1. Introduction
Boreholes for the exploration and exploitation of fossil and geothermal reservoirs are several kilometres deep. These deep wells are usually drilled in sections using the rotary drilling method. The drill string, consisting of drill pipes, the bottom hole assembly (BHA) and the drill bit, is mounted on a hook on the surface rig and rotated by a top drive. At the bottom of the drill string, the drill bit uses the torque on the bit and the weight on the bit to drill into the rock. The cuttings are transported to the surface by the drilling fluid. During the deep drilling process, mechanical vibrations in the drill string are almost unavoidable and generally undesired as they can lead to reduced drilling efficiency, damage, reduced lifetime, and thus loss of time and money.
The rock cutting process at the drill bit is one of the main sources of excitation for drill string vibration. The drill bit is selected to suit the type of rock to be drilled. There are three main types of bits, tri-cone, polycrystalline diamond compact (PDC) and impregnated bits, of which the PDC bit has by far the largest market share [
1] and is the focus of this research work. For a realistic simulation of drill string dynamics, the quality of the drill bit model is essential in addition to a suitable drill string model. For analysis purposes, the resulting vibrations are often classified into their operating direction, torsional, lateral and axial vibration [
2]. Due to non-linearities, there are mutual influences between the vibrations. Inhomogeneities and fault zones in the rock to be drilled cause or intensify critical vibrations.
The dynamic behaviour of drill strings is significantly influenced by several inherent characteristics of the system. For example, the elastic behaviour is characterised by its large length to diameter ratio of approximately 20,000:1–50,000:1. In addition, the movement of the drill string is constrained by the borehole, which requires the modelling of frictional and impact contacts between the drill string and the borehole. Therefore, the dominant degrees of freedom (DOF) of the drill string are rotation around its longitudinal axis and lateral displacements. In addition, the drilling fluid must also be considered at least as a co-moving mass and as a damping factor as well as a buoyancy force. During the complex deep drilling process, many dynamic phenomena occur due to various excitation sources [
3], which can negatively affect the drilling process or even damage the drill string. Torsional vibrations are often self-excited and are induced by the rock destruction process at the drill bit or by tangential wall contact forces. Stick–slip is the best-known torsional phenomenon in which the first torsional natural frequency of the drill string is excited at frequencies below 1 Hz [
4]. This self-excitation mechanism can be described by velocity-dependent, falling resistance curves of the torque on the bit as they have also been observed in measurements in the laboratory [
5]. Furthermore, due to improved downhole measurement technology, torsional oscillations in the frequency range from 50 Hz to about 400 Hz, so-called high-frequency torsional oscillations (HFTOs), have been observed in the field for several years [
6]. As these can severely affect the drilling process and can lead to massive damage to the drill string, especially in the BHA section, HFTOs have become the focus of current research [
7,
8,
9]. Lateral vibrations are excited in the frequency range of the top drive and downhole motor rotational speed and often cause whirl phenomena. A distinction is made between forward whirl and backward whirl. The drill string speed or an additional drilling motor determines the rotational frequency of the unbalanced forces that induce energy in the lateral modes. In addition, modes can also be coupled by the interaction between the drilling fluid and drill string [
10]. The “forward whirl” effect describes an excited circumferential lateral mode with sliding of a contact point of the drill string against the borehole wall influenced by the unbalance and the friction characteristics. However, this dynamic state is unstable and even a small disturbance can result in a transition to, for example, backward whirl. The “backward whirl” effect causes high lateral and tangential accelerations with high frequencies. In the case of wall contact and high friction at the contact point, a backward rolling motion of the drill string occurs in the borehole. The centre of the drill string rotates in the opposite direction to the direction of rotation of the drill string. The smaller the annulus clearance between the drill string and the borehole is, the higher the rolling frequency of the backward whirl at frequencies much higher than the drill string rotational drive frequency.
Different approaches are used in the modelling of drill strings. There are a number of models based on multibody systems [
5,
11,
12,
13,
14]. They are particularly suitable for time-domain considerations as they require less computational effort than complex models. For example, Jansen [
15] developed a reduced lateral model of the BHA to simulate whirl vibration, and [
11] focused on torsional stick–slip vibration and developed a bit–rock interaction model coupled with a simple 1DOF mass–spring model to reproduce the dynamics obtained from measurements. Christoforou [
13] developed a coupled torsional, lateral model using a lumped mass model in order to simulate coupled torsional and lateral vibration at the BHA. Furthermore, various reduction methods have been investigated to generate problem-adapted simple models for selected dynamic phenomena from complex models [
10,
16,
17,
18,
19]. Thus, both complex models and minimal models derived from them are currently being used for HFTO studies [
7,
8,
9]. Complex drill string models describe the entire drill string from rig to bit in a great detail, providing many degrees of freedom in multiple spatial directions that may be strongly coupled. These models can simulate the non-linear, state-dependent, dynamic behaviour of drill strings in arbitrarily curved boreholes, depending on the purpose of the model. In addition to the drill string assembly, the effects of the cutting process and the mud, as well as changing wall contacts, must be adequately modelled. The quality of the solution in terms of detail and accuracy is achieved by high computational requirements and computation times. Modelling approaches have been developed and published by many authors [
11,
19,
20,
21]. In this work, the Ostermeyer model OSPLAC [
20] is used to investigate the novel mesoscopic drill bit model for deep drilling applications and its influence on the drilling dynamics.
The drill bit is one of the main sources of vibration. In the torsional direction, Kyllinstad [
22] showed that the contact between the drill bit and the borehole, known as the bit–rock interaction, is the main cause of stick–slip instability. In the lateral direction, anything that puts lateral pressure on the bit increases its tendency to whirl, e.g., mass imbalance, aggressive face/side cutting. The models that have been developed to describe the friction and cutting processes between the bit and the borehole bottom vary in the degree of complexity and detail. At the macroscopic level, the drill bit is considered as a rigid body described in FEM as an element. Brett [
23] presented one of the first results showing a weakening of the bit torque with increasing rotary speed, which led to the identification of a bit specific coefficient of torque
[
24]. This falling torque behaviour can be identified experimentally and is considered in the calculation of bit–rock induced forces and torques. This approach is only able to generate torques and therefore torsional vibrations. Asymmetries in the bit cutter configuration or drilling through inhomogeneous rock cannot be considered. A more complex model considers forces and torques at a microscopic level at each individual cutter of the drill bit. This model was first developed for an isolated cutter moving at an imposed constant speed and depth of cut [
25,
26]. The results from the individual cutter are then used to construct the bit–rock interaction law. Tergeist [
27] developed a model to simulate the cutting process using data obtained from single cutter experiments, considering rock formations as particles. This approach is well suited to describe the different bit–cutter configurations. Fu et al. [
28,
29] extended and modified this modelling approach to investigate the velocity-dependent cutting process using DEM simulations. The parameter studies that have been carried out show possibilities of mitigating self-excited drill string vibrations by changing operating states or cutter design. This model approach also provides forces and torques on each individual cutter, resulting in not only torsional but also axial vibrations. However, with DEM methods, the simulation of a few seconds of drilling is very time consuming. The development of a mesoscopic drill bit model was also motivated by these long computation times.
However, in order to carry out necessary simulation studies in the time domain, effective models are required. This work starts with the development of a novel mesoscopic bit model. For investigations of the overall drill string dynamics, the mesoscopic bit model is integrated into a complex drill string model, which is presented in the following, and which is already optimised to deal with issues of deep drilling technology.
3. Mesoscopic Drill Bit Model
During the deep drilling process, the drill bit interacts with the drill string and the rock. The drill string exerts forces (e.g., normal force) and torques (e.g., torque on bit) on the bit to drill the rock. On the other hand, the rock exerts resistance forces and torques. This bit–rock interaction is the main source of excitation of drill string vibration. In the introduction, we briefly described different approaches to bit modelling that approximate these interactions at different levels of detail.
The new modelling approach focuses on the description of PDC bits, which are currently the most used types. PDC bits mainly cause lateral and torsional vibrations in the drill string.
