
Utilizing Additive Manufacturing to Produce Organ Mimics and Imaging Phantoms



Abstract
:1. Introduction
1.1. Organ Mimics
1.2. Three-Dimensional Printing
2. Materials and Methods
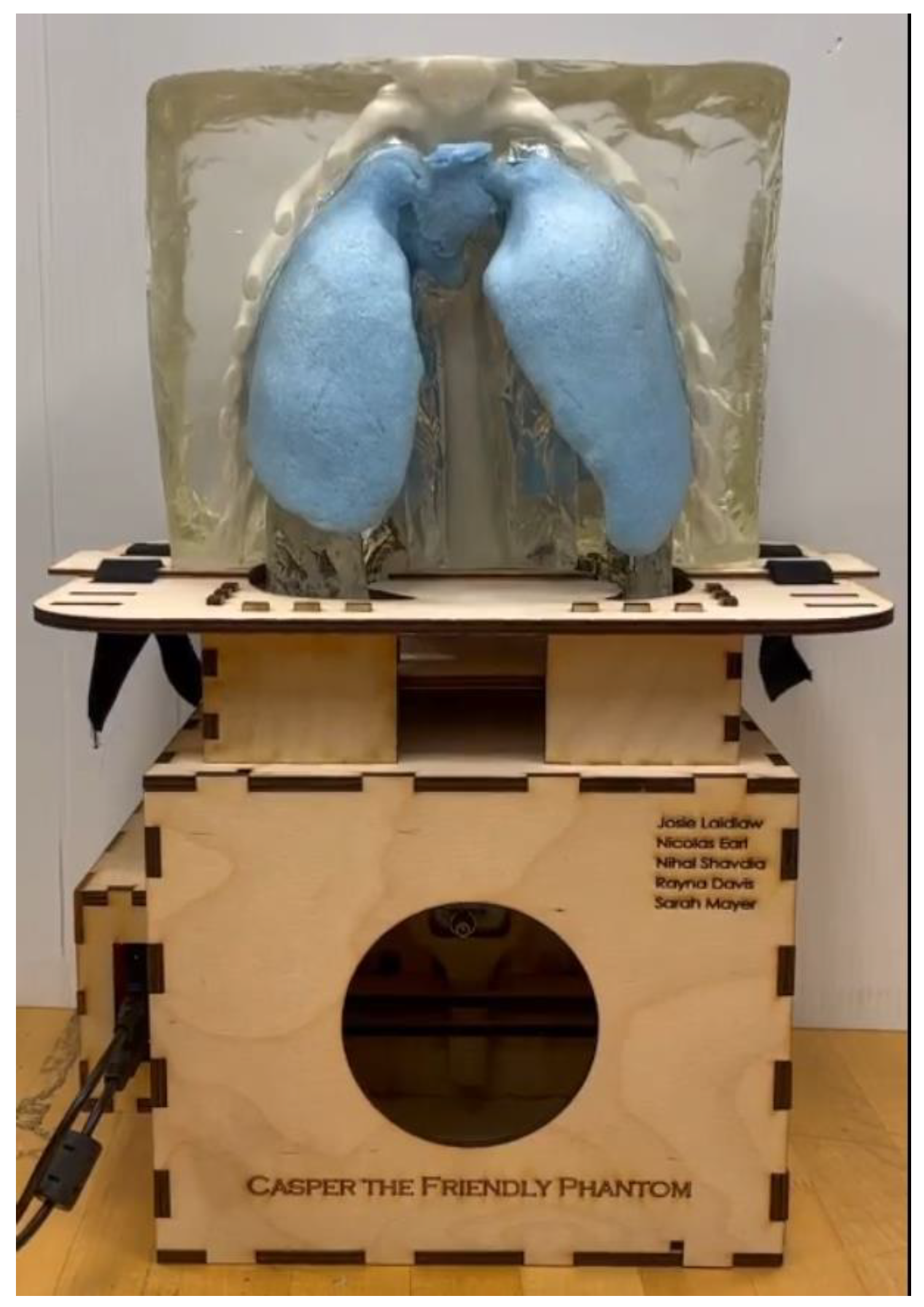
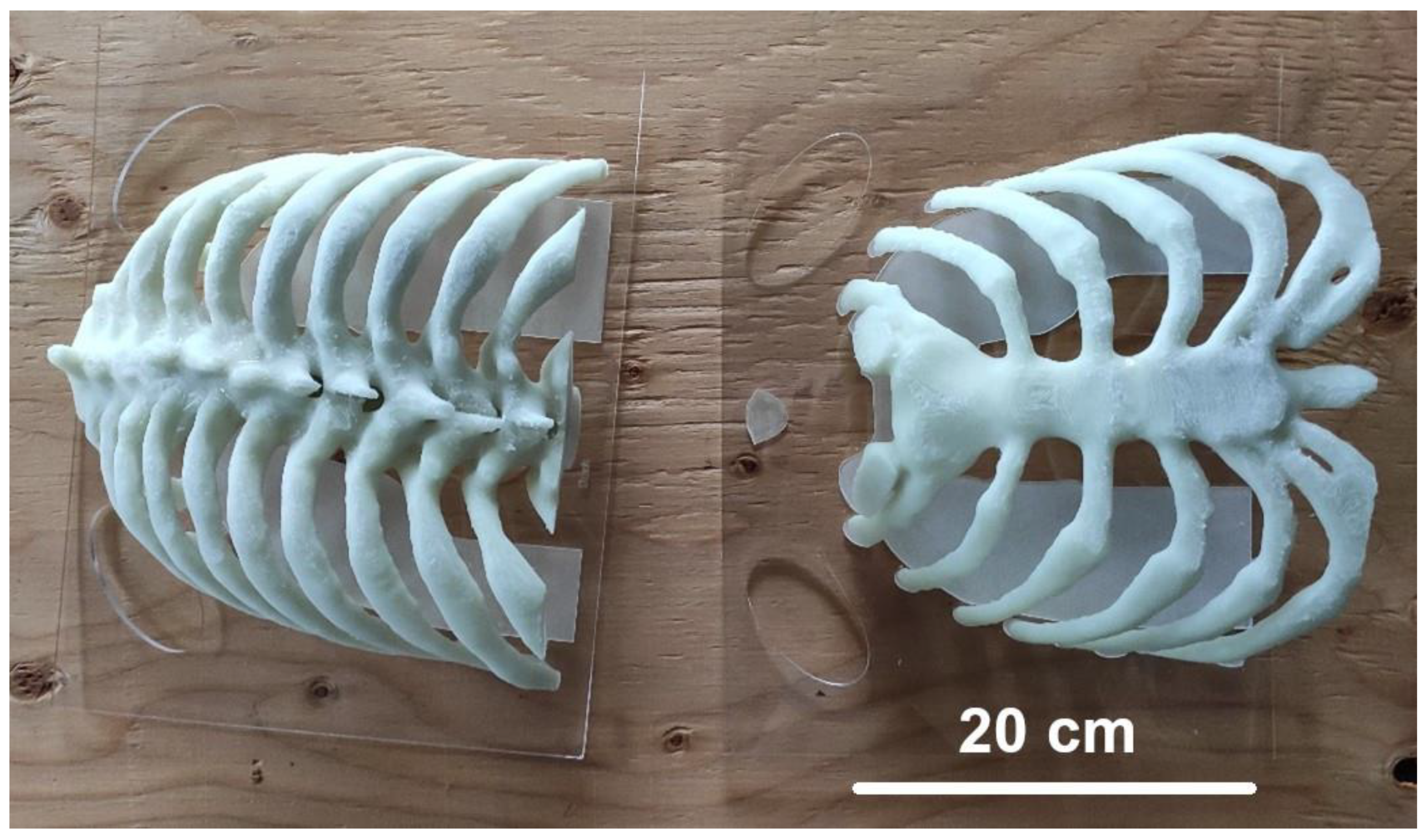
2.1. Ribcage for Casper
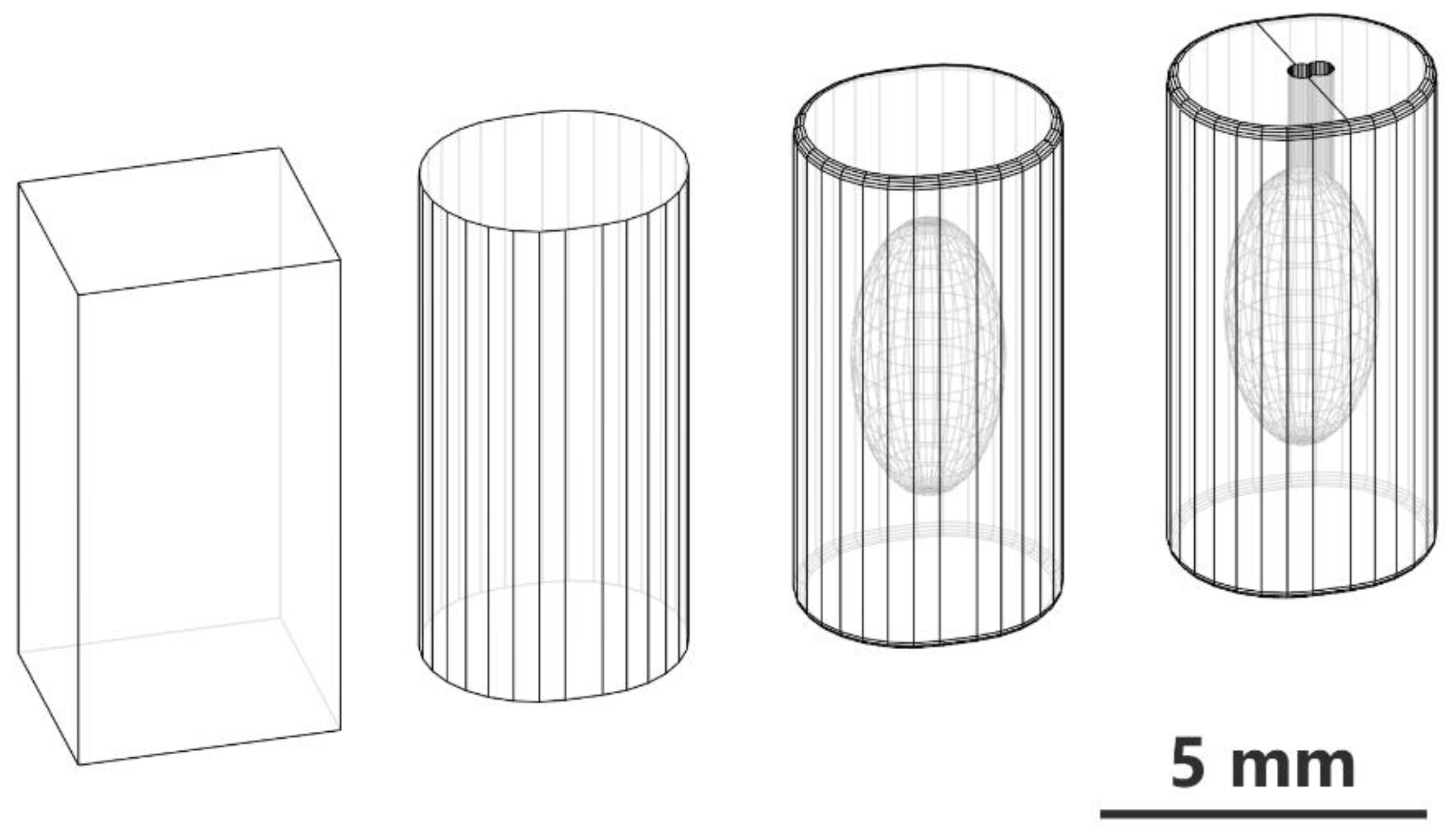
2.2. Spinal Cord Phantoms
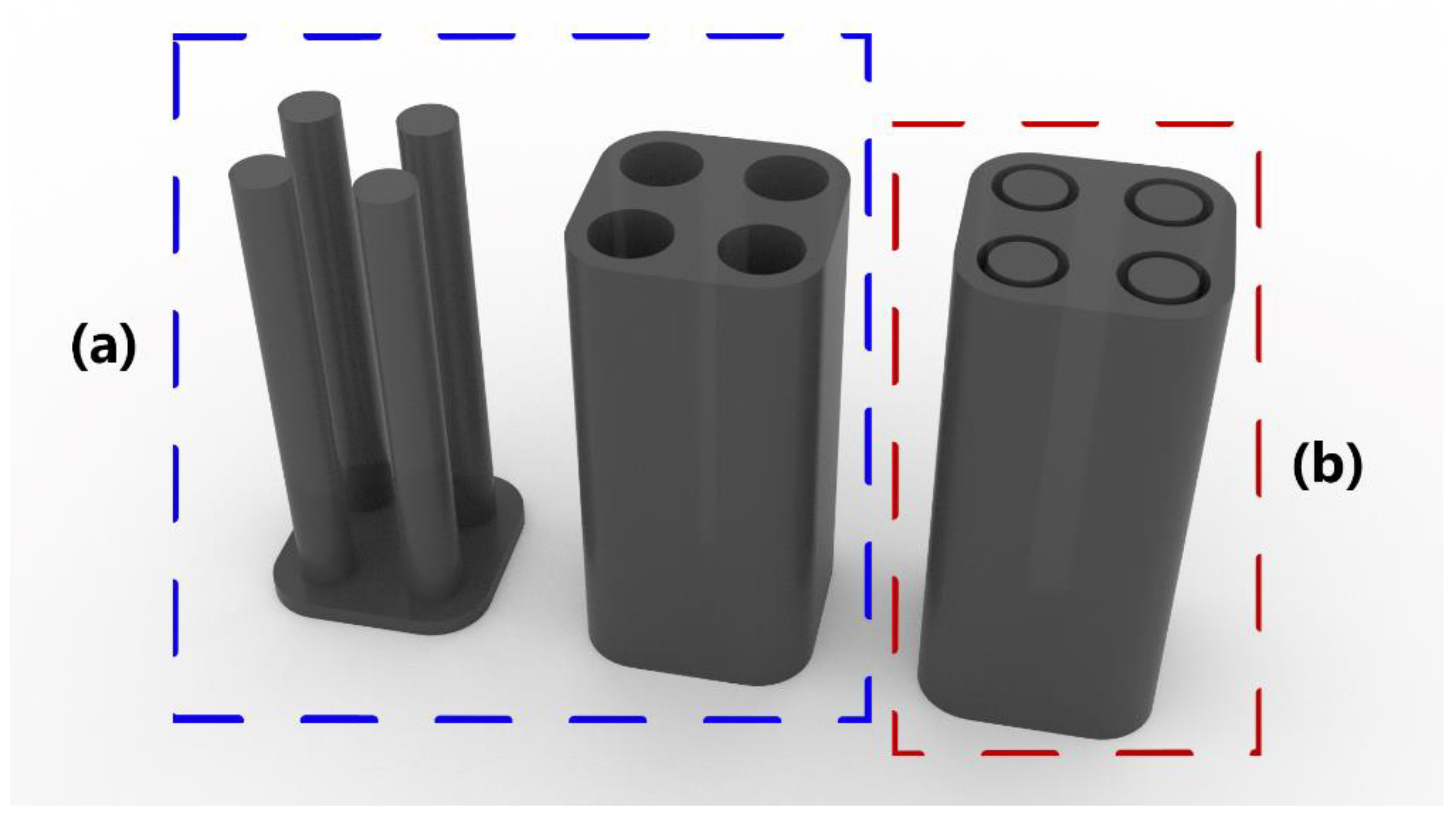
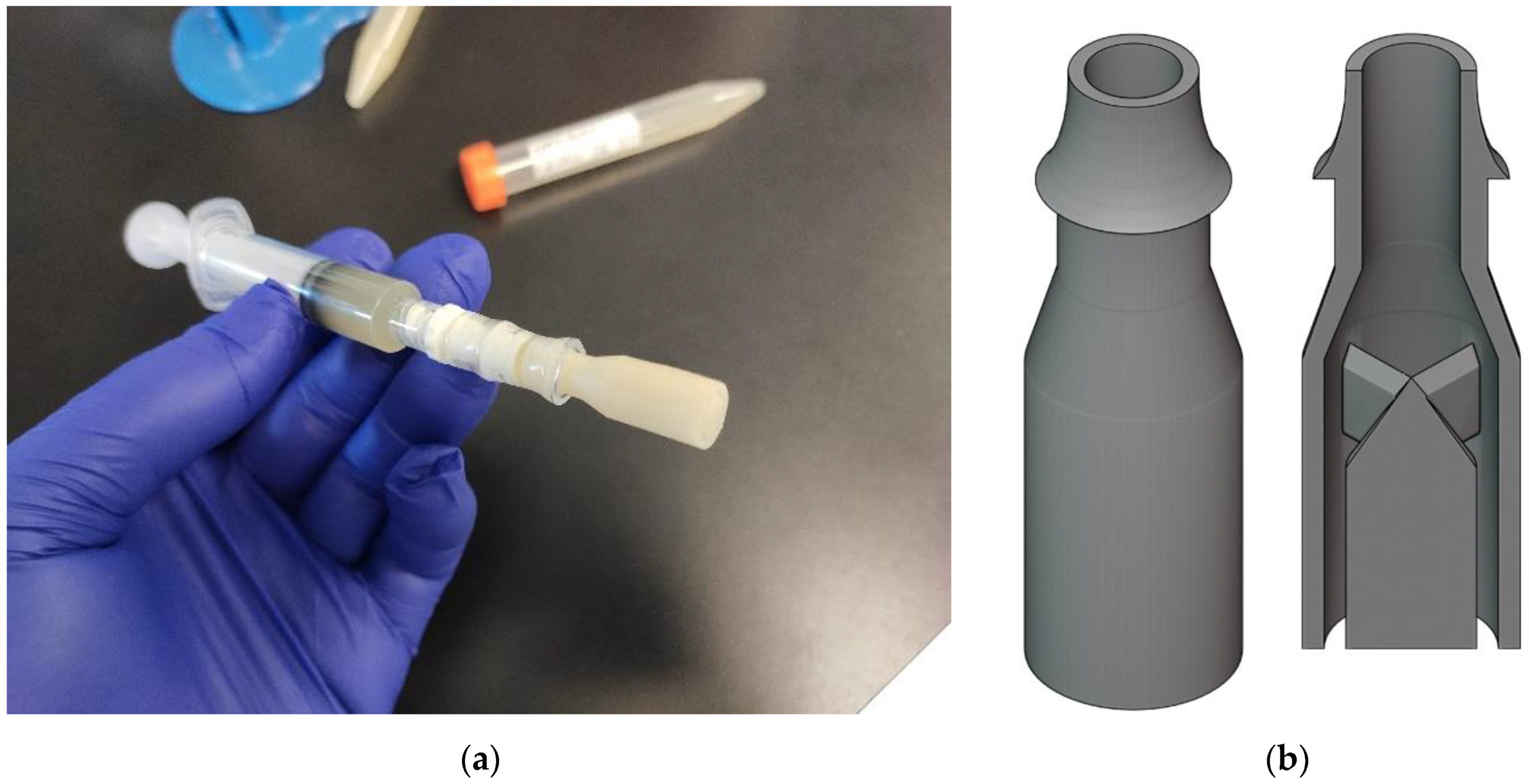
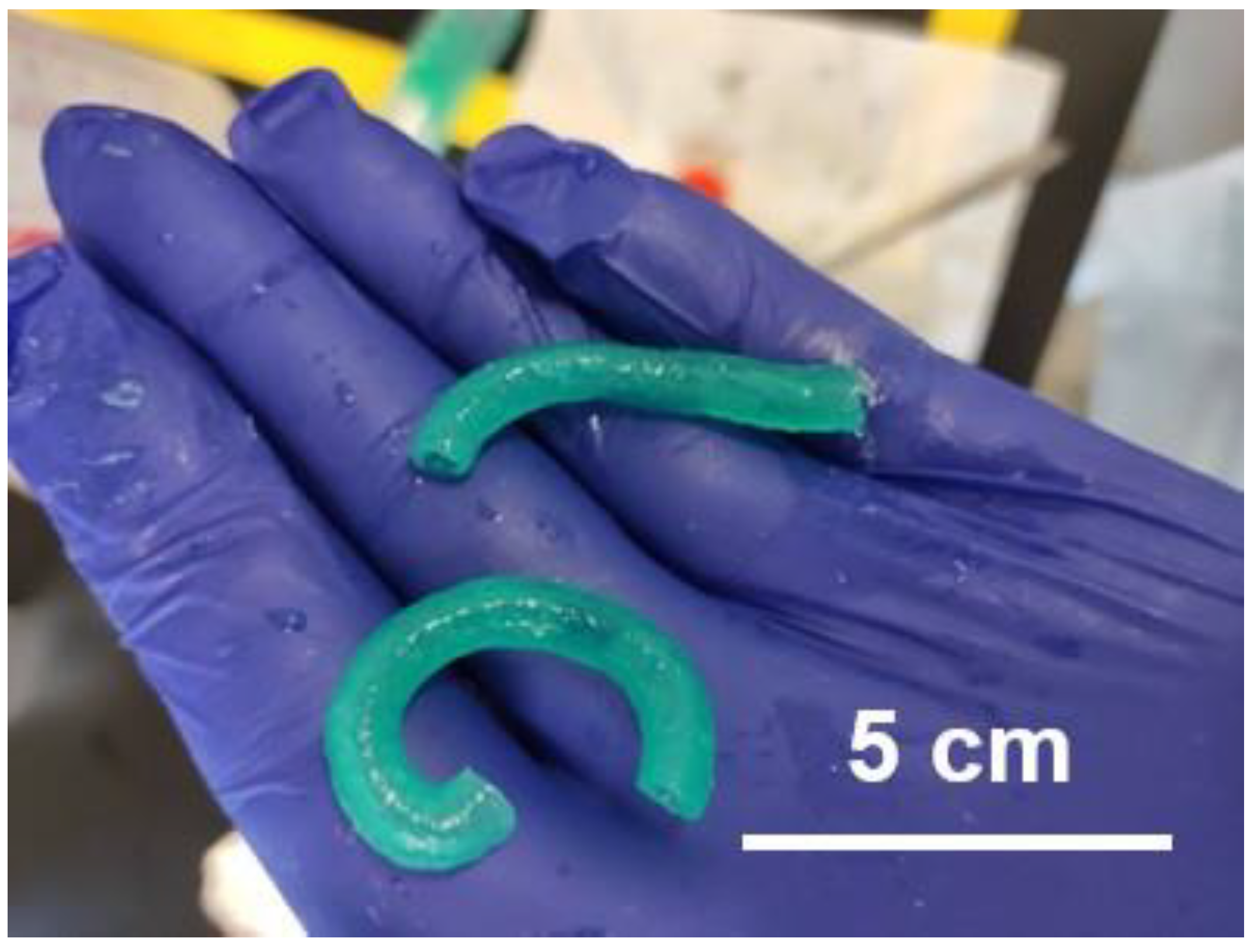
2.3. Mock Ureters
3. Results
3.1. Ribcage Model
3.2. Spinal Cord Phantoms
3.3. Mock Ureters
4. Discussion
4.1. Imaging Phantoms
4.2. Spinal Cord Damage Models
