An Economical and Mechanical Investigation on Local Post-Weld Heat Treatment for Stiffened Steel Plates in Bridge Structures


Abstract
:1. Introduction
2. Structural Model for Investigation
3. PWHT Conditions and Heating Apparatus
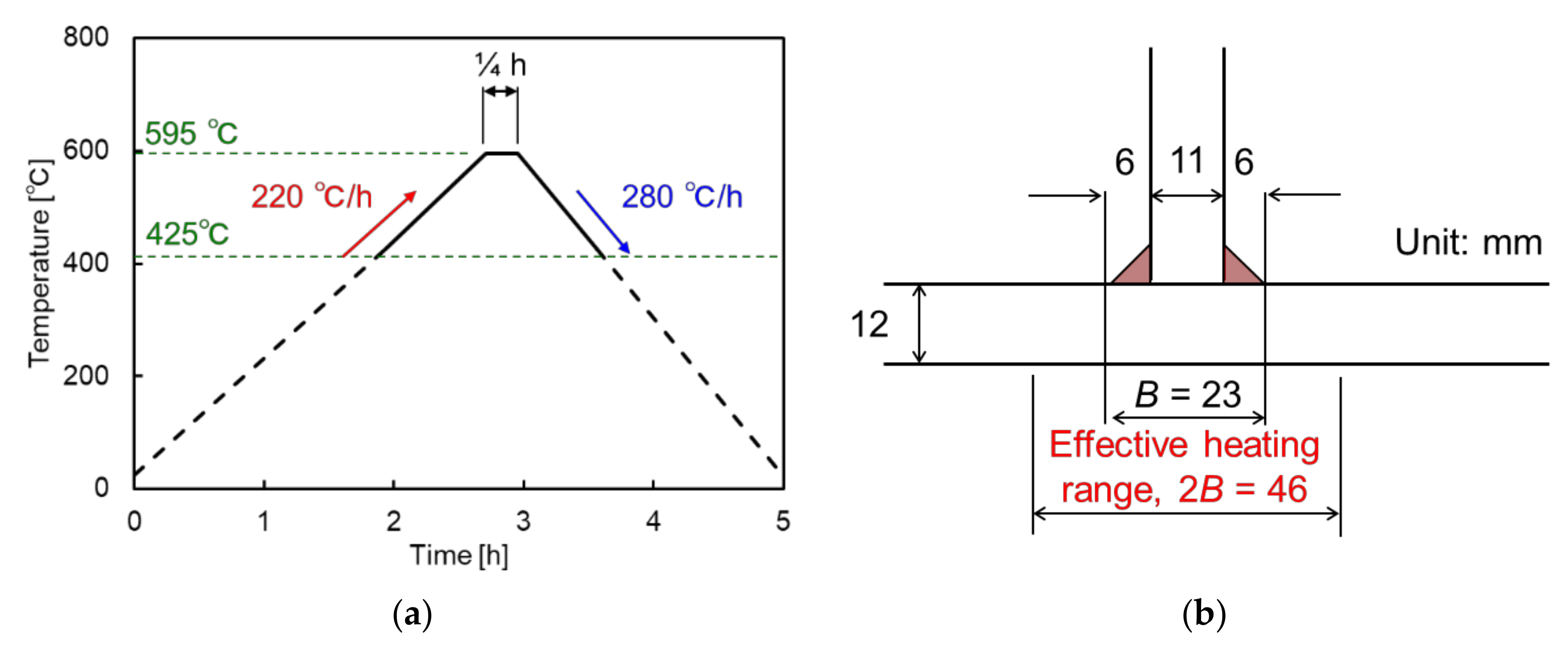