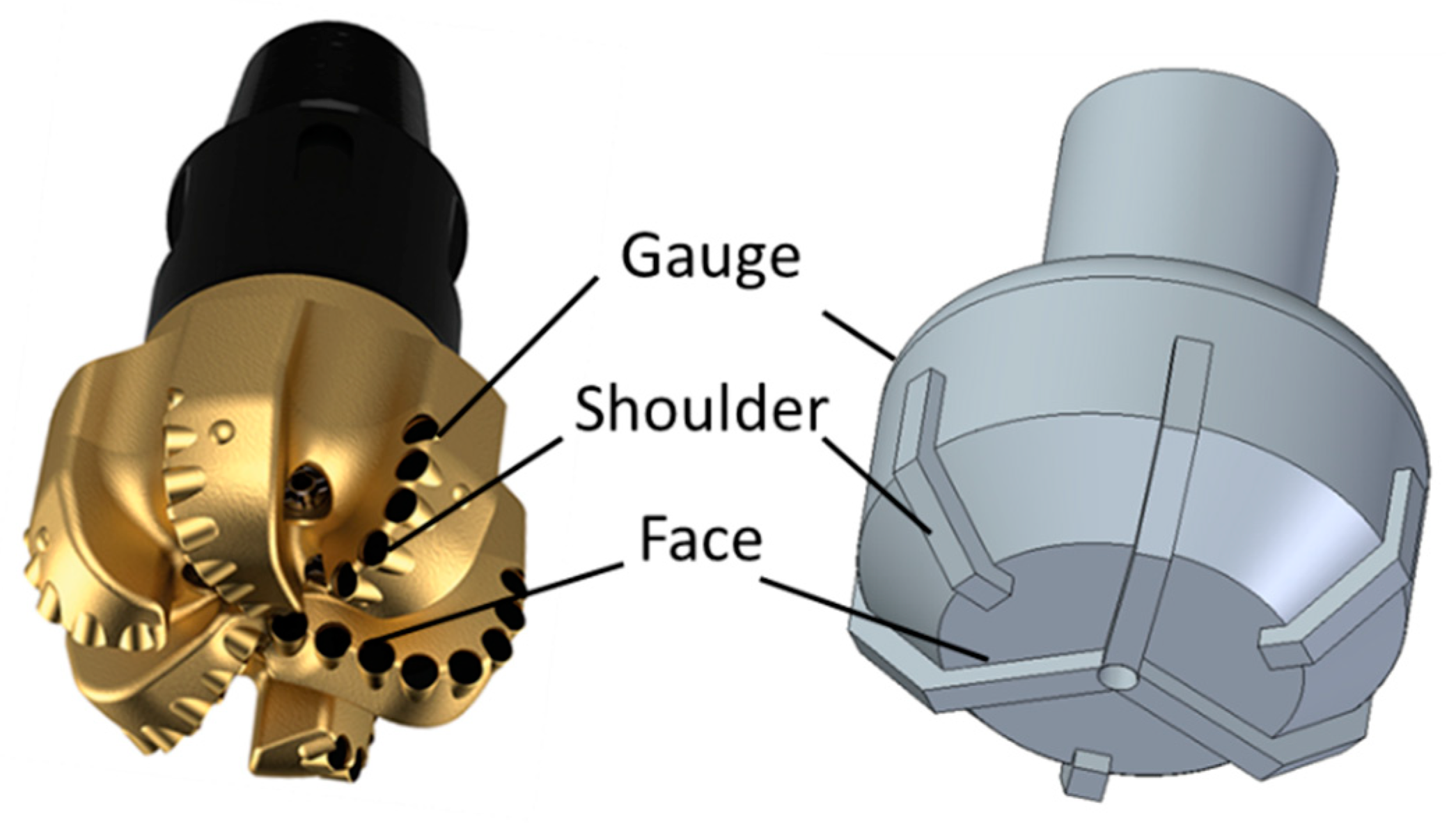
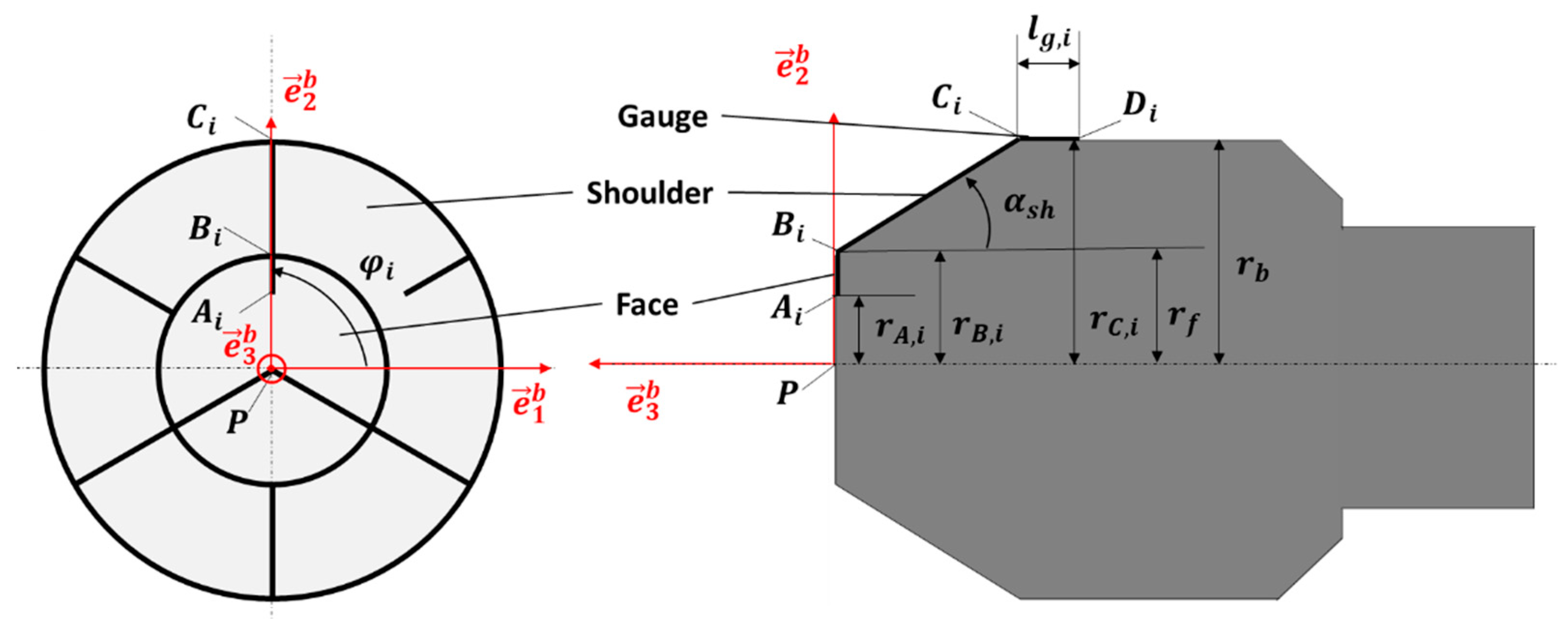
Figure 4(left) shows a PDC bit consisting of six cutting blades with cutting elements on the face, the bit shoulder and the gauge. As shown schematically in
Figure 4(right), the bit is modelled as a rigid body and the cutting forces on the drill bit are not described for each individual blade but distributed over the blades. The modelling approach is therefore independent of the number and positions of the cutting blades.
In contrast to established macroscopic drill bit models, which determine the torque on the bit only from the aggressiveness of the bit and the weight on the bit, the mesoscopic drill bit model provides the system-inherent lateral forces in addition to the torque on the bit in the case of asymmetries at the drill bit or rock inhomogeneities. To derive the model, the kinematics of the cutting blades are first determined. Then an approach is developed to determine the cutting forces on the blades, considering the distributed normal and contact forces and the bit aggressiveness. By coupling with the drill string model in OSPLAC, complex time domain simulations can be performed to describe the complex drill string dynamics. In this way, the effect of rock inhomogeneities on the dynamics of the entire drill string can be investigated with respect to the bit cutting geometry. The mesoscopic approach also has significant computational time advantages over complex drill bit models, allowing parameter and sensitivity studies to be performed in pre-well analyses.
3.1. Mesoscopic Drill Bit Kinematics
3.1.1. Coordinate Systems and Geometrical Variables
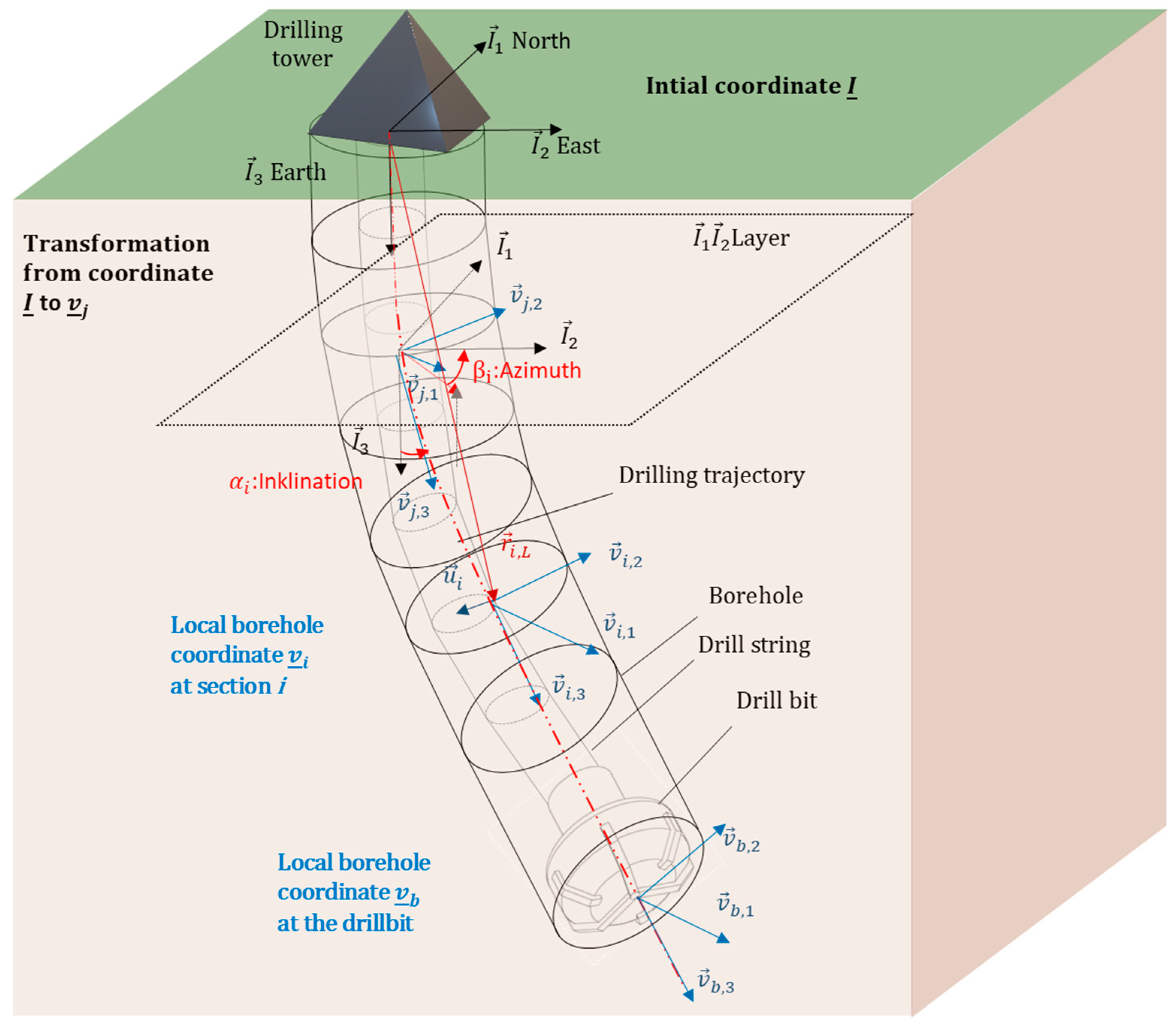
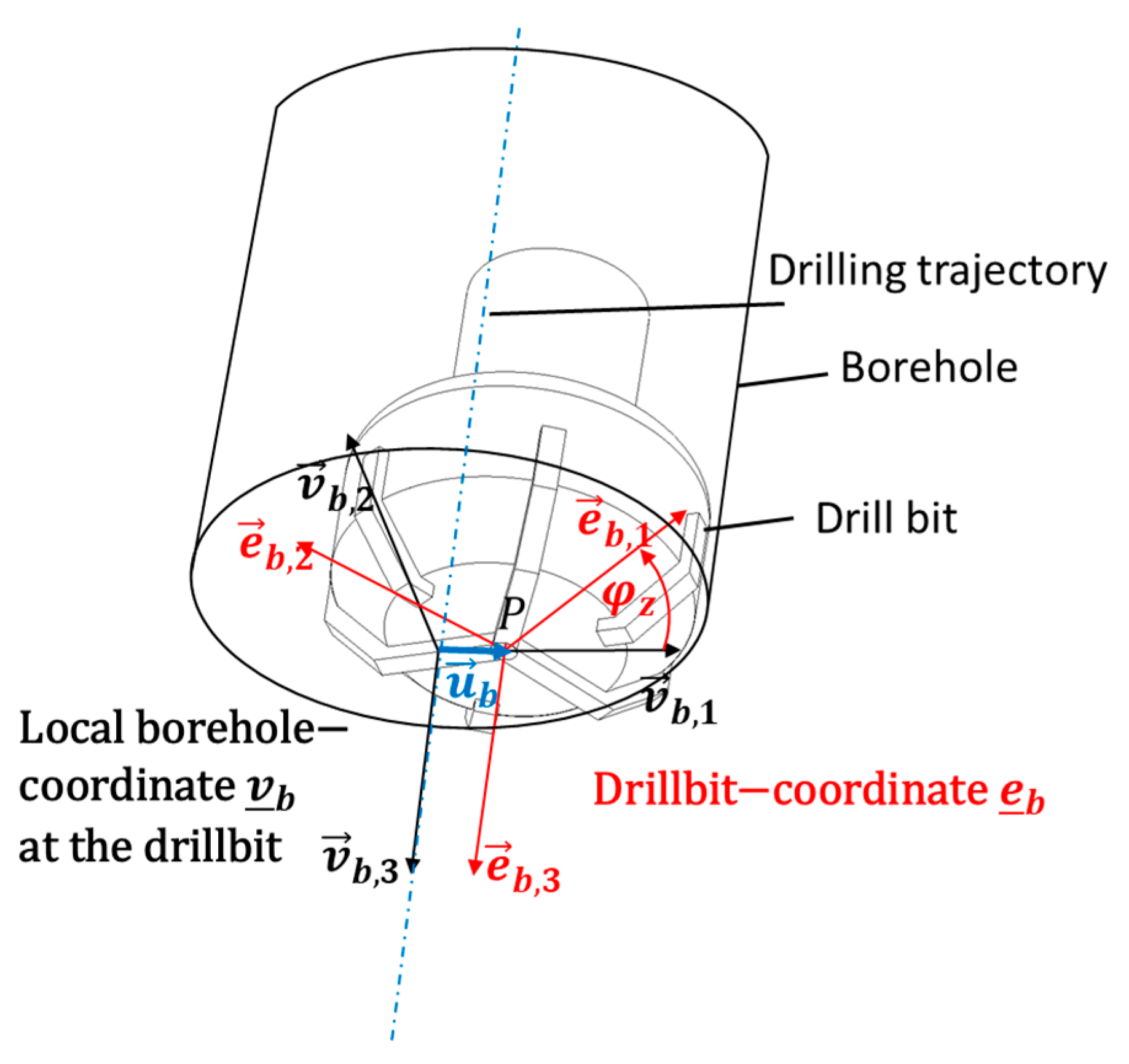
Analogous to the procedure in OSPLAC and for the implementation, a borehole- fixed-coordinate system
is introduced at the centre of the bottom of the borehole, see
Figure 5. The vector
points in the direction of the borehole trajectory. The orientation of this coordinate system is determined by the two rotations around the azimuth
and inclination
with respect to the initial coordinate system
as described in Equation (3).
