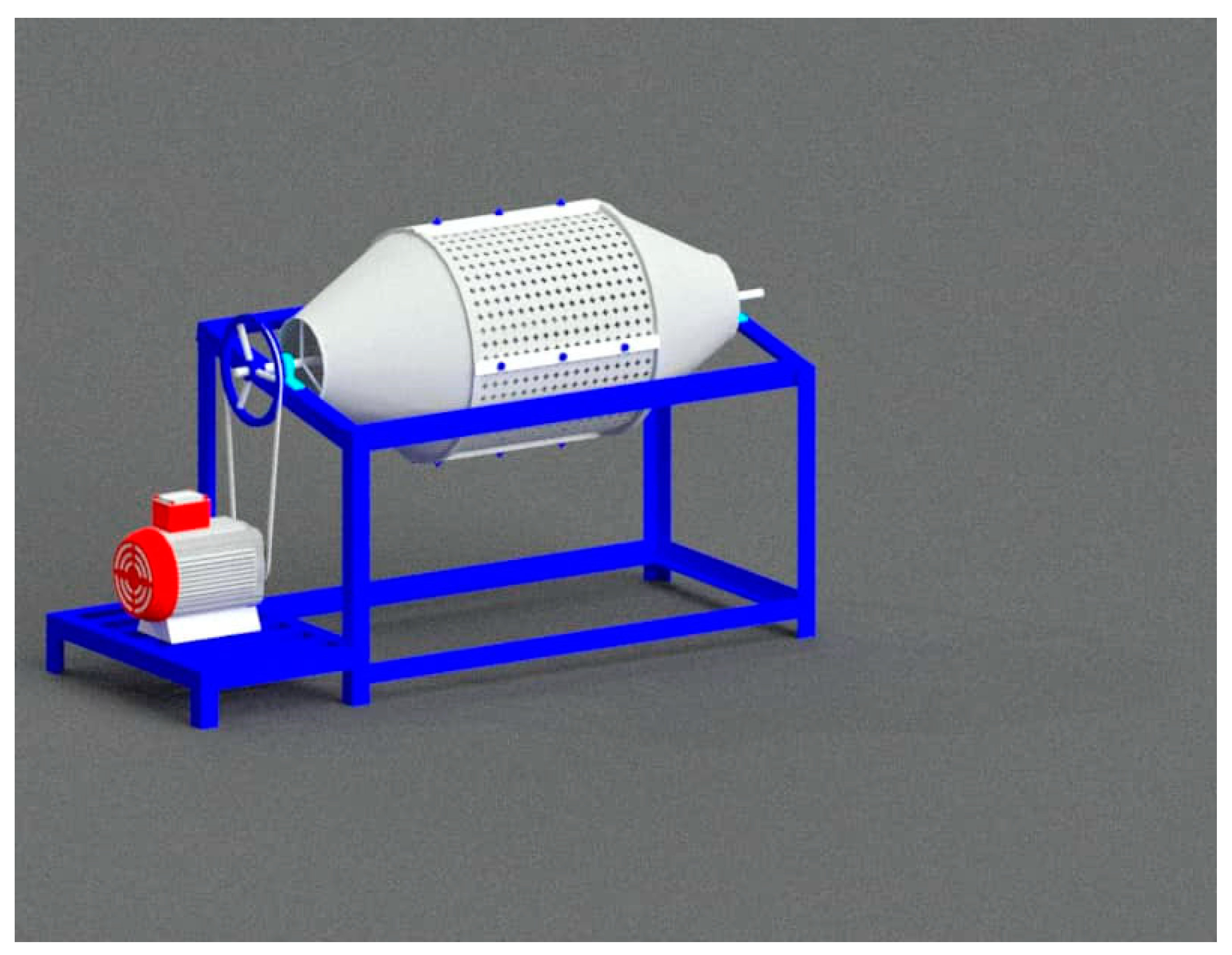
2.3. Machine General Description and Operating Principle
2.4. Design Analysis
2.4.1. Determination of Volume of Peeling Drum
- m = mass of the tuber (10 kg)
- ρ = density of the tubers (7850 kg/m3)
- v = volume of the tubers (m3)
- L = length of the drum (mm)
- D = diameter of the drum (mm)
- V = volume of the peeling drum (mm3)
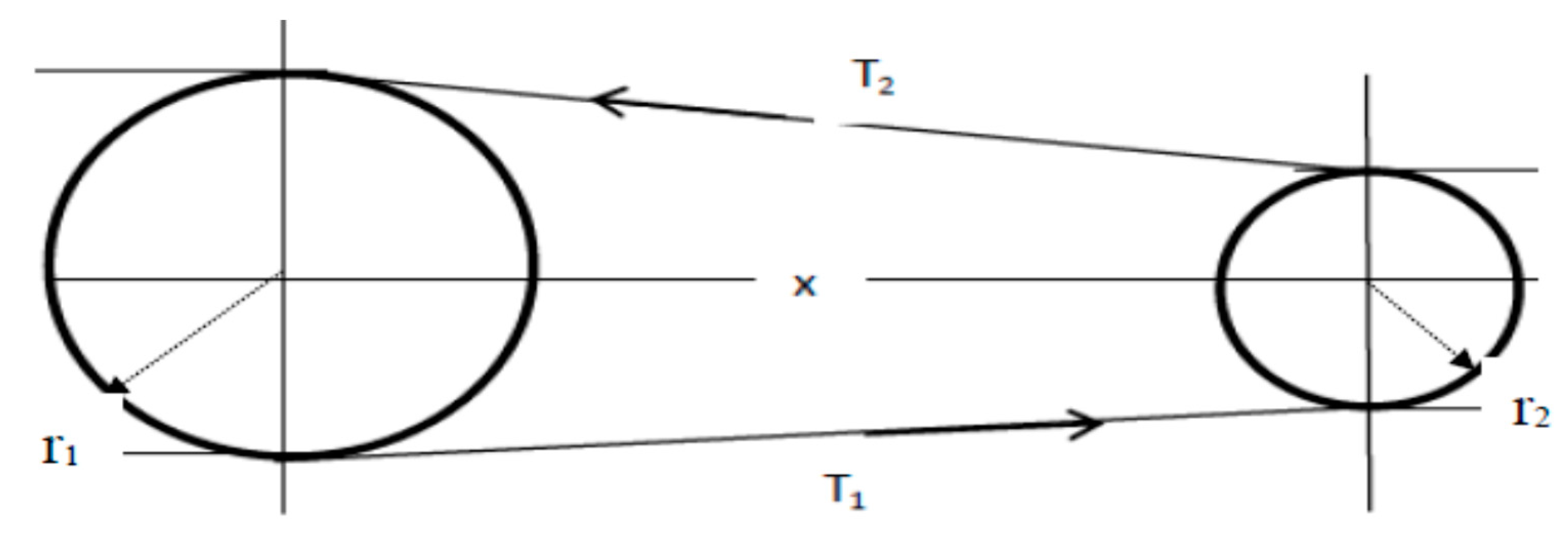
2.4.2. Determination of Tension in Belt
- θ = angle of wrap of an open belt
- µ = co-efficient of friction = 0.3
- T1 = tension in the tight side of the belt (N)
- T2 = tension in the slack side of the belt (N)
- r1 = radius of the machine pulley (mm)
- r2 = radius of the motor pulley (mm)
- = angle of contact from belt (rad)
- x = distance between the two pulleys (mm).