3.1. PWHT Conditions
3.2. Heating Apparatus
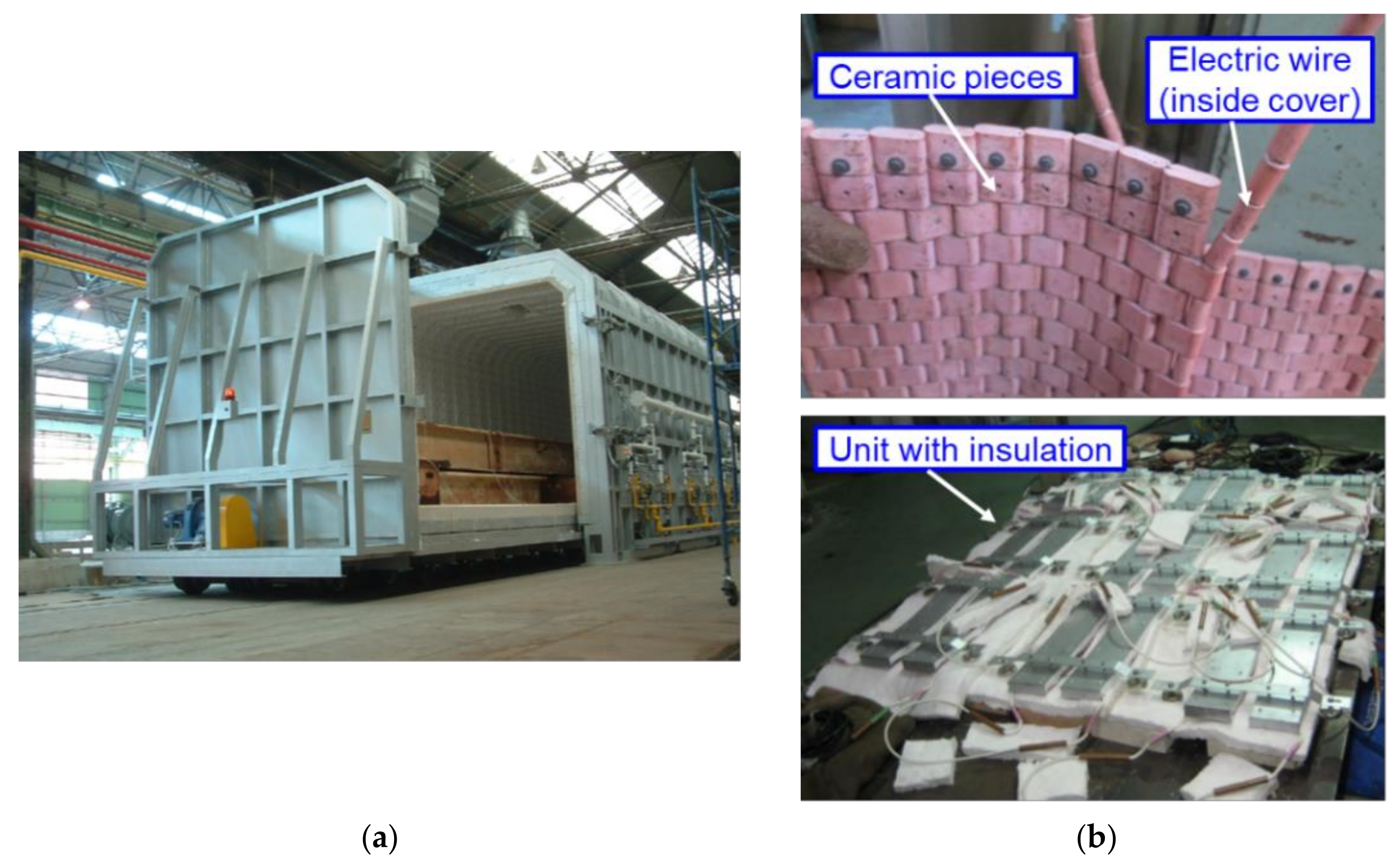
3.2.1. Furnace for the PWHT
3.2.2. Sheet-Type Ceramic Heater for Local PWHT
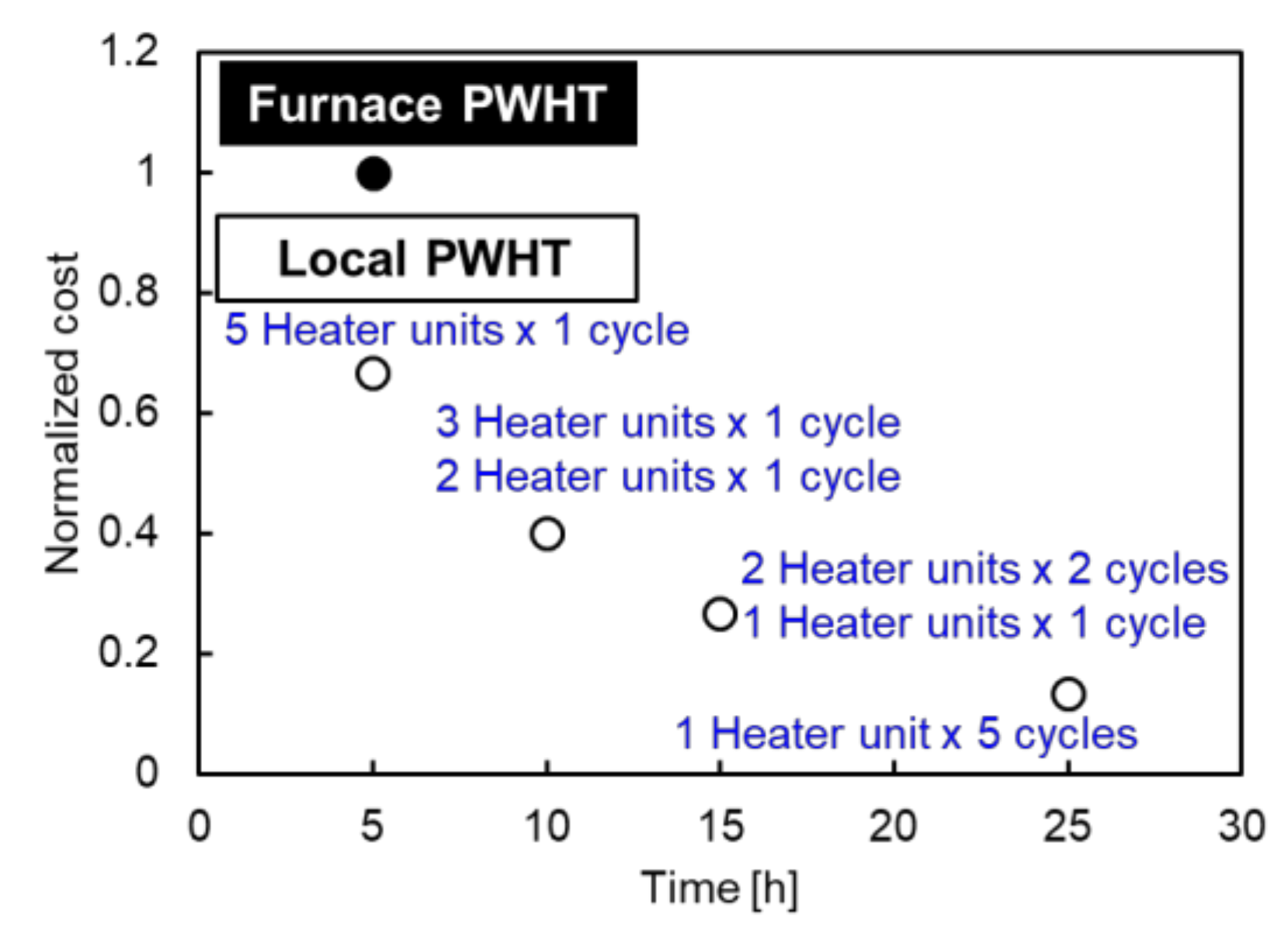
4. Cost and Time Estimation of PWHT
5. FE Analysis on Furnace PWHT and Local PWHT