We also introduce a drill-bit-fixed-coordinate system
at point P, see
Figure 5, to describe the bit translation and orientation. During drilling, only a minimum radial clearance remains between the drill bit and the rock. In this work, a realistic value of 1/16 inch has been chosen [
31,
32]. It is therefore assumed that the deflection of the bit axis
against the borehole axis
is negligible, so that
As the drill bit rotates around the axis
with the angle
, the drill-bit-fixed-coordinate system
rotates around the same axis with the angle
First, the geometric position of the cutting blade
on the face, shoulder and gauge of the drill bit is described. For this purpose, characteristic points, see
Figure 6, are defined by position vectors in the drill-bit-fixed-coordinate system
where
is the angle between blade
and axis
, depending on the number of blades n.
and
are the distances between the points
and
, respectively, and the centre axis of the drill bit.
is the shoulder angle. According to
Figure 6, the lengths of the cutting blades
are given by the distances between the points defined by Equation (29).
The gauge length is not included here, as we will assume that the axial force is distributed only at the front side. The gauge length is relevant for considering the lateral normal forces on the drill bit leading to frictional contact with the wall.
For the drill bit dynamics, corresponding lever arm lengths are also required to describe the torque on the bit at
. Based on [
32], we assume that the weight on the bit is distributed as a constant line load on all blades. The cutting forces of each cutting element are then determined by the aggressiveness of the cutting element. Since the cutting force on an element is almost independent of the cutting speed [
31], it is also assumed that the resulting force acts in the centre of the cutting blade. For the lever arm at the bit shoulder blade
, this gives
On the face side, the cutting forces can lead to torsional torques with lever arms
Consequently, the resulting lever arm for the torsional torque on the front side (face and shoulder side) is
The lever arm related to the total torque on the bit can now be expressed for n-blades as
The position vectors from Equation (29) can be transformed using Equation (28) from drill bit to drill hole fixed coordinates:
The kinematic variables are available as a function of time, where describes the lateral displacement of the drill bit and the angle of rotation due to the drill string rotation.
3.1.2. Consideration of Different Rocks in the Cutting Zone
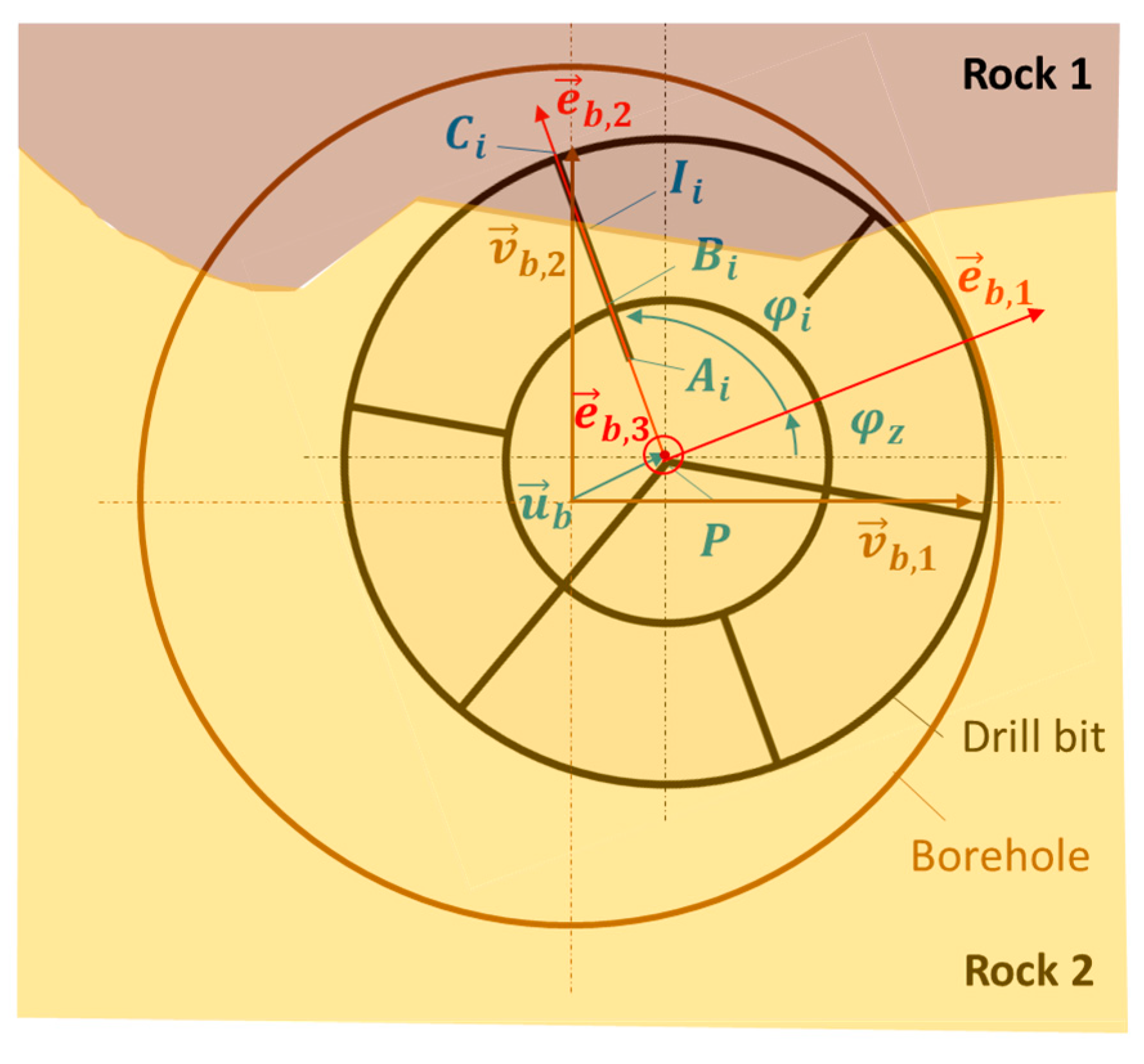
A main objective of this paper is to describe both the drill bit and drill string dynamics when drilling through different types of rock simultaneously.