- D = diameter of driven pulley (80 mm)
- N = speed of the motor (1460 rpm)
- P = power transmitted (W);
- v = speed of the belt (m/s)
- T1 and T2 retained their usual meaning
2.4.3. Length of the Belt
- D is the shaft pulley diameter (mm)
- Cd is center distance (mm)
- d is diameter of driver pulley (mm)
- N1 = speed of driven pulley
- N2 = speed of the electric motor (1460 rpm)
- D1 = diameter of the driven pulley
- D2 = diameter of the electric motor pulley (80 mm)
2.4.4. Power Requirement for Peeling Tubers
- P = power to turn the peeling drum (W)
- S = speed of rotation of the drum (rpm). This was assumed to be 350 rpm, 530 rpm and 750 rpm.
- T = torque on the peeling drum (Nm)
- m = mass of the drum including tubers in it (kg)
- a = acceleration of free fall (9.81 m/s2)
- r = radius of the peeling drum (0.217 mm)
- T = torque (Nm)
- P = power requirement for motor selection (W)
- T = torque generated (Nm)
- r = speed of the peeling drum (530 rpm)
2.4.5. Shaft Diameter
- Df = shaft diameter (m)
- Mb = bending moment (Nm)
- Mt = torsional moment (Nm)
- Kb = combined shock and fatigue factor for bending moment (1.5)
- Kt = combined shock and fatigue factor for torsional moment (1.0)
- Su = allowable sheer stress for shaft with keyway of 40 MN/m2 [15]
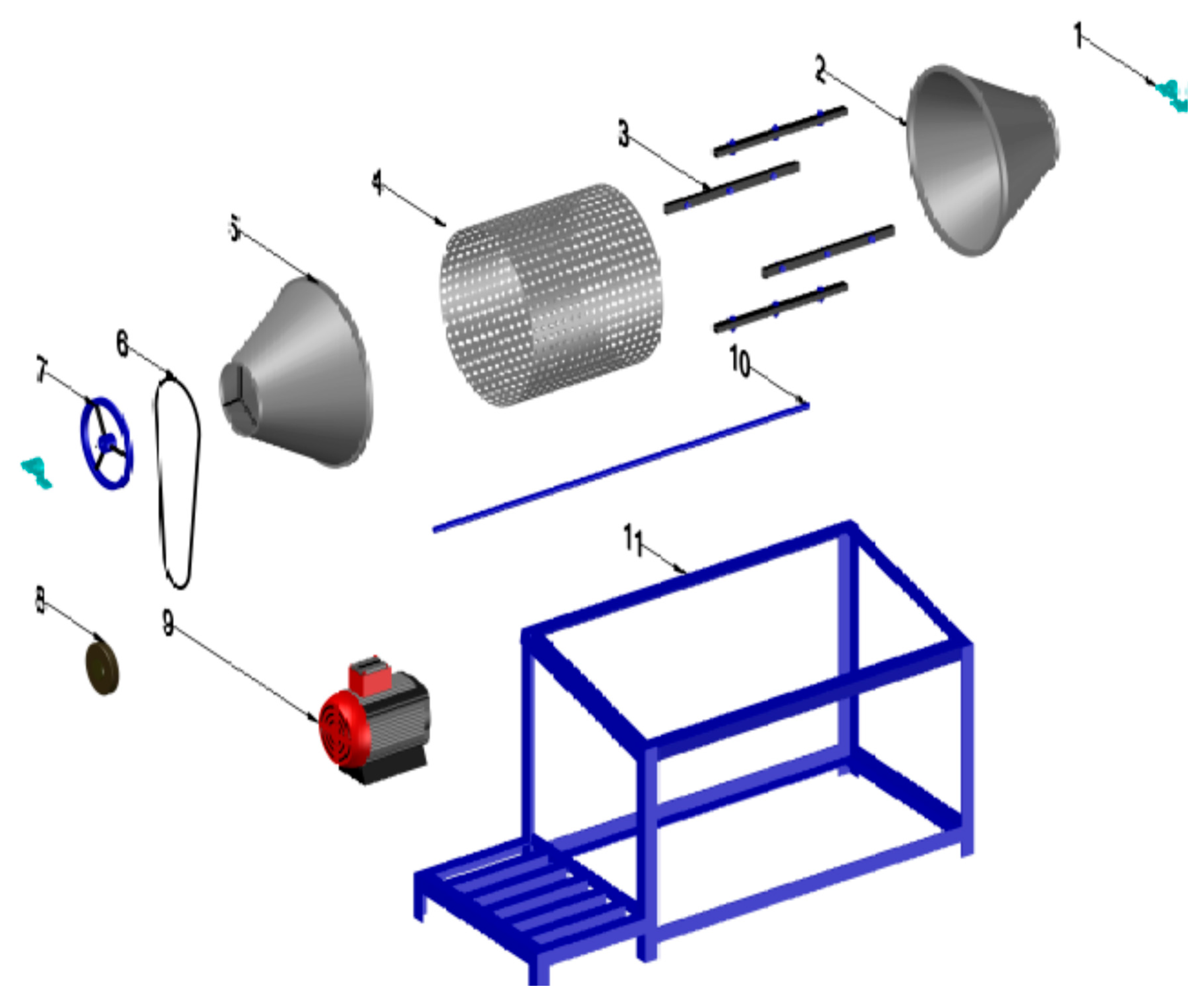
2.5. Component Parts of the Machine
2.6. Machine Technical Parameters
2.7. Bill of Materials and Measurement
2.8. Construction Detailed Drawing
