
Sustainable Grinding Performances of Nano-Sic Reinforced Al Matrix Composites under MQL: An Integrated Box–Behnken Design Coupled with Artificial Bee Colony (ABC) Algorithm



Abstract
:1. Introduction
2. Materials and Methods
2.1. Material Used
2.2. Experimental Design
2.3. Experimental Procedure
3. Results and Discussion
3.1. Development of RSM-Based Design Models
3.2. Multi-Objective Optimization Using the Artificial Bee Colony (ABC) Algorithm
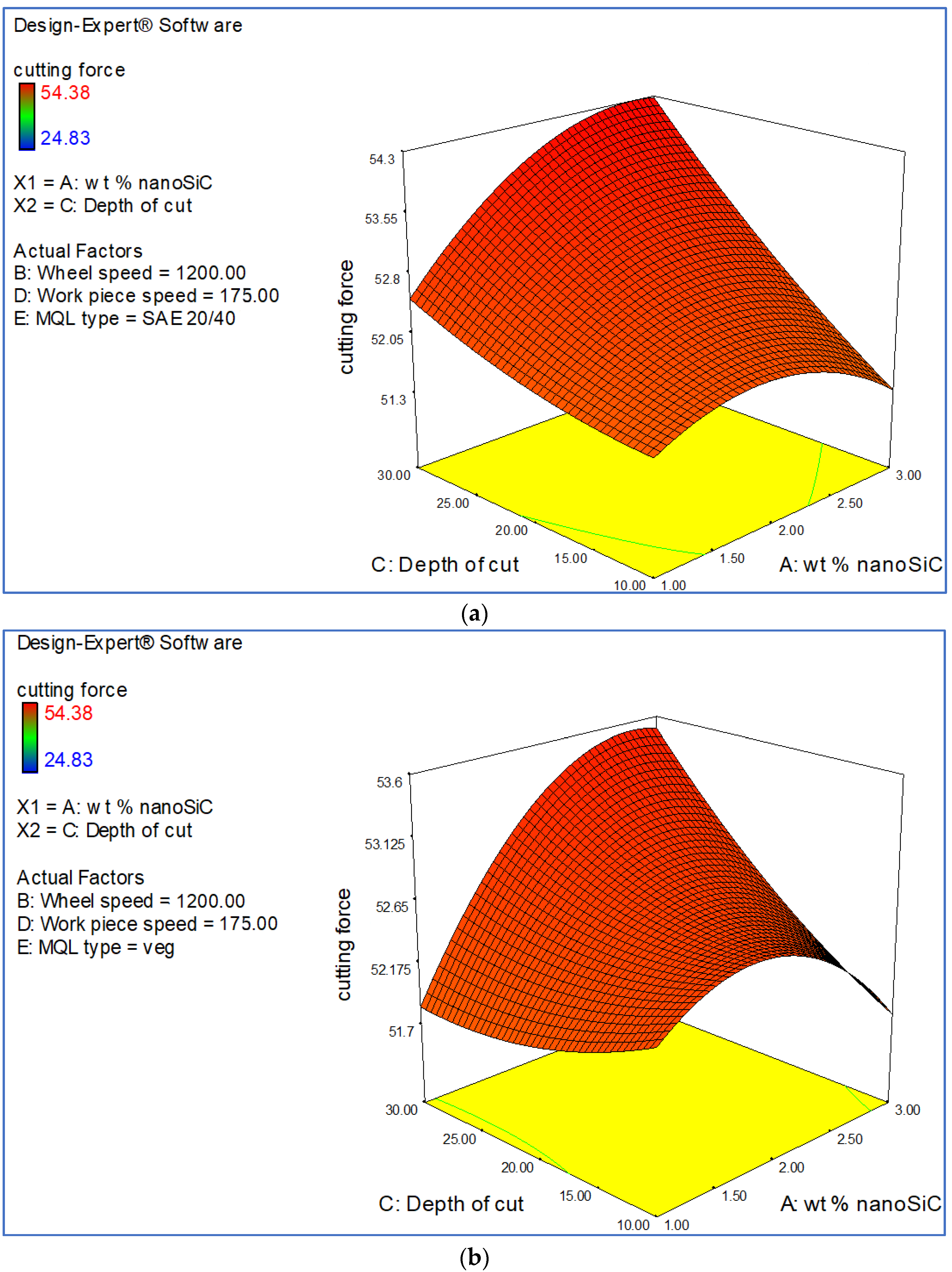
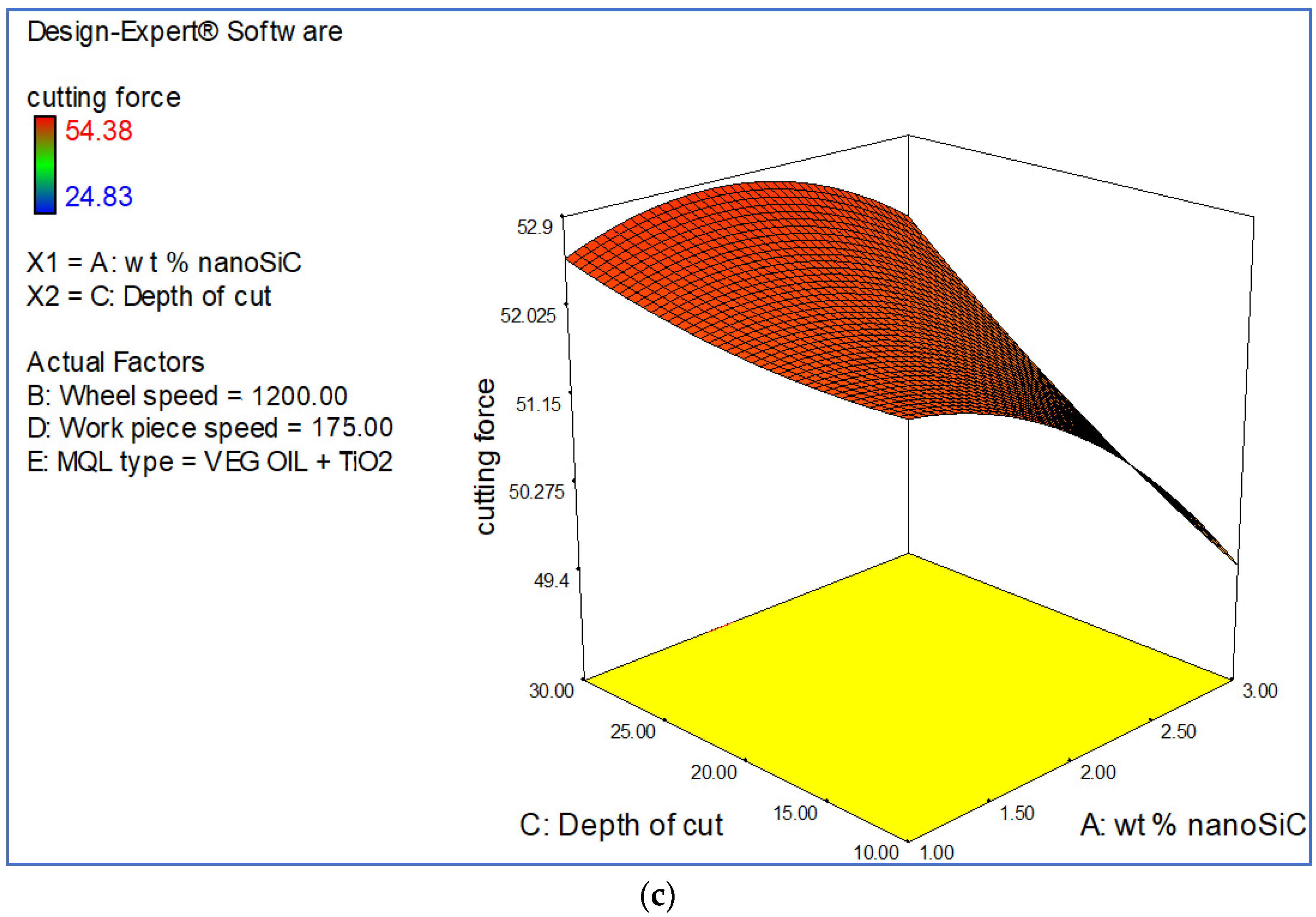
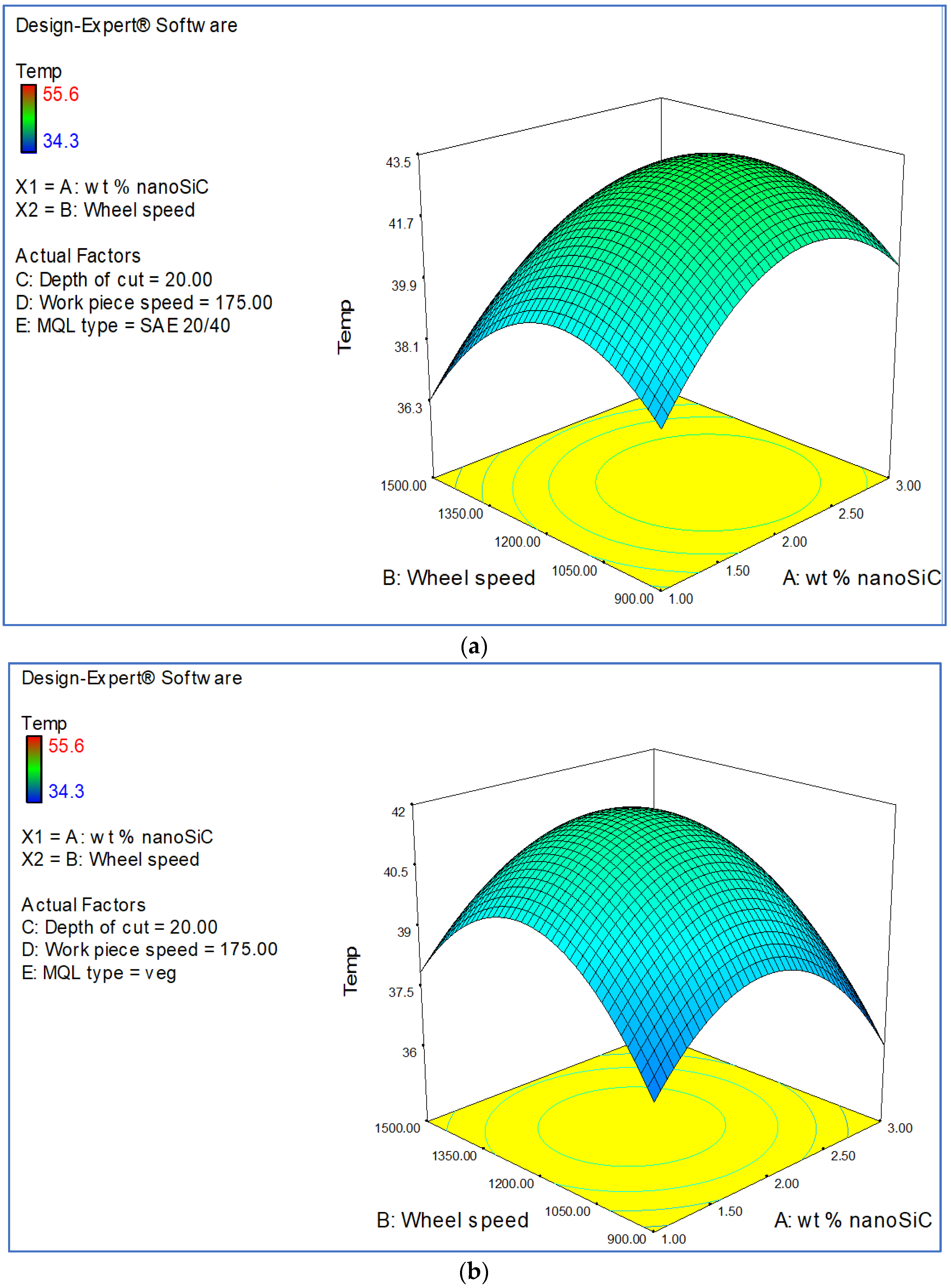
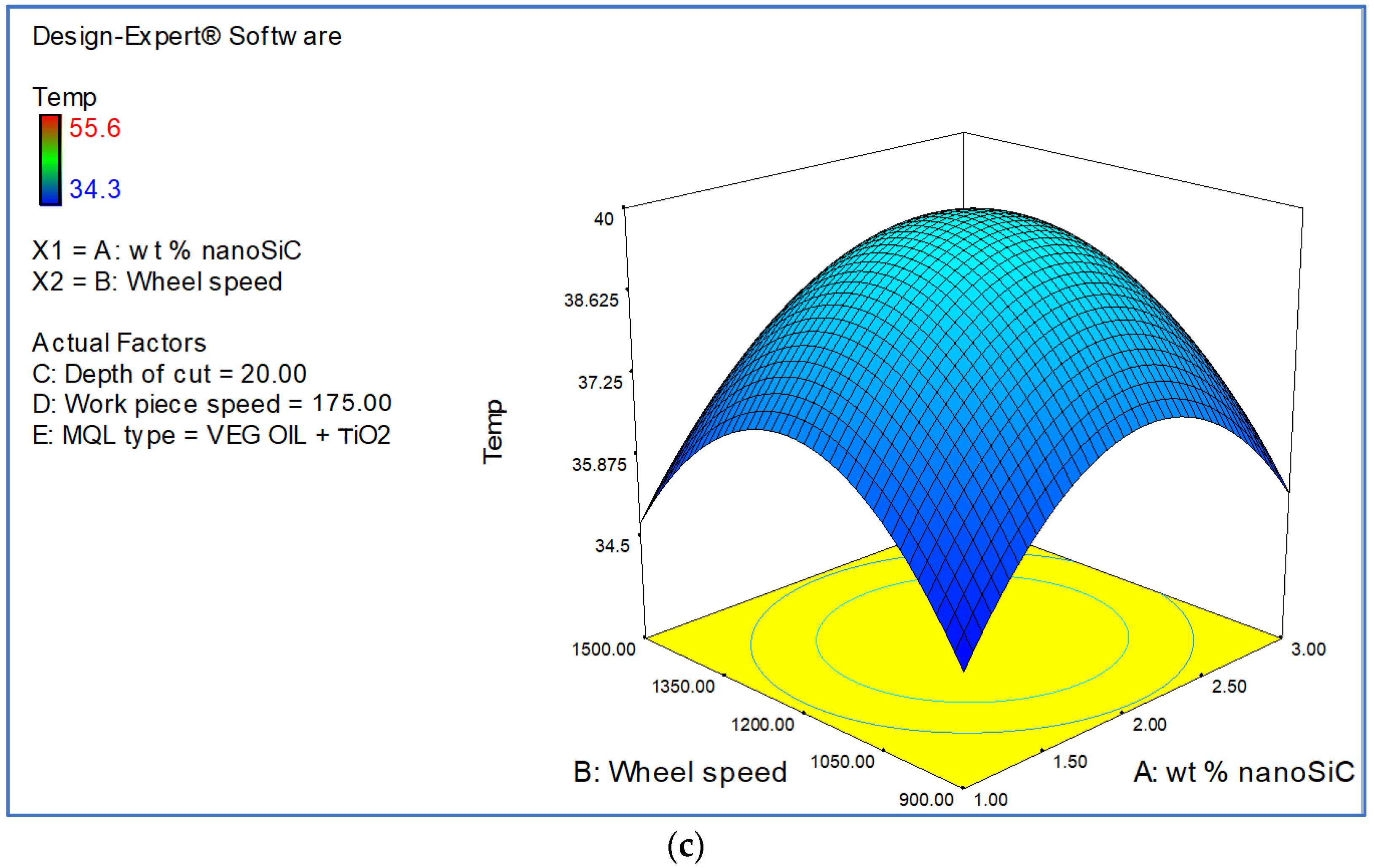
3.3. Influence of Grinding Parameters on Responses
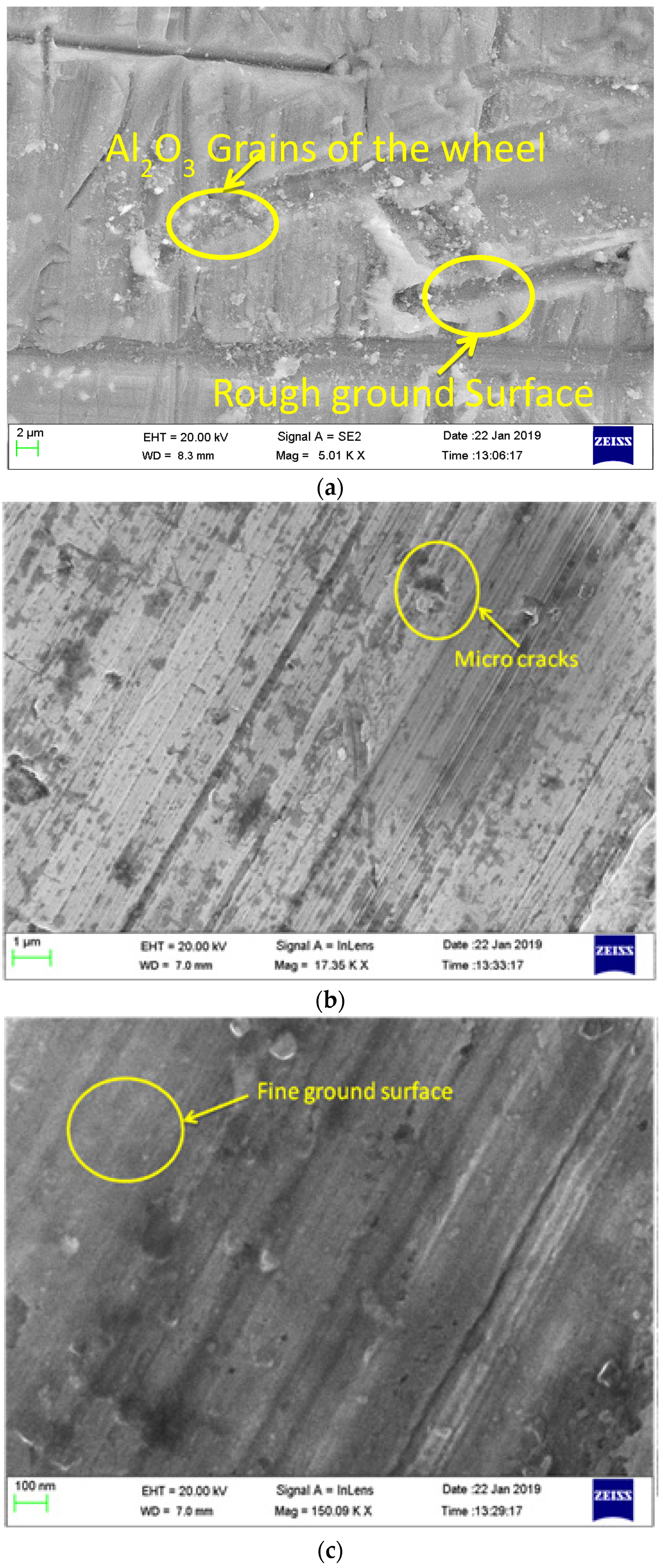
3.4. Surface Morphology of the Machined Surface
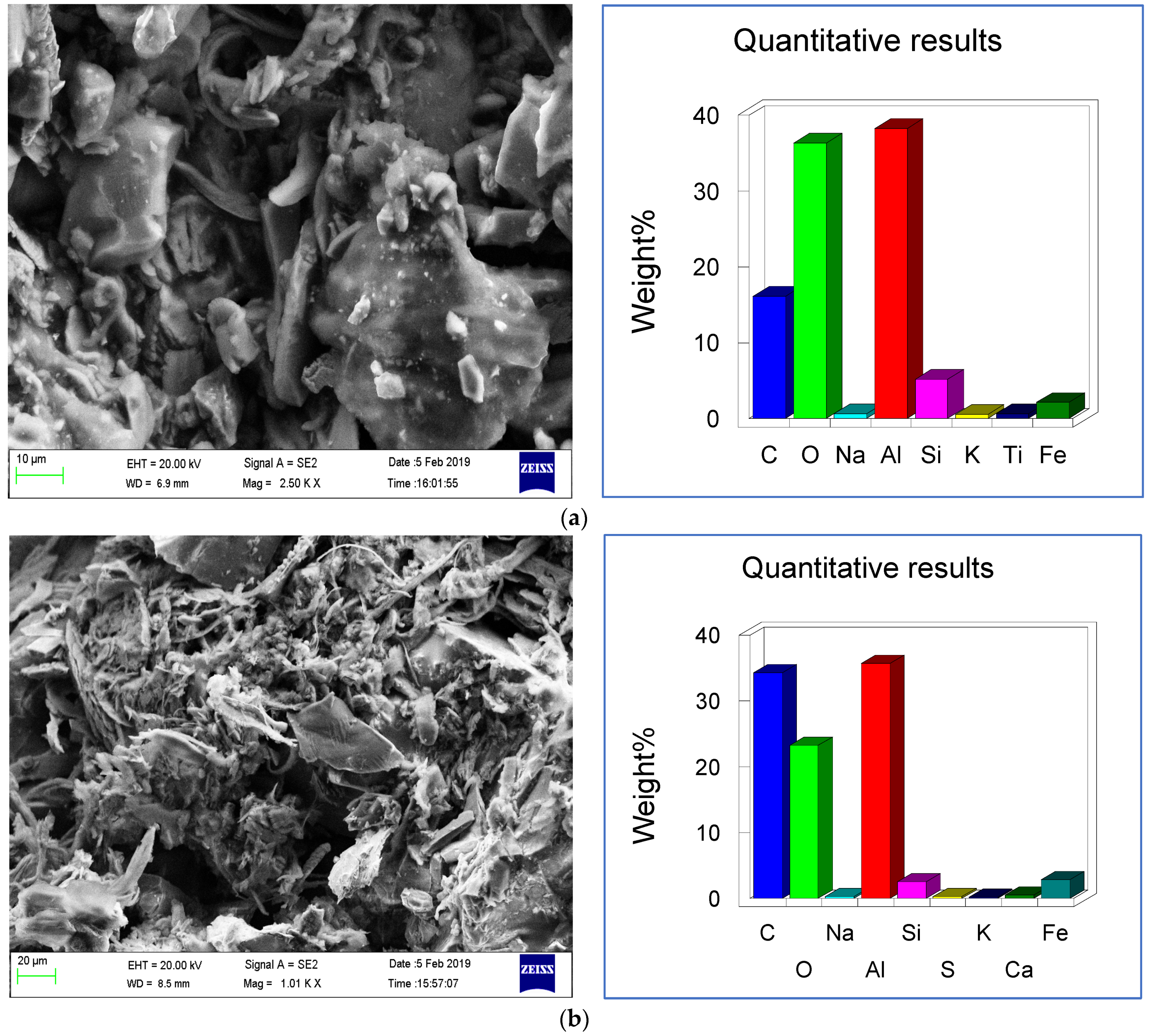
3.5. Surface Morphology of Grinding Wheel