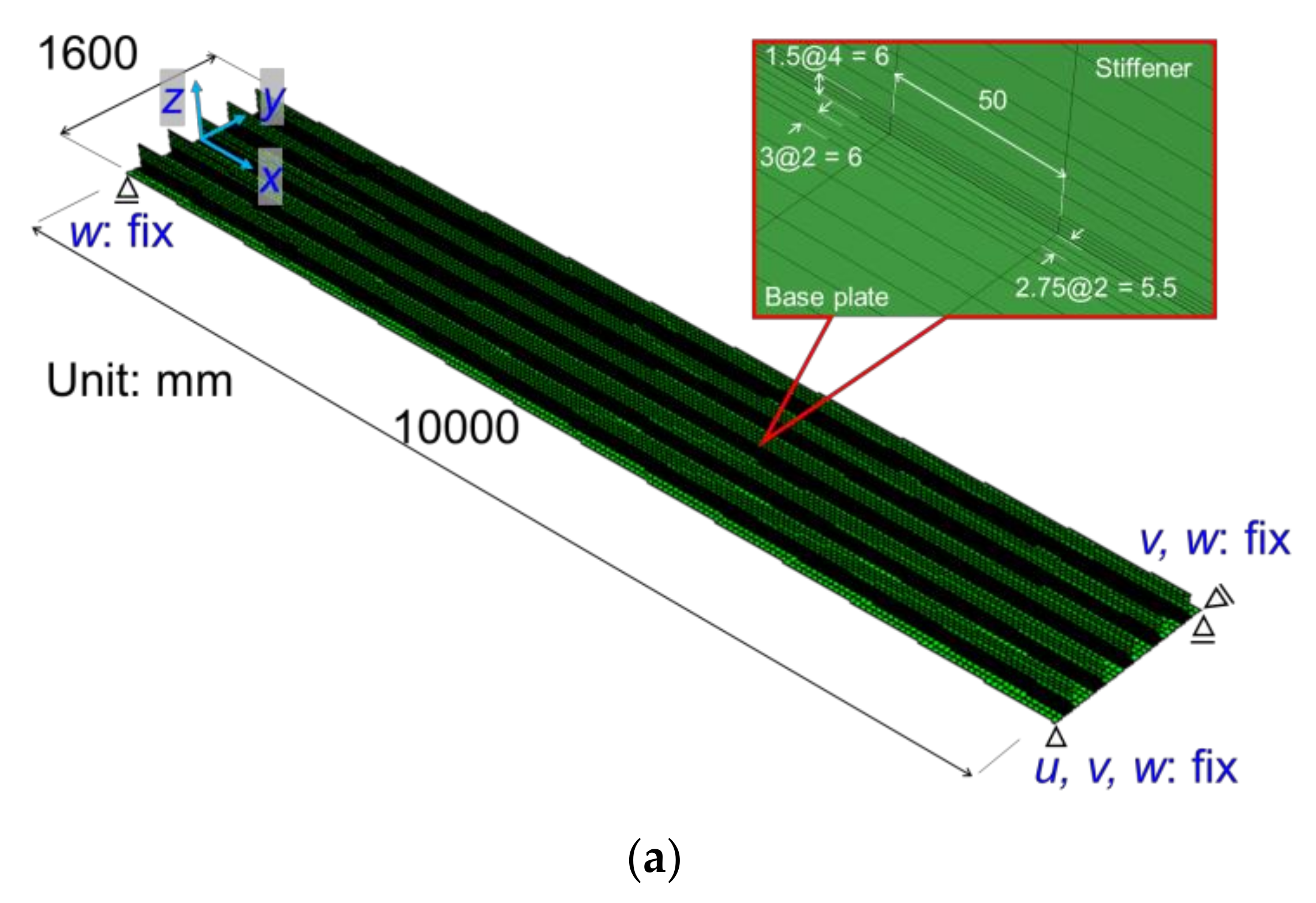
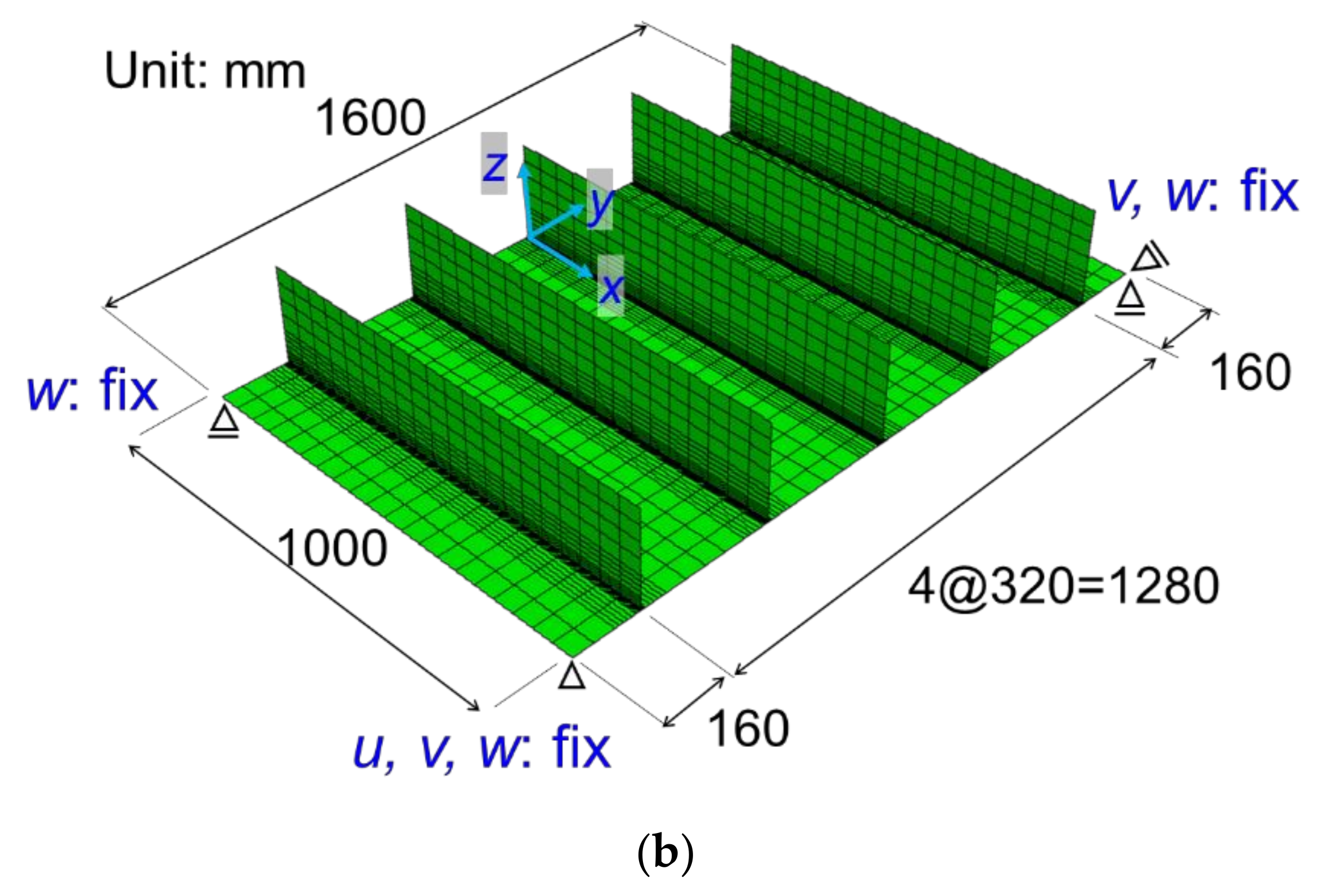
5.1. FE Model
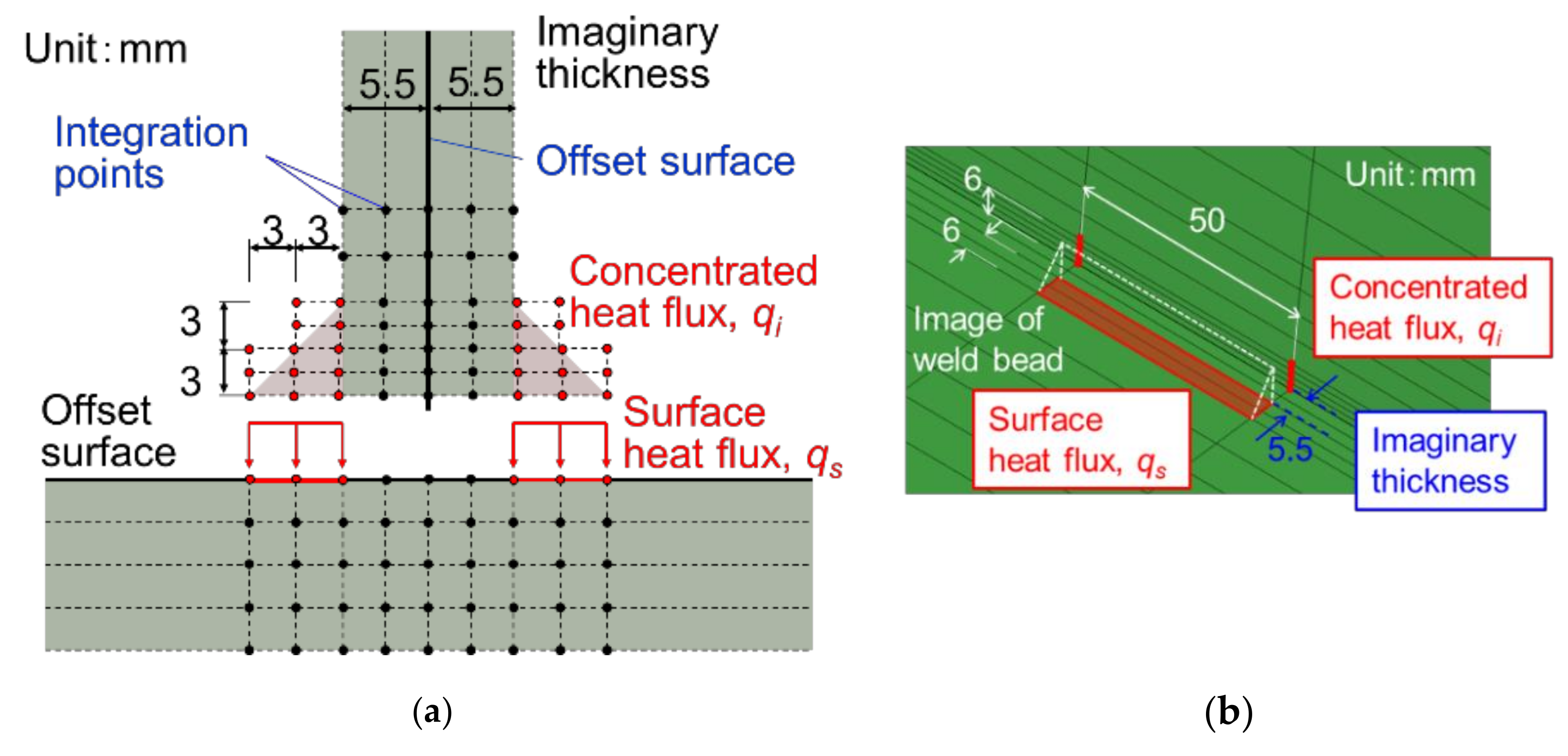
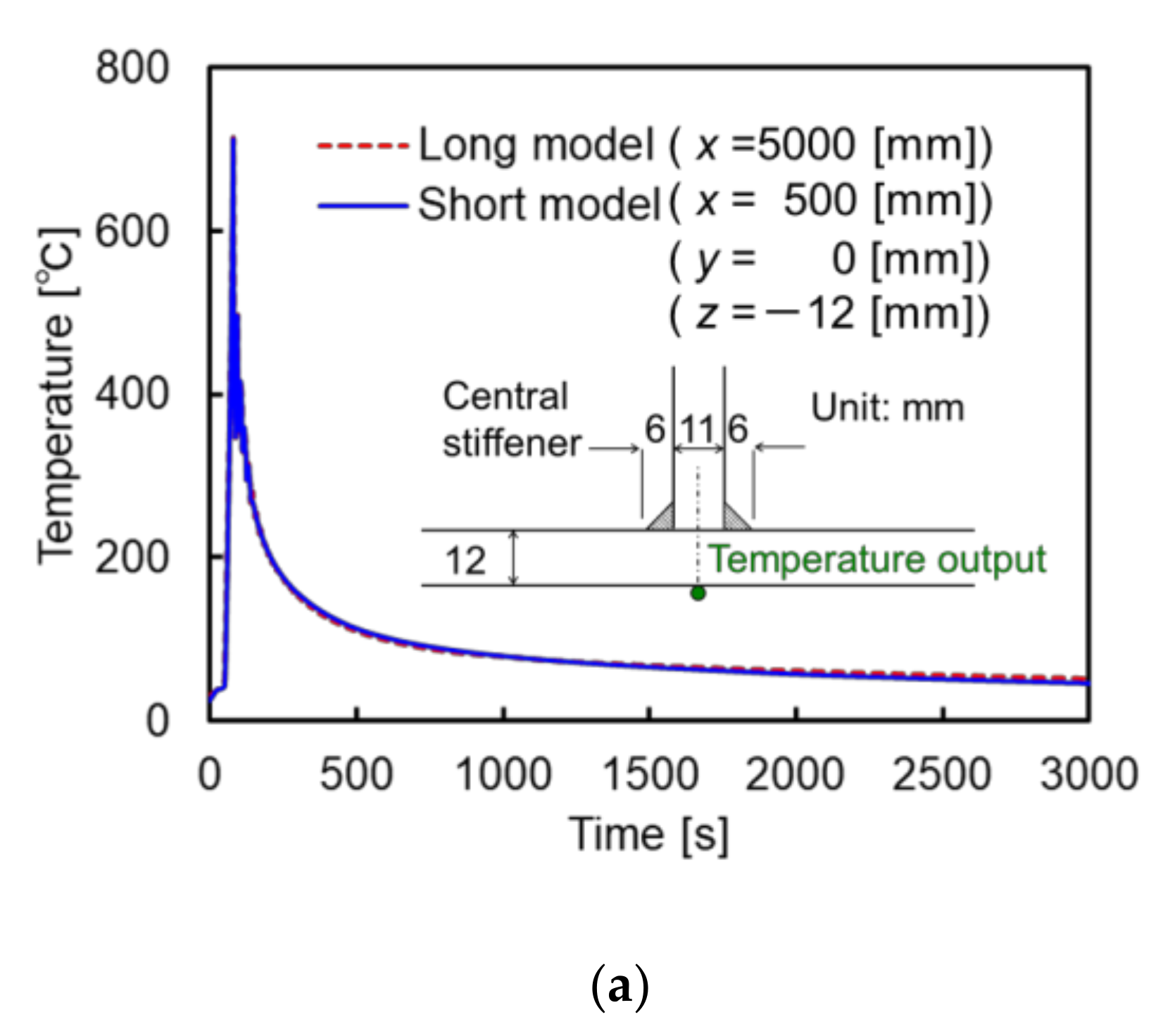
5.2. Simulation of the Welding Process
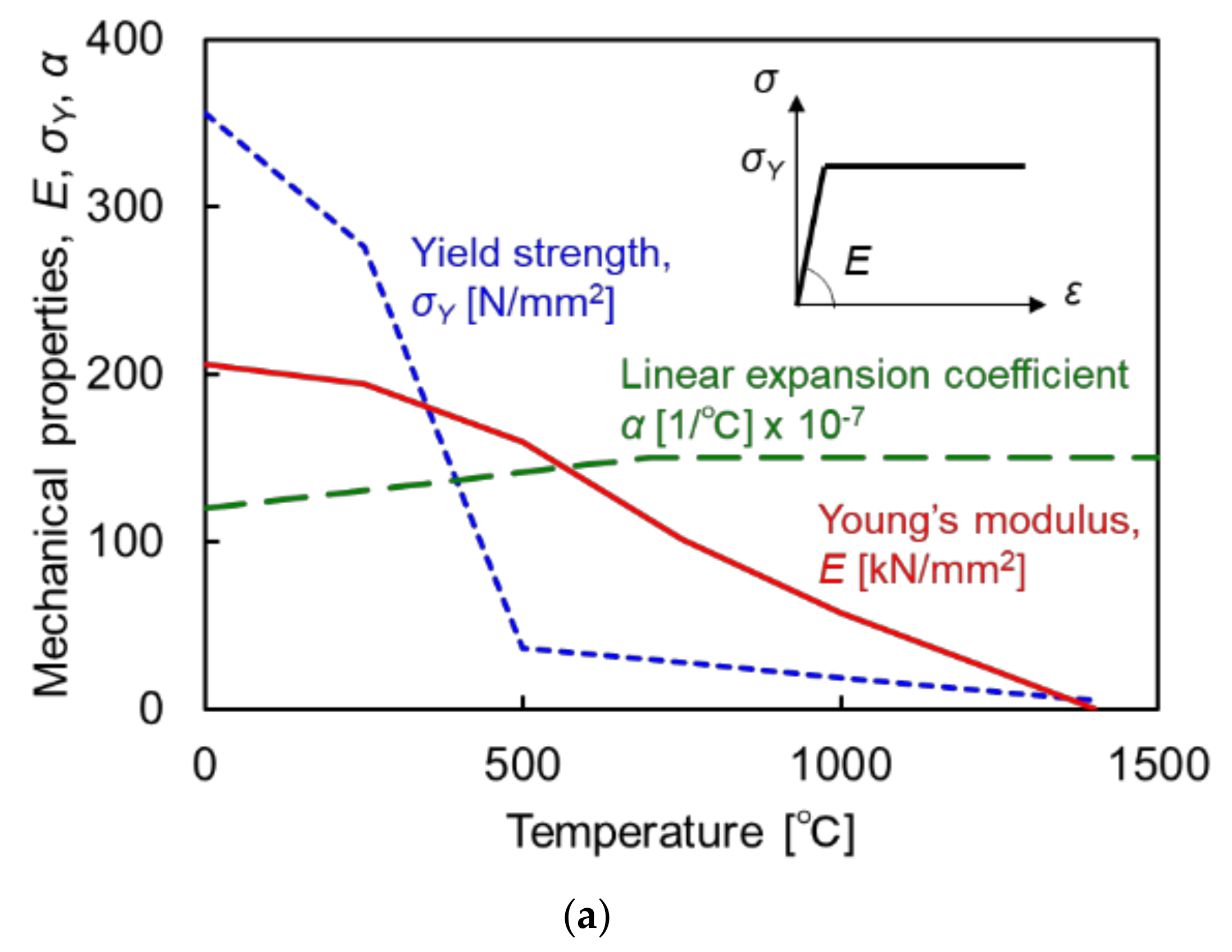