Due to the positioning of the cutting blades on the drill bit, the individual contact of each blade with the type of rock is different. It is therefore essential to determine the parts of the blades that are in instantaneous contact with rock 1 and those that are in contact with rock 2 (see
Figure 7). In principle, the number of rocks in the model approach is not limited. Here, we first assume that no more than two rocks occur in the cutting zone. To determine the lengths, we need to identify the position of the intersection between rock 1 and rock 2 on the drill bit. There are four cases for a blade
:
Case 1: Blade
is completely inside rock 1 with the lengths
and the corresponding lever arms
Case 2: Blade
is completely inside rock 2 with the lengths
and the corresponding lever arms
Case 3: The point of intersection
is between
and
, and the parts of the blade
in contact with the rocks 1 and 2, respectively, are defined as
To calculate the lever arms, we need to find the midpoint
between
and
as well as the midpoint
between
and
, which are given by
This yields to the following lever arms
Case 4: the point of intersection point
lies between
and
and the parts of the blade
in contact with the rocks 1 and 2, respectively, are defined as
The midpoint
between
and
as well as the midpoint
between
and
are
and the lever arms yields to
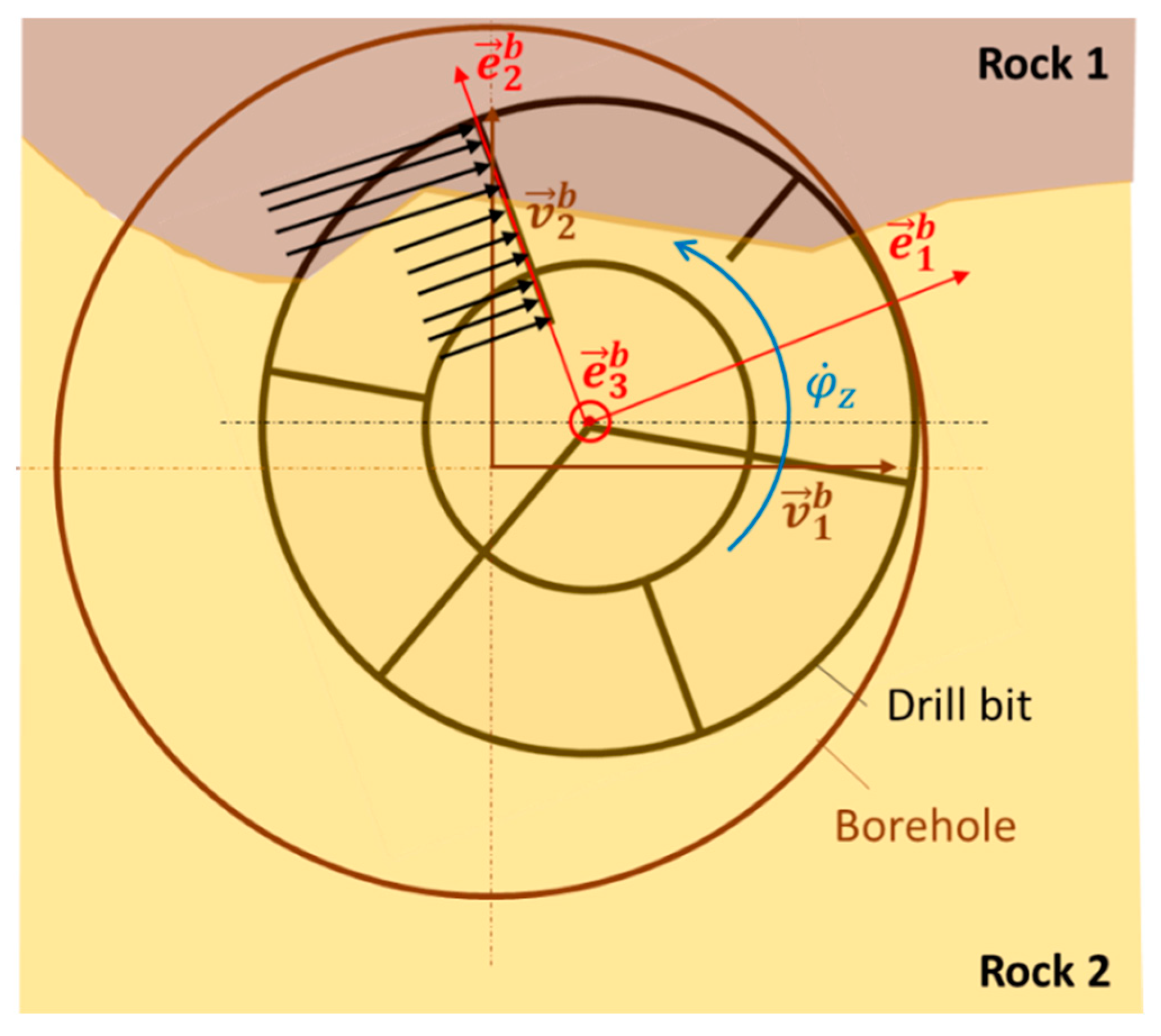
3.1.3. Lateral Contact between Bit and Borehole
For the later calculation of the gauge cutting forces, the penetration
and the penetration velocity
of each gauge blade
must be calculated. The procedure is the same as the calculation of the wall contact forces in
Section 2.3. Similar to Equations (19) and (20), the penetration distance and velocity at the point
are given by
where
are the displacements and
are the velocities of the cutting blade
at point
with respect to
of the fixed borehole system
. The angle
describes the angle of the rotating bit around the borehole rotation axis
and is also used as a measure to identify whirl vibrations. The relative contact speed at the drill bit
depends on the rotation speed
of the drill bit around its own axis
. and the whirling speed
.
3.2. Mesoscopic Drill Bit Dynamics
Using the derived geometric and kinematic equations, we can now determine the cutting forces on the cutting blades as a function of the drilling process parameters on the bit using bit-specific and rock-specific resistance curves. The resulting forces and torques on the drill bit are directly derived from the dynamic calculation, which excite the entire drill string to various vibration phenomena.
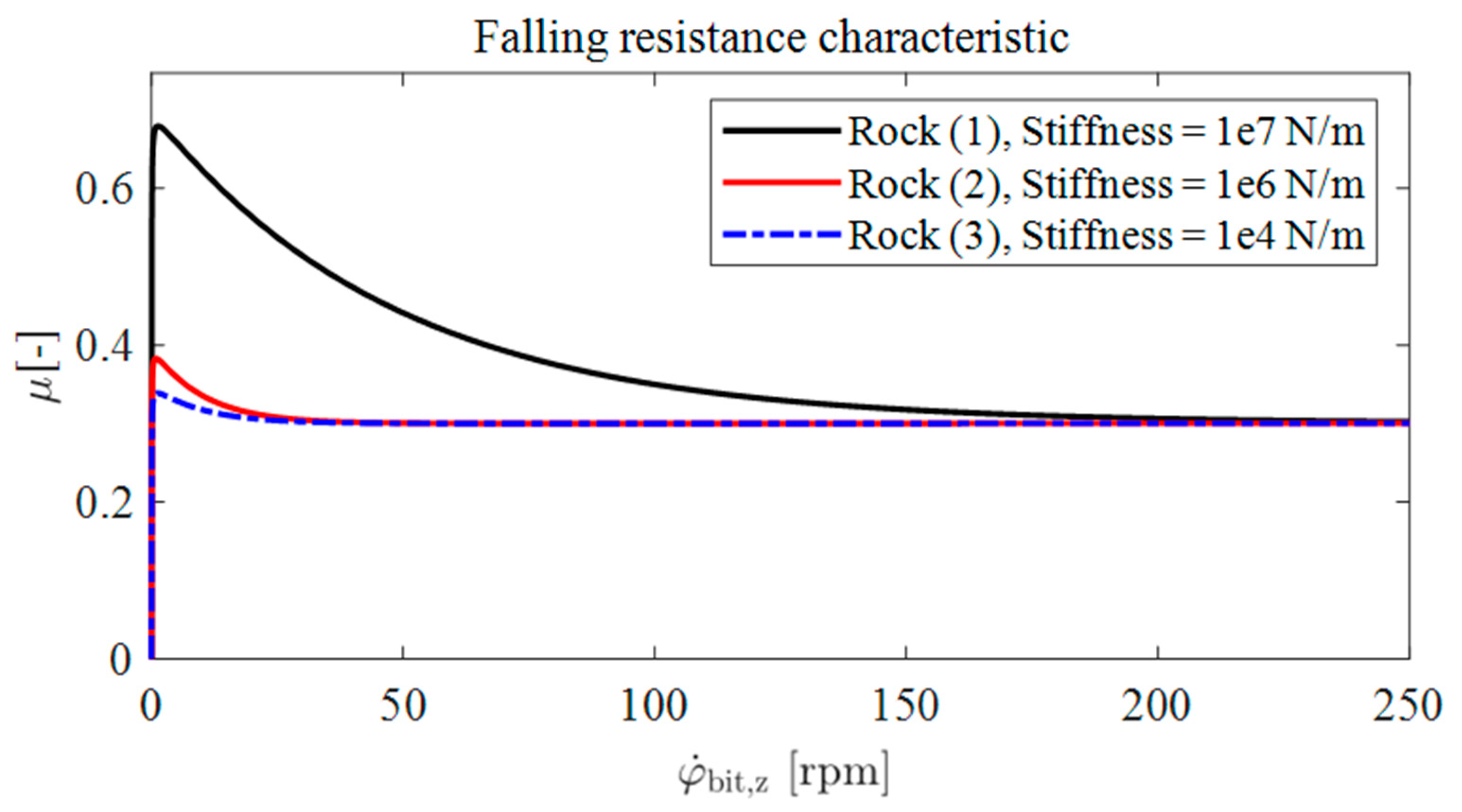
3.2.1. Resistance Coefficient of Cutting Blades
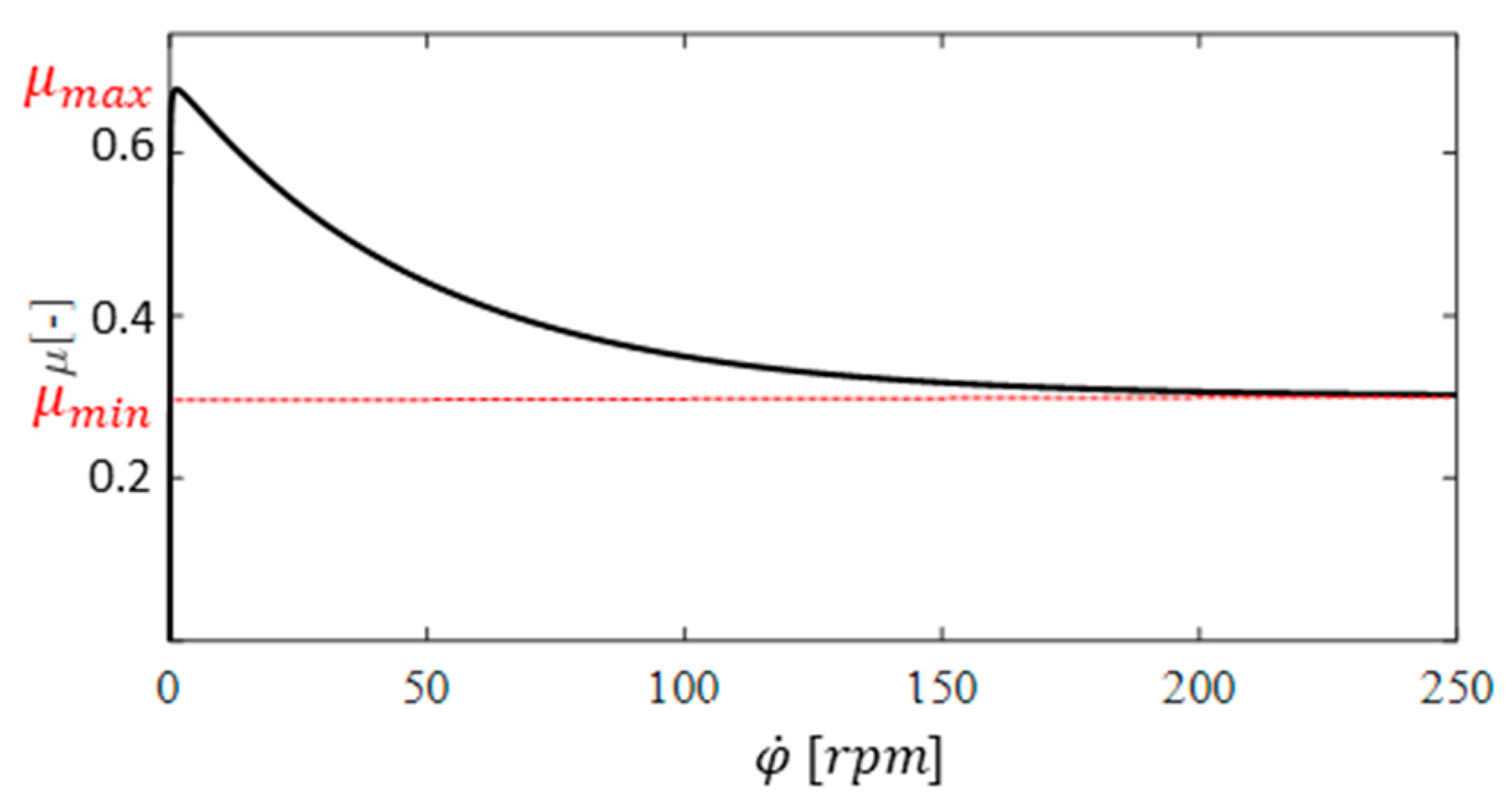
In the early 1990s, initial laboratory results indicated a decrease in mean bit torque with increasing rotational speed, which was interpreted as a major cause of self-excited torsional drill string vibration [
1]. The torque on the bit can be determined experimentally in field tests or laboratory tests specifically for a drill bit and a rock type as a function of drilling parameters. The bit-specific resistance coefficient
, which normalises the bit torque
with respect to the weight on bit
, is referred to in
Figure 8 as the falling resistance characteristic.
can then be derived from the falling resistance torque at the drill bit via
where
is the lever arm of the bit, considering the cutting blades on the frontal side.