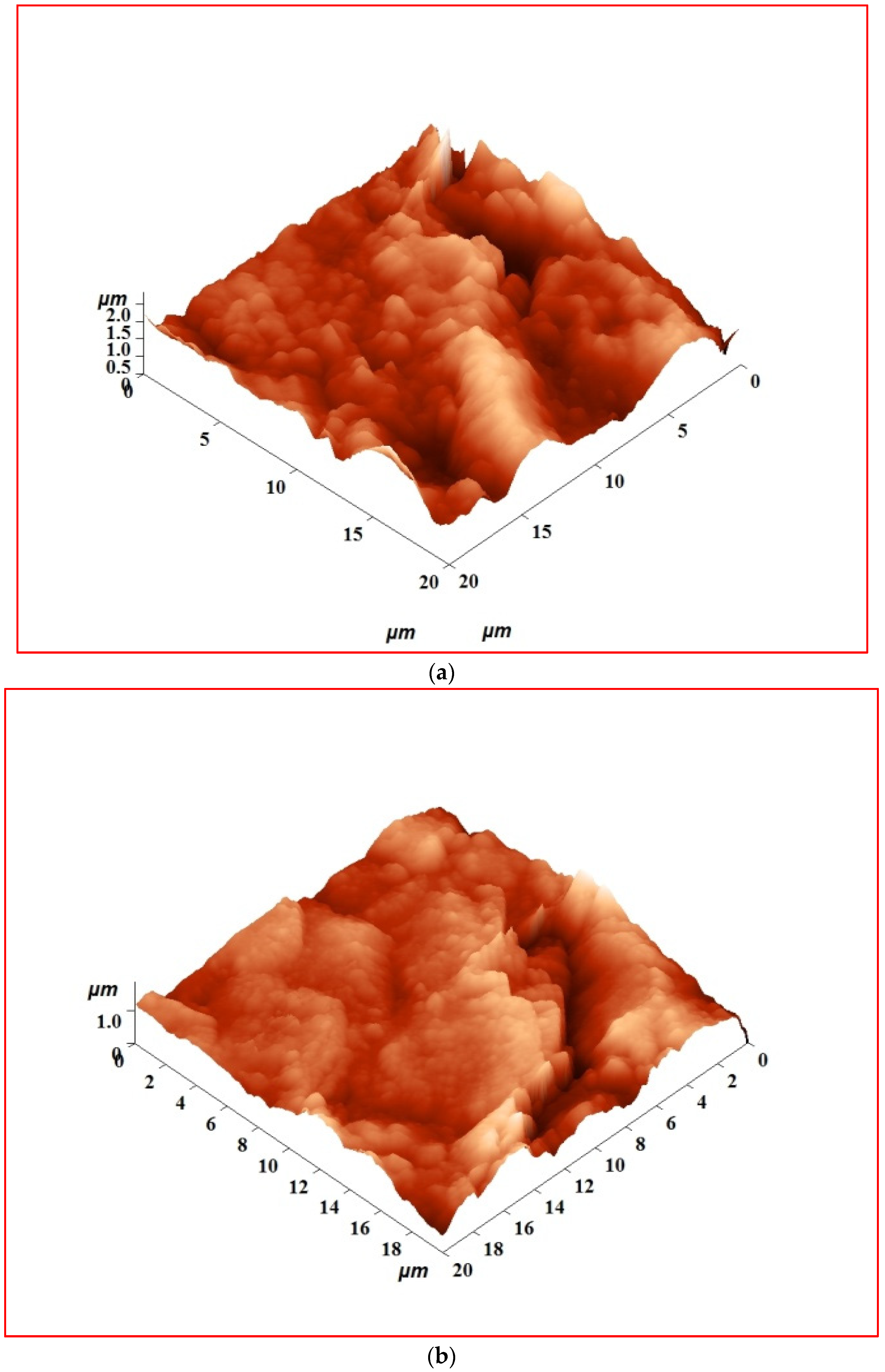
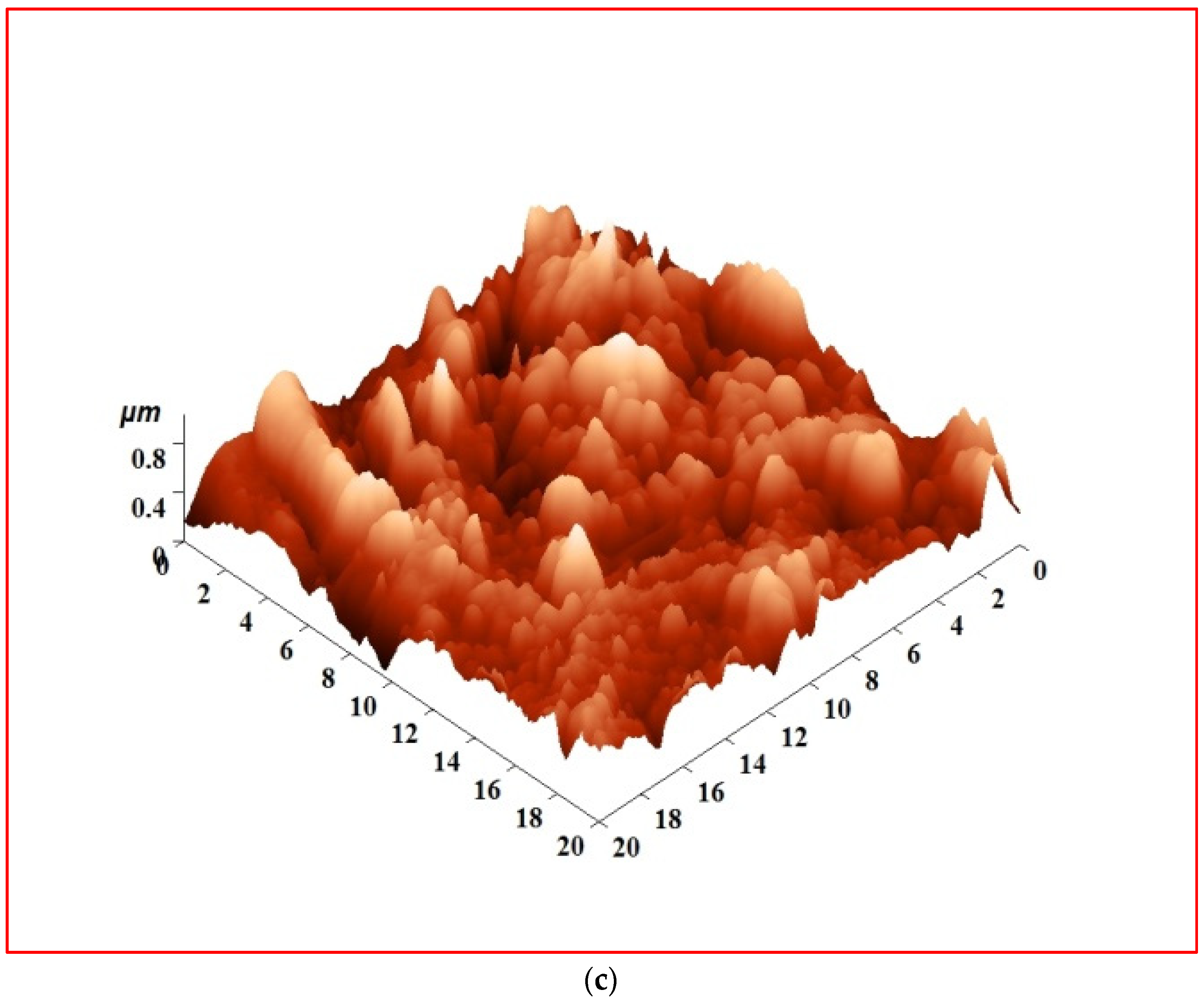
3.6. AFM Analysis of Surface Roughness
4. Conclusions
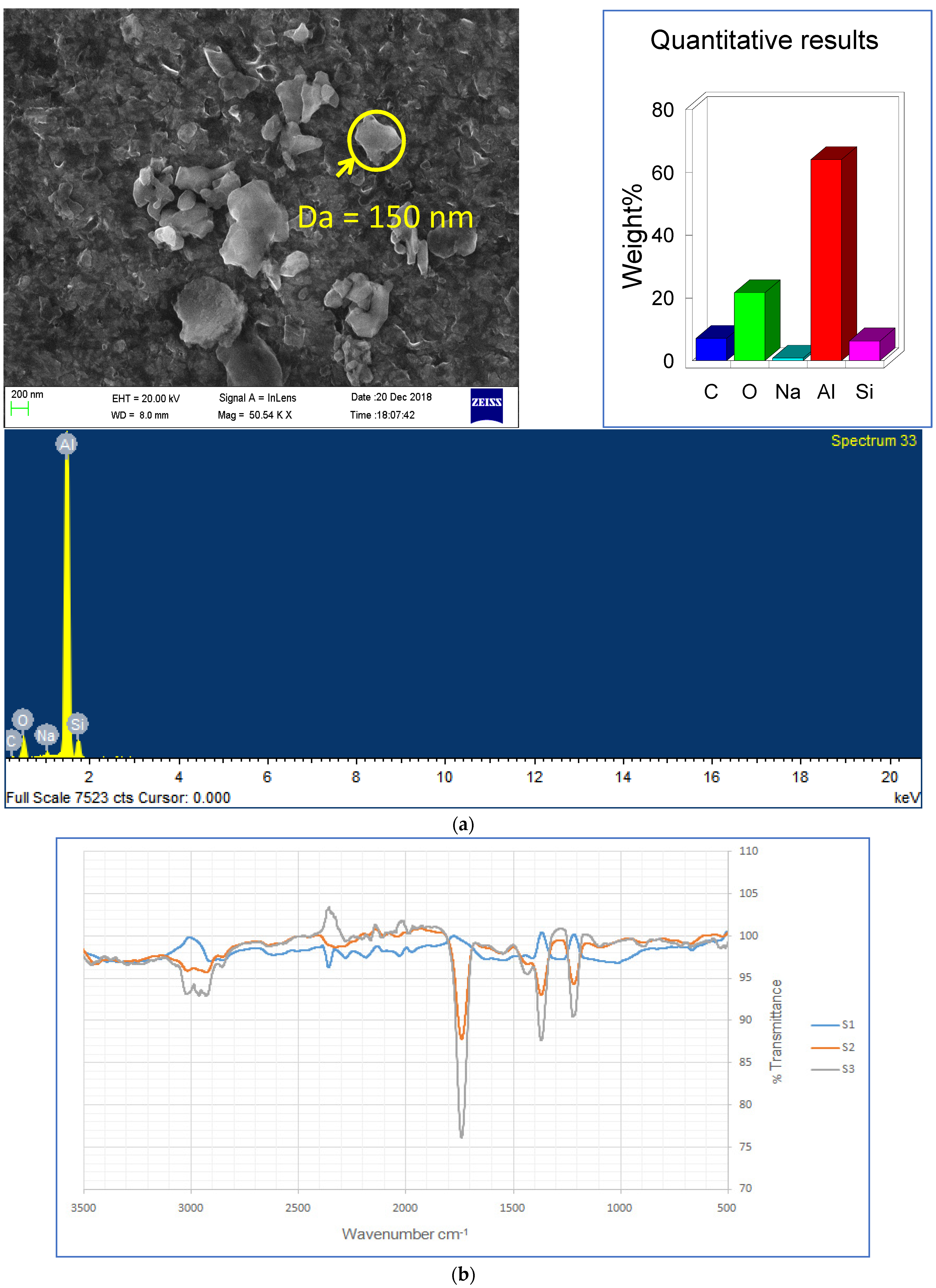
- Aluminum matrix nano-composites reinforced by nano-SiC are successfully synthesized using an ultrasonic cavitation-based solidification process, and the characterization of nano-composites is performed using SEM with EDX and IR spectroscopy.