4.3. Creating Custom Tools and Equipment
4.4. Additive Manufacturing Experience
Supplementary Materials
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Jossen, V.; van den Bos, C.; Eibl, R.; Eibl, D. Manufacturing Human Mesenchymal Stem Cells at Clinical Scale: Process and Regulatory Challenges. Appl. Microbiol. Biotechnol. 2018, 102, 3981–3994. [Google Scholar] [CrossRef] [PubMed]
- Esch, M.B.; King, T.L.; Shuler, M.L. The Role of Body-on-a-Chip Devices in Drug and Toxicity Studies. Annu. Rev. Biomed. Eng. 2011, 13, 55–72. [Google Scholar] [CrossRef] [PubMed]
- Pan, Y.; Cao, M.; You, D.; Qin, G.; Liu, Z. Research Progress on the Animal Models of Drug-Induced Liver Injury: Current Status and Further Perspectives. Biomed Res. Int. 2019, 2019, 1283824. [Google Scholar] [CrossRef] [PubMed]
- Darrow, J.J.; Avorn, J.; Kesselheim, A.S. FDA Approval and Regulation of Pharmaceuticals, 1983–2018. JAMA 2020, 323, 164. [Google Scholar] [CrossRef]
- Knowlton, S.; Onal, S.; Yu, C.H.; Zhao, J.J.; Tasoglu, S. Bioprinting for Cancer Research. Trends Biotechnol. 2015, 33, 504–513. [Google Scholar] [CrossRef]
- Davoodi, E.; Sarikhani, E.; Montazerian, H.; Ahadian, S.; Costantini, M.; Swieszkowski, W.; Willerth, S.M.; Walus, K.; Mofidfar, M.; Toyserkani, E.; et al. Extrusion and Microfluidic-Based Bioprinting to Fabricate Biomimetic Tissues and Organs. Adv. Mater. Technol. 