In this work, the characteristic curve of [
33] will be used, which is given by
The parameters and are used to describe the shape of the characteristic.
3.2.2. Cutting Force and Torque Analysis on the Frontal Side (Face and Shoulder Cutters)
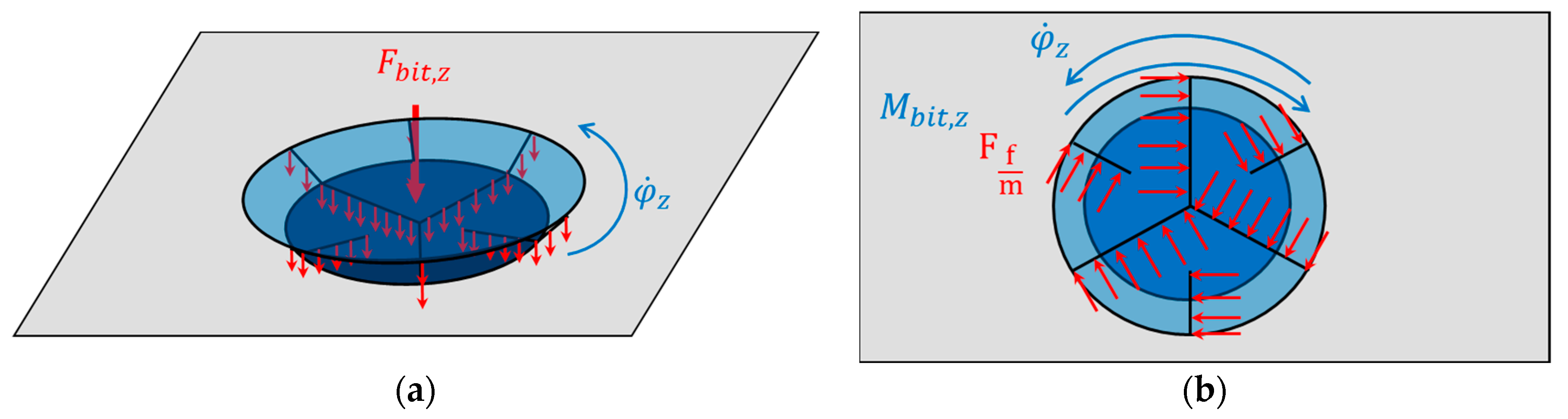
When drilling, the bit is subjected to an axial normal force
, which is distributed on the cutting blades of the bit face, see
Figure 9a.
The normal force per length is assumed to be
and the cutting force per length
is then defined as the product of the normal force
and the resistance coefficient
from
Section 3.2.1.
Based on Equation (31), the normal force
is the part of the axial force
that presses on each cutting blade
, assuming that the face is in permanent contact with the bottom of the borehole. By multiplying the resulting face cutting force on each blade
with the lever arm
of the front blade, we obtain the resistance torque
of each cutting blade. The sum of all the torques gives the torque on the bit
should be equal to the torque on bit
obtained from the falling torque curve in
Section 3.2.1. For further analysis of the lateral stability, the components of the cutter force
in the
plane
are considered. However, when drilling through formation splits, the cutting forces distributed on a blade
are unequal due to the different resistance coefficients
, see
Figure 10. Here we distinguish between the cutting forces on the face and shoulder sides and between those in contact with rock 1 and rock 2, which yields to
using the lengths
and
introduced in
Section 3.1.2. The resulting cutting force
is the sum of these distributed forces on blade
and the force components in the
plane can then be formulated as
The cutting torques
are the result of the multiplication of the cutting forces from Equation (47) by the lever arms
and
of each blade part from
Section 3.1.2. The sum of these torques yields the resultant torque
on each cutting blade. The components of the resulting cutting force on the front side
are defined as the sum of all force components of the cutting blades and the cutting torsional torque on the front side of the bit
as the result of the multiplication of these forces by the lever arms
and
. Consequently, the external force and torque vector of the front side of the bit is
3.2.3. Cutting Force and Torque Analysis on the Gauge Side
The cutting forces and torques on the gauge side are determined in a similar way to the frictional forces between the drill string elements and the borehole in
Section 2.3. In fact, when a cutting blade penetrates in the borehole wall, normal forces
consisting of stiffness and damping forces depending on the rock act in contact with the gauge. The resulting normal force vector can then be expressed as
When the rotating gauge blade
is pressed with normal forces
against the hole with a resistance factor of
the resulting cutting force and cutting torque are
where
is the relative velocity on the gauge side of the bit, see Equation (24).
Consequently, the force and torque vector at the gauge of blade
can be expressed by
Therefore, the resulting normal force vector acting on all sides of the gauge is
and the resulting resistance force and torque vector is defined as
3.2.4. Forces and Torques on the Drill Bit
The resulting forces coming from the cutting process on all sides of the bit (face, shoulder and gauge) are summarised in the vector
The lateral excitation on the bit is generated by the force components (
) of the torsional resistance forces
on the cutting blades and yields to
4. Case Studies with the New Mesoscopic Drill Bit Model
In the following section, an explanatory drill string simulation using the mesoscopic drill bit model is analysed to determine the influence of the rock inhomogeneity on the torsional and lateral dynamics of the drill string. The focus of this study is on the excitation source of the bit (blades)–rock interaction due to the modelled resistance forces and torques and the corresponding lateral forces. Therefore, other forces and phenomena such as mass imbalance or fluid forces are neglected. For the estimation of the cutting forces, two falling resistance characteristics with respect to the angular velocity at the drill bit were assumed for two different rocks: (1) a hard rock leading to a stick–slip tendency, (2) a soft rock leading to steady-state behaviour and (3) a very soft rock (see
Figure 11). The simulations in the case studies are carried out using a drill string with the following parameters (
Table 1).
Table 2 gives an overview of the case studies: the drill string drills through a sandwich formation consisting of rock 1 and a thin layer of rock 2. Rock 1 is characterised by a higher Young’s modulus resulting in a higher stiffness and a high resistance at lower rpm resulting in a greater tendency to cause stick–slip (see
Figure 11). Rock 2, on the other hand, is a soft rock with a lower stiffness and a lower tendency to stick–slip.
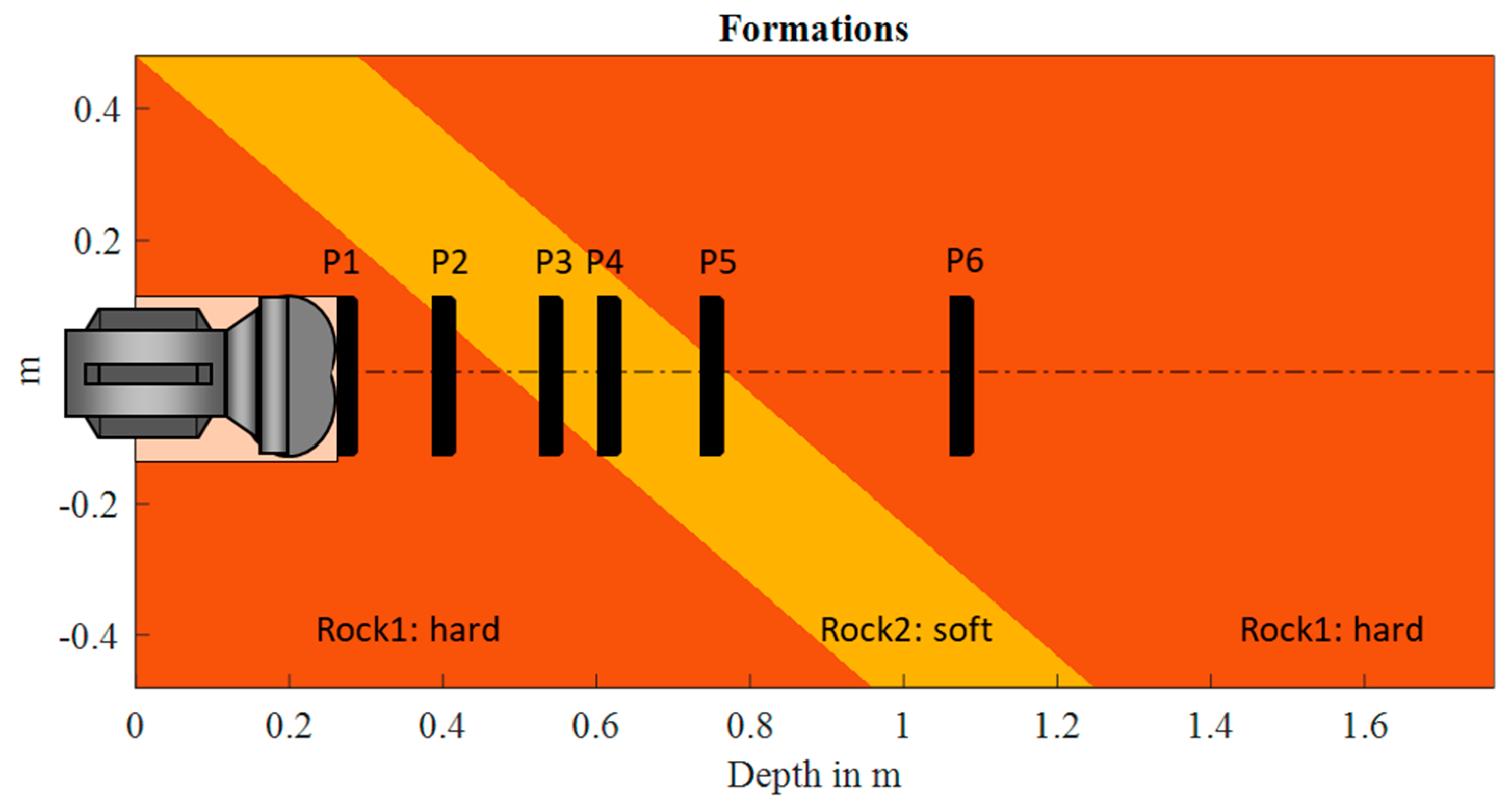
In
Figure 12, six positions of the drill bit are selected to be analysed in the following case studies:
P1, P6: the bit is in contact with rock 1 only.
P2: 25% of the bit surface is in contact with rock 2 and 75% with rock 1.
P3: 25% of the bit surface is in contact with rock 1 and 75% with rock 2.
P4: the bit is in contact with rock 2 only.
P5: 50% of the bit surface is in contact with both rock 1 and 2.
Figure 12.