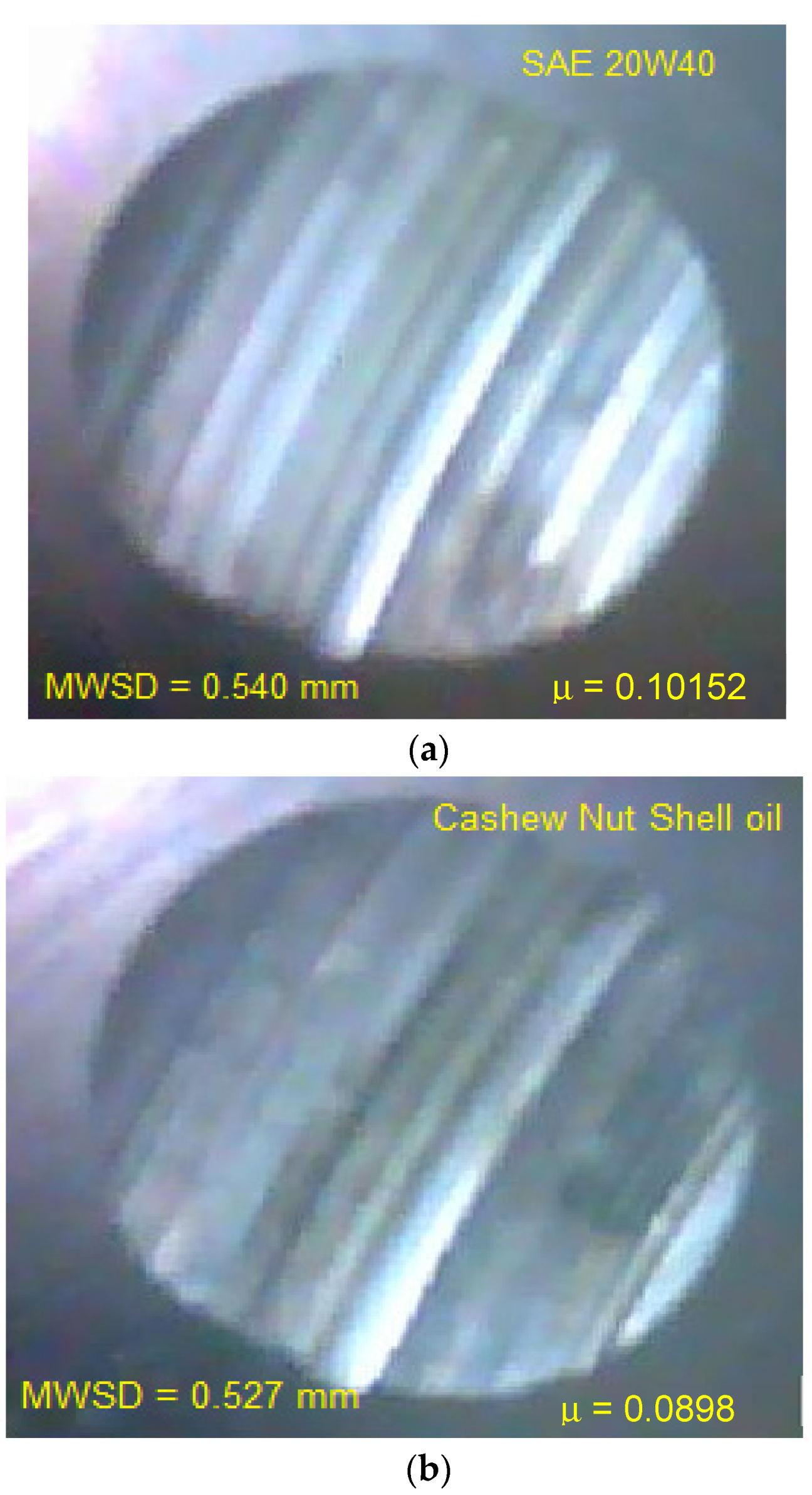
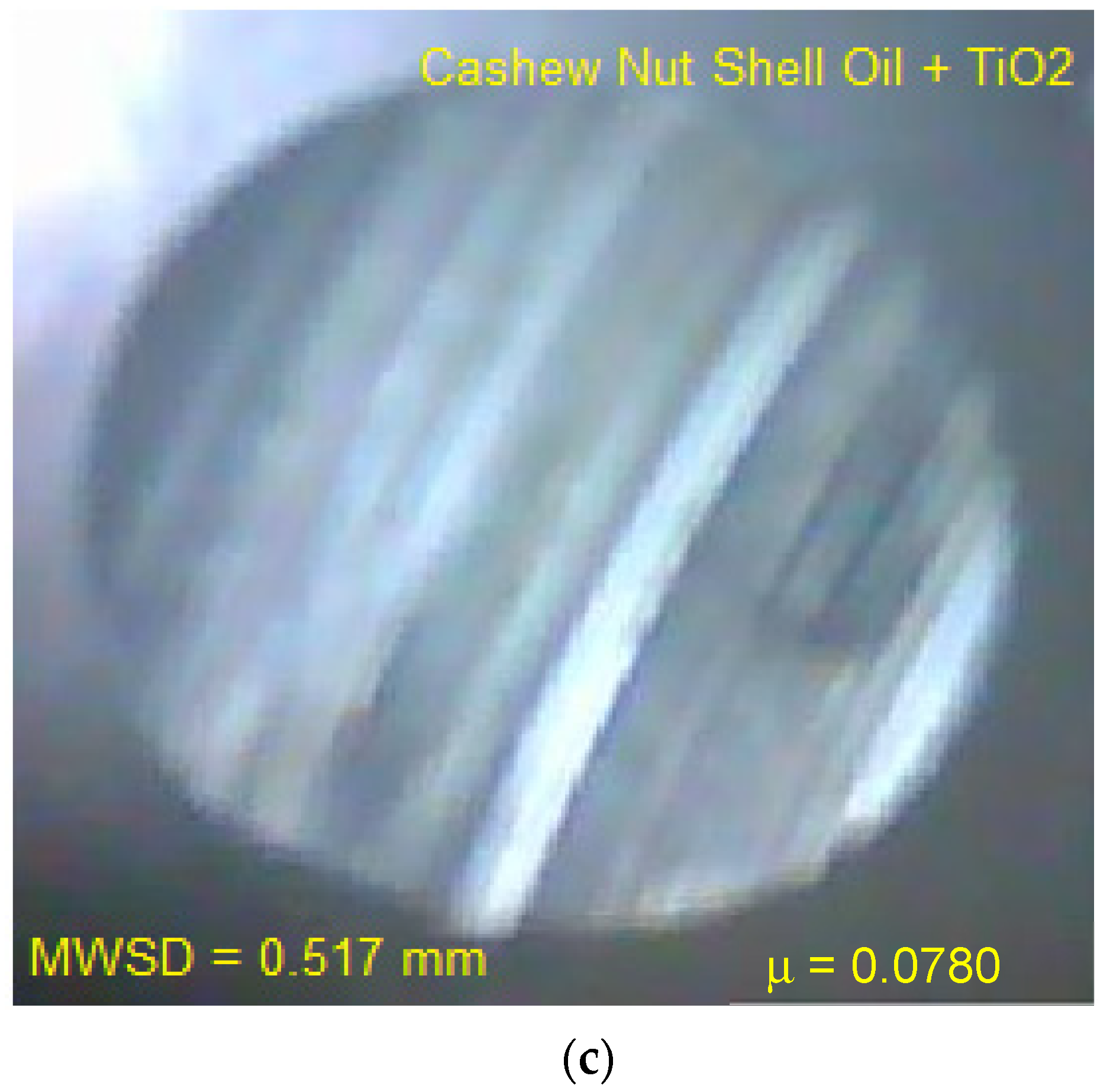
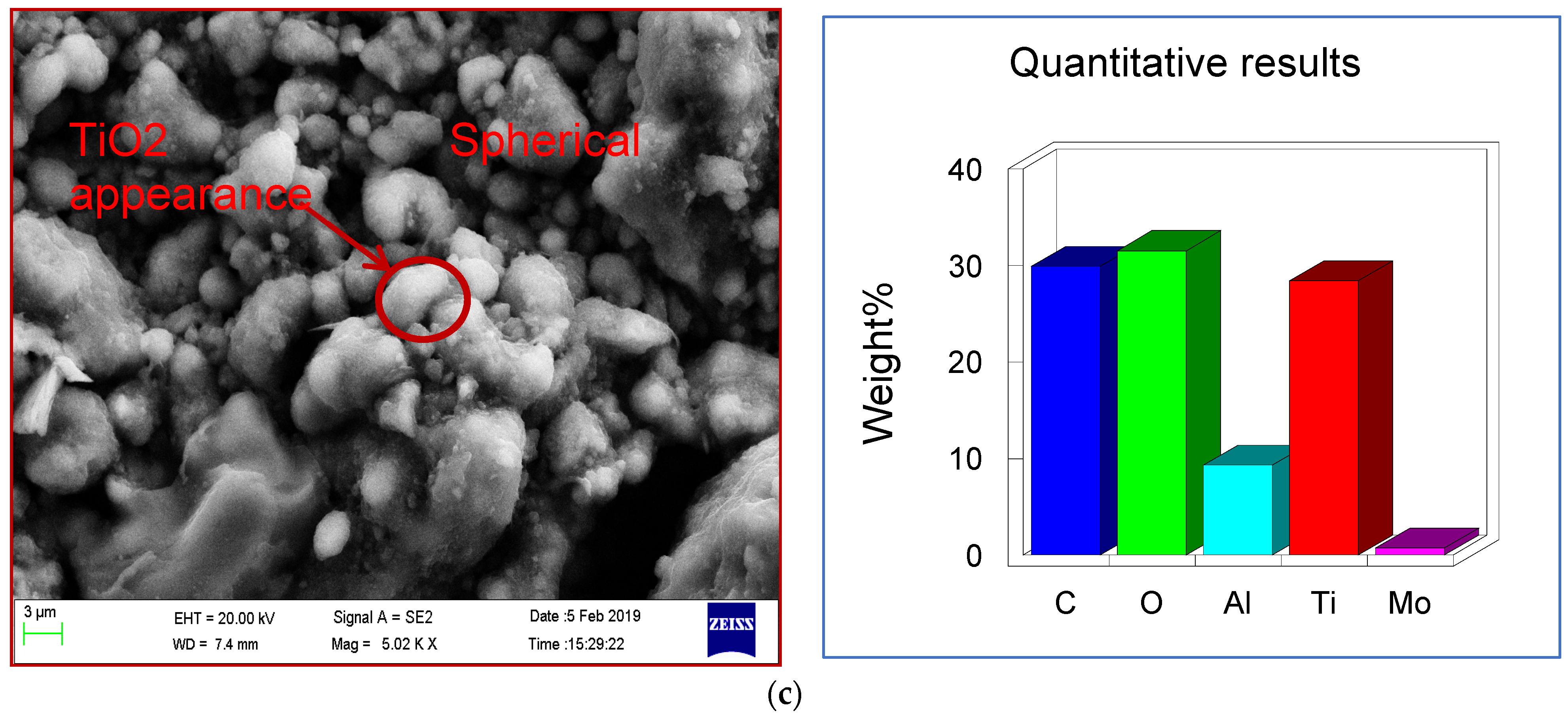
- The properties of the nano-filled lubricant are compared with SAE20W40 and cashew nutshell oil. An improvement in the properties is observed in Tio2 mixed cashew-nut-based vegetable oil. The wear scar diameter is very low in veg oil + TiO2 compared to SAE20W40 and veg oil.