2020, 5, 1901044. [Google Scholar] [CrossRef]
- Polycarpou, I.; Chrysanthou-Baustert, I.; Demetriadou, O.; Parpottas, Y.; Panagidis, C.; Marsden, P.K.; Livieratos, L. Impact of Respiratory Motion Correction on SPECT Myocardial Perfusion Imaging Using a Mechanically Moving Phantom Assembly with Variable Cardiac Defects. J. Nucl. Cardiol. 2017, 24, 1216–1225. [Google Scholar] [CrossRef]
- Tino, R.; Yeo, A.; Leary, M.; Brandt, M.; Kron, T. A Systematic Review on 3D-Printed Imaging and Dosimetry Phantoms in Radiation Therapy. Technol. Cancer Res. Treat. 2019, 18, 153303381987020. [Google Scholar] [CrossRef]
- Mei, K.; Geagan, M.; Roshkovan, L.; Litt, H.I.; Gang, G.J.; Shapira, N.; Stayman, J.W.; Noël, P.B. Three-dimensional Printing of Patient-specific Lung Phantoms for CT Imaging: Emulating Lung Tissue with Accurate Attenuation Profiles and Textures. Med. Phys. 2022, 49, 825–835. [Google Scholar] [CrossRef]
- Laidlaw, J.; Earl, N.; Shavdia, N.; Davis, R.; Mayer, S.; Karaman, D.; Rodesch, P.-A.; Richtsmeier, D.; Bazalova-Carter, M. Design and CT Imaging of Casper, an Anthropomorphic Breathing Thorax Phantom. arXiv 2022, arXiv:2209.14392. [Google Scholar] [CrossRef]