Drilling through a sandwich formation with an inclination of 45°, P1–P6: selected observation points of the dynamics.
Figure 12.
Drilling through a sandwich formation with an inclination of 45°, P1–P6: selected observation points of the dynamics.
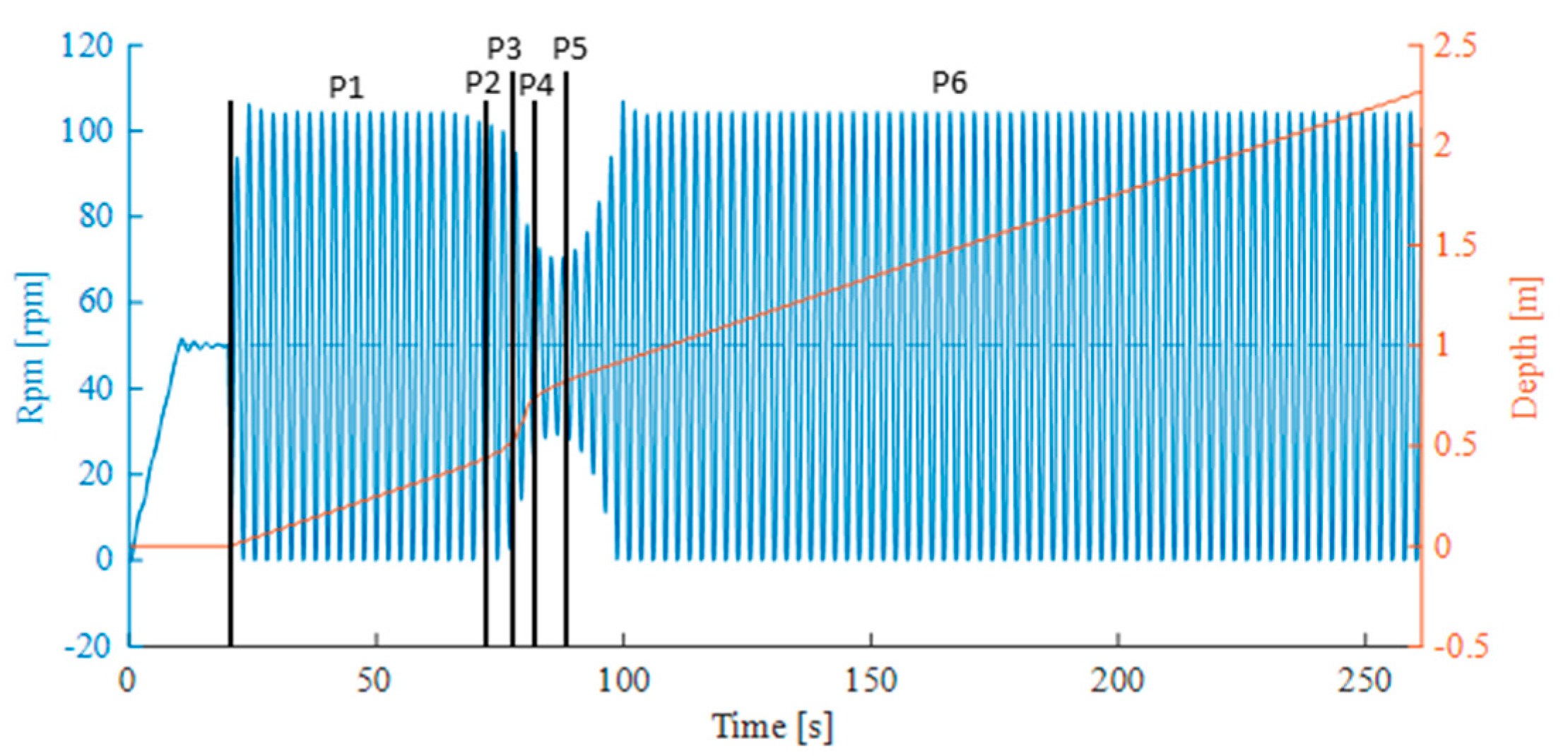
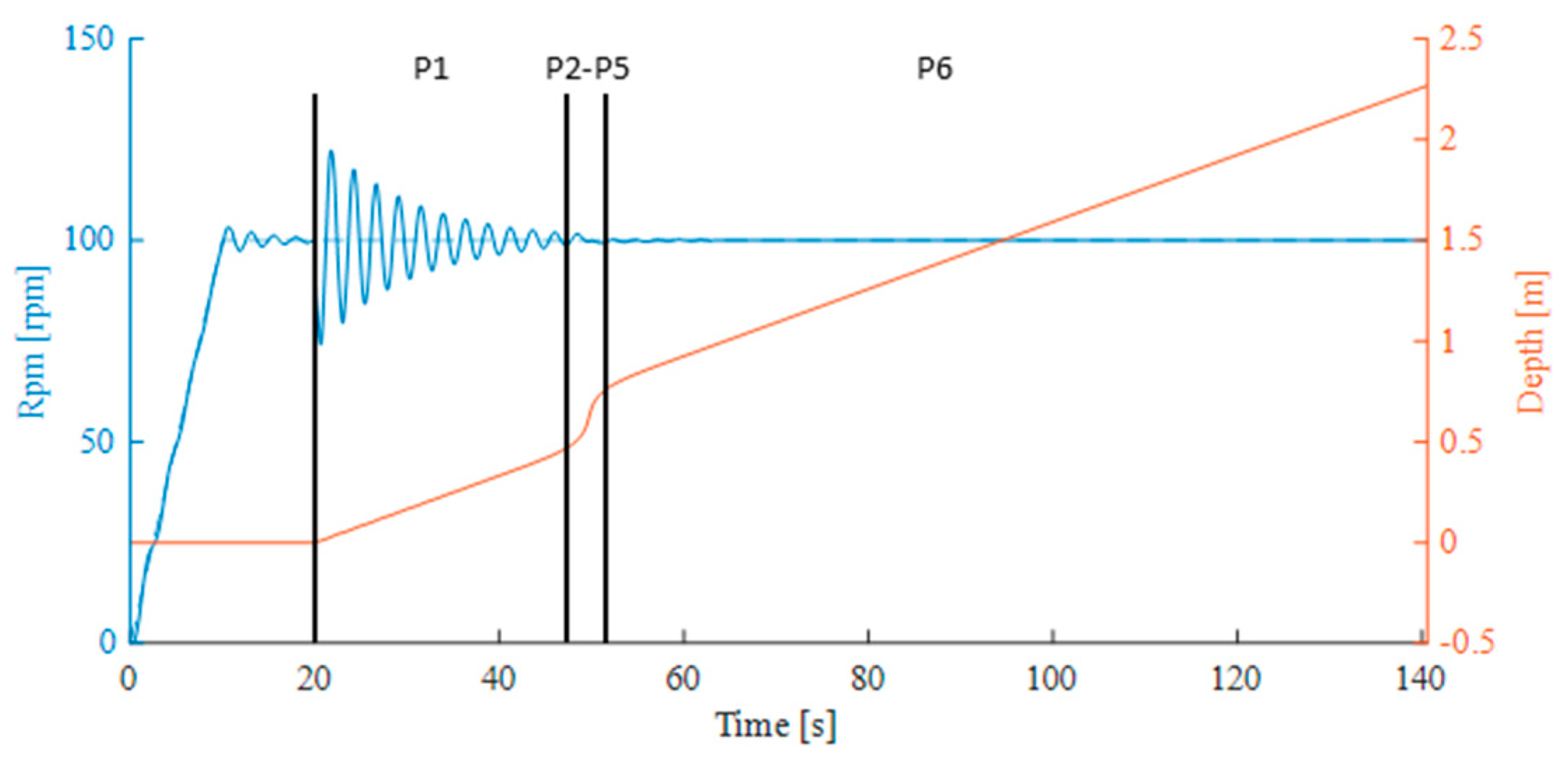
4.1. Case Study 1: Torsional Stability Map
In case study 1 we only focus on the torsional vibrations at the bit. The occurrence of stick–slip depends on the normal force on the bit and the rotational speed of the drill string (
and RPM). So two simulations are run with a constant normal force
and two rotational speeds
, see
Figure 13, and
, see
Figure 14.
At the start of each simulation (first 10 s) the top drive speed is linearly increased to the target speed. For the next 10 s, the target speed is maintained but the target normal force is not set to avoid any outward oscillation that could increase the tendency to stick–slip. After 20 s of simulation time, the drilling operation is started by setting the normal force to the target value.
At the bit starts to drill into hard rock 1, causing stick–slip. As the contact with rock 2 increases due to the formation change (see positions 3 and 4), the bit tends towards a steady state. When the formation changes back to rock 1, the drill string becomes unstable again. At , the drill bit oscillates towards a steady state from the beginning to the end of the formation change.
In the classical rigid-cylinder bit models, torsional stability depends, among other things, on only two operational parameters: normal force and bit rotational speed. As a result, corresponding stability maps are two-dimensional and transition phases during formation changes cannot be represented. In addition to normal forces and bit speed, the results of this case study show that we need a third dimension covering another operational parameter, namely the contact area between the bit and the rock, when drilling in inhomogeneities.