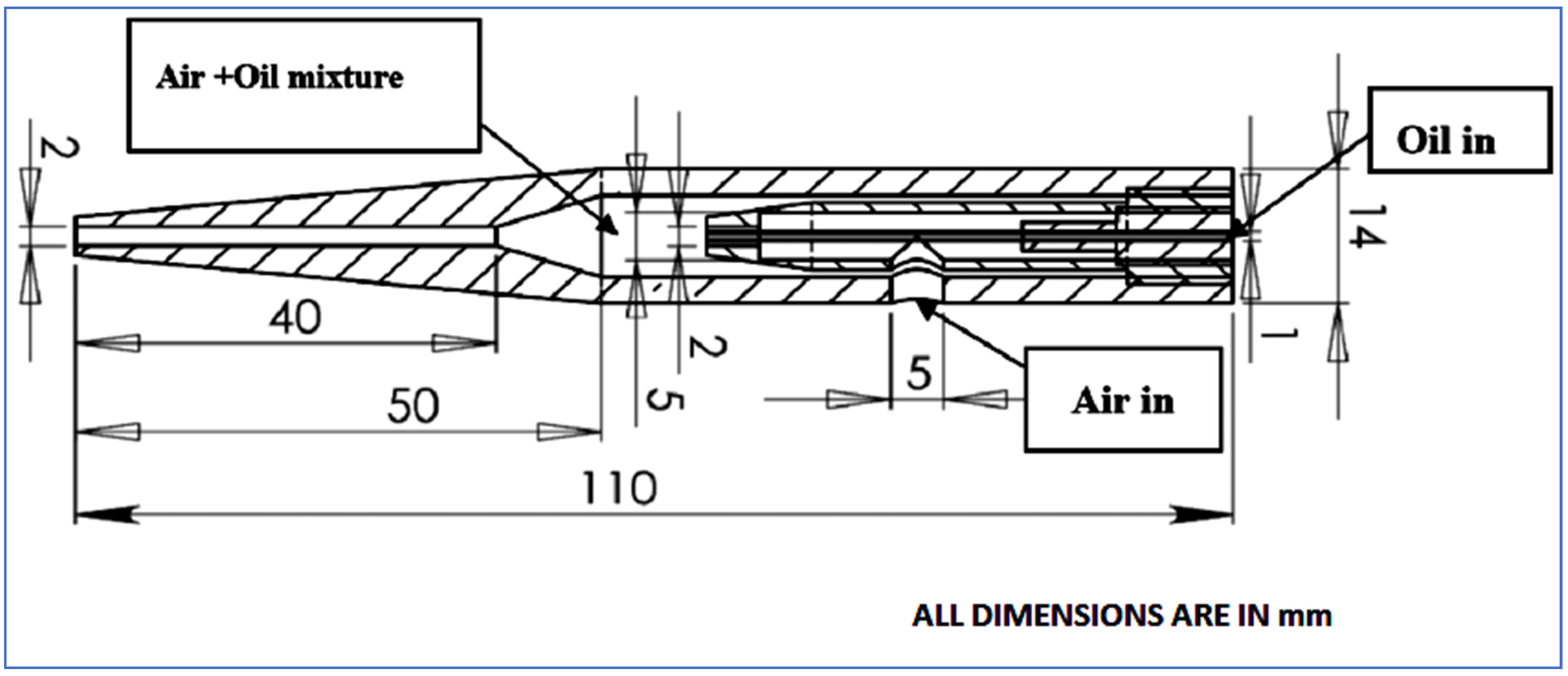
- The MQL method is utilized economically in the grinding process, decreasing the coefficient of friction, providing diffusion of oil mist in the machining interface and reducing the tangential forces considerably.
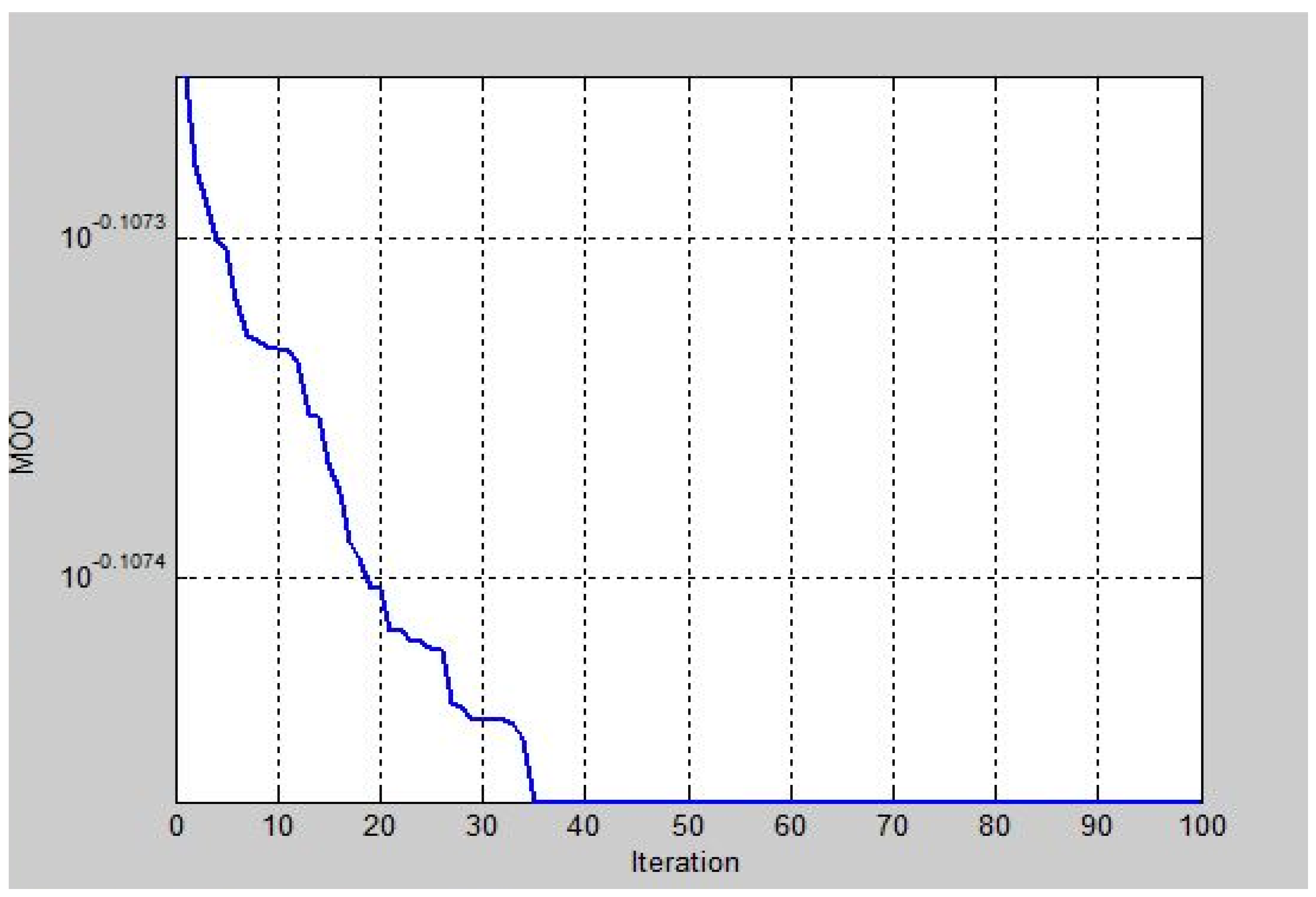
- The ABC algorithm is employed to optimize the sustainable grinding factors of composites reinforced with nano-SiC particles. The results of the optimization technique determine that the following parameters (wheel speed = 910 rpm, depth of cut = 29.42 μm, wt % of nano-SiC = 2.9, workpiece speed = 78 rpm, MQL type = veg oil + TiO2) are favorable for reducing the cutting force, temperature and surface roughness.
- Nano-fluid MQL reveals a reduction in the cutting force and temperature. The addition of Nano-TiO2 in cashew nutshell oil improves the performance through enhanced cooling effects and lubrication by their greater diffusion and entrapment at the contact zone.
- A lubricating film layer of the TiO2 nano-fluid can be formed on the abrasive grain surfaces through chemical and physical reactions of the nano-fluids. The wear flattening generation is prevented and effectively forced to drop from the abrasive grains by this layer.