2.9. Performance Evaluation
2.9.1. Sample Preparation
2.9.2. Determination of Peeling Efficiency
- Mpo = weight of peel collected through the peel outlet of the machine (kg)
- Mpr = weight of tuber partially peeled in kg
- ε = peeling efficiency
2.9.3. Determination of Percentage Weight of Peel and Flesh Loss
- FL = flesh loss percentage (%)
- Wp = percentage weight of peel (%)
- Mp = weight of peel (kg)
- Mf = weight of flesh removed (kg)
- Mo = total weight of tuber (kg)
3. Results and Discussion
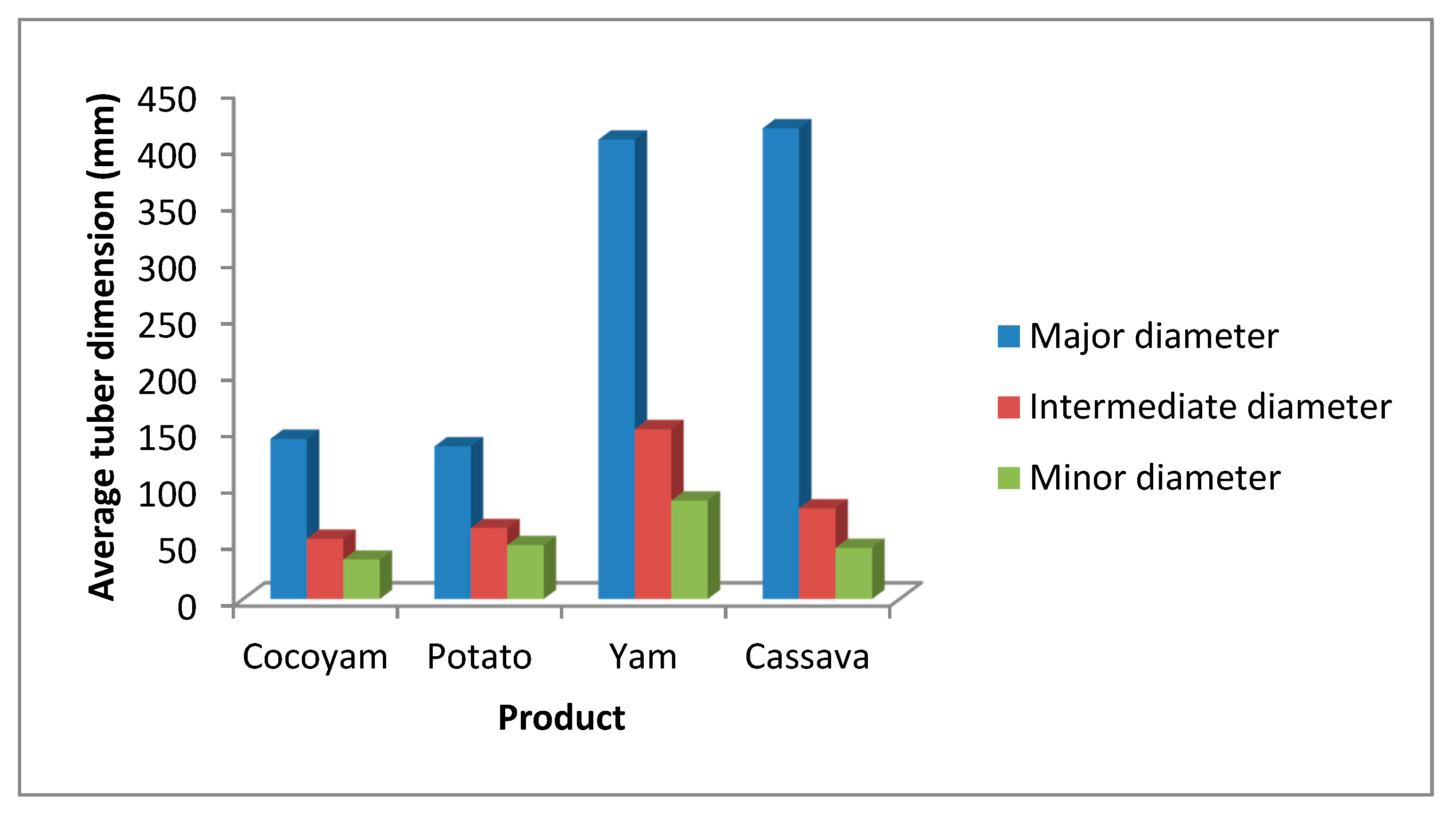
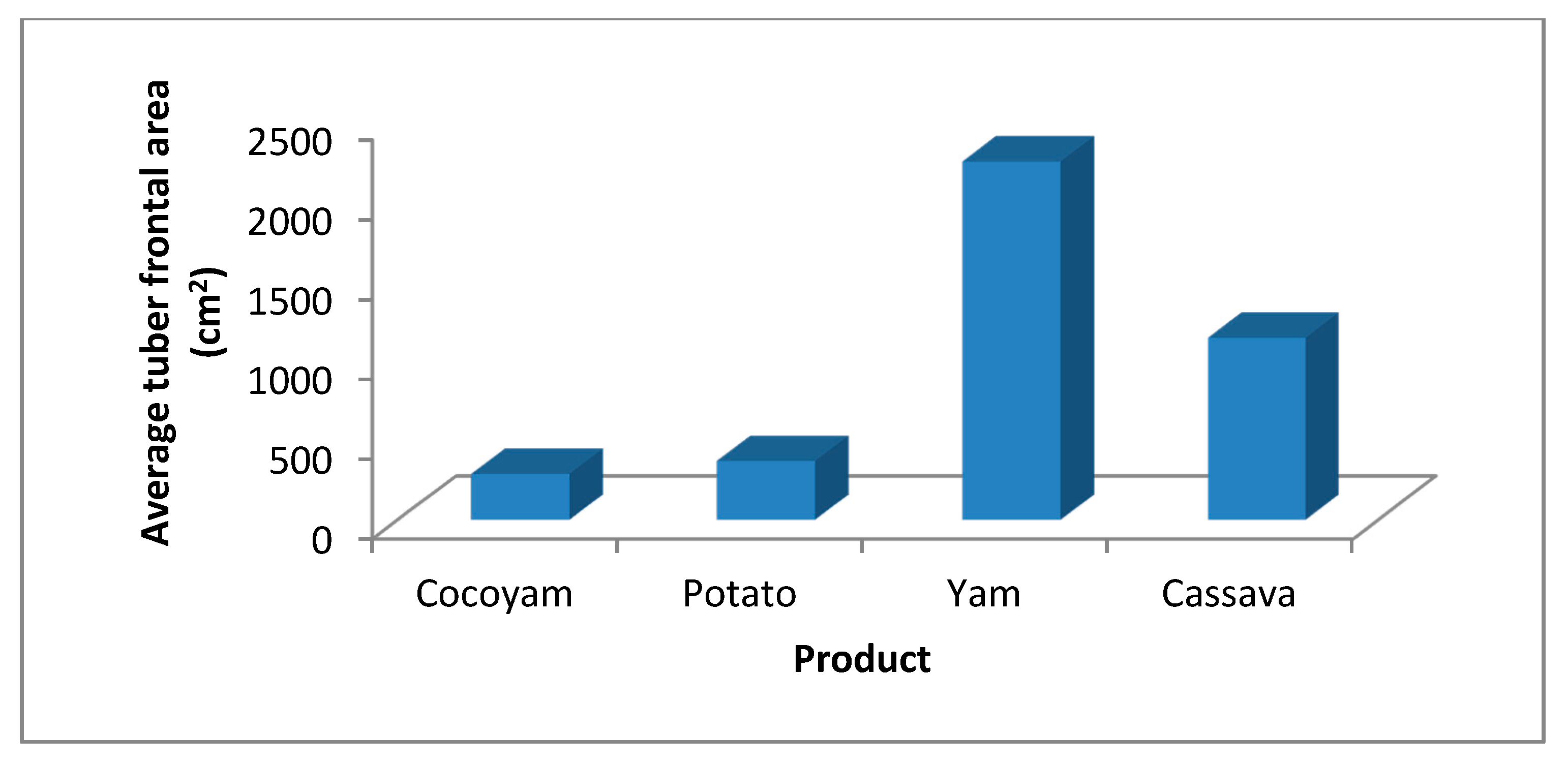
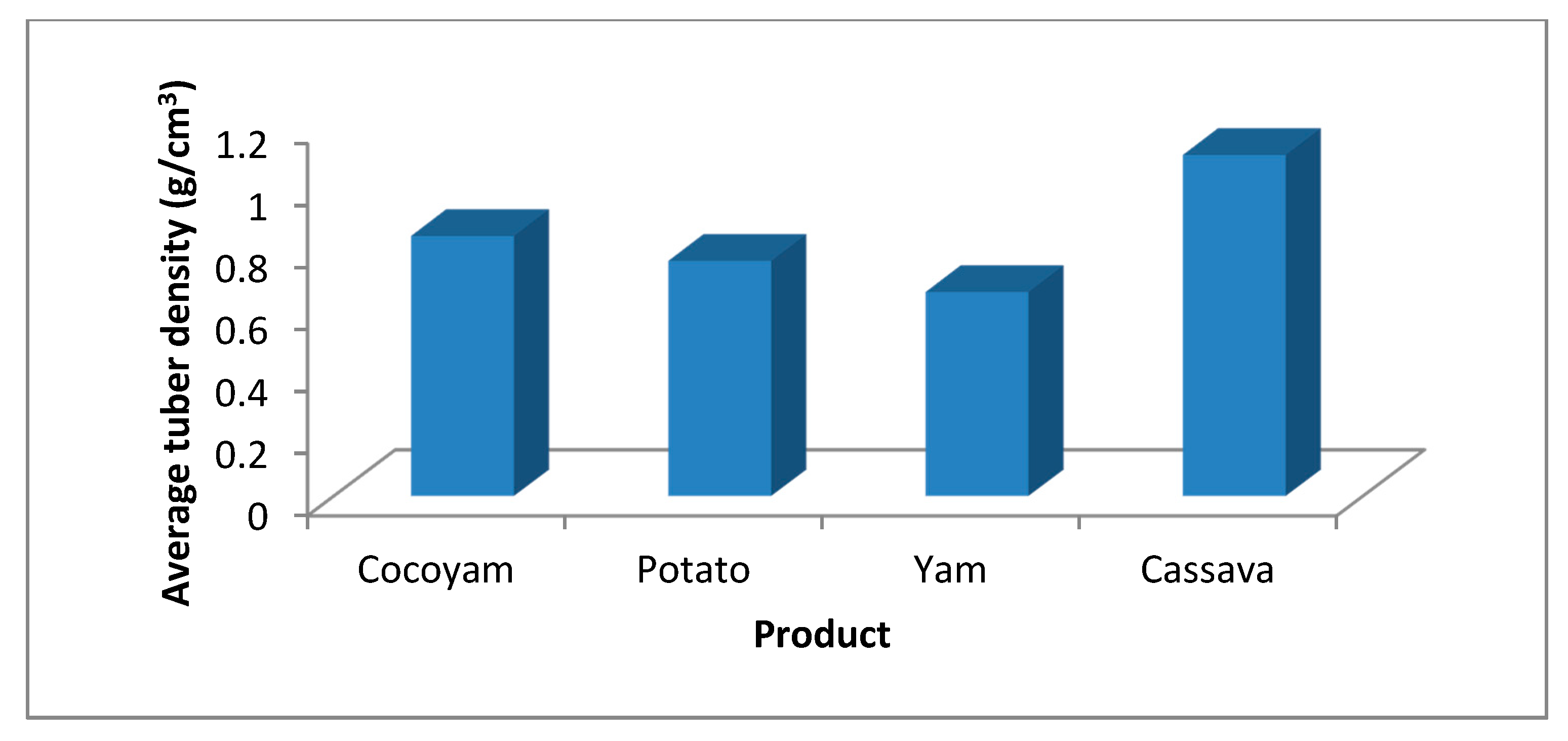
3.1. Physical Properties of Some Selected Tuber Crops
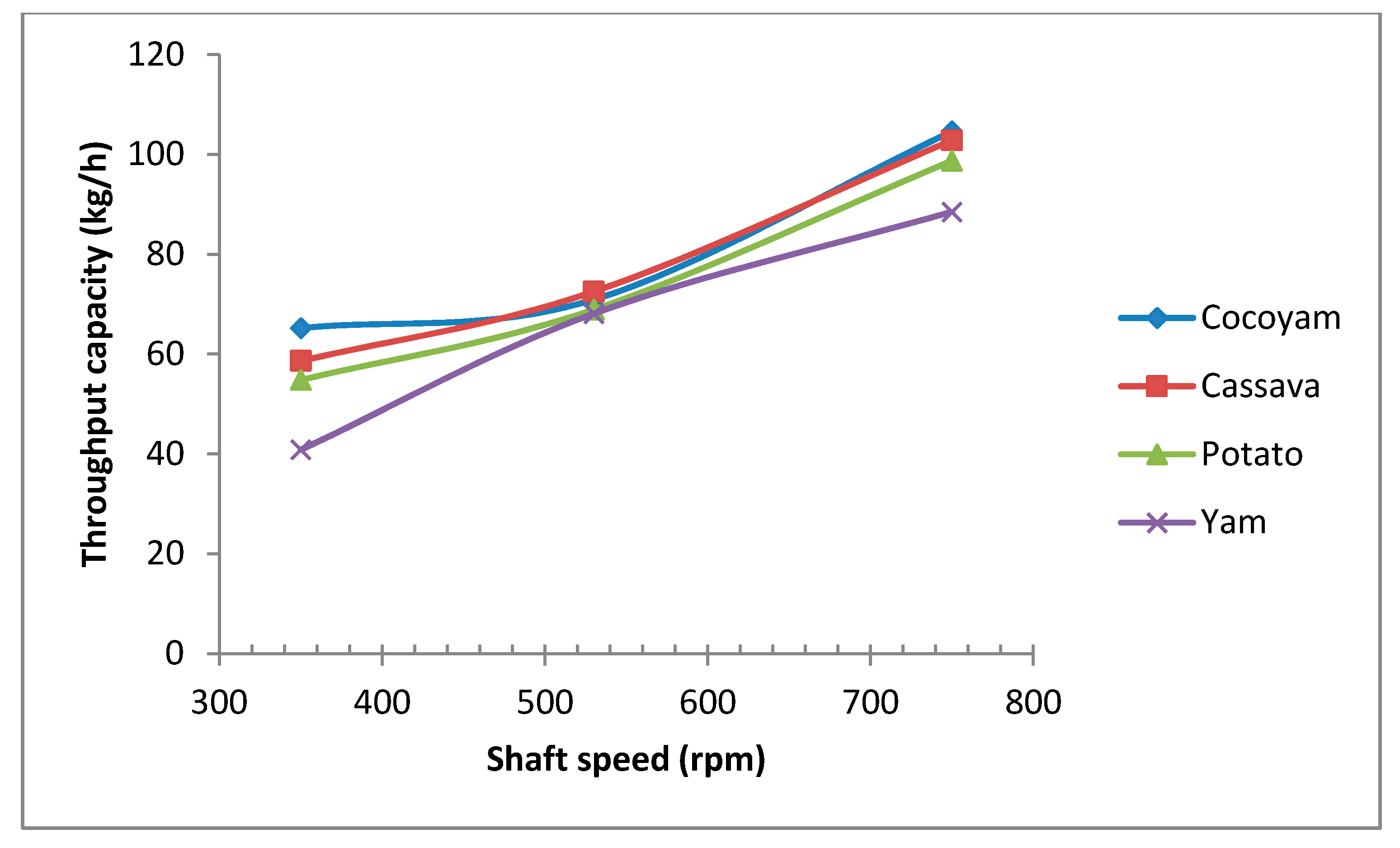