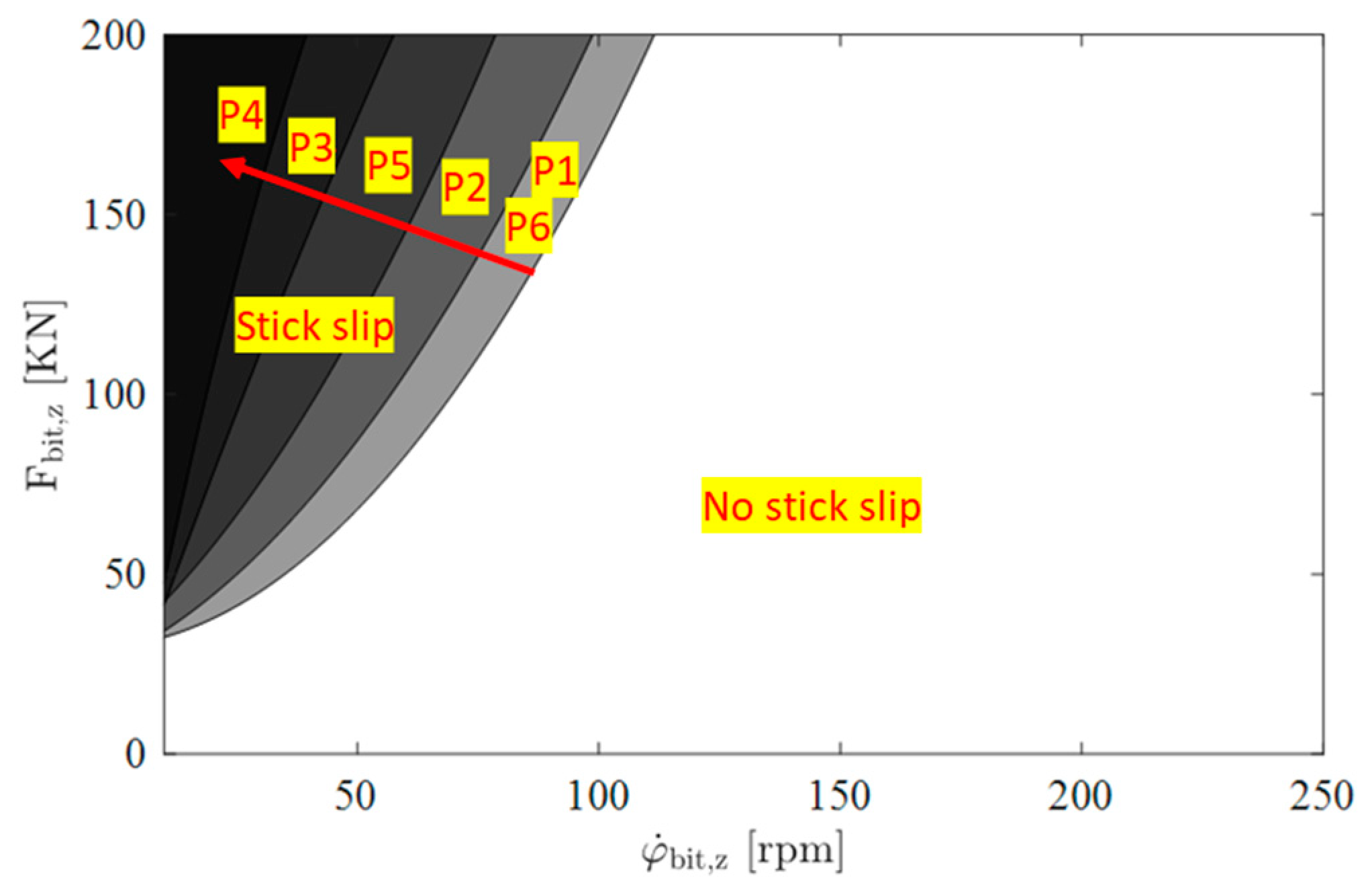
One of the advantages of the mesoscopic drill bit presented in this paper is that it allows the determination of torsional stability maps in inhomogeneous rock formations. To generate these maps,
and RPM are varied from 0 to 200 kN and from 0 to 250 rpm, respectively, with a fixed step (5 kN/rpm) and it is assumed that the drill bit is drilling in a fixed position from P1 to P6, see
Figure 12.
At each step, a simulation is run for a defined normal force and rotational speed for a long time to allow the system to reach its steady state. As soon as stick–slip occurs, an identification algorithm fills the stability map matrix with one for stick–slip and zero for no stick–slip. In the beginning of this analysis, a method based on scanning all possible (RPM,) combinations was used. However, this was very time consuming. Therefore, an optimised stability map generation algorithm was developed to minimise the number of simulations. This algorithm aims to identify the boundary curve between the stick–slip and no stick–slip zones. Two basic rules were used to do this:
If an value is identified at a certain speed at which stick–slip occurs, then all higher values will also cause stick–slip. In this case, and RPM increase linearly in the next step.
If does not cause stick–slip at a certain speed, only will increase in the next step.
Two zones (stick–slip and no stick–slip zones) are shown graphically in
Figure 15: Stick–slip is generally characterised by a high normal force at the bit
and low rotational speed RPM. This figure shows different stability zones for six bit positions. The torsional instability zone increases as the contact area between the bit and rock 1 increases.
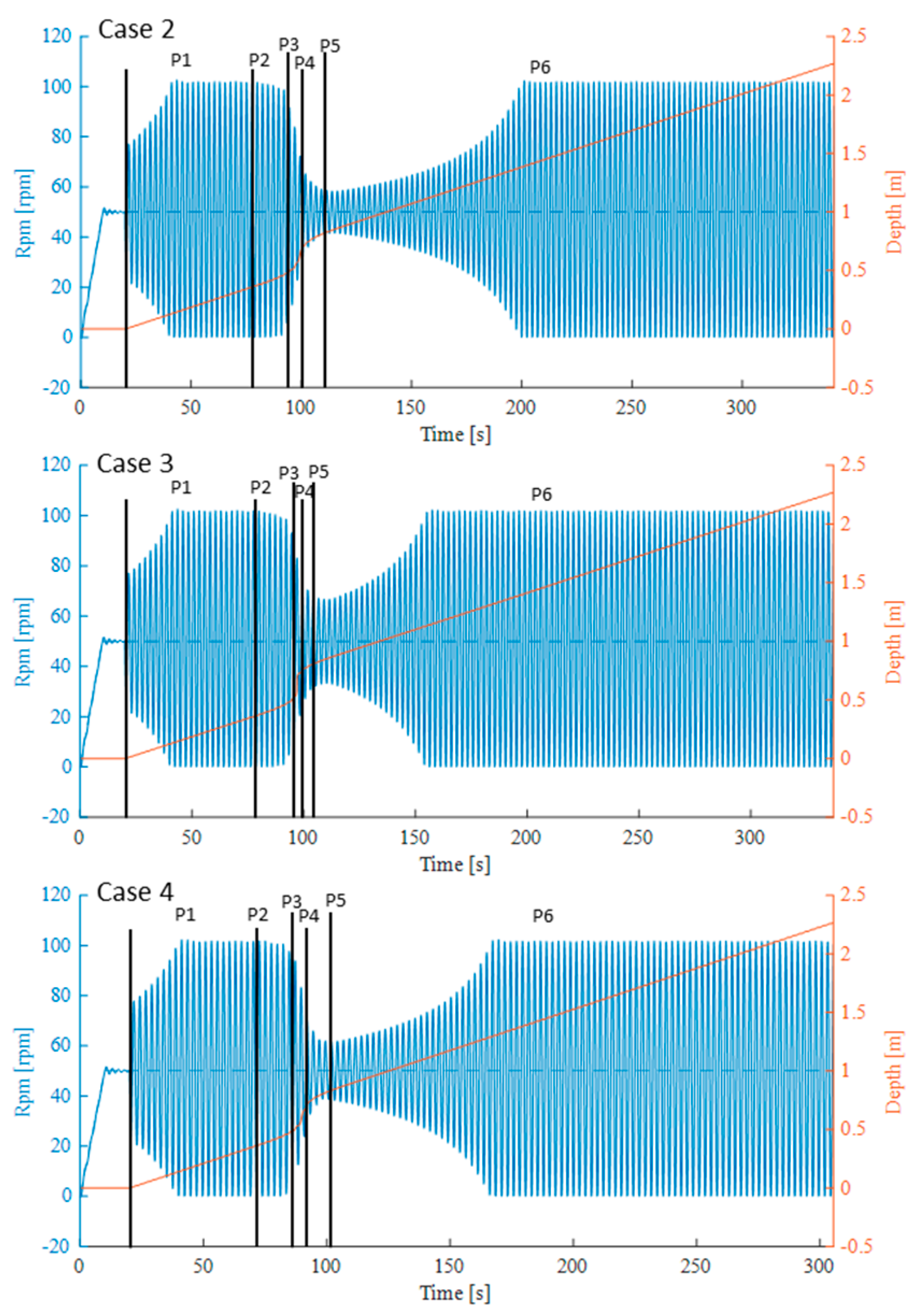
4.2. Case Studies 2–4: Torsional/Lateral Simulations
These case studies analyse the influence of the formation changes on the lateral and torsional stability of different drill bits (symmetric and asymmetric) and rocks (hard, soft and very soft) is analysed.
Torsional oscillations:
Figure 16 shows the time simulation of the drill string torsional vibration using a symmetric mesoscopic drill bit model when drilling through the sandwich formation of
Figure 12. Based on the torsional stability map in
Figure 15, the values of 50 rpm and 75 kN will lead to stick–slip when drilling in P1/P6 or P2. For comparison reasons, these positions correspond to the unstable behaviour intervals in
Figure 15 where stick–slip vibration is generated. The time intervals where stick–slip decreases are the transition phases from rock 1 to rock 2 and from rock 2 to rock 1. They represent the inhomogeneous bit–rock-contact intervals.
In case 2, the middle rock (2) is soft, leading to a torsional steady state of the drill bit (from ~100 s). In case 3, the middle rock (2) is replaced by a very soft rock, which leads to a shorter drilling time in rock 2. After leaving the inhomogeneity, the drill bit reaches its torsional unstable state much faster. Case 4 is like case 2 except that the drill bit is replaced by an asymmetric bit. The total drilling time through the formation is shorter than in case 2.