- It is distinctly clear from the micro-graph that the nano-SiC particles are disintegrated and dragged away from the surface. The difference in thermal expansion among the nano-SiC particles and Al generates heat, resulting in the formation of micro-cracks on the machined surface.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Peralta, E.; Álvarez, M.; Bárcena, M.M.; González, F.A. On the sustainability of machining processes. Proposal for a unified framework through the triple bottom-line from an understanding review. J. Clean. Prod. 2016, 142, 3890–3904. [Google Scholar] [CrossRef]
- Rajemi, M.F.; Mativenga, P.T.; Aramcharoen, A. Sustainable machining: Selection of optimum turning conditions based on minimum energy considerations. J. Clean. Prod. 2010, 18, 1059–1065. [Google Scholar] [CrossRef]
- Vijayabhaskar, S.; Rajmohan, T. Experimental Investigation and Optimization of Machining Parameters in WEDM of Nano-SiC Particles Reinforced Magnesium Matrix Composites. Silicon 2019, 11, 1701–1716. [Google Scholar] [CrossRef]
- Pawar, P.J.; Vidhate, U.S.; Khalkar, M.Y. Improving the quality characteristics of abrasive water jet machining of marble material using multi-objective artificial bee colony algorithm. J Comput. Des. Eng. 2018, 5, 319–328. [Google Scholar] [CrossRef]
- Rajmohan, T.; Palanikumar, K. Modelling and analysis of performances in drilling hybrid metal matrix composites using D-optimal design. Int. J. Adv. Manuf. Technol. 2013, 64, 1249–1261. [Google Scholar] [CrossRef]
- Rajmohan, T.; Palanikumar, K.; Prakash, S. Grey-fuzzy algorithm to optimise machining parameters in drilling of hybrid metal matrix composites. Compos. Part B Eng. 2016, 50, 297–308. [Google Scholar] [CrossRef]
- Josyula, S.K.; Narala, S.K.R.; Charan, E.G.; Kishawy, H.A. Sustainable Machining of Metal Matrix Composites Using Liquid Nitrogen. Procedia CIRP 2016, 40, 568–573. [Google Scholar] [CrossRef] [Green Version]
- Nandakumar, A.; Rajmohan, T.; Vijayabhaskar, S. Experimental Evaluation of the Lubrication Performance in MQL Grinding of Nano SiC Reinforced Al Matrix Composites. Silicon 2019, 11, 2987–2999. [Google Scholar] [CrossRef]
- Krolczyk, G.M.; Maruda, R.W.; Krolczyk, J.B.; Wojciechowski, S.; Mia, M.; Nieslony, P.; Budzik, G. Ecological trends in machining as a key factor in sustainable production—A review. J. Clean. Prod. 2019, 218, 601–615. [Google Scholar] [CrossRef]
- Li, M.; Yu, T.; Yang, L.; Li, H.; Zhang, R.; Wang, W. Parameter optimisation during minimum quantity lubrication milling of TC4 alloy with grapheme-dispersed vegetable-oil based cutting fluid. J. Clean. Prod. 2019, 209, 1508–1522. [Google Scholar] [CrossRef]
- Mia, M.; Gupta, M.K.; Lozano, J.A.; Carou, D.; Pimenov, D.Y.; Krolczyk, G.; Khan, A.M.; Dhar, N.R. Multi-objective optimization and life cycle assessment of eco-friendly cryogenic N2 assisted turning of Ti-6Al-4V. J. Clean. Prod. 2019, 210, 121–133. [Google Scholar] [CrossRef]
- Gajrani, K.K.; Suvin, P.S.; Kailas, S.V.; Sankar, M.R. Hard machining performance of indigenously developed green cutting fluid using flood cooling and minimum quantity cutting fluid. J. Clean. Prod. 2019, 206, 108–123. [Google Scholar] [CrossRef]
- Ni, J.; Yang, Y.; Wu, C. Assessment of water-based fluids with additives in grinding disc cutting process. J. Clean. Prod. 2019, 212, 593–601. [Google Scholar] [CrossRef]
- Yin, G.; Wang, D.; Cheng, J. Experimental investigation on micro-grinding of SiCp/Al metal matrix composites. Int. J. Adv. Manuf. Technol. 2019, 102, 3503–3517. [Google Scholar] [CrossRef]
- Rudrapati, R.; Pal, P.K.; Bandyopadhyay, A. Modeling and optimization of machining parameters in cylindrical grinding process. Int. J. Adv. Manuf. Technol. 2016, 82, 2167–2182. [Google Scholar] [CrossRef]
- Haq MA, U.; Khan, A.M.; Gong, L.; Xu, T.; Meng, L.; Hussain, S. A comparative study of face milling of D2 steel using AL2O3 based Nanofluid Minimum Quantity Lubrication and Minimum Quantity Lubrication. J. Adv. Sci. Tecnol. Res. 2018, 12, 99–105. [Google Scholar]
- Thiagarajan, C.; Sivaramakrishnan, R.; Somasundaram, S. Cylindrical grinding of sic particles reinforced aluminium metal matrix composites. J. Eng. Appl. Sci. 2011, 6, 14–20. [Google Scholar]
- Wang, Y.; Li, C.; Zhang, Y.; Yang, M.; Li, B.; Jia, D.; Hou, Y.; Mao, C. Experimental evaluation of the lubrication properties of the wheel/workpiece interface in MQL grinding using different types of vegetable oils. J. Clean. Prod. 2016, 127, 488–499. [Google Scholar] [CrossRef]
- Gajrani, K.K.; Ram, D.; Sankar, M.R. Biodegradation and hard machining performance comparison of eco-friendly cutting fluid and mineral oil using flood cooling and minimum quantity cutting fluid techniques. J. Clean. Prod. 2017, 165, 1420–1435. [Google Scholar] [CrossRef]
- Ashwani, P.; Patral, K.; Dyakonov, A.A. A comprehensive review of micro-grinding: Emphasis on toolings, performance analysis, modeling techniques, and future research directions. Int. J. Adv. Manuf. Technol. 2019, 104, 63–102. [Google Scholar]
- Shabgard, M.; Seyedzavvar, M.; Mohammadpourfard, M. Experimental investigation into lubrication properties and mechanism of vegetable-based CuOnanofluid in MQLgrinding. Int. J. Adv. Manuf. Technol. 2017, 92, 3807–3823. [Google Scholar] [CrossRef]
- Zhang, X.; Li, C.; Zhang, Y.; Jia, D.; Li, B.; Wang, Y.; Yang, M.; Hou, Y.; Zhang, X. Performances of Al2O3/SiC hybrid nanofluids in minimum-quantity lubrication grinding. Int. J. Adv. Manuf. Technol. 2016, 86, 3427–3441. [Google Scholar] [CrossRef]
- Zhang, X.; Li, C.; Jia, D.; Gao, T.; Zhang, Y.; Yang, M.; Li, R.; Ha, Z.; Ji, H. Spraying parameter optimization and microtopography evaluation in nanofluid minimum quantity lubrication grinding. Int. J. Adv. Manuf. Technol. 2019, 103, 2523–2539. [Google Scholar] [CrossRef]
- Zhu, G.; Yuan, S.; Chen, B. Numerical and experimental optimizations of nozzle distance in minimum quantity lubrication (MQL) milling process. Int. J. Adv. Manuf. Technol. 2019, 101, 565–578. [Google Scholar] [CrossRef]
- Shen, B.; Shih, A.J. Minimum quantity lubrication (mql) grinding using vitrified cbn wheels. Trans. NAMRI/SME 2009, 37, 129–136. [Google Scholar]
- Prabhu, S.; Vinayagam, B.K. AFM investigation in grinding process with nanofluids using Taguchi analysis. Int. J. Adv. Manuf. Technol. 2012, 60, 149–160. [Google Scholar] [CrossRef]
- Setti, D.; Ghosh, S.; Rao, P.V. Application of Nano Cutting Fluid under Minimum Quantity Lubrication (MQL) Technique to Improve Grinding of Ti–6Al–4V Alloy. Int. J. Mech. Mechatron. Eng. 2012, 6, 10. [Google Scholar]
- Adibi, H.; Esmaeili, H.; Rezaei, S.M. Study on minimum quantity lubrication (MQL) in grinding of carbon fiber-reinforced SiC matrix composites (CMCs). Int. J. Adv. Manuf. Technol. 2017, 95, 3753–3767. [Google Scholar] [CrossRef]
- Chinchanikar, S.; Choudhury, S.K. Hard turning using HiPIMS-coated carbide tools: Wear behavior under dry and minimum quantity lubrication (MQL). Measurement 2014, 55, 536–548. [Google Scholar] [CrossRef]
- Tawakoli, T.; Hadad, M.J.; Sadeghi, M.H.; Daneshi, A.; Stockert, S.; Rasifard, A. An experimental investigation of the effects of workpiece and grinding parameters on minimum quantity lubrication (MQL) grinding. Int. J. Mach. Tools Manuf. 2009, 49, 924–932. [Google Scholar] [CrossRef]
- Mao, C.; Tang, X.; Zou, H.; Huang, X.; Zhou, Z. Investigation of Grinding Characteristic using Nanofluid Minimum Quantity Lubrication. Int. J. Precis. Eng. Manuf. 2010, 13, 1745–1752. [Google Scholar] [CrossRef]
- Mao, C.; Zou, H.; Huang, X.; Zhang, J.; Zhou, Z. The influence of spraying parameters on grinding performance for nanofluid minimum quantity lubrication. Int. J. Adv. Manuf. Technol. 2013, 64, 1791–1799. [Google Scholar] [CrossRef]
- Lee, P.; Nam, J.S.; Li, C.; Lee, S.W. An Experimental Study on Micro-Grinding Process with Nanofluid Minimum Quantity Lubrication (MQL). Int. J. Precis. Eng. Manuf. 2012, 13, 331–338. [Google Scholar] [CrossRef]
- Sadeghi, M.H.; Hadad, M.J.; Tawakoli, T.; Vesali, A. An investigation on surface grinding of AISI 4140 hardened steel using minimum quantity lubrication-MQL technique. Int. J. Mater. Form. 2010, 3, 241–251. [Google Scholar] [CrossRef]
- Sani AS, A.; Rahim, E.A.; Sharif, S.; Sasahara, H. Machining performance of vegetable oil with phosphonium- and ammonium-based ionic liquids via MQL technique. J. Clean. Prod. 2019, 209, 947–964. [Google Scholar] [CrossRef]