3.2. Effect of Shaft Speed on the Throughput Capacity
3.3. Effect of Shaft Speed on the Peeling Efficiency
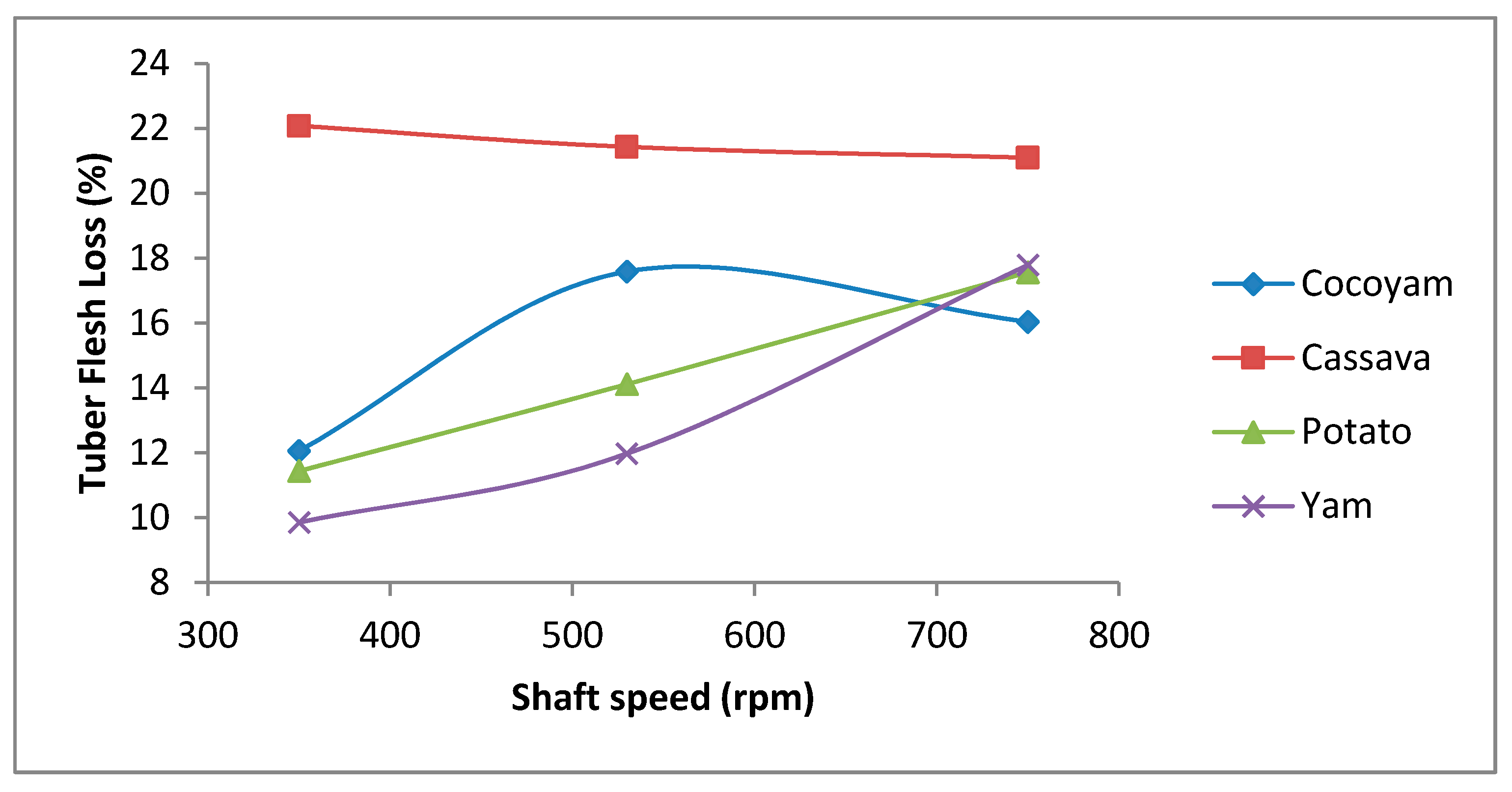
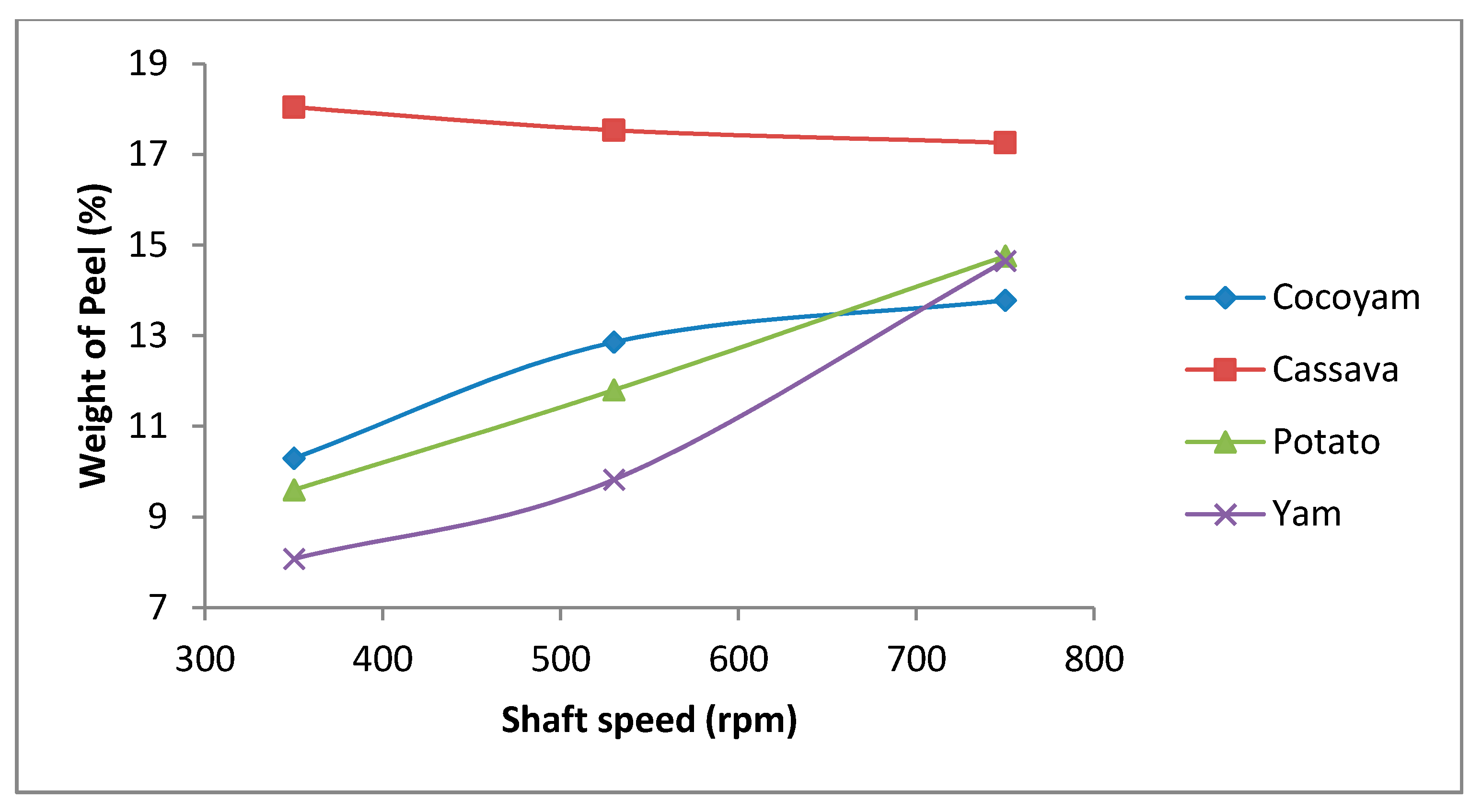
3.4. Effect of Shaft Speed on the Flesh Loss and the Weight of Peel
4. Conclusions
Author Contributions
Funding
Conflicts of Interest
Abbreviations
| Symbol | Meaning | SI Unit |
| m | Mass of tuber | kg |
| Ρ | Density of tuber | kg/m3 |
| V | Volume of tuber | m3 |
| L | Length of the peeling drum | mm |
| Dd | Diameter of the peeling drum | mm |
| V | Volume of the peeling drum | mm3 |
| n | Number of tubers | pieces |
| µ | Coefficient of friction | - |
| T1 | Tension on tight side of the belt | N |
| T2 | Tension on slag side of the belt | N |
| α | Angle of contact from belt | rad |
| x | Distance between pulleys | mm |
| D | Diameter of the driven pulley | mm |
| N | Speed of electric motor | rpm |
| P | Power transmitted | W |
| cd | Centre distance | mm |
| S | Speed of rotation of the drum | rpm |
| T | Torque on the peeling drum | Nm |
| md | Mass of drum including tuber in it | kg |
| Df | Shaft diameter | mm |
| ε | Peeling efficiency | % |
| Mpo | Weight of peels collected via outlet | kg |
| Mpr | Weight of tuber partially peeled | kg |
| Wp | Percent weight of peels | % |
| FL | Tuber flesh loss | % |
| Mp | Weight of peels | kg |
References
- FAO. FAO Production Year Book; Food and Agricultural Organization of the United Nations: Rome, Italy, 1990.