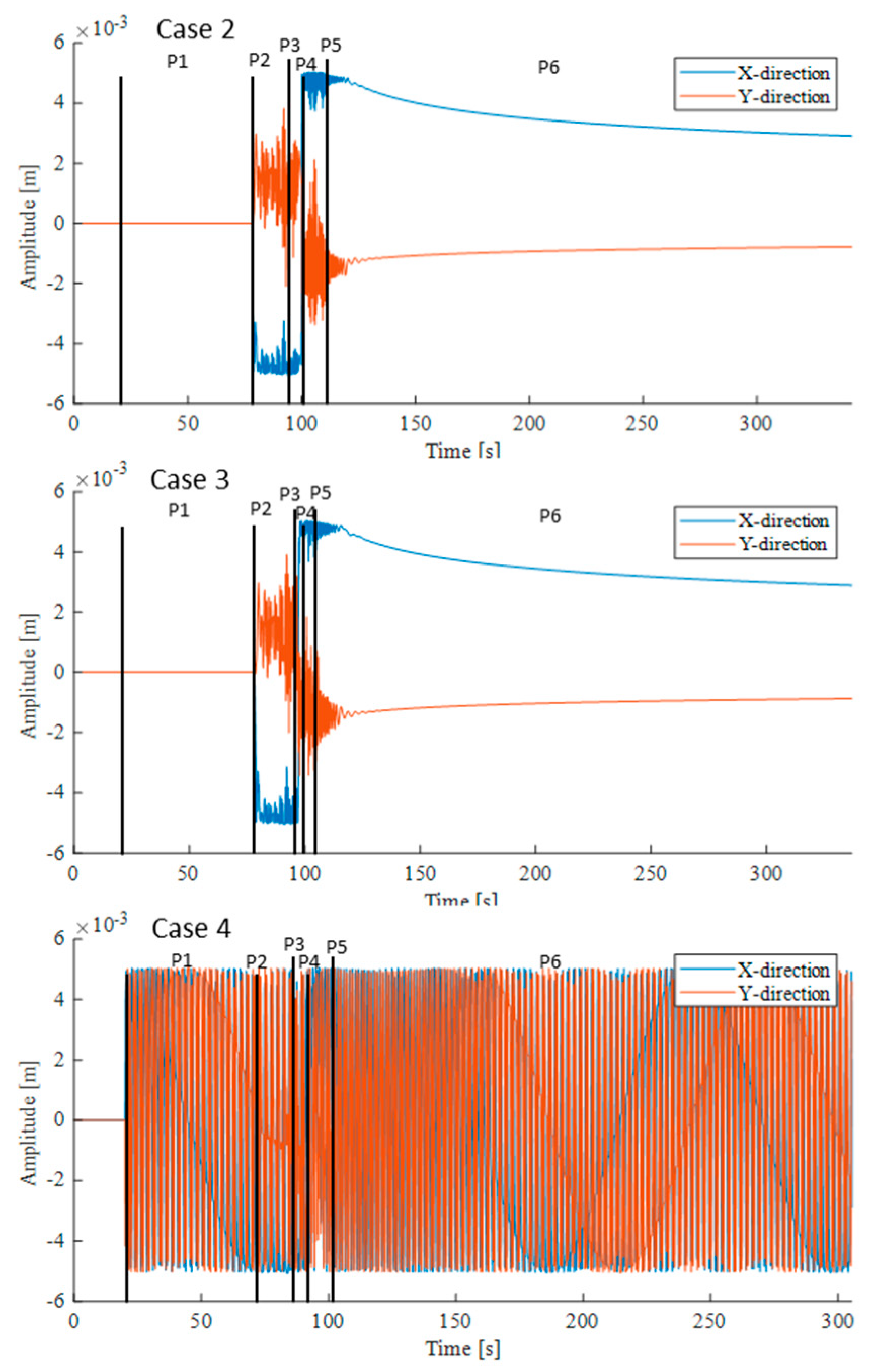
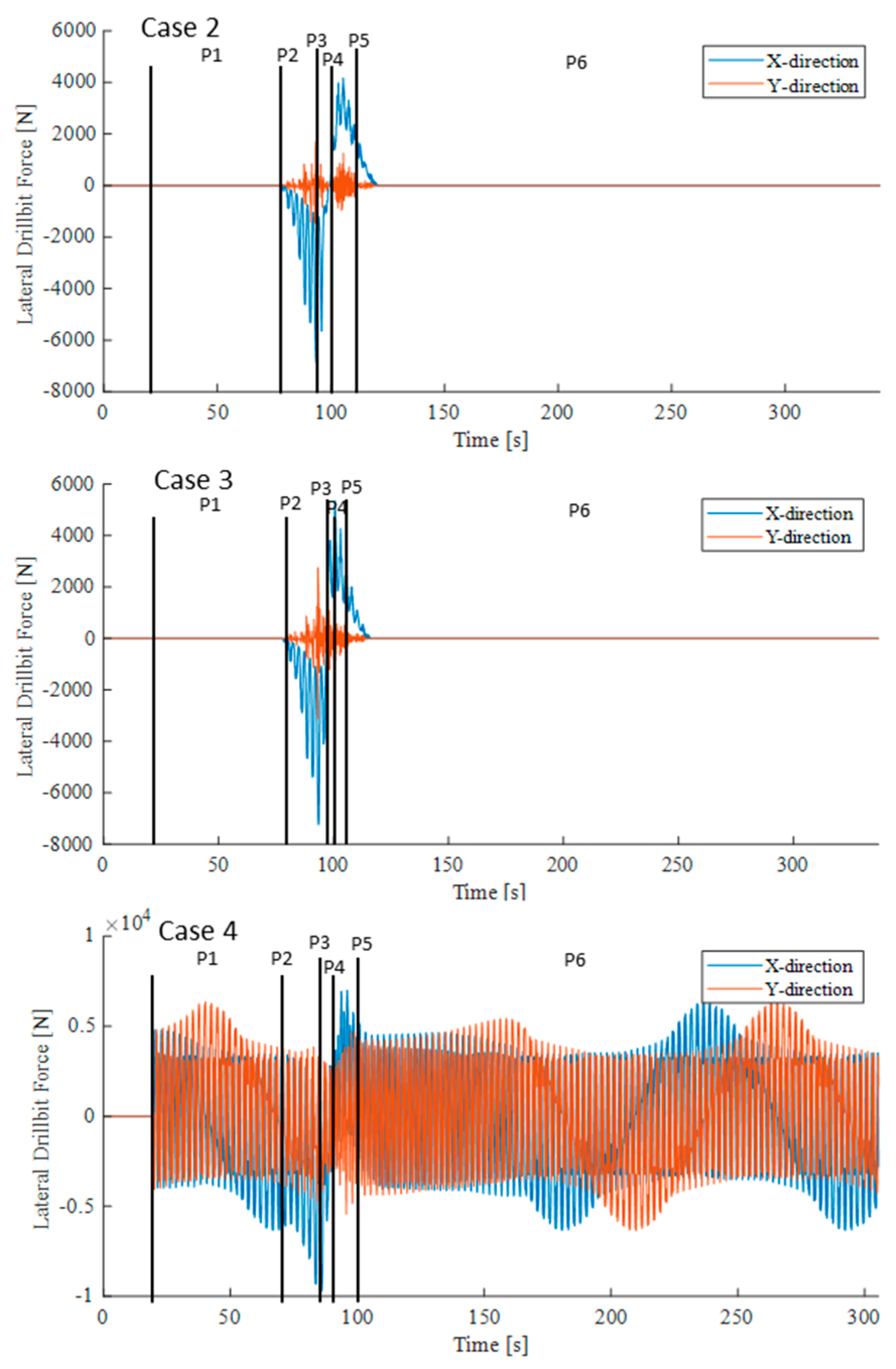
Lateral oscillations:
Figure 17, on the other hand, focuses on the lateral vibration behaviour of the bit when drilling through the sandwich formation of
Figure 12. A clearance of 0.005 m is set.
In cases 2 and 3, lateral forces can be seen at the bit level after ~80 s of simulation time due to formation inhomogeneity. In case 4 these forces are to be seen throughout the simulation time due to the asymmetric design of the bit. While these forces are periodic when drilling in a single rock, they are perturbed by inhomogeneities. Comparing cases 2 and 3, it is clear that the stiffness of the formation does not have much influence on the overall lateral vibration behaviour. However, in case 3, where the middle formation is too soft, a shock in the axial transition from rock 1 to rock 2 and then back to rock 1 leads to higher lateral forces, higher frequency of the lateral vibration and longer time to decay.
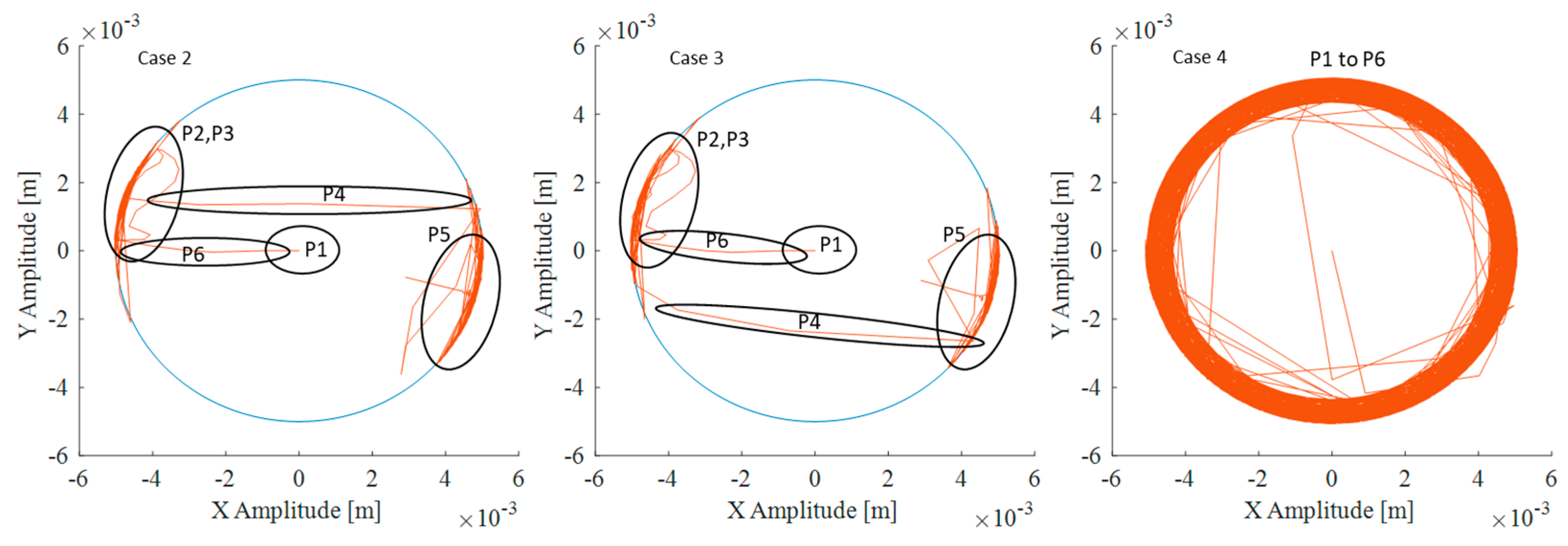
Figure 18 illustrates the orbital oscillations of the bit within the defined clearance (blue circle). In cases 2 and 3 we can clearly see the effect of the inhomogeneities in pushing the drill bit towards the hole. This effect depends on whether the drill bit is running from hard to soft rock (see P2, P3) or otherwise (see P5). In a homogeneous formation, the drill bit is laterally stable (see P1, P4, P6). In case 4, the drill bit is in forward whirling throughout the whole simulation. Thus, when using a symmetrical drill bit (cases 2 and 3), the drill bit is stable when drilling through homogeneous rock. However, when drilling through inhomogeneities, the drill bit will rotate around its own axis while being pushed towards the same point of the hole. This can cause malicious lateral vibrations, such as backward whirl, which can cause tremendous damage. On the other hand, an asymmetric drill bit (case 4) will have a continuous forward whirl in both homogeneous and inhomogeneous formations. However, the forward whirl makes the bit more stable against backward whirl.
5. Conclusions
The core of this work is the developed mesoscopic drill bit model, which has been introduced and described in detail. This model can be used to simulate and analyse drill string vibrations when drilling through inhomogeneous rock formations with symmetrical and asymmetrical drill bits. For this task, the new drill bit model has been coupled with an existing drill string model, OSPLAC, which is also explicitly presented here. This allows extensive simulation studies to be carried out for drilling through inhomogeneous rock zones with different bit types, including anti-whirl bits. To this end, the operation of the mesoscopic bit model and drilling through a sandwich formation were simulated in four case studies. The resulting torsional and lateral vibrations were presented and discussed as a function of the formation drilled and the type of bit used. These first simulation studies show the influence of drilling through rock inhomogeneities with different drill bits on the torsional and lateral vibration behaviour.
In future research, it will be important to investigate the sensitivity of individual parameters in more detail through comprehensive simulation studies. For example, the influence of the number of cutting blades and their geometric configuration on the bit and its clearance, or of course the formation parameters such as Young’s modulus, inclination, etc. on the bit and drill string dynamics need to be investigated in more detail. A validation of the simulation results with measurements would be the next obvious step, but this requires collaborative projects with drilling companies and drilling service companies on this topic. In addition, the model should be used to investigate in detail the deviations of the drill string when drilling through rock inhomogeneities.























{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}