- Ni, H.-M.; Liu, Y.-J.; Fan, Y.-C. Optimization of injection scheme to maximizing cumulative oil steam ratio based on improved artificial bee colony algorithm. J. Pet. Sci. Eng. 2019, 173, 371–380. [Google Scholar] [CrossRef]
- Stachurski, W.; Sawicki, J.; Wojcik, R.; Nadolny, K. Influence of application of hybrid MQL-CCA method of applying coolant during hob cutter sharpening on cutting blade surface condition. J. Clean. Prod. 2018, 171, 892–910. [Google Scholar] [CrossRef]
- Dogra, M.; Sharma, V.S.; Dureja, J.S.; Gill, S.S. Environment-friendly technological advancements to enhance the sustainability in surface grinding—A review. J. Clean. Prod. 2018, 197, 218–231. [Google Scholar] [CrossRef]
- Zhang, J.; Li, C.; Zhang, Y.; Yang, M.; Jia, D.Z.; Liu, G.; Hou, Y.; Li, R.; Zhang, N.; Wu, Q.; et al. Experimental assessment of an environmentally friendly grinding process using Nanofluid minimum quantity lubrication with cryogenic air. J. Clean. Prod. 2018, 193, 236–248. [Google Scholar] [CrossRef]
- Rapeti, P.; Pasam, V.K.; Gurram KM, R.; Revuru, R.S. Performance evaluation of vegetable oil-based Nano cutting fluids in machining using grey relational analysis—A step towards sustainable manufacturing. J. Clean. Prod. 2018, 172, 2862–2875. [Google Scholar] [CrossRef]
- Lee, P.H.; Kim, J.W.; Lee, S.W. Experimental characterization on eco-friendly micro-grinding process of titanium alloy using air flow assisted electrospray lubrication with Nano fluid. J. Clean. Prod. 2018, 201, 452–462. [Google Scholar] [CrossRef]
- Pashmforoush, F.; Bagherinia, R.D. Influence of water-based copper Nano fluid on wheel loading and surface roughness during grinding of Inconel 738 super alloy. J. Clean. Prod. 2018, 178, 363–372. [Google Scholar] [CrossRef]
- Mia, M.; Gupta, M.K.; Singh, G.; Krolczyk, G.; Pimenov, D.Y. An approach to cleaner production for machining hardened steel using different cooling-lubrication conditions. J. Clean. Prod. 2018, 187, 1069–1081. [Google Scholar] [CrossRef]
- Kleinová, A.; Huran, J.; Sasinková, V.; Perný, M.; Šály, V.; Packa, J. FTIR spectroscopy of silicon carbide thin films prepared by PECVD technology for solar cell application. In Reliability of Photovoltaic Cells, Modules, Components, and Systems; SPIE: Bellingham, WA, USA, 2015. [Google Scholar] [CrossRef]
- Baskar, S.; Sriram, G.; Arumugam, S. Experimental Analysis on Tribological Behavior of Nano Based Bio-Lubricants Using Four-Ball Tribometer. Tribol. Ind. 2015, 37, 449–454. [Google Scholar]
- Su, Y.; Gong, L.; Li, B.; Liu, Z.; Chen, D. Performance evaluation of nanofluidMQL with vegetable-based oil and ester oil as base fluids in turning. Int. J. Adv. Manuf. Technol. 2016, 83, 2083–2089. [Google Scholar] [CrossRef]
- Lakshmanan, P.; Kalaichelvan, K.; Sornakumar, T. Processing and Performance Characteristics of Aluminum-Nano Boron Carbide Metal Matrix Nanocomposites. Mater. Manuf. Process. 2015, 31, 1275–1285. [Google Scholar]
- Barczak, L.M.; Batako, A.D. Application of Minimum Quantity Lubrication in Grinding. Mater. Manuf. Process. 2012, 27, 406–411. [Google Scholar] [CrossRef]
- Sun, F.H.; Li, X.K.; Wang, Y.; Chen, M. Studies on the Grinding Characteristics of SiC Particle Reinforced Aluminum-based MMCs. Key Eng. Mater. 2006, 304–305, 261–265. [Google Scholar] [CrossRef]
- Kumar, D.; Rajmohan, T. Experimental investigation of wear of multiwalled carbon nanotube particles-filled poly-ether-ether-ketone matrix composites under dry sliding. J. Thermoplast. Compos. Mater. 2019, 32, 521–543. [Google Scholar] [CrossRef]
- Hadad, M.J.; Tawakoli, T.; Sadeghi, M.H.; Sadeghi, B. Temperature and energy partition in minimum quantity lubrication-MQL grinding process. Int. J. Mach. Tools Manuf. 2012, 54, 10–17. [Google Scholar] [CrossRef]
- Gupta, M.K.; Sood, P.K.; Sharma, V.S. Parameters optimization of titanium alloy using response surface methodology and particle machining swarm optimization under minimum quantity lubrication environment. Mater. Manuf. Process. 2015, 31, 1671–1682. [Google Scholar] [CrossRef]
- Rabiei, F.; Rahim, A.R.; Hadad, M.J.; Ashrafijou, M. Performance improvement of minimum quantity lubrication(MQL) technique in surface grinding by modeling and optimization. J. Clean. Prod. 2014, 86, 447–460. [Google Scholar] [CrossRef]
- Mao, C.; Zhang, J.; Huang, Y.; Zou, H.; Huang, X.; Zhou, Z. Investigation on the Effect of Nanofluid Parameters on MQL Grinding. Mater. Manuf. Process. 2013, 28, 436–442. [Google Scholar] [CrossRef]
- Tiwari, A.K.; Ghosh, P.; Sarkar, J. Investigation of thermal conductivity and viscosity of nanofluids. J. Environ. Res. Dev. 2012, 7, 768–777. [Google Scholar]
- Zhu, C.; Gu, P.; Liu, D.; Hu, X.; Wu, Y. Evaluation of surface topography of SiCp/Al composite in grinding. Int. J. Adv. Manuf. Technol. 2019, 102, 2807–2821. [Google Scholar] [CrossRef]
- Liu, G.; Li, C.; Zhang, Y.; Yang, M.; Jia, D.; Zhang, X.; Guo, S.; Li, R.; Zhai, H. Process parameters optimization and experimental evaluation for nanofluid MQL in grinding Ti-6Al-4V based on grey relational analysis. Mater. Manuf. Process. 2017, 33, 950–963. [Google Scholar] [CrossRef]
- Rajesh Kumar, B.; Subba Rao, T. AFM Studies on surface morphology, topography and texture of nanostructured zinc aluminium oxide thin films. Dig. J. Nanomater. Biostruct. 2012, 7, 1881–1889. [Google Scholar]



















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| SL. NO. | Material | Size | Supplier | Purity |
|---|---|---|---|---|
| 1 | Aluminum | Billet | M/s Micro Fine chemicals, India | 99.9% |
| 2 | Nano-SiC | 50–80 nm | M/S US Research Nanomaterials Inc | 99% |
| Properties | SAE20W40 | Vegetable Oil (Cashew Nutshell Oil) | Vegetable Oil (Cashew Nutshell Oil + TiO2) |
|---|---|---|---|
| Flash Point (°C) [ASTM D92] | 200 | 214.27 | 190.2 |
| Thermal Conductivity Watt/mK | 0.152 | 0.161 | 0.169 |
| Viscosity @100 °C (cSt) [ASTM D445] | 15.2 | 15.48 | 16 |
| Viscosity Index [ASTM D2270] | 120 | 126 | 158 |
| Sl.No | Parameters | Notation | Unit | Levels | ||
|---|---|---|---|---|---|---|
| 1 | 2 | 3 | ||||
| 1 | Wheel speed | n | rpm | 900 | 1200 | 1500 |
| 2 | Depth of cut | d | μm | 10 | 20 | 30 |
| 3 | Workpiece speed | v | rpm | 80 | 150 | 270 |
| 4 | wt % of nano-SiC | w | % | 1 | 2 | 3 |
| 5 | Type of MQL | - | - | SAE 20W40 | VEG OIL | VEG OIL + TiO2 |
| Sl. No | Weight % | Wheel Speed | Depth of Cut | Workpiece Speed | Surface Roughness | Temperature | Cutting Force | ||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| TiO2 | Veg Oil | SAE 20W40 | TiO2 | Veg Oil | SAE 20W40 | TiO2 | Veg Oil | SAE 20W40 | |||||
| 1 | 1 | 900 | 20 | 175 | 2.01 | 2.060 | 1.911 | 43.30 | 44.382 | 45.492 | 52.54 | 53.853 | 55.199 |
| 2 | 3 | 900 | 20 | 175 | 1.45 | 1.486 | 1.223 | 34.85 | 35.721 | 36.614 | 53.38 | 54.714 | 56.082 |
| 3 | 1 | 1500 | 20 | 175 | 1.46 | 1.496 | 1.833 | 37.40 | 38.335 | 39.293 | 36.93 | 37.853 | 38.799 |
| 4 | 3 | 1500 | 20 | 175 | 1.12 | 1.148 | 2.117 | 36.60 | 37.515 | 38.452 | 35.07 | 35.946 | 36.845 |
| 5 | 2 | 1200 | 10 | 80 | 1.74 | 1.783 | 1.828 | 55.60 | 56.990 | 58.414 | 54.38 | 55.739 | 56.133 |
| 6 | 2 | 1200 | 30 | 80 | 1.86 | 1.906 | 1.954 | 37.00 | 37.925 | 38.873 | 52.01 | 53.310 | 54.643 |
| 7 | 2 | 1200 | 10 | 270 | 1.58 | 1.619 | 1.659 | 36.82 | 37.740 | 38.684 | 52.64 | 53.956 | 55.304 |
| 8 | 2 | 1200 | 30 | 270 | 1.69 | 1.732 | 1.775 | 53.00 | 54.325 | 55.683 | 54.20 | 55.555 | 56.943 |
| 9 | 1 | 1200 | 20 | 80 | 2.50 | 2.562 | 2.626 | 46.69 | 47.857 | 49.053 | 52.17 | 53.474 | 54.811 |
| 10 | 3 | 1200 | 20 | 80 | 1.96 | 2.009 | 2.059 | 47.00 | 48.175 | 49.379 | 52.49 | 53.802 | 56.147 |
| 11 | 1 | 1200 | 20 | 270 | 2.01 | 2.060 | 2.111 | 52.00 | 53.300 | 54.632 | 54.12 | 55.473 | 56.998 |
| 12 | 3 | 1200 | 20 | 270 | 1.96 | 2.009 | 2.059 | 41.00 | 42.025 | 43.075 | 52.37 | 53.679 | 55.021 |
| 13 | 2 | 900 | 10 | 175 | 0.91 | 0.932 | 1.256 | 38.55 | 39.513 | 40.501 | 52.75 | 54.068 | 55.420 |
| 14 | 2 | 1500 | 10 | 175 | 1.09 | 1.117 | 1.145 | 36.40 | 37.310 | 38.242 | 35.08 | 35.957 | 37.855 |
| 15 | 2 | 900 | 30 | 175 | 0.94 | 0.963 | 0.987 | 36.78 | 37.699 | 38.642 | 52.80 | 54.120 | 55.473 |
| 16 | 2 | 1500 | 30 | 175 | 1.88 | 1.927 | 1.625 | 36.60 | 37.515 | 38.452 | 35.07 | 35.946 | 37.845 |
| 17 | 1 | 1200 | 10 | 175 | 2.50 | 2.562 | 2.226 | 42.71 | 43.777 | 44.872 | 53.00 | 54.325 | 55.683 |