- Solc, J.; Vrba, T.; Burianova, L. Tissue-Equivalence of 3D-Printed Plastics for Medical Phantoms in Radiology. J. Instrum. 2018, 13, P09018. [Google Scholar] [CrossRef]
- Alshipli, M.; Kabir, N.A.; Hashim, R.; Marashdeh, M.W.; Tajuddin, A.A. Measurement of Attenuation Coefficients and CT Numbers of Epoxy Resin and Epoxy-Based Rhizophora Spp Particleboards in Computed Tomography Energy Range. Radiat. Phys. Chem. 2018, 149, 41–48. [Google Scholar] [CrossRef]
- Sunshine, J.E.; Dagal, A.; Burns, S.P.; Bransford, R.J.; Zhang, F.; Newman, S.-F.; Nair, B.G.; Sharar, S.R. Methylprednisolone Therapy in Acute Traumatic Spinal Cord Injury. Anesth. Analg. 2017, 124, 1200–1205. [Google Scholar] [CrossRef] [PubMed]
- Ahuja, C.S.; Nori, S.; Tetreault, L.; Wilson, J.; Kwon, B.; Harrop, J.; Choi, D.; Fehlings, M.G. Traumatic Spinal Cord Injury—Repair and Regeneration. Neurosurgery 2017, 80, S9–S22. [Google Scholar] [CrossRef]
- Zhang, L.; López-Picón, F.R.; Jia, Y.; Chen, Y.; Li, J.; Han, C.; Zhuang, X.; Xia, H. Longitudinal [18F]FDG and [13N]NH3 PET/CT Imaging of Brain and Spinal Cord in a Canine Hemisection Spinal Cord Injury Model. Neuroimage Clin. 2021, 31, 102692. [Google Scholar] [CrossRef]
- Mend the Gap: A Transformative Biomaterials Platform for Spinal Cord Repair. Available online: https://mendthegap.ubc.ca/ (accessed on 19 September 2022).