- FAO. FAO Production Year Book; Food and Agricultural Organization of the United Nations: Rome, Italy, 1993.
- Abdulkadir, B.H. Design and Fabrication of a Cassava Peeling Machine. IOSR J. Eng. 2012, 2, 1–8. [Google Scholar]
- Odigboh, E.U. Model III batch process cassava peeling machine. In Proceedings of the International Conference of Agricultural Engineering, Westin Hotel, Seattle, WA, USA, 19–22 September 1988. [Google Scholar]
- Singh, K.K.; Shukla, B.D. Abrasive Peeling of Potatoes. J. Food Eng. 1995, 26, 431–442. [Google Scholar] [CrossRef]
- Suter, M.L.; FMC Technologies Inc. Peeling Apparatus Having Feeder Control Based upon Load and Associated Methods. U.S. Patent 6,431,061, 13 August 2002. [Google Scholar]
- Akintunde, B.O.; Oyawale, F.A.; Tunde-Akintunde, T.Y. Design and fabrication of a cassava peeling Machine. Niger. Food J. 2005, 23, 231–238. [Google Scholar] [CrossRef]
- Adetan, D.A.; Adekoya, L.O.; Aluko, O.B.; Mankanjuola, G.A. An experimental mechanical cassava tubers peeling Machine. J. Agric. Eng. Technol. 2005, 13, 27–34. [Google Scholar]
- Agbetoye, L.A.S. Development in Cassava Harvesting Mechanization. West Indian J. Eng. 1999, 22, 11–19. [Google Scholar]
- Emadi, B.; Kosse, V.; Yarlagadda, P. Abrasive Peeling of Pumpkin. J. Food Eng. 2007, 89, 448–452. [Google Scholar] [CrossRef]
- Olukunle, O.J.; Jimoh, M.O. Comparative Analysis and Performance Evaluation of three Cassava Peeling Machines. Int. Res. J. Eng. Sci. Technol. Innov. 2012, 1, 94–102. [Google Scholar]
- Jimoh, O.M.; Ademosun, C.O.; Olukunle, J.O. Effect of Physical and Mechanical Properties of Cassava Tubers on the Performance of an Automated Peeling Machine. Niger. J. Eng. Appl. Sci. 2012, 5, 47–60. [Google Scholar]
- Fadeyibi, A.; Osunde, Z.D. Thermo-physical properties of Rubber Seed useful in the Design of Storage Structure. Int. J. Agric. Biol. Eng. 2012, 5, 62–66. [Google Scholar]
- Khurmi, R.S.; Gupta, J.K. Textbook of Machine Design, 25th ed.; S. Chand & Co. Ltd.: New Delhi, India, 2005. [Google Scholar]
- Rajput, R.K. Elements of Mechanical Engineering; Lakshmi publishers: New Delhi, India, 2013. [Google Scholar]
- Balami, A.A.; Mohammed, I.A.; Adebayo, S.E.; Adgidzi, D.; Adelemi, A.A. The Relevance of Some Engineering properties of Cocoyam (Colocasia Esculenta) in the Design of Post-harvest processing Machine. Acad. Res. Int. 2012, 2, 53–59. [Google Scholar]
- Agrawal, Y.C. Ginger Peeling Machine Parameters. Agric. Mech. Asia Afr. Lat. Am. 1987, 18, 59–62. [Google Scholar]
- Olukunle, O.J.; Akinnuli, B.O. Theory of an Automated Cassava Peeling System. Int. J. Eng. Innov. Technol. 2013, 2, 177–184. [Google Scholar]
- Adetoro, K.A. Development of a Yam Peeling machine. Glob. Adv. Res. J. Eng. Technol. Innov. 2012, 1, 85–88. [Google Scholar]
- Oluwole, O.O.; Adio, M.A. Design and Construction of a Batch Cassava Peeling Machine. J. Mech. Eng. Automat. 2013, 3, 16–21. [Google Scholar]
- Jayashree, E.; Visvanathan, R. Studies on Development of Concentric Drum, Brush type Ginger Peeling. Agric. Mech. Asia Afr. Lat. Am. 2014, 45, 82–87. [Google Scholar]
- Balami, A.A.; Dauda, S.M.; Mohammed, I.S.; Agunsoye, J.K.; Abu, H.; Abubakar, I.; Hamad, D. Design and Fabrication of a Cocoyam (Colocasia Esculauta) Peeling Machine. Internet Food Res. J. 2014, 23, 565–570. [Google Scholar]













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| s/n | Source | Contribution | Limitation |
|---|---|---|---|
| 1 | Odigboh [4] | Designed a three-model cassava-peeling machine. | Poor equipment calibration and high tuber flesh loss. |
| 2 | Singh and Shukla [5] | Designed a power operated batch type mechanical peeler for potatoes | Poor equipment calibration and high tuber flesh loss. |
| 3 | Suter [6] | Designed a roller-type potato peeler which uses set of abrasive rollers. The motion of roller is controlled by means of a sensor. | Poor equipment calibration. Peeling efficiency was significantly low with a high peeling loss. |
| 4 | Akintunde et al. [7] | Designed a cassava-peeling machine | Tuber are soaked in water before peeling. Poor equipment calibration and high tuber flesh loss. |
| 5 | Adetan et al. [8] | Designed a spring-loaded cassava-peeling machine with five spring-loading points equally spaced at 140 mm | Poor equipment calibration. Peeling efficiency was significantly low with a high peeling loss. |