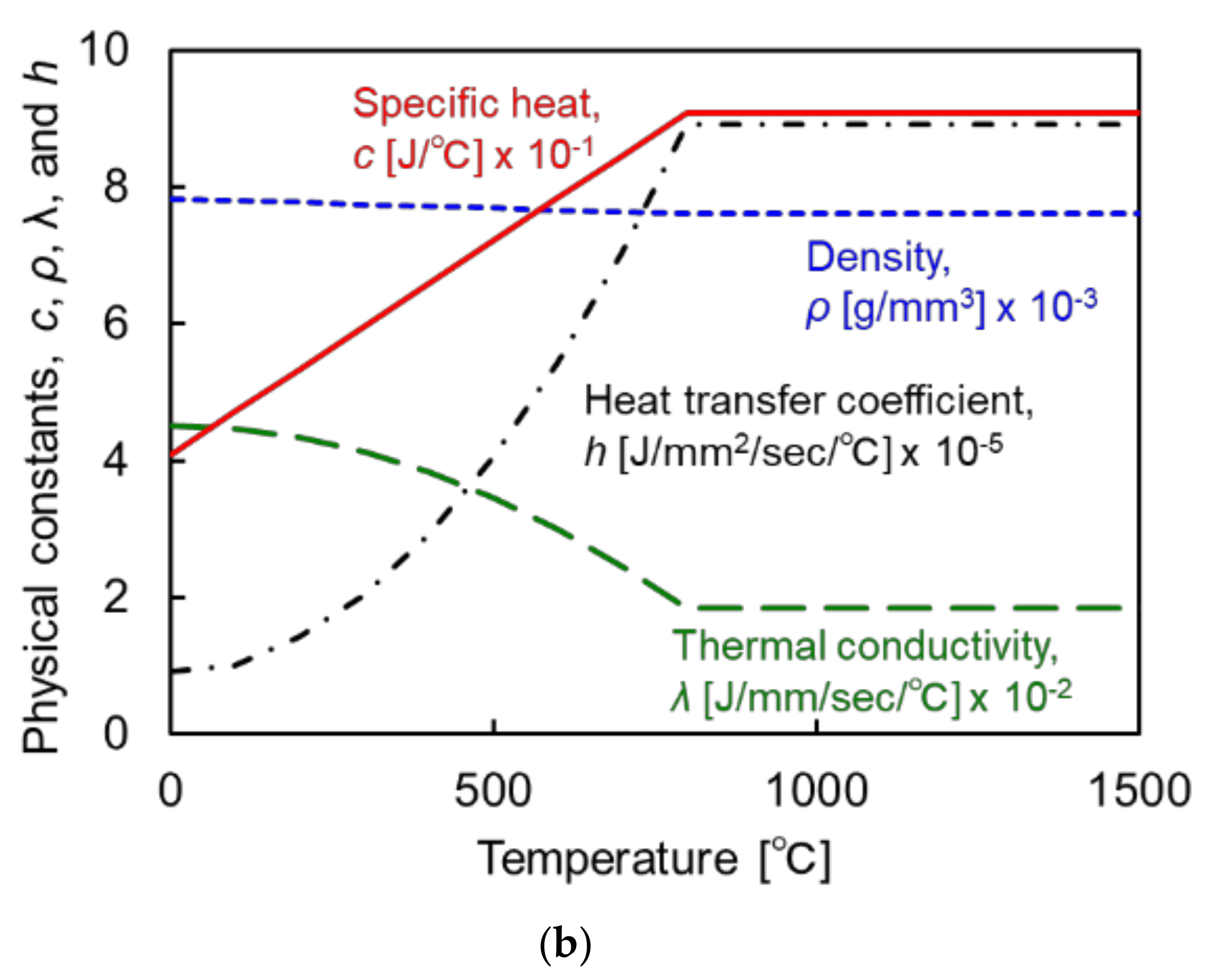
5.2.1. Analysis Conditions
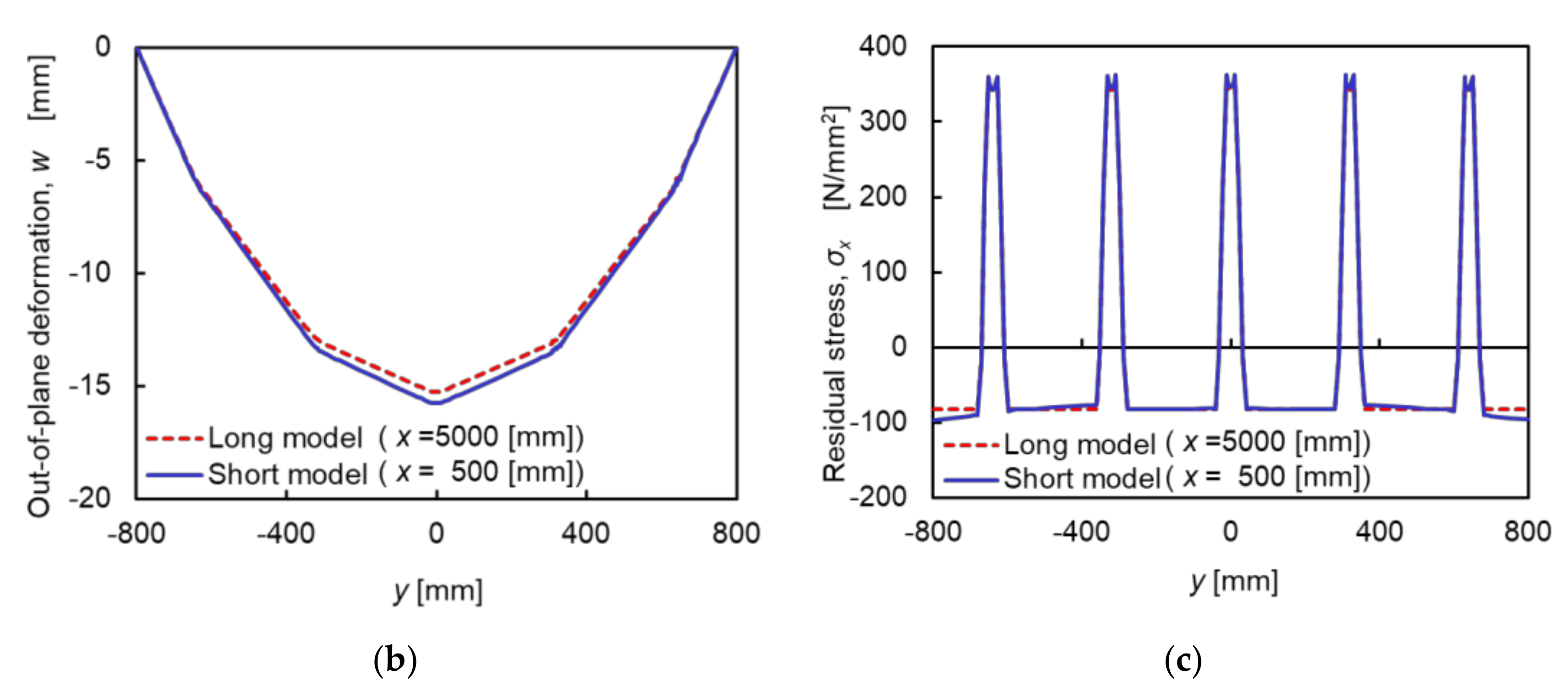
5.2.2. Analysis Results
5.3. Simulation of PWHT Process
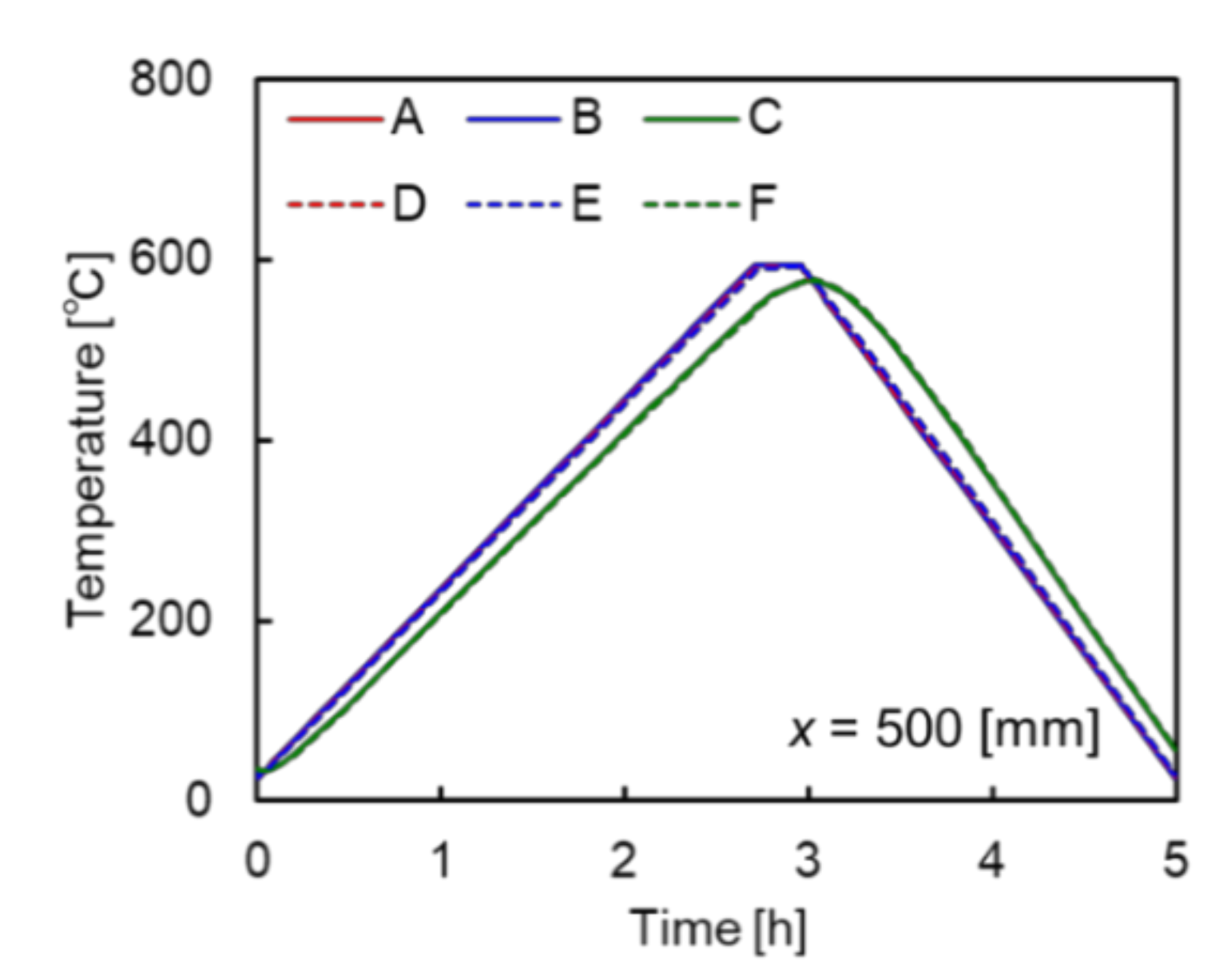
5.3.1. Analysis Conditions
5.3.2. Analysis Results
6. Conclusions
- (1)
- The costs required for the furnace PWHT and the local PWHT on the stiffened plate were estimated and compared. The expense of apparatus for the local PWHT assembled by sheet-type ceramic heaters was 67% of that for the furnace PWHT.
- (2)
- The cost and efficiency of local PWHT depended on the number of heater units. When the number of heater units was reduced and the heater units were repeatedly used, the expense for apparatus became lower. However, it took longer than the furnace PWHT or the local PWHT with complete heater units.