| 18 | 3 | 1200 | 10 | 175 | 1.98 | 2.029 | 2.080 | 38.70 | 39.667 | 40.659 | 52.38 | 53.689 | 55.031 |
| 19 | 1 | 1200 | 30 | 175 | 2.28 | 2.337 | 2.395 | 43.00 | 44.075 | 45.176 | 53.17 | 54.499 | 55.861 |
| 20 | 3 | 1200 | 30 | 175 | 1.92 | 1.968 | 2.017 | 37.80 | 38.745 | 39.713 | 52.40 | 53.710 | 55.052 |
| 21 | 2 | 900 | 20 | 80 | 1.19 | 1.219 | 1.550 | 44.14 | 45.243 | 46.374 | 53.15 | 54.478 | 55.840 |
| 22 | 2 | 1500 | 20 | 80 | 1.12 | 1.148 | 1.176 | 43.35 | 44.433 | 45.544 | 36.00 | 36.900 | 37.822 |
| 23 | 2 | 900 | 20 | 270 | 0.69 | 0.707 | 0.724 | 43.50 | 44.587 | 45.702 | 55.79 | 57.184 | 55.691 |
| 24 | 2 | 1500 | 20 | 270 | 1.75 | 1.793 | 1.738 | 40.30 | 41.307 | 42.340 | 36.93 | 37.853 | 38.799 |
| 25 | 2 | 1200 | 20 | 175 | 2.20 | 2.255 | 2.321 | 41.80 | 42.845 | 43.946 | 52.17 | 53.474 | 54.836 |
| 26 | 2 | 1200 | 20 | 175 | 2.20 | 2.255 | 2.413 | 41.80 | 42.845 | 43.916 | 52.17 | 53.474 | 53.676 |
| 27 | 2 | 1200 | 20 | 175 | 2.20 | 2.255 | 2.391 | 41.80 | 42.845 | 43.927 | 52.17 | 53.474 | 54.795 |
| 28 | 2 | 1200 | 20 | 175 | 2.20 | 2.255 | 2.331 | 41.80 | 42.845 | 44.905 | 52.17 | 53.474 | 53.678 |
| 29 | 2 | 1200 | 20 | 175 | 2.20 | 2.255 | 2.381 | 41.80 | 42.845 | 43.916 | 52.17 | 53.474 | 54.811 |
| Sl. No. | Type of MQL System | Model for Surface Roughness |
|---|---|---|
| 1 | SAE 20W40 | +2.36778 − 0.129083854 × w + 0.165268625 × n + 0.046581542 × d − 0.093744271 × v + 0.2430275 × w × n − 0.057975625 × w × d + 0.128701563 × w × v + 0.187117563 × n × d + 0.346799688 × n × v − 0.002626562 × d × v + 0.14542749 × w2 − 0.776037792 × n2 − 0.318537167 × d2 − 0.279312198 × v2 |
| 2 | Vegetable Oil (Cashew Nutshell Oil) | 2.255 − 0.20244 × w + 0.105063 × n + 0.065771 × d − 0.05894 × v + 0.056375 × w × n + 0.041 × w × d +0.125563 × w × v +0.19475 × n × d + 0.289563 × n × v − 0.00256 × d × v + 0.147771 × w2 − 0.81829 × n2 − 0.20842 × d2 − 0.24942 × v2 |
| 3 | Cashew Nutshell Oil + TiO2 | 2.2 − 0.1975 × w + 0.1025 × n + 0.064167 × d − 0.0575 × v + 0.055 × w × n + 0.04 × w × d + 0.1225 × w × v + 0.19 × n × d + 0.2825 × n × v − 0.0025 × d × v + 0.144167 × w2 − 0.79833 × n2 − 0.20333 × d2 − 0.24333 × v2 |
| Sl. No. | Type of MQL System | Model for Cutting Force |
|---|---|---|
| 1 | SAE 20W40 | 54.35938 − 0.26438 × w − 8.81162 × n +0.032553 × d + 0.280113 × v −0.70917 × w × n − 0.0394 × w × d − 0.82824 × w × v − 0.01576 × n × d +0.2816 × n × v +0.782242 × d × v +0.540918 × w2 − 8.19133 × n^2 +0.505257 × d2 + 0.868723 × v2 |
| 2 | Vegetable Oil (Cashew Nutshell Oil) | 53.47425 − 0.328 × w − 8.99694 × n − 0.04954 × d + 0.499688 × v − 0.69188 × w × n − 0.03844 × w × d −0.53044 × w × v −0.01537 × n × d −0.43819 × n × v + 1.007063 × d × v + 0.136667 × w2 − 8.13124 × n^2 + 0.118729 × d^2 + 0.934885 × v^2 |
| 3 | Cashew Nutshell Oil + TiO2 | 52.17 − 0.32 × w − 8.7775 × n − 0.04833 × d + 0.4875 × v − 0.675 × w × n − 0.0375 × w × d − 0.5175 × w × v −0.015 × n × d −0.4275 × n × v + 0.9825 × d × v + 0.133333 × w2 − 7.93292 × n2 + 0.115833 × d2 + 0.912083 × v2 |
| Sl. No. | Type of MQL System | Model for Temperature |
|---|---|---|
| 1 | SAE 20W40 | 44.12217 − 2.55214 × w − 0.91667 × n − 0.40274 × d − 0.62687 × v + 2.00932 × w × n − 0.31256 × w × d − 2.97064 × w × v + 0.517433 × n × d − 0.633 × n × v + 9.135184 × d × v − 0.17044 × w2 − 4.01572 × n2 − 1.23288 × d2 + 4.997327 × v2 |
| 2 | Vegetable Oil (Cashew Nutshell Oil) | 42.845 − 2.4899 × w − 0.89431 × n − 0.39292 × d −0.61158 × v + 1.960313 × w × n − 0.30494 × w × d − 2.89819 × w × v + 0.504813 × n × d − 0.61756 × n × v + 8.912375 × d × v − 0.06577 × w2 − 3.81727 × n2 − 1.1023 × d2 + 4.975948 × v2 |
| 3 | Cashew Nutshell Oil + TiO2 | 41.8 − 2.42917 × w − 0.8725 × n − 0.38333 × d − 0.59667 × v + 1.9125 × w × n −0.2975 × w × d − 2.8275 × w × v + 0.4925 × n × d − 0.6025 × n × v + 8.695 × d × v −0.06417 × w^2 − 3.72417 × n2 − 1.07542 × d^2 + 4.854583 × v2 |
| SAE20W40 | ||||||
|---|---|---|---|---|---|---|
| Source | Sum of Squares | df | Mean Square | F-Value | p-Value Prob > F | |
| Model | 6.562166 | 14 | 0.468726 | 136.9680487 | <0.0001 | significant |
| Residual | 0.04791 | 14 | 0.003422 | |||
| Lack of Fit | 0.041611 | 10 | 0.004161 | 2.642303478 | 0.1809 | not significant |
| Pure Error | 0.006299 | 4 | 0.001575 | |||
| Cor Total | 6.610076 | 28 | ||||
| Veg Oil | ||||||
| Model | 6.434834 | 14 | 0.459631 | 7.105710588 | 0.0004 | significant |
| Residual | 0.905586 | 14 | 0.064685 | |||
| Lack of Fit | 0.905586 | 10 | 0.090559 | |||
| Pure Error | 0 | 4 | 0 | |||
| Cor Total | 7.34042 | 28 | ||||
| Veg Oil + TiO2 | ||||||
| Model | 6.124767 | 14 | 0.437483 | 7.105711 | 0.0004 | significant |
| Residual | 0.86195 | 14 | 0.061568 | |||
| Lack of Fit | 0.86195 | 10 | 0.086195 | |||
| Pure Error | 0 | 4 | 0 | |||
| Cor Total | 6.986717 | 28 | ||||
| SAE20W40 | ||||||
|---|---|---|---|---|---|---|
| Source | Sum of Squares | df | Mean Square | F-Value | p-Value Prob > F | |
| Model | 1450.225 | 14 | 103.5875 | 819.91239 | <0.0001 | significant |
| Residual | 1.768756 | 14 | 0.12634 | |||
| Lack of Fit | 0.2169 | 10 | 0.02169 | 0.0559074 | 0.9999 | not significant |
| Pure Error | 1.551855 | 4 | 0.387964 | |||
| Cor Total | 1451.993 | 28 | ||||
| Veg Oil | ||||||
| Model | 1473.202 | 14 | 105.2287 | 322.9143 | <0.0001 | significant |
| Residual | 4.562208 | 14 | 0.325872 | |||
| Lack of Fit | 4.562208 | 10 | 0.456221 | |||
| Pure Error | 0 | 4 | 0 | |||
| Cor Total | 1477.764 | 28 | ||||
| Veg Oil + TiO2 | ||||||
| Model | 1402.215 | 14 | 100.1582 | 322.914327 | <0.0001 | significant |
| Residual | 4.342375 | 14 | 0.31017 | |||
| Lack of Fit | 4.342375 | 10 | 0.434238 | |||
| Pure Error | 0 | 4 | 0 | |||
| Cor Total | 1406.557 | 28 | ||||
| SAE20W40 | ||||||
|---|---|---|---|---|---|---|
| Source | Sum of Squares | df | Mean Square | F-Value | p-Value Prob > F | |
| Model | 824.2409 | 14 | 58.87434862 | 226.0325839 | <0.0001 | significant |
| Residual | 3.646558 | 14 | 0.260468414 | |||
| Lack of Fit | 2.879526 | 10 | 0.287952589 | 1.501645942 | 0.3700 | not significant |
| Pure Error | 0.767032 | 4 | 0.191757977 | |||
| Cor Total | 827.8874 | 28 | ||||
| Veg Oil | ||||||
| Model | 784.3493 | 14 | 56.02495 | 286.1780157 | <0.0001 | significant |
| Residual | 2.740774 | 14 | 0.19577 | |||
| Lack of Fit | 2.740774 | 10 | 0.274077 | |||
| Pure Error | 0 | 4 | 0 | |||
| Cor Total | 787.0901 | 28 | ||||
| Veg Oil + TiO2 | ||||||
| Model | 746.555 | 14 | 53.32536 | 286.178 | <0.0001 | significant |
| Residual | 2.608708 | 14 | 0.186336 | |||
| Lack of Fit | 2.608708 | 10 | 0.260871 | |||
| Pure Error | 0 | 4 | 0 | |||
| Cor Total | 749.1637 | 28 | ||||
| Parameters and Objective Function | Value | ||
|---|---|---|---|
| TiO2 | Veg Oil | SAE20W40 | |
| Percentage of weight | 2.9024 | ||
| Wheel speed rpm | 910.0719 | ||
| Depth of cut μm | 29.4243 | ||
| Workpiece speed rpm | 78.6531 | ||
| Surface roughness μm | 1.01134 | 1.1014 | 1.15263 |
| Temperature in deg c | 34.1609 | 35.5801 | 34.83 |
| Cutting force in N | 36.2115 | 37.1424 | 37.1465 |
| Multi-objective function (Z1) | 0.99145 | ||
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Nandakumar, A.; Rajmohan, T.; Vijayabhaskar, S.; Vijayan, D. Sustainable Grinding Performances of Nano-Sic Reinforced Al Matrix Composites under MQL: An Integrated Box–Behnken Design Coupled with Artificial Bee Colony (ABC) Algorithm. Sustain. Chem. 2022, 3, 482-510. https://doi.org/10.3390/suschem3040030
Nandakumar A, Rajmohan T, Vijayabhaskar S, Vijayan D. Sustainable Grinding Performances of Nano-Sic Reinforced Al Matrix Composites under MQL: An Integrated Box–Behnken Design Coupled with Artificial Bee Colony (ABC) Algorithm. Sustainable Chemistry. 2022; 3(4):482-510. https://doi.org/10.3390/suschem3040030
Chicago/Turabian StyleNandakumar, A., T. Rajmohan, S. Vijayabhaskar, and D. Vijayan. 2022. "Sustainable Grinding Performances of Nano-Sic Reinforced Al Matrix Composites under MQL: An Integrated Box–Behnken Design Coupled with Artificial Bee Colony (ABC) Algorithm" Sustainable Chemistry 3, no. 4: 482-510. https://doi.org/10.3390/suschem3040030
APA StyleNandakumar, A., Rajmohan, T., Vijayabhaskar, S., & Vijayan, D. (2022). Sustainable Grinding Performances of Nano-Sic Reinforced Al Matrix Composites under MQL: An Integrated Box–Behnken Design Coupled with Artificial Bee Colony (ABC) Algorithm. Sustainable Chemistry, 3(4), 482-510. https://doi.org/10.3390/suschem3040030