| 6 | Agbetoye et al. [9] | Developed a cassava-peeling machine with a very low throughput capacity. | Poor equipment calibration and high tuber flesh loss |
| s/n | Materials | Dimension |
|---|---|---|
| 1 | Iron pillow bearing | 25 mm |
| 2 | Iron shaft | 30 mm |
| 3 | Two pulleys | 500 mm and 70 mm |
| 4 | Bolts ad nuts | 13 and 19 mm |
| 5 | Angle iron bar | 3 inches |
| 6 | Mild steel plate | 4 mm thick |
| 7 | Iron flat bar | 30 mm and 5mm |
| 8 | Iron rod | 20 mm |
| 9 | Hinges and lock | Standard size |
| 10 | Other consumables (electrodes, grinding disc, cutting disc) | Standard sizes |
| sn | components | Dimension | Value | SI Unit |
|---|---|---|---|---|
| 1 | Machine frame | Upper length | 1130 | mm |
| Upper width | 700 | mm | ||
| Height | 700 | mm | ||
| Lower length | 1130 | mm | ||
| Lower width | 860 | mm | ||
| 2 | Shaft | Length | 1200 | mm |
| Diameter | 30 | mm | ||
| Weight | 8.202 | kg | ||
| 3 | Bearing | Diameter | 30 | mm |
| Weight | 1.04 | kg | ||
| 4 | Peeling drum | Length | 600 | mm |
| Diameter | 400 | mm | ||
| Weight | 20 | kg | ||
| 5 | Pulley | Diameter | 220 | mm |
| Weight | 1.348 | kg | ||
| Speed | 1460 | rpm | ||
| 6 | Motor | Power | 3.0 | HP |
| Motor pulley diameter | 80 | mm | ||
| 7 | Belt | Length | 717 | mm |
| Centre distance | 230 | mm | ||
| 8 | Capacity | Mass/time | 10 | kg/min |
| Part | Material Make | Specification | Quantity | Unit cost ($) | Total cost ($) |
|---|---|---|---|---|---|
| 1 | Pillow bearing | 80 mm | 2 | 5.48 | 10.96 |
| 2 | Shaft rod | 30 mm/1500 mm | 1 | 13.7 | 13.7 |
| 3 | Wire gauze | Galvanized hard net | 1 length | 16.4 | 16.44 |
| 4 | Galvanized steel plate | 2 mm thick half plate | ½ plate | 23.3 | 11.64 |
| 5 | Iron flat bar | 30 mm wide bar | ½ length | 19.2 | 9.589 |
| 6 | Iron flat bar | ½ inch wide | 1 length | 6.85 | 6.849 |
| 7 | Iron rod | 10 mm diameter | 1 length | 5.48 | 5.479 |
| 8 | Iron rod | 20 mm diameter | ½ length | 6.58 | 3.288 |
| 9 | Hollow pipe ring | 30 mm diameter | 2 | 2.74 | 5.479 |
| 10 | Angle iron | 2 × 2 inches | 3 length | 11 | 32.88 |
| 11 | Bolt/nuts with washers | Size 13 | 50 set | 0.14 | 6.849 |
| Size 17 | 5 set | ||||
| Size 19 | 5 set | ||||
| 12 | Binding wire | Thin wire | 1 length | 0.19 | 0.959 |
| 13 | Lock and hangers | Door lock average size | 1 set | 0.27 | 1.37 |
| 14 | Pulley | 30 mm inner diameter | 1 | 5.48 | 5.479 |
| 220 mm | |||||
| 70 mm | 1 | ||||
| 300 mm | 1 | ||||
| 15 | Electrode | Gauges 10 and 12 | 1 pct each | 1.37 | 1.37 |
| 16 | Labour cost | 5.48 | 5.479 | ||
| Total | 188.5 |
| Part No. | Material | Make | Model |
|---|---|---|---|
| 1 | Handle | Galvanized iron rod, China | 80 mm |
| 2 | Right-peeling drum head | Mild steel (MS), China | MS Mild steel 16 gauge |
| 3 | Wire gauze | Galvanized hard net, China | 2 mm thick |
| 4 | Left drum head | Mild steel, China | MS Mild steel 16 gauge |
| 5 | v-belt | Vulcanized Rubber, US | Transmission, Type A |
| 6 | Pulley | Mild steel rod, China | 16 guage |
| 7 | Motor seal | US | |
| 8 | Electric motor | 3 Horse Power Electric Motor, China | 1450 rpm, single phase |
| 9 | Shaft | Mild steel rod, China | |
| 10 | Bolt/nuts with washers | Mild steel, China | 16 mm head or wrench size |
| 11 | Frame | Galvanized iron angle bar | 16-guage angle iron bar |
| Runs | Speed | Product | Peeling Efficiency (%) |
|---|---|---|---|
| 1 | 350 | Cocoyam | 64.1 |
| 7 | 530 | Cocoyam | 70.6 |
| 5 | 750 | Cocoyam | 74.6 |
| 4 | 350 | Cassava | 41.4 |
| 6 | 530 | Cassava | 57.4 |
| 1 | 750 | Cassava | 63.8 |
| 8 | 350 | Potato | 64.8 |
| 2 | 530 | Potato | 69.5 |
| 12 | 750 | Potato | 72.3 |
| 9 | 350 | Yam | 40.2 |
| 11 | 530 | Yam | 52.4 |
| 10 | 750 | Yam | 61.1 |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Fadeyibi, A.; Faith Ajao, O. Design and Performance Evaluation of a Multi-Tuber Peeling Machine. AgriEngineering 2020, 2, 55-71. https://doi.org/10.3390/agriengineering2010004
Fadeyibi A, Faith Ajao O. Design and Performance Evaluation of a Multi-Tuber Peeling Machine. AgriEngineering. 2020; 2(1):55-71. https://doi.org/10.3390/agriengineering2010004
Chicago/Turabian StyleFadeyibi, Adeshina, and Olusola Faith Ajao. 2020. "Design and Performance Evaluation of a Multi-Tuber Peeling Machine" AgriEngineering 2, no. 1: 55-71. https://doi.org/10.3390/agriengineering2010004
APA StyleFadeyibi, A., & Faith Ajao, O. (2020). Design and Performance Evaluation of a Multi-Tuber Peeling Machine. AgriEngineering, 2(1), 55-71. https://doi.org/10.3390/agriengineering2010004