- (3)
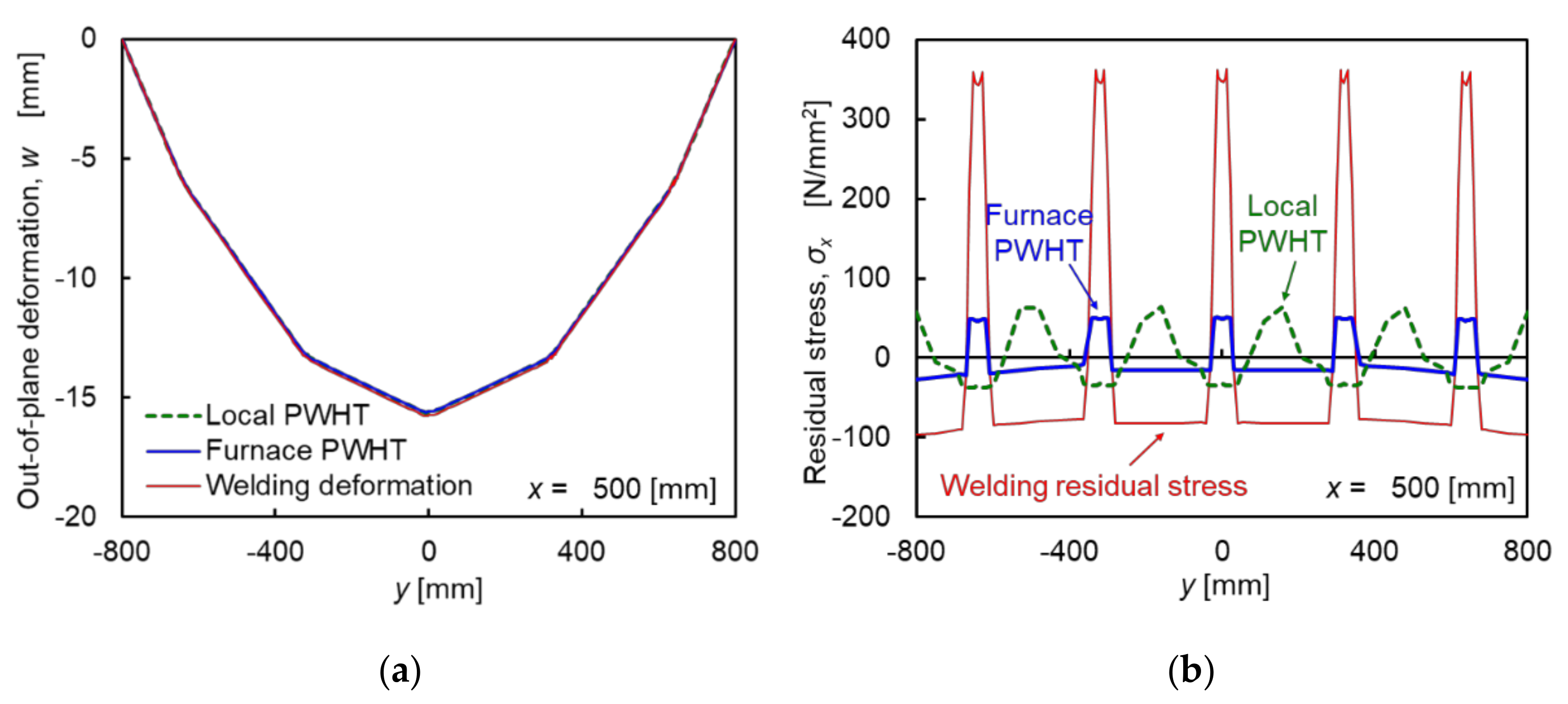
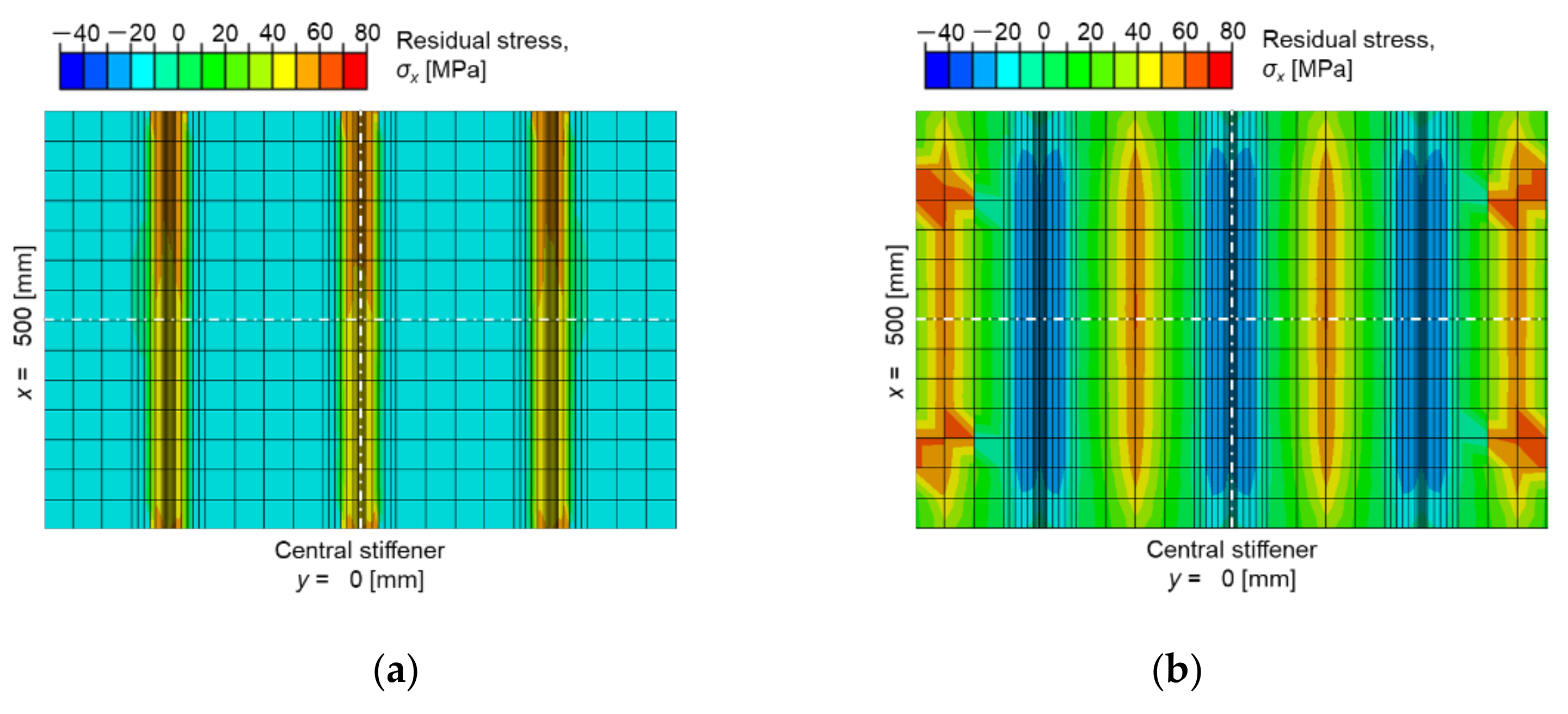
- The thermal elastic-plastic finite element (FE) analysis was used to investigate the influence of local PWHT. The PWHT’s overall and local out-of-plane deformation was minimal. The furnace PWHT could reduce the residual welding stress sufficiently. The maximum tensile stress became 14% of the residual welding stress by the furnace PWHT.
- (4)
- The tendency of stress distribution of the local PWHT was different from that of the furnace PWHT. The stress around the stiffeners became compressed from tension. The stress in the areas between stiffeners became tense from compression. The temperature in the non-heating area was lower than that in the heating area during the heating process. However, it became higher than the heated area after the soaking time and during the cooling process. This temperature difference might cause a change in the tendency of stress distribution.