- Favier, V.; Zemiti, N.; Caravaca Mora, O.; Subsol, G.; Captier, G.; Lebrun, R.; Crampette, L.; Mondain, M.; Gilles, B. Geometric and Mechanical Evaluation of 3D-Printing Materials for Skull Base Anatomical Education and Endoscopic Surgery Simulation—A First Step to Create Reliable Customized Simulators. PLoS ONE 2017, 12, e0189486. [Google Scholar] [CrossRef]
- Clavica, F.; Zhao, X.; ElMahdy, M.; Drake, M.J.; Zhang, X.; Carugo, D. Investigating the Flow Dynamics in the Obstructed and Stented Ureter by Means of a Biomimetic Artificial Model. PLoS ONE 2014, 9, e87433. [Google Scholar] [CrossRef]
- Hardy, L.A.; Wilson, C.R.; Irby, P.B.; Fried, N.M. Thulium Fiber Laser Lithotripsy in an in Vitro Ureter Model. J. Biomed. Opt. 2014, 19, 128001. [Google Scholar] [CrossRef]
- Berman, B. 3-D Printing: The New Industrial Revolution. Bus. Horiz. 2012, 55, 155–162. [Google Scholar] [CrossRef]
- Silver, A. Five Innovative Ways to Use 3D Printing in the Laboratory. Nature 2019, 565, 123–124. [Google Scholar] [CrossRef] [Green Version]
- Fayyazbakhsh, F.; Leu, M.C. A Brief Review on 3D Bioprinted Skin Substitutes. Procedia Manuf. 2020, 48, 790–796. [Google Scholar] [CrossRef]
- Segars, W.P.; Sturgeon, G.; Mendonca, S.; Grimes, J.; Tsui, B.M.W. 4D XCAT Phantom for Multimodality Imaging Research. Med. Phys. 2010, 37, 4902–4915. [Google Scholar] [CrossRef] [PubMed]
- Toossi, A.; Bergin, B.; Marefatallah, M.; Parhizi, B.; Tyreman, N.; Everaert, D.G.; Rezaei, S.; Seres, P.; Gatenby, J.C.; Perlmutter, S.I.; et al. Comparative Neuroanatomy of the Lumbosacral Spinal Cord of the Rat, Cat, Pig, Monkey, and Human. Sci. Rep. 2021, 11, 1955. [Google Scholar] [CrossRef] [PubMed]
- Liu, H.; Zhang, S.; Zhang, L. Epileptiform Activity in Mouse Hippocampal Slices Induced by Moderate Changes in Extracellular Mg2+, Ca2+, and K+. BMC Neurosci. 2021, 22, 46. [Google Scholar] [CrossRef]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| 3D Printer Type | Accessibility * | Accuracy ** | Materials | Structural Properties |
|---|---|---|---|---|
| Material Extrusion | Consumer | Low-Medium (Nozzle Dependent) | Thermoplastics (PLA, TPU, PETG, ABS) | Small features and large overhangs are difficult to produce. Minimal accuracy compared to other printing methods |
| Vat Polymerization | Consumer | High–Very High | UV-Cured Resins | Smooth surface finish, concave shapes and hollow structures can cause suction forces |
| Polymer Powder Bed Fusion | Industrial | High | Powdered materials (Plastics, rubbers, ceramics, etc.) | Textured surface finish, self-supported so minimal restrictions |
| Material Jetting | Industrial | Very High | UV-Cured Resins | Similar to Vat Polymerization, but with multi-coloured prints possible and smoother surface finish |
| Binder Jetting | Industrial | Very High | Plastics, Metals, Ceramics | Similar process and limitations to SLS |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Karaman, D.; Willerth, S.M. Utilizing Additive Manufacturing to Produce Organ Mimics and Imaging Phantoms. Surgeries 2023, 4, 58-72. https://doi.org/10.3390/surgeries4010008
Karaman D, Willerth SM. Utilizing Additive Manufacturing to Produce Organ Mimics and Imaging Phantoms. Surgeries. 2023; 4(1):58-72. https://doi.org/10.3390/surgeries4010008
Chicago/Turabian StyleKaraman, Dmitri, and Stephanie M. Willerth. 2023. "Utilizing Additive Manufacturing to Produce Organ Mimics and Imaging Phantoms" Surgeries 4, no. 1: 58-72. https://doi.org/10.3390/surgeries4010008
APA StyleKaraman, D., & Willerth, S. M. (2023). Utilizing Additive Manufacturing to Produce Organ Mimics and Imaging Phantoms. Surgeries, 4(1), 58-72. https://doi.org/10.3390/surgeries4010008