- (5)
- Even though the tendency of stress distribution was not similar to that of the furnace PWHT, the maximum tensile stress became 17% of the residual welding stress by the local PWHT. It could be said that the effect of stress relief was obtained by the local PWHT.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Usami, T.; Zheng, Y.; Ge, H.B. Recent research developments in stability and ductility of steel bridge structures General Report. J. Constr. Steel Res. 2000, 55, 183–209. [Google Scholar] [CrossRef]
- Kitada, T.; Yamaguchi, T.; Matsumura, M.; Okada, J.; Ono, K.; Ochi, N. New technologies of steel bridge in Japan. J. Constr. Steel Res. 2002, 58, 21–70. [Google Scholar] [CrossRef]
- Kitada, T. Considerations on recent trends in, and future prospects of, steel bridge construction in Japan. J. Constr. Steel Res. 2006, 62, 1192–1198. [Google Scholar] [CrossRef]
- Cui, C.; Zhang, Q.; Bao, Y.; Bu, Y.; Luo, Y. Fatigue life evaluation of welded joints in steel bridge considering residual stress. J. Constr. Steel Res. 2019, 153, 509–518. [Google Scholar] [CrossRef]
- James, M.N. Residual stress influence on structural reliability. Eng. Fail. Anal. 2011, 18, 1909–1920. [Google Scholar] [CrossRef]
- Cheng, X.; Fisher, J.W.; Prask, H.J.; Gnäupel-Herold, T.; Yen, B.T.; Roy, S. Residual stress modification by post-weld treatment and its beneficial effect on fatigue strength of welded structures. Int. J. Fatigue 2003, 25, 1259–1269. [Google Scholar] [CrossRef]
- Ooi, S.W.; Garnham, J.E.; Ramjaun, T.I. Review: Low transformation temperature weld wire for tensile residual stress reduction. Mater. Des. 2014, 56, 773–781. [Google Scholar] [CrossRef]
- Kobayashi, M.; Matsui, T.; Murakami, Y. Mechanism of creation of compressive residual stress by shot peening. Int. J. Fatigue 1998, 20, 351–357. [Google Scholar] [CrossRef]
- Yildirim, H.C.; Marquis, G.B. Overview of fatigue data for high frequency mechanical impact treated welded joints. Weld. World 2012, 56, 82–96. [Google Scholar] [CrossRef]
- Roy, S.; Fisher, J.W.; Yen, B.T. Fatigue resistance of welded details enhanced by ultrasonic impact treatment (UIT). Int. J. Fatigue 2003, 25, 1239–1247. [Google Scholar] [CrossRef]
- Abson, D.J.; Tkach, Y.; Hadley, I.; Wright, V.S.; Burdekin, F.M. A review of postweld heat treatment code exemptions. Weld. J. 2006, 85, 63–69. [Google Scholar]
- Huang, C.C.; Pan, Y.C.; Chuang, T.H. Effects of post-weld heat treatment on the residual stress and mechanical properties of electron beam welded SAE 4130 steel plates. J. Mater. Eng. Perform. 1997, 6, 61–68. [Google Scholar] [CrossRef]
- Paradowska, A.M.; Price, J.W.H.; Kerezsi, B.; Dayawansa, P.; Zhao, X.-L. Stress relieving and its effect on life of welded tubular joints. Eng. Fail. Anal. 2010, 17, 320–327. [Google Scholar] [CrossRef]
- Aung, M.P.; Katsuda, H.; Hirohata, M. Fatigue-performance improvement of patch-plate welding via PWHT with induction heating. J. Constr. Steel Res. 2019, 160, 280–288. [Google Scholar] [CrossRef]
- Japanese Standards Association. Methods of Post Weld Heat Treatment JIS Z3700; JSA: Tokyo, Japan, 2009. (In Japanese) [Google Scholar]
- Hirohata, M. Effect of post weld heat treatment on steel plate deck with trough rib by portable heat source. Weld. World 2017, 61, 1225–1235. [Google Scholar] [CrossRef]
- Aung, M.P.; Hirohata, M. Numerical study on post-weld heat treatment of non-stiffened welded box section member. Int. J. Steel Struct. 2019, 19, 1521–1533. [Google Scholar] [CrossRef]
- Japanese Standards Association. Rolled Steels for Welded Structure JIS G3106; JSA: Tokyo, Japan, 2020. (In Japanese) [Google Scholar]
- Hirohata, M.; Itoh, Y. High effective FE simulation methods for deformation and residual stress by butt welding of thin steel plates. Engineering 2014, 6, 507–515. [Google Scholar] [CrossRef] [Green Version]
- Hirohata, M.; Itoh, Y. A simplified FE simulation method with shell element for welding deformation and residual stress generated by multi-pass butt welding. Int. J. Steel Struct. 2016, 16, 51–58. [Google Scholar]
- Nozawa, S.; Hirohata, M. Investigation on simplified analysis of welding distortion and residual stress by finite element method. Proc. Constr. Steel 2020, 28, 129–136. (In Japanese) [Google Scholar]
- Furumura, F.; Abe, T.; Okabe, T.; Kim, W.J. A uniaxial stress-strain formula of structural steel at high temperature and its application to thermal deformation analysis of steel frames. J. Struct. Constr. Eng. 1986, 363, 110–117. (In Japanese) [Google Scholar]
- Nakagawa, H.; Suzuki, H. Ultimate Temperatures of Steel Beams Subjected to Fire. Steel Constr. Eng. 1999, 6, 57–65. (In Japanese) [Google Scholar]
- Kim, Y.C.; Lee, J.Y.; Inose, K. Dominant factors for high accurate prediction of distortion and residual stress generated by fillet welding. Steel Struct. 2007, 7, 93–100. [Google Scholar]
- Kodur, V.K.R.; Dwaikat, M.M.S. Effect of high temperature creep on the fire response of restrained steel beams. Mater. Struct. 2010, 43, 1327–1341. [Google Scholar] [CrossRef]
- Dong, P.; Song, S.; Zhang, J. Analysis of residual stress relief mechanisms in post-weld heat treatment. Int. J. Press. Vessel. Pip. 2014, 122, 6–14. [Google Scholar] [CrossRef]
- Zhang, Z.; Ge, P.; Zhao, G.Z. Numerical studies of post weld heat treatment on residual stresses in welded impeller. Int. J. Press. Vessel. Pip. 2017, 153, 1–14. [Google Scholar] [CrossRef]
















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Chemical Compositions [mass %] | Mechanical Properties | ||||||
|---|---|---|---|---|---|---|---|
| C | Si | Mn | P | S | Yield strength [N/mm2] | Tensile strength [N/mm2] | Elongation [%] |
| ≤0.23 | - | ≥2.5 C | ≤0.035 | ≤0.035 | ≥245 | ≥400 | ≥23 |
| Heating Rate [°C/h] | Cooling Rate [°C/h] | Soaking Temperature [°C] | Soaking Time [h] |
|---|---|---|---|
| Specifications by JIS Z 3700 | |||
| ≤220 × 25/t Max: 220 | ≤280 × 25/t Max: 280 | 595 | 25/t Min: 1/4 |
| For t = 6/√2 ≅ 4.3 [mm] | |||
| 220 | 280 | 595 | 1/4 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Hirohata, M.; Nozawa, S.; Jármai, K. An Economical and Mechanical Investigation on Local Post-Weld Heat Treatment for Stiffened Steel Plates in Bridge Structures. Appl. Mech. 2021, 2, 714-727. https://doi.org/10.3390/applmech2040041
Hirohata M, Nozawa S, Jármai K. An Economical and Mechanical Investigation on Local Post-Weld Heat Treatment for Stiffened Steel Plates in Bridge Structures. Applied Mechanics. 2021; 2(4):714-727. https://doi.org/10.3390/applmech2040041
Chicago/Turabian StyleHirohata, Mikihito, Shuhei Nozawa, and Károly Jármai. 2021. "An Economical and Mechanical Investigation on Local Post-Weld Heat Treatment for Stiffened Steel Plates in Bridge Structures" Applied Mechanics 2, no. 4: 714-727. https://doi.org/10.3390/applmech2040041
APA StyleHirohata, M., Nozawa, S., & Jármai, K. (2021). An Economical and Mechanical Investigation on Local Post-Weld Heat Treatment for Stiffened Steel Plates in Bridge Structures. Applied Mechanics, 2(4), 714-727. https://doi.org/10.3390/applmech2040041